Трубогиб для профильной трубы своими руками
Содержание
- Как сделать самодельный трубогиб для профильной трубы
- Настоящий трубогиб для профильной трубы своими руками
- Собираем станину и приводной механизм трубогиба
- Роликово-рычажный вариант трубогиба
- Наиболее удачные конструкции трубогибов
- Заключение
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме.
 Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб; - На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
 Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера.

- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
- Как правильно выбрать дрель для дома
- Как выбрать электролобзик
- Какой перфоратор выбрать для дома
- Выбираем электрические ножницы правильно
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Содержание
- Устройство станков для сгибания труб
- Принцип работы
- Как сделать самодельное устройство
- Как рассчитать конструкцию
- Руководство по изготовлению
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.

- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления.
 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования. - Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.

Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.

Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Как сделать круг из трубы своими руками. Как согнуть трубы без специального инструмента
Как согнуть трубу под прямым углом
Металл выступает достаточно прочным материалом, но при специальном воздействии его можно согнуть. На сегодняшний день существует несколько способов решения этой проблемы. Первая технология – это использование колышков. Но вы должны помнить, что этот метод может повредить трубу или даже сломать ее. Этого можно избежать, заполнив внутреннюю полость сухим песком. Заглушки должны быть установлены с обоих концов.
Следующим шагом будет сгибание.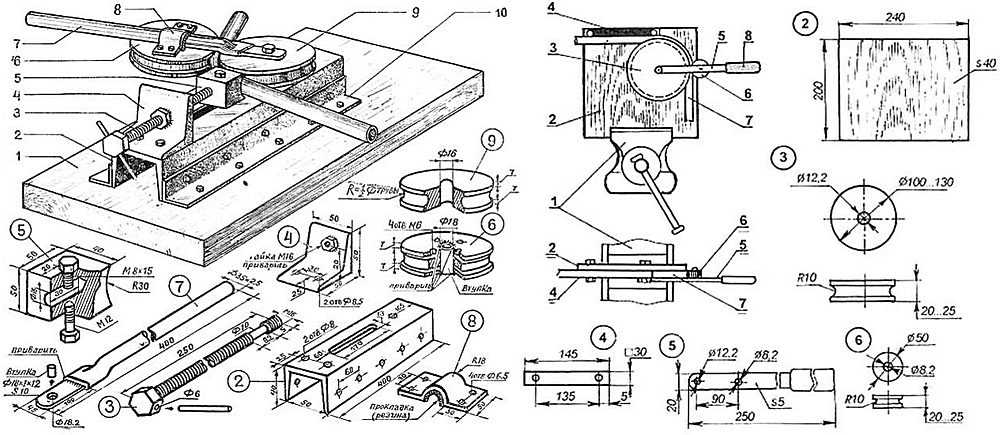 Для этого в землю вкапываются колышки. Вы будете использовать их как рычаг. Если вы не уверены в своих силах, то сначала стоит потренироваться на ненужных отрезках трубы. Если перед вами стоит вопрос, как согнуть трубу без трубогиба, то с помощью этой технологии можно изменить форму изделия, диаметр которого варьируется от 16 до 20 мм. Для труб более внушительного диаметра этот прием не подходит, так как процесс будет достаточно сложным. Также важно учитывать материал основы. Например, для цинкования рекомендуются другие методы.
Для этого в землю вкапываются колышки. Вы будете использовать их как рычаг. Если вы не уверены в своих силах, то сначала стоит потренироваться на ненужных отрезках трубы. Если перед вами стоит вопрос, как согнуть трубу без трубогиба, то с помощью этой технологии можно изменить форму изделия, диаметр которого варьируется от 16 до 20 мм. Для труб более внушительного диаметра этот прием не подходит, так как процесс будет достаточно сложным. Также важно учитывать материал основы. Например, для цинкования рекомендуются другие методы.
Толщина стенки по ГОСТ: масса, размеры
Этот показатель зависит от способа изготовления полой вещи. Если нужна толстая стенка, то изделие изготавливается горячим способом. Такие образцы незаменимы, когда важна предельная прочность в опасных условиях химических производств, ядерных реакторов, дымовых труб предприятий, газопроводов высокого давления. Труба из нержавейки – достаточно прочный материал.
Тонкостенные бесшовные трубы изделия выходят более прочными, но электросварные трубы дешевле.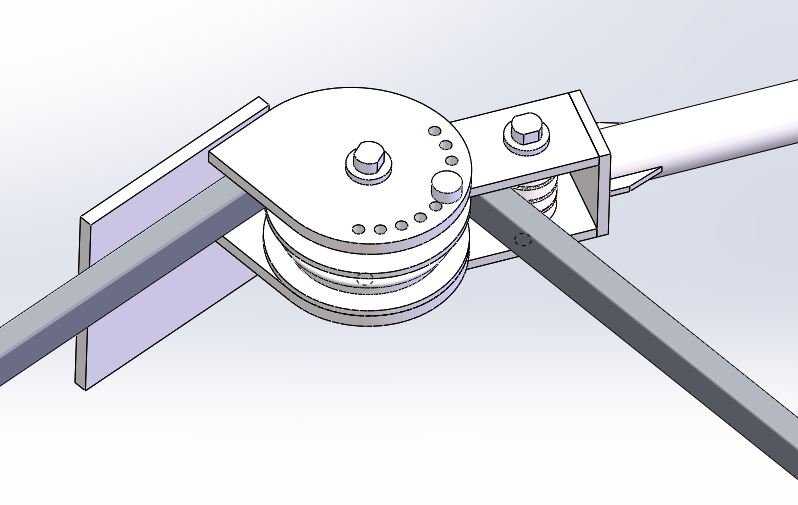 Кроме того, в производстве для решения специальных задач изредка используются полые предметы с тончайшими стенками (0,12-1 миллиметр). Они бывают холодными или горячими.
Кроме того, в производстве для решения специальных задач изредка используются полые предметы с тончайшими стенками (0,12-1 миллиметр). Они бывают холодными или горячими.
По ГОСТу допускается наименьший диаметр сварных труб из нержавеющей стали — 8 миллиметров, наибольший — 102 миллиметра. Это же касается и толщины стенки соответственно – от 0,8 до 4 мм.
Горячекатаный прокат изготавливают диаметром от 57 до 325 миллиметров и толщиной стенки от 3,5 до 32 мм. Сечение холоднокатаного проката находится в пределах от 5 до 273 миллиметров, толщина стенки от 0,2 до 22 мм.
Использование технологии нагрева
Прежде чем сгибать трубу без трубогиба, следует подумать, какая технология для этого лучше всего подходит. Отопление может быть отличным решением. Этот метод обычно используется для стальных и алюминиевых труб. Для процедуры изделие закрепляется в тисках, но предварительно его следует наполнить и нагреть газовой горелкой до того места, которое вы планируете сгибать. Температура определяется достаточно просто: когда бумажка приближается к трубе, она должна начать дымиться. Когда используется стальная заготовка, она должна стать красной при нагревании. В целях безопасности техник должен носить перчатки.
Температура определяется достаточно просто: когда бумажка приближается к трубе, она должна начать дымиться. Когда используется стальная заготовка, она должна стать красной при нагревании. В целях безопасности техник должен носить перчатки.
Пластина плоскопараллельная
Если перед вами стоит задача, как согнуть трубу без трубогиба, то можно использовать пластину плоскопараллельную. Эта техника предполагает фиксацию изделия в зажиме. После этого можно сгибать, причем делать это нужно вдоль пластины. Эта техника считается не только экономичной, но и простой. Для достижения положительного результата следует использовать несколько пластин, каждая из которых имеет разную кривизну. Главное условие – использование стальной трубы. Длина изделия должна быть достаточно внушительной.
С помощью металлической пружины
Довольно часто домашние мастера задумываются над вопросом, как согнуть трубу без трубогиба в домашних условиях. Для этого можно использовать металлическую пружину.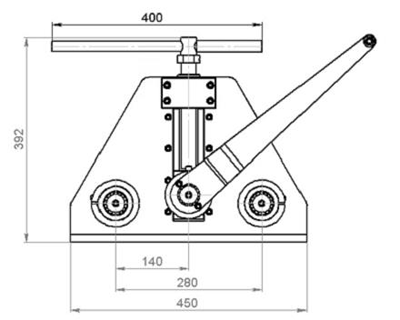 Этот метод отлично подходит для цветных труб, которые обладают хорошей пластичностью.
Этот метод отлично подходит для цветных труб, которые обладают хорошей пластичностью.
Для предотвращения деформации используется пружина. Для получения хорошего результата необходимо учитывать размер пружины, который должен соответствовать внутреннему диаметру металлоконструкции. Это требование связано с тем, что труба должна быть вставлена в полость. Затем можно согнуть, связав пружину проволокой, чтобы потом ее было легче вытащить.
Как сделать наждак своими руками
Каждая хозяйка так или иначе сталкивается с ситуацией, когда ей необходимо заточить ножи, ножницы и другие острые предметы, которые со временем затупляются. Можно каждый раз обращаться к мастеру и платить большие деньги за его услуги или покупать уже готовый наждак, а можно пошалить и порадовать кошелек, изготовив наждак своими руками.
Основные материалы и инструменты
Принцип работы самодельного устройства
Для того чтобы сконструировать самодельный наждак, нужен электродвигатель, оставшийся от эксплуатации старой бытовой техники.
Именно электродвигатель запускает изделие в работу, в результате чего предварительно заточенные на токарном оборудовании насадки, установленные на валу двигателя, достаточно зажимают наждачный круг.
Как выбрать электродвигатель
Чаще всего мастера выбирают в качестве двигателя электроприбор, оставшийся от старой стиральной машины, например Волги, Сибири или Вятки. Как известно, техника советского времени была качественной, поэтому и двигатели были достаточно мощными, с высокими реверсивными показателями. Выключатель с ручным пусковым механизмом тоже пригодится от такой стиральной машины.
Основная проблема, с которой необходимо столкнуться, — точное размещение точильного камня непосредственно на валу двигателя. На валу не всегда есть резьба, размер отверстия в камне тоже может не соответствовать размеру вала. Справиться с этой задачей поможет специально выточенная деталь, которая сгладит несоответствие размеров.
Максимальное ограничение скорости, используемое в наждаке, составляет 3000 об/мин. Этот нюанс необходимо учитывать, ведь высокая частота вращения может привести к разрыву точильного камня. Использовать изделие в домашних условиях предпочтительнее с двигателем от 1000 до 1500 оборотов.
Этот нюанс необходимо учитывать, ведь высокая частота вращения может привести к разрыву точильного камня. Использовать изделие в домашних условиях предпочтительнее с двигателем от 1000 до 1500 оборотов.
Однако при желании можно изготовить более прочный наждак своими руками, для этого достаточно закрепить качественный фланец. Мощный прибор может понадобиться скорее не для заточки, а для полировки разных поверхностей.
Итак, мощность износостойкого станка должна быть 400 Вт, в домашних условиях достаточно аппарата мощностью 100-200 Вт.
Технологический процесс
Фланцевое углубление
Как известно, фланец соединяет двигатель и камень. Если у вас нет опыта работы на токарном станке, обратитесь за помощью к специалисту, предоставив подробный чертеж будущего устройства, с замерами диаметра камня по внутренней поверхности и размеров вала.
Изготовленный фланец необходимо правильно установить на вал, результат зафиксировать крепежными элементами, например, болтом и гайкой, желательно с помощью дополнительной резьбовой шайбы, расположенной с левой стороны.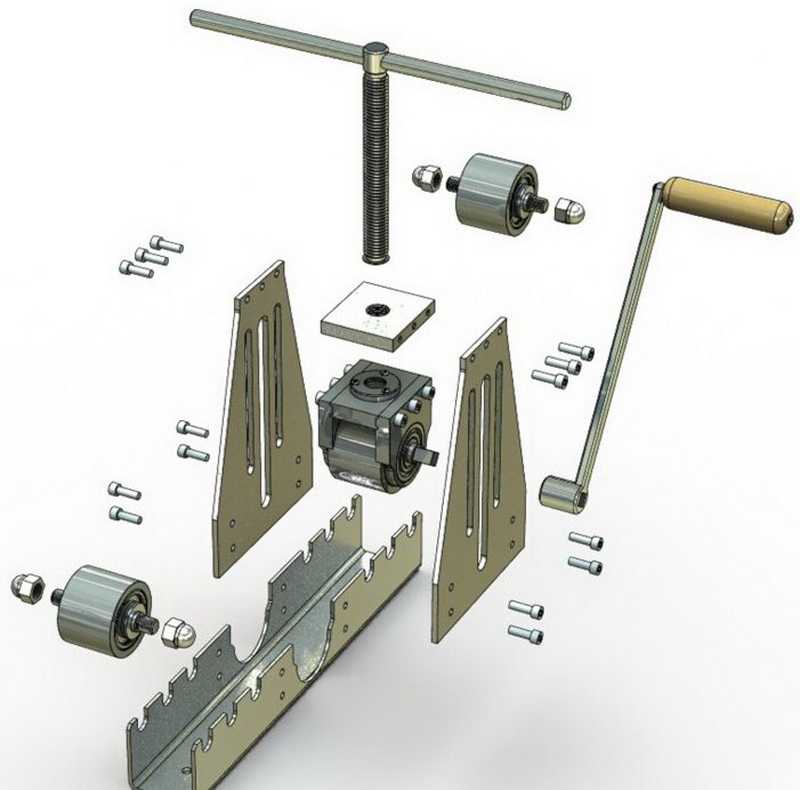
В зависимости от вектора вращения вала на крепежных элементах образуется резьба. При вращении по часовой стрелке требуется левосторонняя резьба, против часовой стрелки — правосторонняя. Таков принцип затягивания гайки, если им пренебречь, то деталь раскрутится, и камень скорее всего слетит с установленного места, что травмоопасно для человека работающего наждаком.
Однако не у всех есть возможность изготовить наждак своими руками с точечными втулками определенного размера, как того требует технология. Справиться с этой ситуацией в домашних условиях помогут куски труб, щели и пустоты, образовавшиеся между втулками и валом, можно скрыть, намотав текстильным скотчем. Другой вариант – последовательно вкладывать меньший рукав в больший.
При намотке ленты следите за равномерностью. Втулка изготовлена из трубы диаметром 32 мм, что совпадает с внутренним диаметром наждачного круга. После этого кружок нужно расположить над рукавом.
Профильная труба и ее модификация
Данный вид металлоконструкций достаточно популярен при строительстве теплиц и беседок на приусадебном участке. Главной особенностью строительного материала является то, что его можно повредить при сгибании. Выходом из этой ситуации может стать заполнение внутренней полости мелким песком или водой. Эти действия исключают возможность повреждения трубы и позволяют добиться отличного результата. Этот метод подходит для латунных и дюралюминиевых трубопроводов.
Главной особенностью строительного материала является то, что его можно повредить при сгибании. Выходом из этой ситуации может стать заполнение внутренней полости мелким песком или водой. Эти действия исключают возможность повреждения трубы и позволяют добиться отличного результата. Этот метод подходит для латунных и дюралюминиевых трубопроводов.
Если вы задумались над вопросом, как согнуть трубу без трубогиба для навеса, то для этого можно использовать резиновый молоток. Используется для изделий квадратной формы. Трубопровод устанавливается на надежные опоры, а затем используется киянка. Действия должны быть точными и плавными, чтобы исключить возможность повреждения. Если необходимо добиться большого угла, то для облегчения процесса необходимо нагреть трубу в том месте, где она должна изгибаться.
Способы гибки металлопластика
Довольно часто владельцы загородной недвижимости задаются вопросом, как самостоятельно согнуть трубу без трубогиба. Когда есть в наличии металлопластик, можно использовать собственные силы, не используя подручные средства. Изделие зажимается и плавно сгибается. В этом случае важно исключить вероятность перегиба. Важно руководствоваться правилами, в которых указано, что на каждые 2 см заготовки угол изгиба может составлять 15°.
Изделие зажимается и плавно сгибается. В этом случае важно исключить вероятность перегиба. Важно руководствоваться правилами, в которых указано, что на каждые 2 см заготовки угол изгиба может составлять 15°.
Если перед вами стоит вопрос, как согнуть трубу без трубогиба для теплицы, то можно использовать отрезки проволоки, заполняющие внутреннюю полость. Это позволяет добиться ровного и плавного изгиба в кратчайшие сроки. В качестве наполнителя можно использовать сухой мелкий песок. Он заливается внутрь, а края закрываются заглушками. Затем один конец изделия необходимо зафиксировать, обеспечив надежность и прочность крепления. Используйте газовую горелку или паяльную лампу, чтобы нагреть складку. Готовность материала проверяют листом бумаги.
Какие изделия можно сделать из гнутой профильной трубы
Довольно часто для возведения многочисленных сооружений необходимо использовать гнутые профильные трубы в качестве декора или для создания определенной формы здания.
Перед началом любых работ необходимо произвести расчет материала и схематически зарисовать будущую конструкцию.
Из профильных труб можно изготовить любые наружные конструкции и некоторые элементы интерьера помещения.
Что можно создать с помощью гнутого профтрубы:
- Теплицы — арочные, двускатные конструкции для выращивания овощей и рассады;
- Стремянки;
- Входные ворота;
- Беседки;
- Скамейки;
- Кованые заборы;
- Декоративные арки.
Довольно часто гнутая профильная труба используется для создания навеса над входом в дом или перил для ступеней на второй этаж. Изготовление мебели из профтрубы потребует больше времени и сил, но в результате, можно получить эксклюзивный и красивый декор.
Способы гибки полипропиленовой трубы
При необходимости изменить направление гибки полипропиленовой трубы можно использовать один из двух возможных способов. Первый предполагает нагрев сгиба. Для этого обычно используется строительный фен. Оптимальная температура нагрева 150°С. Руки следует защищать перчатками, устойчивыми к высоким температурам.
Первый предполагает нагрев сгиба. Для этого обычно используется строительный фен. Оптимальная температура нагрева 150°С. Руки следует защищать перчатками, устойчивыми к высоким температурам.
На завершающем этапе изделие сгибается до необходимой формы. Утолщенная стенка должна располагаться с внешней стороны изгиба. После того, как материал остынет, его необходимо проверить на наличие трещин и вмятин. Еще один способ согнуть такую трубу – холодный. Однако радиус изгиба не должен быть больше 8 диаметров, иначе изделие может сломаться.
Как согнуть пластиковую трубу
Чтобы согнуть трубу из ПВХ, вам нужно купить ДВП. Из них можно соорудить каркас, который нужен для придания конструкции определенной формы. Как только вы придадите пластине нужную форму, ее следует отшлифовать, лучше использовать для этого мелкую наждачную бумагу.
Следующим шагом будет формирование силиконовой оболочки для пластиковой заготовки. Он будет выступать в роли крепления ПВХ-конструкции в раме. Кроме того, он сыграет защитную роль от сколов, механических повреждений и царапин. Предмет помещают в подготовленную защитную оболочку, а затем нагревают место изгиба. Пластик размягчается и садится на раму. Это позволит получить желаемую форму пластиковой заготовки. Продукт оставляют до тех пор, пока он не остынет. Это займет 15 минут. После этого ПВХ-трубу можно снять с каркаса, оставив ее до полного остывания.
Кроме того, он сыграет защитную роль от сколов, механических повреждений и царапин. Предмет помещают в подготовленную защитную оболочку, а затем нагревают место изгиба. Пластик размягчается и садится на раму. Это позволит получить желаемую форму пластиковой заготовки. Продукт оставляют до тех пор, пока он не остынет. Это займет 15 минут. После этого ПВХ-трубу можно снять с каркаса, оставив ее до полного остывания.
Консультация специалиста
Срок службы и качество смонтированной системы водоснабжения зависит от многих факторов, поэтому необходимо тщательно выбирать соответствующие изделия.
На что обратить внимание:
- осмотреть купленный товар: на нем не должно быть трещин, перегибов и других визуальных повреждений;
- изделие должно легко гнуться, сохраняя при этом свою прочность – это позволяет производить установку в стесненных условиях;
- не стоит экономить и покупать дешевую продукцию — лучше выбирать известного производителя, качественная нержавеющая труба может иметь цену от 1 до 3 тысяч рублей, что зависит от вида изделия и сорта стали ;
- во время установки следуйте инструкции;
- установив систему, обязательно проверьте ее целостность, для чего потребуется установить максимально допустимый уровень давления;
- убедитесь, что фитинги в комплекте;
- если нужно соединить гофрированную нержавеющую сталь с трубой из другого материала, используйте фитинги из латуни;
- если хотите, чтобы системы служили дольше, не устанавливайте дешевую некачественную фурнитуру;
- затягивая пластиковые элементы не нужно переусердствовать, иначе они просто лопнут;
- Заранее подготовьте необходимые инструменты: рожковые ключи, ножницы по металлу, арматуру.

Гофрированные трубы – прочная и надежная продукция, спрос на которую постепенно растет. Они популярны в сферах строительства и ремонта: с их помощью монтируют газопроводы и водопроводы, прокладывают системы отопления и даже дымоходные конструкции. Кроме того, они достаточно просто монтируются. Единственное условие долгой службы собранной системы – материалы должны быть качественными, поэтому делайте покупку с умом.
Рекомендации специалиста
Если перед вами стоит вопрос, как согнуть алюминиевую трубу без трубогиба, то для проведения работ можно использовать болгарку, которой необходимо сделать несколько тонких надрезов в месте стыка предполагаемый изгиб. Изделие предварительно зажимается в тисках. Как только пропилы сделаны, их следует очистить от стружки, только после этого можно начинать гнуть трубу.
Иногда изделие нужно согнуть по кругу. Как только кольцо смыкается, отверстия завариваются, причем некоторые умельцы используют для этого даже паяльник. Для того, чтобы место сгиба было аккуратным, его дополнительно ошкуривают и покрывают защитным средством. Это исключает коррозию и преждевременный выход из строя соединения.
Для того, чтобы место сгиба было аккуратным, его дополнительно ошкуривают и покрывают защитным средством. Это исключает коррозию и преждевременный выход из строя соединения.
Как ровно согнуть лист металла
Если заготовка сравнительно небольшая, то можно воспользоваться тисками, в которых с помощью двух обмоточных планок можно прочно зафиксировать лист металла, и только потом согнуть это молотком. При необходимости отвод можно прогреть газовой горелкой, но для оцинкованных изделий этот способ не применим!
Гибка листа металла
Когда речь идет о тонком листе металла, процедура складывания может быть значительно упрощена.
Для этого в месте изгиба металл «царапается» (используем правило или металлическую линейку, в качестве резца — заточенный кусок ножовочного полотна по металлу). Нарезанный на половину толщины металл впоследствии легко гнется по намеченной линии. Можно сказать, что мы почти разобрались, как согнуть лист металла.
Гнем оцинкованную
Как гнуть оцинкованную сталь?
Это может быть как оцинкованный металлический лист, так и готовое изделие, например, профиль. Лист сгибается так же, как и при сгибании любого другого металлического листа. Как согнуть профиль? Вам придется с ним повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно воспользоваться следующим приемом: плотно заполнить профиль мелким песком, заткнуть оба отверстия деревянными кольями и только потом аккуратно постучать киянкой.
Лист сгибается так же, как и при сгибании любого другого металлического листа. Как согнуть профиль? Вам придется с ним повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно воспользоваться следующим приемом: плотно заполнить профиль мелким песком, заткнуть оба отверстия деревянными кольями и только потом аккуратно постучать киянкой.
Для гибки П-образного профиля (это, в принципе, относится и к получению листов криволинейной формы) необходимо дополнительно использовать предмет-форму, кривизна которой соответствует чистовой части. Для облегчения процесса гибки в профиль можно врезать треугольные элементы.
Затем сгибаемое изделие «наматывается» на изделие путем равномерного постукивания молотком.
Важно! Чтобы сгиб получился максимально ровным и правильным, удары молоточка должны быть легкими и падать как можно ближе друг к другу. Как проще гнуть оцинкованную сталь? Болгаркой делаем один-два надреза в районе сгиба (тем самым временно ослабляется конструкция), сгибаем изделие, а затем свариваем сгиб
Данный прием актуален для использования при гибке профильных труб и изделий из металла сложной формы. Помните, что нельзя нагревать оцинкованную сталь для упрощения кривизны!
Помните, что нельзя нагревать оцинкованную сталь для упрощения кривизны!
Пожалуй, одна из самых сложных задач, стоящих перед людьми, которые думают о том, как согнуть угол. Чтобы получить цельное изделие, придется попотеть, равномерно и не спеша постукивая по поверхности уголка, постепенно загибая его.
Рекомендуется использовать газовую горелку, которая может нагревать отвод. Можно поступить проще – использовать болгарку как в вышеописанном случае с оцинкованным изделием. Еще проще купить уже изогнутое изделие, тогда вопрос «как загнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях согнуть арматуру вполне возможно, однако многое зависит от ваших физических данных и диаметра металлического стержня.
Как согнуть арматуру? Для этого нам понадобится два отрезка стальных труб, диаметр которых больше диаметра согнутого стержня. Чем больше длина таких труб, тем легче будет гнуть арматуру (выигрыш в прочности за счет рычага). Все, что нужно сделать для того, чтобы согнуть арматуру, это вставить ее в две трубы и, зафиксировав одну из труб (прижав ее ногой или уперев между столбами), орудуя другой как рычагом, дать арматуре желаемая кривизна.
Вот и все!
Как сгибать трубки и когда это делать
Майк Гейгель, специалист по стратегическому обслуживанию, Swagelok Pittsburgh и инструктор, Advanced Tube Bending, Swagelok Company
При проектировании и сборке новой гидравлической системы необходимо принять множество решений. или при замене компонентов в существующем. Одно из первых решений, которое необходимо принять, заключается в том, должна ли система быть построена из труб из нержавеющей стали или трубы.
Хотя резьбовая труба исторически была надежным выбором в жидкостных системах, трубка является выгодной альтернативой по целому ряду причин. Одной из таких причин является возможность легкого изгиба и прокладки трубок, что может помочь операторам создать более сложную и эффективную конструкцию жидкостной системы с меньшим количеством точек соединения.
Запросите дополнительную информацию об обучении гибке труб
Сравнение труб и труб Краткий обзор
Изогнутые трубки могут обеспечить некоторые значительные преимущества по сравнению с традиционными трубами в различных промышленных жидкостных системах, в том числе:
- Меньшее количество соединений.
 Меньшее количество отдельных компонентов означает меньшее количество потенциальных мест утечки, что может повысить эффективность и уменьшить разливы и неорганизованные выбросы.
Меньшее количество отдельных компонентов означает меньшее количество потенциальных мест утечки, что может повысить эффективность и уменьшить разливы и неорганизованные выбросы. - Экономия времени. Трубные системы не только обеспечивают более простую установку, но и изгибы труб могут сэкономить время операторов, устраняя необходимость резать, удалять заусенцы и устанавливать новый фитинг для каждого простого изменения направления.
- Меньше турбулентности. Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.
- Меньшая занимаемая площадь. Изгибы труб и низкопрофильные трубки обеспечивают более компактную площадь основания системы и облегчают доступ к находящемуся рядом оборудованию для обслуживания.
Передовой опыт в области гибки труб
Чтобы максимизировать преимущества, которые предлагает гибка труб, важно быть уверенным, что вы понимаете, как определить, где изгибы труб наиболее применимы в ваших системах, передовые методы для выполнения высококачественных изгибов и как используйте правильное оборудование. Ниже приведены рекомендации по принятию решения о том, когда следует сгибать трубы и как обеспечить безопасность и эффективность системы.
Ниже приведены рекомендации по принятию решения о том, когда следует сгибать трубы и как обеспечить безопасность и эффективность системы.
1.) Определите, будет ли трубка предпочтительнее трубы. Здесь необходимо сделать несколько замечаний. Чтобы выполнить желаемый участок с использованием трубы, трубу необходимо разрезать, очистить от заусенцев и нарезать резьбу. Вся наружная резьба должна быть обмотана лентой из ПТФЭ или покрыта герметиком. Затем фитинги затягиваются гаечным ключом. Хорошо построенная система может обеспечить высокую надежность, но процесс сборки может занимать значительное количество рабочего времени, особенно для сложного системного приложения. Кроме того, каждое новое введенное фитинговое соединение является потенциальной точкой утечки, даже если оно было собрано опытным сборщиком, а дополнительные точки утечки могут привести к увеличению выбросов.
Здесь трубка может дать некоторые преимущества. Его также необходимо обрезать и удалить заусенцы, но большинство изменений направления можно выполнить с помощью изгиба вместо нового фитинга. Одна изогнутая труба может выполнять несколько изменений направления, в отличие от трубы, где требуется много различных участков и фитинговых соединений. Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор.
Одна изогнутая труба может выполнять несколько изменений направления, в отличие от трубы, где требуется много различных участков и фитинговых соединений. Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор.
2.) Определите, как вы будете выполнять изменения направления . Изменение направления будет осуществляться за счет изгибов или соединения отдельных отрезков труб с помощью высококачественных трубных фитингов. Изгибы применимы для многих изменений направления, но ваш выбор между изгибом или фитингом во многом зависит от ситуации.
Простые изменения направления на 90 градусов (как показано здесь), которые полезны для любых необходимых смещений в вашей линии, часто могут быть наиболее эффективно выполнены с помощью изгибов. Например, если трубопровод должен проходить через панель, не препятствуя легкому доступу (как показано здесь), серия из 9Изгибы под углом 0 градусов могут быть эффективными. Изгиб также удобен в ограниченных пространствах, где несколько отрезков трубы должны менять направление в непосредственной близости друг от друга. Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
Изгиб также удобен в ограниченных пространствах, где несколько отрезков трубы должны менять направление в непосредственной близости друг от друга. Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
Изгибы применимы не везде. Требуется минимальная длина трубки, чтобы согнуть ее, но при этом обеспечить безопасную установку трубки в трубный фитинг. Если вы имеете дело с несколькими короткими отрезками труб, более целесообразно использовать фитинговые соединения для изменения направления. Кроме того, если определенное требуемое изменение направления потребует более сложного изгиба, чем вам удобно делать, может быть полезно использовать фитинг. Эта ситуация показывает, почему следование передовым методам так важно для создания безопасных, эффективных и экономичных систем с изогнутыми трубками.
3.) Убедитесь, что у вас есть необходимые навыки для гибки труб.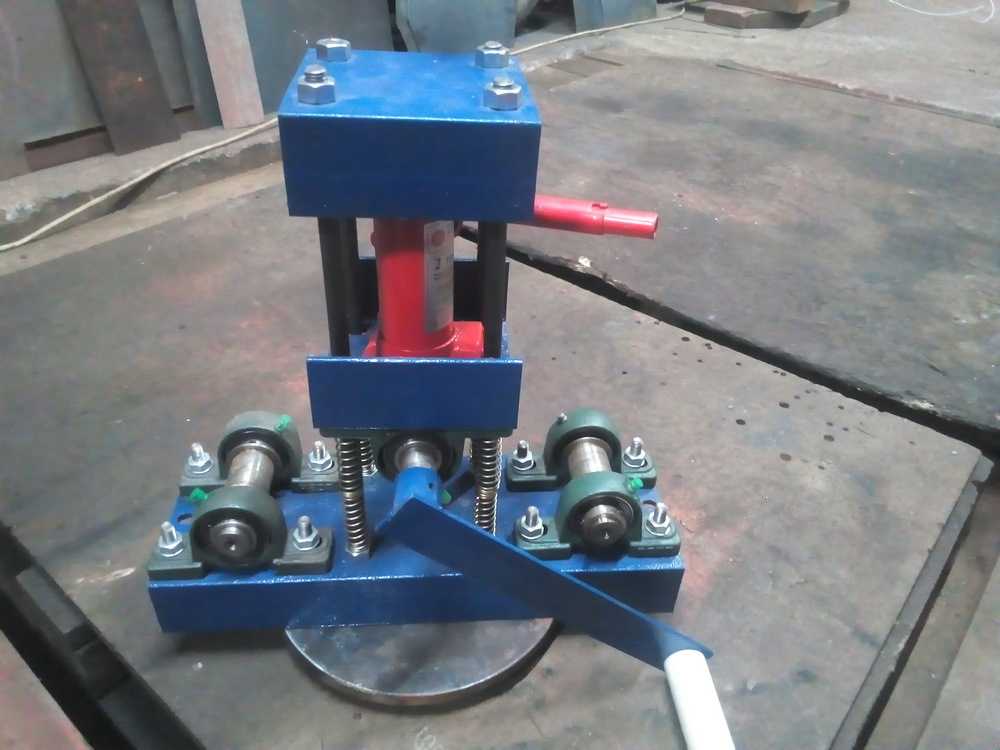 Гибка труб — это не только мастерство, но и искусство, требующее от техников мыслить в трех измерениях, чтобы превратить проекты на бумаге в физические системы.
Гибка труб — это не только мастерство, но и искусство, требующее от техников мыслить в трех измерениях, чтобы превратить проекты на бумаге в физические системы.
Операторы также должны знать, как использовать трубогиб и другое оборудование для выполнения точных и качественных изгибов. Есть два распространенных вида оборудования, которые применимы во многих случаях гибки: ручной трубогиб и настольный трубогиб. В следующих видеороликах вы можете найти практические инструкции по использованию каждого типа трубогиба:
Как пользоваться ручным трубогибом:
Из этого видео вы узнаете, как использовать ручной трубогиб для точного и эффективного изгиба труб под углом 90° и 180°. Ручные трубогибы Swagelok ® обеспечивают стабильные высококачественные изгибы труб, изготовленных из большинства материалов, используемых с трубными обжимными фитингами Swagelok.
Как пользоваться настольным трубогибом:
Из этого пошагового обучающего видео вы узнаете, как использовать настольный трубогиб Swagelok ® для получения точных, воспроизводимых и высококачественных изгибов труб.