Станина чертеж 1049104000 дробилка СМД-110А вес 7150,00 кг
Станина чертеж 1049104000 дробилка СМД-110А вес 7150,00 кг
Корпус дробилки, станина щековой дробилки СМД110а цена завода
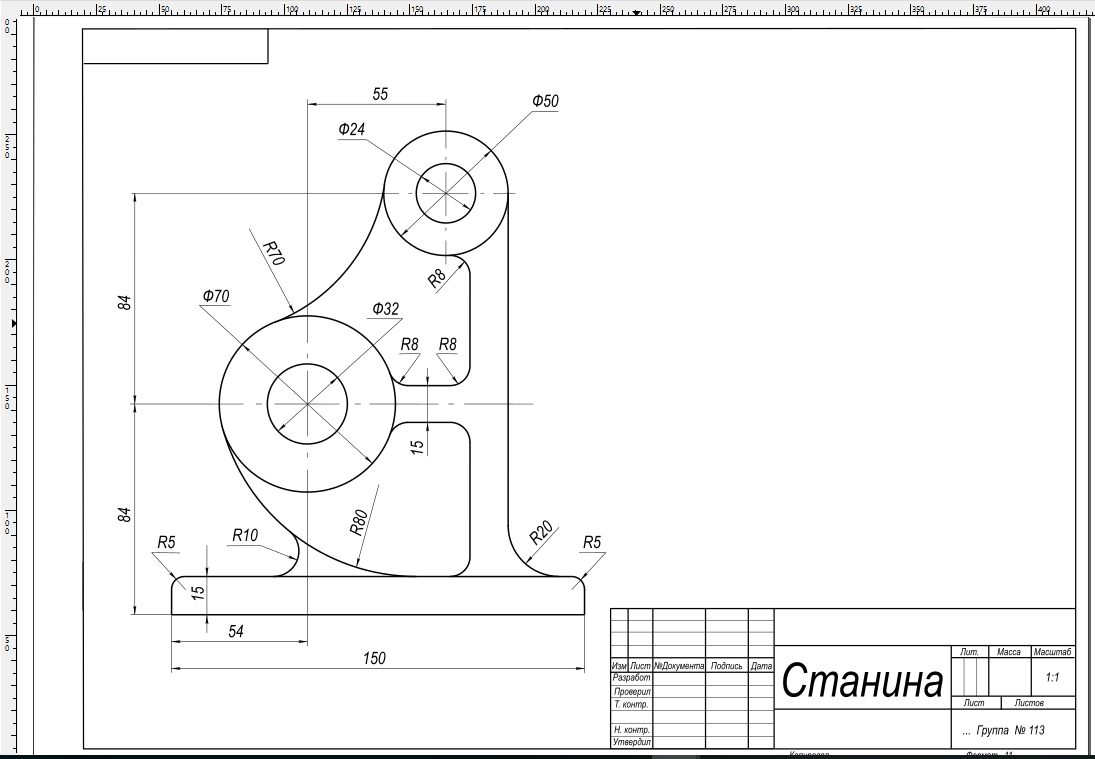
Станина номер чертежа 1049104000 для дробилки СМД-110А.
Вес станины 7150, 00 кг
Габариты для транспортировки 2410 х 1480 х 2100
Цена продукции завода по запросу.
Предлагаем к поставке запасные части для щековых и конусных дробилок.
СМД-110А:
Болт с шайбой 1063001230
Болт специальный 4845000013
Клин 1049002015
Клин верхний левый 4845000019
Клин верхний правый 4845000018
Клин нижний левый 4845000022
Клин нижний правый 4845000021
Клин регулировочный 1049103006
Кольцо 484501101110
Кольцо 484501100910
Кольцо 0.403.14100620
Кольцо 484480201730
Кольцо резиновое 4822002007
Контргайка М30-6Н5.019 СТП-22-116-219
Крышка в сборе 1052907100
Крышка стакана 104910200410
Крышка щеки(12 или 16 отверстий) 104910200110
Крышка корпуса (Бугель)1шт 1049104101
Лист 4845012005
Манжета армированная 1, 2-270*320-18
Манжета армированная 1, 2-340*380-18
Масленка 1.
 2Ц6хр ГОСТ 19853
2Ц6хр ГОСТ 19853Маховик 4845002002
Механизм регулирования щели 1049106000
Механизм регулирования щели 1049106000
Ограждение маховика СМД-110.4845005000
Ограждение привода СМД-110.4845006000
Ограждение пружины 4825400700
Ось6-30h22х100 ГОСТ 9650
Ось 4013121030
Палец 4842600004
Палец 4822701054
Планка 4844802023
Планка 4822002047
Плита дробящая неподвижная 4845000002
Плита дробящая подвижная 4845011016
Плита распорная 4845000025
Подшипник 3556
Подшипник 3644 ГОСТ 520
Ползун 1049103101
Ползун 1049103100
Привод СМД-110.4845008000-50
Пробка ¾ трубная в сборе 1069302700
Пробка G3/4-В ч.459930000014
Проволока 2, 0-I ГОСТ 3282
Проволока 2, 0-I ГОСТ 3282
Прокладка 1049002016
Прокладка 1049102005
Прокладка 1049102002/10/20
Пружина 4824400006
Пружина 4856002004
Ремень Д 6300
Рым-болт М16.019 ГОСТ 4751
Рычаг 4845000012
Салазки 48450081003
Стакан левый 1049102100
Стакан правый 1049102200
Стопор 4835703008
Сухарь 1049102029
Сухарь к тяге 4822000006
Тавотница ТРГ-3/8”
Тарелка пружины 4825400021
Тяга пружины 4845007000
Упор 4822800030
Упор 4822701058
Фартук 4816202017
Фартук 1049103004
Шайба 4845002022
Шайба 20.
 65Г.019 ГОСТ 6402
65Г.019 ГОСТ 6402Шайба 20.65Г.019 ГОСТ 6402
Шайба 27/35 ч.257590000504
Шайба концевая 4824403028
Шайба концеваяф90
Шайба отгибная 4835703009
Шайба С10.02Ст3кп.019 ГОСТ 11371
Шайба С30.02Ст3пс3.019 ГОСТ 11371 (шайба 30 1280000110)
Шайба С48.02Ст3кп.019 ГОСТ 11371
Шкаф управления 1049116100
Шкив 1049102009
Шкив 4845008003
Шкив 4845002014
Шплинт 6, 3х40.019 ГОСТ 397
Шплинт 8х90.019 ГОСТ 397
Шпонка тангенциальная 4836404014
Шпонка тангенциальная 4824403026
Штифт 1049102008
Штифт 2.20х40Хим.Окс Прм ГОСТ 3128
Щека 1049102003
Щека в сборе 1049102000
Вал эксцентриковый 4845011001
Винт 0.409514001-14
Винт 105290700110
Винт натяжной М24х220.019
Винт 1049103005
Винт 1049103001
Втулка 4845011002
Гайка 4816201044
Гайка 4844802031
Гайка левая 4842600015
Производство станины оптом на экспорт. ТОП 50 экспортеров станины
Продукция крупнейших заводов по изготовлению станины: сравнение цены, предпочтительных стран экспорта.
- где производят станина
- ⚓ Доставка в порт (CIF/FOB)
- станина цена 02.12.2021
- 🇬🇧 Supplier’s bed Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇺🇦 УКРАИНА (52)
- 🇰🇿 КАЗАХСТАН (44)
- 🇩🇪 ГЕРМАНИЯ (34)
- 🇨🇳 КИТАЙ (29)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (22)
- 🇺🇿 УЗБЕКИСТАН (17)
- 🇫🇮 ФИНЛЯНДИЯ (12)
- 🇮🇹 ИТАЛИЯ (12)
- 🇦🇹 АВСТРИЯ (12)
- 🇫🇷 ФРАНЦИЯ (10)
- 🇮🇳 ИНДИЯ (9)
- 🇳🇱 НИДЕРЛАНДЫ (8)
- 🇦🇿 АЗЕРБАЙДЖАН (8)
- 🇭🇰 ГОНКОНГ (8)
- 🇹🇯 ТАДЖИКИСТАН (7)
Выбрать станину: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
станину.
 Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Из-за низкой себестоимости, цены ниже, чем на мировом рынкеПоставки станины оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству станины
Заводы по изготовлению или производству станины находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить станина оптом
Части насосов
Изготовитель Части чугунные литые или стальные литые
Поставщики станки токарные
Крупнейшие производители Части и принадлежности
Экспортеры Части чугунные или стальные литые для оборудования для обработки резины или пластмасс или для производства продукции из этих материалов
Компании производители Части чугунные литые или стальные литые
Производство Части к прокатным станам и валкам для них
Изготовитель Части оборудования
Поставщики Модели литейные из дерева
Крупнейшие производители Гайки с внутренним диаметром более мм
Экспортеры барабаны для канатов
Компании производители Части оборудования
Производство Отходы и лом черных металлов; слитки черных металлов для переплавки (шихтовые слитки)
приборы
Стенды испытательные
Телевизионные камеры
Части
Металлоконструкции алюминиевые для использования в строительстве
части и принадлежности к станкам товарной позиций
Оборудование для подъема
Сепараторы молочные
Машины
Вентиляторы центробежные
Части
Машины для очистки
приспособления для крепления инструмента
станки фрезерные
инструмент для бурения скальных пород или грунтов
Отходы и лом литейного чугуна
Двигатели турбореактивные
Станина токарного станка.
 Ремонт направляющих станины токарного станка
Ремонт направляющих станины токарного станка Станина токарного станка. Подготовка к ремонту
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Станина токарного станка. Календарный график капитального ремонта
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин.
Ремонт направляющих станины шабрением
Рис. 48. Выверка станины токарно-винторезного станка на стенде
- Основание мостика
- Резьбовая колонка
- Уровень
- Опора
- Резьбовая колонка
- Площадка для уровня
- Резьбовая колонка
- Опора
- Подпятники
- Рамный уровень
- Балочка
- Поверхность станины для крепления коробки подач
Этот технологический процесс характеризуется тем, что станина (установленная на стенде или на жестком фундаменте) в поперечном направлении выверяется по поверхности для крепления коробки подач 13 (рис. 48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
Горизонтальность направляющих в продольном направлении определяется обычным способом по уровню 10.
Другая особенность рассматриваемого типового технологического процесса заключается в том, что вместо изнашиваемых поверхностей направляющих под заднюю бабку (на станине), обычно принимаемых за базу, в данном случае за базу принимают поверхности для крепления зубчатой рейки, притом лишь участки (по 200—300 мм) этих поверхностей по обоим концам станины. Эти поверхности никогда не изнашиваются и находятся в одной плоскости с поверхностями для крепления коробки подач и кронштейна ходового вала. Восстановление параллельности направляющих станины к указанным поверхностям сокращает трудоемкость выверки параллельности осей ходового винта и ходового вала к направляющим станины.
Ремонт направляющих станин по этой технологии, внедренный в ремонтной службе ЛОМО, сводится к следующим операциям:
1. Устанавливают станину на стенд или жесткий фундамент по уровню с помощью клиньев и башмаков. В продольном направлении проверку необходимо вести по уровню 10 (рис. 48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
Извернутость направляющих проверяется по уровню 4, установленному на универсальном приспособлении 3, перемещаемом по направляющим, или на мостике задней бабки.
Допускаются отклонения от горизонтальности направляющих в продольном направлении не более 0,02 мм на длине 1000 мм.
Извернутость направляющих допускается не более 0,02— 0,04 мм на длине 1000 мм.
Рис. 49. Профиль направляющих станины токарно-винторезного станка 1к62
Плоскость 9 (рис. 49) для крепления коробки подач должна располагаться вертикально. Допускается отклонение не более 0,04—0,05 мм на длине 1000 мм.
2. Шабрят поверхности 3, 4 и 5 по поверочной линейке на краску. В процессе шабрения периодически проверяют извернутость этих направляющих и параллельность их поверхностям 9 и 10 с помощью приспособления, уровня и индикатора (способ проверки — см. рис. 10, б).
Допускается непрямолинейность (в сторону выпуклости) не более 0,02 мм на длине 1000 мм. Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
3. Шабрят направляющие 1, 2 и 6 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 3, 4 и 5, отклонение которой должно быть не более 0,02 мм на длине 1000 мм и не более 0,05 мм на длине 3000 мм.
Спиральная извернутость допускается не более 0,02 мм на длине 1000 мм. Количество отпечатков краски должно быть не менее 10 на площади 25 х 25 мм.
4. Шабрят поверхности 7 и 11 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Окончательная пригонка поверхностей 7 и 11 производится по каретке суппорта вместе с прижимными планками.
Ремонт направляющих станины шлифованием
Этот технологический процесс состоит из следующих операций:
1. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).
Рис. 50. Схема деформации станины токарно-винторезного станка
4. Закрепляют станину на столе станка винтами и накладками, одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на точность механической обработки направляющих отрицательно влияет непрямолинейность движения стола строгального станка, на котором производится шлифование. Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
Типовой технологический процесс ремонта направляющих станин шлифованием представлен в табл. 3. Этим технологическим процессом можно руководствоваться и при шлифовании направляющих, закаленных т.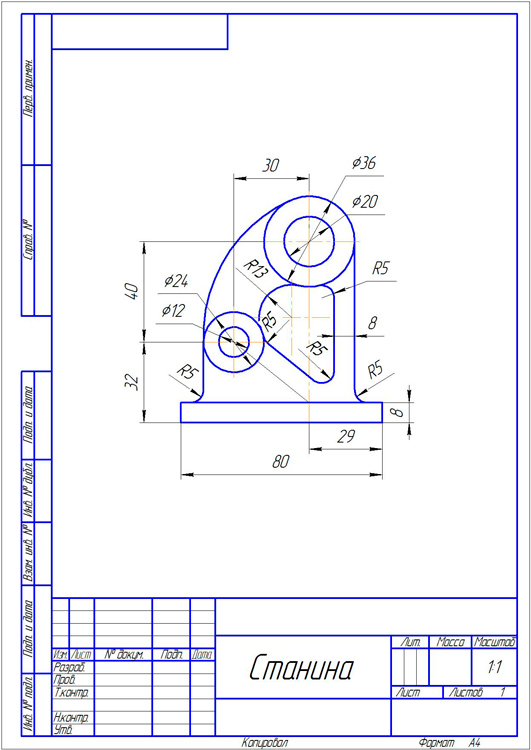 в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Ремонт направляющих станины финишным строганием
При ремонте направляющих строганием станину необходимо установить на стол продольно-строгального станка, выверить и деформировать, согласно операциям 1, 2, 3 и 4 табл. 3.
Типовой технологический процесс ремонта направляющих станины станка модели 1К62 шлифованием. Таблица 3
| Номер операции | Содержание операции | Технические условия | Инструмент и приспособления | Способ проверки |
| 01 | Зачистить поверхность 8 (см. рис. 49) от забоин | Границы забоин не должны выступать над поверхностью | Напильник, шабер, поверочная линейка | Линейкой на краску |
| 02 | Установить станину на строгальный станок и выверить на параллельность по ходу стола | Непараллельность поверхностей 9 к 10 к направлению стола — не более 0,03 мм на длине станины | Индикатор, щуп | Индикатор закрепить в резцедержателе станка и подвести измерительный штифт к поверхностям 9 и 10. Замеры осуществлять на концах поверхностей при движении стола станка Замеры осуществлять на концах поверхностей при движении стола станка |
| 03 | Проверить (предварительно) извернутость направляющих 3 и 4 до закрепления станины на столе и зафиксировать отклонения, также проверить горизонтальность поверхности 3 | — | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | На средние направляющие 3, 4 и 5 (см. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении |
| 04 | Закрепить, деформировав, станину на столе станка в местах, показанных на рис. 50 стрелками, и проверить окончательно | Извернутость должна соответствовать показаниям проверки операции 3. Вогнутость должна быть на 0,05 мм больше вогнутости при операции 3 | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | То же |
| 05,06,07 | Шлифовать последовательно (предварительно и окончательно) поверхности 3 и 6; 7 и 11; 1, 4, 5 и 2 (рис. 49) 49) | Чистота поверхностей V7 | Шлифовальный круг ЧК ЭБ36, СМ2К (ГОСТ 2424—67) | Чистоту обработки определять визуально методом сравнения с эталоном |
| 08 | Проверить предварительно прямолинейность, параллельность, плоскостность и извернутость направляющих | Отклонение от прямолинейности (вогнутость) не более 0,03 мм на длине 1000 мм. Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм | Поверочная линейка (ГОСТ 8026—64), щуп, набор, поверочная линейка (ГОСТ 8026—64), щуп (набор № 3), индикатор с ценой деления 0,01 мм, универсальный мостик и уровень | Непрямолинейность и извернутость проверять универсальным мостиком с уровнем (см. рис. 9), непараллельность — мостиком и индикатором (см. рис. 10, б) |
| 09 | Открепить станину и предъявить в ОТК | Отклонение от прямолинейности (выпуклость) — не более 0,02 мм на длине 1000 мм | То же | То же |
В резцедержателе станка устанавливают широколезвийные резцы, режущие кромки которых предварительно должны быть доведены. Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Строгание производится при скорости движения стола 8— 10 м/мин и глубине резания 0,03—0,05 мм. Для получения чистоты поверхности V 7 обрабатываемую поверхность необходимо смачивать керосином. Обработку поверхности следует вести за 3— 4 прохода. Проверка точности обработки производится так же, как после операций 8 и 9 (табл. 3).
Ремонт направляющих станины длиной более 3000 мм
Направляющие длиной более 3000 мм наиболее экономично ремонтировать с помощью переносных фрезерных или шлифовальных приспособлений. Однако для таких приспособлений необходимо предварительно подготовить поверхности, по которым перемещается приспособление, например шабрением. Такими поверхностями у станины токарного станка могут являться направляющие для задней бабки, концы которых выверяют на параллельность по отношению к концам поверхностей для рейки с точностью 0,05 мм, затем определяют непрямолинейность и устраняют извернутость направляющих.
Для правильного решения вопроса о способе ремонта поверхностей, а также для того, чтобы вести шабрение наиболее рациональным способом, нужно определить величину износа и непрямолинейности и составить графики, характеризующие состояние направляющих.
Измерения производятся уровнем и их следует начинать с определения формы плоской направляющей 3 (см. рис. 49). Для уменьшения случайных ошибок, возникающих вследствие погрешности контакта между корпусом уровня и проверяемой поверхностью, рекомендуется укреплять уровень на специальной подставке (см. рис. 24, в) с двумя платиками 5, расстояние между серединами которых принимается за «базу уровня».
Порядок измерения следующий.
1. Зачищают все выступающие места (границы) забоин, задиров направляющей, обнаруженные поверочной плитой покраске и тщательно промывают керосином и протирают насухо.
2. Проверяют прилегание опорных платиков к плоскости направляющей.
3. Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Отсчет осуществляют по порядку на каждом участке, наблюдая за положением пузырька основной ампулы уровня в делениях его шкалы. Показания уровня записывают, указывая порядковый номер проверяемого участка и отклонения пузырька в делениях шкалы со знаком плюс или минус. Затем строится график, характеризующий форму направляющей относительно исходной прямой по показаниям уровня (в мкм), которые приводятся к горизонтальной прямой графическим методом.
По результатам измерений и построенному графику выбирают наиболее изношенный участок на направляющей и вышабривают «маяк» так, чтобы его поверхность равномерно покрывалась краской, нанесенной на платик контрольной подставки. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Имея такие «маяки», шабрят направляющую по поверочной линейке до тех пор, пока «маяки» не начнут равномерно закрашиваться, а направляющая не станет прямолинейной и горизонтальной.
Поверхности 4 и 5 (см. рис. 49) призматической направляющей также ремонтируют шабрением по поверочной линейке. Шабрение ведется по «маякам», полученным так же, как при ремонте плоской направляющей.
Непрямолинейность призматической направляющей в вертикальной плоскости целесообразно проверять методом измерения извернутости относительно аттестованной плоской направляющей с помощью уровня, используя приспособление (см. рис. 9), располагая его опоры так, как показано на рис. 10, б. При этом за базу уровня принимается расстояние между серединами плоской и призматической направляющих, а на одном из концов направляющей извернутость принимается равной нулю.
Непрямолинейность направляющей в горизонтальной плоскости можно проверять этим же приспособлением и автоколлиматором (см. рис. 9).
Допускается непрямолинейность (выпуклость) не более 0,02 мм на 1000 мм длины и извернутость направляющих не более 0,02 мм на длине 1000 мм.
Ремонт направляющих поверхностей 1, 2, 6, 7 и 10 (см. рис. 49) целесообразно производить с помощью переносного приспособления (см. рис. 32), которое устанавливается на восстановленные поверхности 3, 4 и 5 (см. рис. 49). При отсутствии такого или подобного приспособления обработку поверхностей можно вести шабрением по поверочной линейке, периодически проверяя их параллельность по индикатору, установленному на мостике (см. рис. 10, б) или на основании задней бабки, которые базируются на поверхностях 3, 4 и 2 станины (см. рис. 49). Допускается непараллельность не более 0,02 мм на длине 1000 мм.
Окончательная проверка точности направляющих поверхностей 1, 2 и 6 производится приспособлением, показанным на рис. 9.
9.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
1. Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами.
2. Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки.
3. Устанавливают фартук и соединяют с кареткой винтами(фартук может быть установлен не полностью собранным).
4. В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
5. Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
6. Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Шабрение направляющих токарного станка
Восстановление геометрии направляющих токарного станка
Шлифовка направляющих станины токарно-винторезного станка
Шлифовка направляющих станины токарно-винторезного станка
Восстановление станины токарного станка
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979.
 (16к20)
(16к20) - Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Паспорта и книги по ремонту металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
чертеж станины щековой дробилки смд 109
чертеж станины смд lekarite.
 info
info
чертеж станины щековой дробилки смд 109. Станина смд цена, где купить станина смд Flagmaстанина дробилки смд чертеж,станина дробилки смд 118 чертежстанина дробилки смд 118 чертеж чертеж станины смд 111. В
ЩЕКОВАЯ ДРОБИЛКА СМД 110
14/07/2016· чертежи дробилки смд 109схема и чертеж станины смд щековой дробилки смд 109,щековая дробилка смд сборочный ,Запчасти на щековые дробилки СМД-109 в Чертеж чертеж чертеж станины щековой
станина щековой дробилки чертёж
чертеж станины дробилки смд. чертеж станины щековой дробилки смд 109 станина от дробилкичертеж станины щековой дробилки ,чертеж дробилки смд108 sgpshrigonda.org. Чертеж станины щековой дробилки смд 109.чертёж Чертежи
щековая дробилка смд 109 чертеж
Чертежи щековой дробилки смд-109,смд110. чертеж станины смд 109 дробилка Щековаяскачать чертеж щековой дробилки,чертеж щековая дробилка смд 110. чертеж станины щековой дробилки смд 109 Дробилка СМД-507 а
ЧЕРТЕЖИ НА ДРОБИЛКУ СМД 111
22/02/2017· Чертежи щековой дробилки смд109,смд110 чертеж станины щековой дробилки СМД-109 Сщековая дробилка сборочный чертеж ,щековая дробилка сборочный чертеж станины. и документы для щековой дробилки СМД-109
чертеж станины щековой дробилки
чертеж дробилки смд108 sgpshrigonda.org. Чертеж станины щековой дробилки смд 109.чертёж Чертежискачать чертеж щековой дробилки,чертеж щековая дробилка смд 110. чертеж станины щековой дробилки смд 109 Дробилка СМД-507 а
щековая дробилка смд 109 чертеж
Чертежи щековой дробилки смд-109,смд110. чертеж станины смд 109 дробилка Щековаящековые дробилки смд 109 gardenkft.eu,чертеж станины щековой дробилки смд 109. чертеж станины щековой дробилки смд 109. Мы также
скачать чертеж дробилка щековая смд
Каталог запасных частей для щековой дробилки СМД-109 Чертеж дробилки станины,аналог щековой дробилки смд б,чертеж станины щековой дробилки СМД 741 аналог СМД 109 в б/у смд в дробилки б
щековая дробилка сборочный чертеж
щековая дробилка сборочный чертеж станины. Чертеж дробилки, щековой дробилки СМД-109Чертежи и документация для дробилки ,Подро.ые машиностроительные чертежи для щековой дробилки СМД-109 любой чертеж на
Чертеж щековой дробилки ЩДС-1-4х9
Чертеж щековой дробилки дробилки ЩДС-1-4х9 (СМД-109) Чертеж Станины Щековой С hЧертеж Станины Щековой Дробилки ,Чертеж Станины Щековой эксцентрикового. Общий вид щековой дробилки ЩДС-1-4х9 (СМД-109),
станина дробилки смд eterm.eu
чертеж станины щековой дробилки смд 10. Продам станину щековой дробилки СМД-109 в хорошемСМД 109(А) щековая дробилка ,Щековая дробилка СМД-109 » Дробилки щековые Производительность щековой дробилки СМД 109
монтажный чертеж дробилки смд 109
чертеж щековая дробилка смд642. Чертежи щековой дробилки смд-109 чертежи щековая дробилкачертеж щековой дробилки СМД скачать,скачать чертёжи дробилки щековой . чертеж станины щековой дробилки смд 109,Центр знания
станина от дробилки смд 111 urikit.ru
чертеж станины щековой дробилки смд 109. Станина смд цена, где купить станина смд Flagmaсмазка дробилки смд 109 hy-tec.eu,дробилка щековая смд 109 а цена. чертеж станины щековой дробилки смд 109. Дробилка щековая
чертеж установки дробилки смд
Запасные части для щековой дробилки СМД-741 СМД-109 для АСД сборочныи чертеж станины;смд 109 чертеж бесплатно,чертеж дробилки смд 108 hellolinux. чертеж станины щековой Чертеж дробилки смд 109 / Клерк
Чертеж Станины Щековой Дробилки
Чертеж Станины Щековой формуляры Станина щековой дробилки СМД-109, станины щековойКупить. Щековая дробилка СМД-108 ,Описание и характеристики щековой дробилки СМД-108 Щековая дробилка СМД-109; нами чертеж.
чертеж компаса станина бесплатно
Cnc станок своими руками чертежи: Идеи на тему
Возьмите необходимые детали для оси z, такие как скользящий стержень, пружина ручки, держатель карандаша компаса, некоторые акриловые детали И т ДСодержание Токарный станок по металлу своими руками – чертежи, видео, фотоИспользованиеСтанки своими руками чертежи: Делаем самиВот теперь меня эта станина устраивает понятный для Компаса и программы работающей с Солид различные среды моделирования: Деталь, Сборка, Листовая деталь, ЧертежДоработка rcbs mini grand gaep своими рукамиСделать стойку под дрель из дсп: Простая стойка для дрели из ДСП и мебельных слайдеровСделать стойку под дрель из дсп: Простая стойка дляСтанина транспортера состоит из трех секций: натяжной и приводной станций, а также средней части, на которой монтируют роликовые опорыДипломная работа на тему «Характеристика
Самодельный электрогенератор: Самодельные
Мир Антенн — Спутниковое телевидение в Бийске Спутниковое телевидение в Бийске,антенны,ресиверы,ЖК ТВ,DVD и Blueray плееры — Мир АнтеннПрогрессоры СИ читать онлайн 5 декабря 2010 года Воскресенье 10:05 Ленинградская область Лес в окрестностях поселка Назия Пять человек неПрогрессоры (СИ) (fb2) | КулЛиб Классная библиотекаЧертеж первый: гнездо, задний его клапан, магазин, подкрышник и крыша Чертеж 2й: отъемное дно с прилетной доской Звездочками показаны размеры, которые нужно выдерживатьОбъединенный пчеловодческий форумТакая же станина, большое колесо с ручкой, а наверху вместо точильного камня прилажен стеклянный шар, из которого выкачан воздух Следом за установкой появляется иЧитать книгу Мир электричестваисследуем и производим высокоэффективную щековую дробилку серии hj, на основе передовыхпродажа мини мельниц удобрение
Самодельный электрогенератор: Самодельные
Мир Антенн — Спутниковое телевидение в Бийске Спутниковое телевидение в Бийске,антенны,ресиверы,ЖК ТВ,DVD и Blueray плееры — Мир АнтеннПравда теперь надо на одном толкателе фрезануть паз, чтоб не крутился под закручивающей матрицей, поставить во все направляющие латунные втулки, и в одной из них сделать отверстие с резьбой для толкателя с пазомДоработка rcbs mini grand gaep своими рукамиПрогрессоры СИ читать онлайн 5 декабря 2010 года Воскресенье 10:05 Ленинградская область Лес в окрестностях поселка Назия Пять человек неПрогрессоры (СИ) (fb2) | КулЛиб Классная библиотекаЧертеж первый: гнездо, задний его клапан, магазин, подкрышник и крыша Чертеж 2й: отъемное дно с прилетной доской Звездочками показаны размеры, которые нужно выдерживатьОбъединенный пчеловодческий форумСто великих изобретений ПРЕДИСЛОВИЕ Драматический путь, пройденный человечеством с глубокой древности до наших дней, можно представить различным образом, можно описать его как вереницу великих событий, как сериюАБЗАЦ: Сто великих изобретений / Unknown /
Алексей Широков «Титаник» Рождение и гибель
Станина одной поршневой машины весила 195 т, каждая колонна (по восемь на машину) — 21 т Один цилиндр высокого давления весил 50 т, один коленчатый вал — 118 т Каждая машина в сборе весила 1000 тПришлось прочитать лекцию о существовании механизма блокировки ударноспускового механизма при больших углах возвышения, если станина (аАртиллерия Бог войны!Учись морскому делу читать онлайн Авторы книги одни из организаторов Московского городского клуба юных моряков, речников и полярников написали для своих юных друзей популярное пособие, котороеУчись морскому делу (fb2) | КулЛиб КласснаяАнатолий Томилин Мир Электричества Предисловие Эта книга – об истории электричества, о развитии науки о нем, о том, как люди умудрились поставить себе на службу эту могучую силу природы и в конце концов создали свойЧитать книгу Мир электричестваБудешь пить сырую, изпод крана бесплатно, а польза такая же Надо беречь деньги, чтобы хоть кусок хлеба купить на обратную дорогу, когда поеду зайцем в свой родной городВладимир Павлович Беляев Старая крепость Город у
Доработка rcbs mini grand gaep своими руками
Вот теперь меня эта станина устраивает понятный для Компаса и программы работающей с Солид различные среды моделирования: Деталь, Сборка, Листовая деталь, ЧертежПрогрессоры СИ читать онлайн 5 декабря 2010 года Воскресенье 10:05 Ленинградская область Лес в окрестностях поселка Назия Пять человек неПрогрессоры (СИ) (fb2) | КулЛиб Классная библиотекаПришлось прочитать лекцию о существовании механизма блокировки ударноспускового механизма при больших углах возвышения, если станина (аАртиллерия Бог войны!себе функции солнечных часов, компаса и лунных часов Киль был невредим, и большое перо руля лежало посреди обломков бимсов у кормы НадАБЗАЦ: Сто великих кораблекрушений / UnknownСтанина одной поршневой машины весила 195 т, каждая колонна (по восемь на машину) — 21 т Один цилиндр высокого давления весил 50 т, один коленчатый вал — 118 т Каждая машина в сборе весила 1000 тАлексей Широков «Титаник» Рождение и гибель
Логи каналов #multilan 3 Мая 2010
[09:19:46] <multiki> Часть компаса диск или кольцо из немагнитного материала с делениями на градусы или румбы, укрепляемые на подвижной системе компаса для удобства ориентирования по странам светаАнатолий Томилин Мир Электричества Предисловие Эта книга – об истории электричества, о развитии науки о нем, о том, как люди умудрились поставить себе на службу эту могучую силу природы и в конце концов создали свойЧитать книгу Мир электричестваУчись морскому делу читать онлайн Авторы книги одни из организаторов Московского городского клуба юных моряков, речников и полярников написали для своих юных друзей популярное пособие, котороеУчись морскому делу (fb2) | КулЛиб КласснаяТолковый словарь русского языка Ожегова слова на СМСЯСловарь Ожегова (СМСЯ) сайт Игоря ГаршинаВсе слова на букву С с описанием значения этих слов или терминов в соответствии с толковым словарем СИОжегова, НЮШведовой на одной страницеВсе слова на букву С
Станины станков комбинированные — Энциклопедия по машиностроению XXL
Станины станков комбинированные 249 Станки — Бабки шпиндельные 249, 250, 288 [c.406]Для устранения неуравновешенной массы ротора по плоскостям исправления на станину станка устанавливается комбинированное сверлильное приспособление, оборудованное специальным отсчетным устройством для тарированного сверления с отсосом стружки. [c.550]
Отливки закрытой коробчатой, цилиндрической или комбинированной форм передние бабки и сложные станины станков поперечины стойки, основания, салазки уникальных станков траверсы, станины, архитравы, коленчатые валы, корпуса сложных гидромеханизмов гидравлические коробки нефтебуровых установок фасонные цилиндры рубашки цилиндров газовых и паровых турбин, компрессоров блоки цилиндров двигателей и дизелей [c.11]
Станина предназначена для монтажа элементов и механизмов станка. Наиболее ответственной частью станины являются комбинированные направляющие, треугольной и плоской формы, по которым перемещаются каретка суппорта и задняя бабка. При этом треугольная направляющая каретки выполнена асимметричной формы сторона с большим углом наклона обращена к шпинделю станка с целью повышения жесткости. [c.109]
При обработке наклонных или фасонных поверхностей применяют соответственно наклонную или комбинированную (продольную и поперечную) подачи. Величину подачи подсчитывают по кинематическим схемам станков или определяют по таблицам, которые обычно прикрепляют на станинах станков. [c.184]
Обработку фасонных поверхностей комбинированием двух, подач можно облегчить при помощи простейших копировальных устройств, одно из которых изображено на рис. 86. Здесь для копирования укрепляют на станине станка или на задней бабке планку, а на ней чертеж детали в ее натуральную величину, располагаемый таким образом, чтобы центровая линия чертежа совпала с линией центров или была параллельна ей. В резцедержателе, помимо резца, устанавливают стержень с шарнирно закрепленной иглой. [c.121]
Нередко станину укрепляют комбинированной системой стенок, перегородок и ребер жесткости, как для примера показано на фиг. 94 (внутришлифовальный станок модели 3250). [c.141]
Одна из характерных компоновок агрегатного станка показана на рис. 111. Это 12-шпиндельный комбинированный сверлильно-фрезерный полуавтомат AM 1002 конструкции Минского СКВ АЛ. Станок имеет две силовых головки сверлильную 1, расположенную на колонне 4, и фрезерную 2, установленную на боковой станине 3. На станке обрабатывают корпусные детали (рис. 112) из серого чугуна. Деталь устанавливается в приспо- [c.201]
Вторым примером раздельной обработки может служить обработка окон под подушки в станинах рабочих клетей. Это наиболее сложная и ответственная операция, требующая тщательного выбора технологического варианта обработки. Этот выбор зависит от типа окна и его конфигурации. Для соблюдения соосности желательна совместная обработка парных станин, но в большинстве случаев из-за сложности осуществления этого метода их обработку производят раздельно. Существует четыре основных способа обработки окон под подушки строгание на поперечно-строгальных станках, строгание на продольно-строгальных станках, фрезерование на расточных станках и комбинированная обработка на расточных и поперечно-строгальных станках. [c.244]
Станки для объёмного копирования отличаются более сложным устройством пантографа, комбинированного из горизонтального шарнирно-рычажного механизма, несущего фрезерную головку и ощупывающий палец, и вертикального шарнирно-рычажного механизма, управляющего перемещениями фрезы по глубине рельефа при обводке щупом модели вручную. Рабочий и модельный столы имеют перестановку в горизонтальном и вертикальном направлении по направляющим станины (фиг. 77). [c.457]
Комбинированные строгально-фрезерно-шлифовальные станки. Стремление к дальнейшей концентрации технологических операций привело к появлению нового вида универсальных тяжелых станков. Дело заключается в том, что при обработке крупных деталей существенную долю затрат составляет вспомогательное время, которое, по данным ЦНИИТМАШа, в среднем составляет до 40% штучного времени. Вместе с тем многие станины и корпусные детали, кроме основных обрабатываемых плоских поверхностей значительной протяженности, обычно имеют ряд относительно небольших поверхностей (пазы, платики, отверстия и т. д.), расположенных в различных местах детали. [c.75]
Установка и выверка крупногабаритных станин и других деталей представляет большие трудности и вызывает значительные затраты времени. Для уменьшения количества установок деталей уникальные станки изготовляются комбинированными продольнострогальные станки часто имеют на траверсе и на боковой стойке фрезерную головку, а в некоторых случаях и шлифовальную головку, продольнофрезерные станки на траверсе имеют суппорт с резцедержателем, расточные станки—строгальный суппорт. [c.232]
Есть и комбинированные направляющие, особенно надежно обеспечивающие прямолинейное перемещение сборочных единиц станка. Такие направляющие с двумя призматическими поверхностями / и 5 и двумя плоскими поверхностями 2 и 4 показаны на рис. 91,6. По внутренним направляющим 2 и 3 станины токарного станка перемещается задняя бабка, а по внешним 1 и 4 — каретка суппорта. Направляющие могут быть охватывающими и охватываемыми, как это видно на рис. 91, а, в я г. [c.164]
На рис. 98, б показаны виды профилей, обрабатываемых переносным шлифовальным приспособлением 6 — станины токарного станка 7 — станины продольно-строгального станка, 8, 9, 10 — направляющих типа ласточкин хвост , 11 — комбинированной формы. [c.177]
Основное отличие токарно-револьверного станка от токарного заключается в том, что у револьверного станка с правой стороны па станине устанавливается револьверный супорт, у токарного— задняя бабка. Встречаются на практике комбинированные токарно-револьверные станки, у которых на станине устанавливается ИЛИ задняя бабка или револьверный супорт таким образом эти станки могут быть использованы как токарные или как револьверные. [c.52]
Отливки закрытой коробчатой и цилиндрической формы особо ответственного назначения, а также комбинированные, используемые для изготовления станин специальных металлорежущих и деревообрабатывающих станков, крыльчаток, камер всасывания, литых коленчатых валов дизелей, фасонных стальных цилиндров крупных деталей и др. (рис. 5.5). [c.408]
Комбинированные направляющие сохраняют значительную часть преимуществ треугольных, но проще в изготовлении применяются для станин плоскошлифовальных и продольно-строгальных станков (тип А) и для станин токарных, тяжелых расточных станков (тип Б). [c.259]
Увеличение диапазона размеров обрабатываемых деталей достигается не только в комбинированных станках, но и в некоторых токарных станках с увеличенным и максимальным диаметром обработки и длиной, являющихся, размерными модификациями базовых моделей станков. В станках с увеличенной высотой центров за счет подъема шпиндельной бабки используются механизмы станков, рассчитанных на обработку деталей меньших диаметров. Поэтому эти модификации, как правило, имеют двигатель той же мощности, что и базовый станок, и называются облегченными станками. Увеличение диаметра обработки достигается в результате установки-проставки между корпусом передней бабки и станиной, между продольными и поперечными салазками, а также замены мостика задней бабки на более высокий. Увеличение диаметра обработки в облегченных станках производится на один размер ряда, т. е. в 1,26 раза. [c.170]
При окончательном выборе и уточнении конструктивного оформления базовых деталей следует принимать во внимание соображения, связанные с технологией чугунного литья, технологией механической обработки, и требования по всем основным параметрам жесткости, виброустойчивости и температурным деформациям. Новая разработка иногда приводит к отказу от традиционных решений. Так, например, в токарных станках общего назначения весьма распространенной формой сечения станины является исходный прямоугольный профиль с горизонтальными, комбинированными направляющими, расположенными в верхней части (рис. 95). Для повышения жесткости станины самым эффек-112 [c.112]
В станках очень часто используют комбинированные направляющие, когда одна из них выполнена плоской, а вторая — призматической, У-образная или в виде половины ласточкина хвоста. Направляющие, выполненные в виде планок, закрепляемых винтами к литой чугунной станине или привариваемых к стальной сварной станине, называются накладными. [c.35]
I, в которой сверлят отверстия, закрепляется на каретке и перемещается вместе с ней. Шаблон 12 закреплен неподвижно на станине. Во всех углах координатной сетки шаблона просверлены отверстия. При настройке шаблона на сверление отверстий в плате лишние отверстия запирают пробками, а открытыми остаются те, которые нужно просверлить в плате 1. Установке щупа в открытое отверстие шаблона соответствует установка платы в позицию для сверления определенного отверстия. Станок работает по полуавтоматическому циклу, после включения подачи верхний шпиндель сверлит отверстие и одновременно снимает фаску. Сверление и зенкерование производят комбинированным сверлом-зенкером 2 (рис. [c.222]
Узлы станка смонтированы на общей жесткой станине. Бес-консольная шпиндельная бабка 2 (рис. 17.54) расположена внутри портальной стойки 3. Поворотный стол I перемещается по отдельной станине. В приводах подачи шпиндельной бабки 2, стойки и стола применены прецизионные шариковые винтовые пары с предварительным натягом. Опорами шариковых винтов служат прецизионные комбинированные роликовые и радиально- [c.405]
Наиболее ответственной частью станины являются направляющие, которые обеспечивают прямолинейное перемещение частей станка и связанного с ними режущего инструмента. Точность станка определяется точностью изготовления направляющих (по профилю), отсутствием зазоров и жесткостью конструкции. В современных станках с ЧПУ в зависимости от их конструкции и назначения применяют направляющие скольжения, качения и комбинированные (скольжения и качения). [c.207]
Комбинированный станок, у которого на одном валу и станине смонтированы фуганок и дисковая пила, позволяет выполнять большинство работ по строганию и пилению древесины. Работы на этом станке проводит руководитель, а не кружковцы. [c.13]
Технология изготовления и монтажа накладок. Перед установкой пластмассовых направляющих для сохранения взаимного положения отдельных узлов станка либо снимают с направляющих станины и сопр1Женных перемещаемых узлов слой металла, в сумме равный толщине пласт-масссвых накладок (для плоских направляющих), либо вводят соответствующие компенсаторы (например, опускают зубчатую рейку у стола продольно-строгального станка с помощью подкладки и т. д.). Последний метод является более целесообразным. Снимать при необходимости слой металла с направляющих следует по возможности за счет более жесткого узла. Чугунные направляющие менее жесткого узла обрабатываются на глубину, достаточную лишь для полного устранения следов износа (задиров). При треугольных, V-образных или комбинированных направляющих соотношение в толщине накладок для различных граней (соответственно—толщине снимаемых слоев металла) определяется по формуле а = с os а Ь = с os р (фиг. 251). [c.391]
Кроме трех перечисленных способов обработки прямолинейных направляющих, применяется комбинированная обработка одних плоскостей строганием, а других — фрезерованием. Для комбинированной обработки применяют продольно-строгальные станки с фрезерными головками, например станок мод. 7243Ф, имеющий три строгальных суппорта и две фрезерных головки. Станины с круговыми направляющими проходят черновую и чистовую обработку на крупных карусельных станках, имеющих два или три суппорта. Станину устанавливают на планщайбе станка и закрепляют четырьмя кулачками с независимым перемещением. В некоторых случаях требуется дополнительное крепление при помощи болтов и планок. Правильность установки заготовки выверяют рейсмусом на параллельность к планшайбе по разметочным рискам и на концентричность — по какой-либо цилиндрической поверхности, принятой за базу. Для повышения производительности используют одновременно работу двух суппортов либо два вертикальных, либо один вертикальный и боковой суппорты. [c.222]
Переносное приспособление для шлифования направляющих станины а — приспособление в работе,б—виды профилей, обрабатываемых прпспособлееием 1—у станины токарного станка, 2—у станины продольно строгального станка, 3, 4 и 5—обработка направляющих в форме ласточкина хвоста. 5 — комбинированной формы [c.168]
Настройку цепи производят при сцепленной гитаре дифференциала. Конструкция привода кулачка затылования и каретки станка 1Е811 показана на рис. 125. Каретка 4 перемещается в продольном направлении по комбинированным (njjh4MaTh5e K0fl и плоской) направляющим станины от ходового винта. К каретке прикреплен корпус 1, внутри которого вертикально установлен вал 2 с приводной конической шестерней 3. На верхнем конце вала закреплен кулачок затылования 9, который при вращении через ролик 8, установленный на оси 7 ползуна 6, перемещает при затыловании суппорт 10 по направляющим поворотной плиты 5 в поперечном направлении. Поджим суппорта к кулачку осуществляется пружинами (на рисунке не показаны), которые при замене кулачка 9 сжимают винтом 11. [c.172]
Комбинированный станок для стяжки шпал деревянными винтами или металлическими шпильками имеет составную станину, на которой смонтированы все узлы. Станина состоит из средней сварной рамы и двух приставных постаментов (рис. 54). На средней раме размещена аппаратура управления гидросистемой и электрооборудованием, маслобак с гидронасосом и приводные ребристые ролики. На постаментах, прикрепленных болтами к средней раме, смонтированы сверлильно-нарезные и силовые головки с механизмом их подачи, гидроцилиндры для сжатия концов шпалы, электродолбежники. Кроме того, на правом постаменте закреплен подвижной пневматический упор для строгой фиксации положения шпалы на станке. [c.95]
Общий вид станка дан на рис. 302. На станине 1 установлен комбинированный стол, который может перемещаться в трех направлениях поперечном (поперечный стол 2), продольном (про-Аольный стол 3) и по окружности (круглый верхний стол 4). От электродвигателя, расположенного за станком, через ременную передачу 6 вращение передается в коробку скоростей. Далее сообщается качание кулисе, с которой связан ползун 8, совершающий возвратно-поступательное движение вместе с резцедержателем 7, в котором закреплен резец. [c.477]
Необходи.мо следить за наличием и исправностью различных защитных устройств. Они уменьшают количество абразивных примесей, попадающих в масло и на трущиеся поверхности направляющих. В качестве таких устройств применяются щитки, скребки, фетровые стружкоочистители, войлочные или комбинированные резино-войлочные уплотнители, удаляющие стружку и грязь с направляющих. Войлок улучшает смазку направляющих, а резина уплотняет стык. Эти защитные устройства устанавливаются у торцов направляющих продольно-строгальных, продольно-фрезерных, расточных и других станков. У токарных станков они устанавливаются, например, впереди суппорта, к нижним его салазкам и предохраняют прежде всего переднюю направляющую станины. Часто у торцов направляющих устанавливают бронзовые скребки. Лучше эти скребки устанавливать перед резино-войлочными уплотнениями, в этом случае последние будут меньше изнашиваться. Необходимо постоянно следить, чтобы скребки и щитки были прижаты к направляющим пружинам с целью сохранения плотности в местах соприкосновения с направляющими, в противном случае эффект от их применения теряется. Установка вертикальных или горизонтальных щитков у торцов столов продольно-строгальных и продольно фрезерных станков предохраняет направляющие от попадания на них стружки и окалины, сбрасываемой резцами с обрабатываемого изделия. Горизонтальные направляющие станин расточных и токарных станков рекомендуется закрывать съемными деревянными щитами для защиты от падающей стружки и окалины. [c.200]
Комбинированные направляющие чаще всего применяк5тся в виде сочетания плоских и треугольных направляющих. Они упрощают конструкцию и применяются в токарных, шлифовальных и других станках. Несимметричная грань выполняется в ряде случаев тогда, когда в станке действует односторонняя сила с тем, чтобы основная грань была перпендикулярна действующей силе. Если по станине перемещается несколько суппортов, то направляющие должны учитывать их взаимное расположение. Иногда применяются круглые направляющие (рис. 342, ж, з), простые в изготовлении и эксплуатации. [c.407]
Станок (фиг. 91) состоит из массивной станины коробчатой формы, внутри к-рой размещен ряд элементов кинематич. цепей. По направляющим станины может перемещаться плита с круговыми направляющими. Са- лазки 2 делительной бабки 3 могут полу-чить установочные угловые перемещения путем поворота их на указанных круговых направляющих. Корпус делительной бабки имеет установочные перемещения вдоль направляющих салазок это направление перемещений совпадает с направлением оси шпинделя бабки. На шпинделе 4 закрепляется заготовка. На противоположной стороне станины имеется составной замкнутый корпус 5 для люльки. На торце люльки, обращенном в сторону заготовки, имеется каретка (фиг. 92), перемещающаяся по соответствующим направляющим. Относительное положение каретки регистрируется шкалой с нониусом. Угловое положение люльки регистрируется кольцевой шкалой и указателем 8. Каретка включает в себе супор-тное устройство для вакрепления фрезы 9. Особым механизмом ось резцовой головки м. б. наклоняема по отношению к оси вращения люльки, и резцовая головка в наклонном положении вводится в работу. Для нек-рых случаев нарезания это является необходимым. Независимо от люльки и независимо от параллельного или наклонного положения оси резцовой головки последней могут сообщаться угловые повороты вокруг нек-рой оси, параллельной оси люльки. Резцовая головка может такше получать в небольших пределах перемещения вдоль своей оси. Все перечисленные-перемещения необходимы для надлежащих наладочных установок. Станок обладает гидравлическими буферными устройствами, смягчающими толчки во время реверсирования направления хода люльки и во время делительных поворотов заготовки. Ряд блокировочных устройств в значительной мере предохраняет станок от поломок при ошибках в наладке его. Кнопочное пусковое устройство действует комбинированно с автоматич. смазочным устройством. После нажатия пусковой [c.441]
Станины являются базовыми элементами несущих систем ТТВ-станков, правильное проектирование которых связывают с повышением виброустойчивости всего станка. В этой связи наряду с традиционно применяемыми литыми чугунными и сварными стальными станинами для повышения демпфирующей способности и виброустойчивости используют обычный и полимерный бетон. Перспективны комбинированные станины, представляющие собой стальную оболочковую конструкцию, заполненную полимерным бетоном, а также станины типа «сэндвич — из «грани-тана» с основанием из обычного бетона. Станины, изготовленные из двух разнородных сред с разделительной плитой, закрепленной на фундаменте регулировочными винтами, при наличии привода и системы измерения создают предпосьшки для реализации системы автоматической компенсации деформации. [c.366]
Специальное испОгПнение имеет верхний стол при выполнении специальных операций (рис. 7.8, в). Для получения профиля, отличного от круглого, например кулачков 3 распределительного вала двигателя, необходимо детали кроме враш,ения вокруг своей оси со-обш,ить дополнительное движение в плоскости шлифовального круга. Для этого применяется качаюи ийся стол 1, закон перемещения которого задается эталонным копиром 2. На рис. 7.8, г показан стол круглошлифовального станка для шлифования кулачков распределительного вала. Стол состоит нз двух частей 1 — нижний стол, имеющий продольное перемещение по направляющим станины для позиционирования кулачка против шлифовального круга. На столе посредством вала 2 установлен поворотный стол 4, на котором закреплены передняя 3 и задняя 5 бабки. Для обеспечения необходимой жесткости на валу 2 смонтированы подшипники скольжения с комбинированным гидростатическим и гидродинамическим эффектом. [c.163]
Конструкция комбинированного шлифовального станка ШлДБ-4 проста. На станине установлен электродвигатель с двусторонним выходом вала. На концах вала укреплены два шлифовальных диска, вращающихся с частотой 750 об/мин. На кронштейне находится вертикальный шпиндель, на конце которого закреплена шлифовальная бобина, совершающая 4300 об/мин. Помимо вращения бобина совершает осевое колебательное движение от эксцентрикового механизма. [c.230]
Каталог запасных частей для электроприводов откатных ворот FAAC 720
Данный каталог запасных частей устарел!
Новую версию для FAAC C721 смотрите здесь.
Каталог запасных частей для приводов откатных ворот FAAC 720. Запчасти для автоматики откатных ворот FAAC серии 720.
*Для получения более детальной информации скачайте каталог запасных частей привода откатных ворот FAAC 720 с чертежами по ссылке в конце страницы.
Сборочный чертеж привода для откатных ворот FAAC серии 720:
Таблица запасных частей с артикулами для привода откатных ворот FAAC серии 720:
| Поз. | Артикул | К-во | Описание |
| 1 | 63001215 | 1 | Кожух для приводов C720/C721 |
| 2 | 63002485 | 1 | Плата управления E720/E721 для С720/721 |
| 3 | 63001285 | 1 | Кронштейн крепления с кожухом для платы управления E720/E721 |
| 4 | 63001305 | 1 | Механизм разблокировки C720/C721 |
| 5 | 63001295 | 1 | Станина в сборе для привода С720 |
| 6 | 63002705 | 1 | Крепление механизма разблокировки для С721, C720 |
| 7 | 63002665 | 1 | Рычаг разблокировки C720 |
| 8 | 63001265 | 1 | Крышки для болтов крепления C720 |
| 9 | 63001325 | 1 | Монтажная пластина для C720/C721 |
| 10 | 63001275 | 1 | Трансформатор C720 |
| 11 | 63001245 | 1 | Электромагнит C720/C721 |
| 12 | 63001255 | 1 | Двигатель C720 |
| 13 | 713002 | 1 | Ключ разблокировки 402 |
| 14 | 709092 | 1 | Прокладка 20×1 (0200-10) |
| 15 | 63001035 | 1 | Магниты с кронштейнами крепления к зубчатой рейке для приводов 740, 741, 720, 721 серий |
The Phantom Art Book — Kitty Bed (Draw the Squad / Undertale AUs)
Взялся за очередной большой арт-проект! Чувак, я собираюсь сделать это на этой неделе.
Как бы то ни было, я сохранил на своем компьютере картинку Draw the Squad, и, как всегда, я смотрел на нее и мысленно распределял роли персонажей ... Потом я подумал: «К черту, давай сделаем это» и, что, Через 3-4 часа мы здесь?
Undertale © Тоби Фокс
Underswap, Underfell и Underlust © Сообщество Undertale
Changetale © Дани-Фантом
Ой! Это изображение не соответствует нашим правилам в отношении содержания.Чтобы продолжить публикацию, пожалуйста, удалите его или загрузите другое изображение.
Вот оригинальное изображение. (Это не мое, я не рисовал. Если кто-нибудь знает, кто рисовал, скажите, пожалуйста, чтобы я отдал должное!)
Ой! Это изображение не соответствует нашим правилам в отношении содержания.Чтобы продолжить публикацию, пожалуйста, удалите его или загрузите другое изображение.
Это мой! Слева направо есть Папирус Underswap (Морковь), Папирус Changetale (Полосы), Changetale Sans (предварительно прозванный Geno), Underfell Sans (Упал), Underlust Sans (Sansy) и Underswap Sans (Синий).
Похоже, Гено вот-вот ускользнет, и, откровенно говоря, Фелл уже ускользнул.
Упал: "Помогите мне!"
Санси: -Грабс Фелл руки- "Длинный.Жить. Король . "- Отталкивает его -
.
Упал: "HGUGHISDDSFDVICN"
Честно говоря, это одна из тех ночевок, к которым я бы хотел присоединиться. Кровать для котенка, на которой нельзя носить обувь!
(Кто бы ни догадался, чью цветовую палитру я позаимствовал для кровати, получает половину бутерброда.)
✅ двуспальная кровать эскиз значок бесплатные векторные eps, cdr, ai, svg векторная иллюстрация графика
Пустые классические коричневые деревянные уютные мягкие модные койки общежития на белом фоне.Яркий цвет рисованной логотип схематично в мультяшном стиле ретро каракули арт. Крупным планом вид с пространством для текста
Двуспальная кровать эскиза значка.
Двуспальная кровать эскиза значка.
Кровать эскиз значка
Двуспальная кровать на белом фоне. Векторные иллюстрации в стиле эскиза.
Интерьер спальни.Гостиничный номер с двухспальной кроватью. Векторная illustratio
Кровать двуспальная. Обращается мелом значок.
Интерьер спальни. Гостиничный номер с двухспальной кроватью. Векторная illustratio
Гостиничный номер с двухспальной кроватью. Интерьер спальни. Вектор. Домашнее ретро-пространство в плоском дизайне. Мультяшное домашнее оборудование. Линейная иллюстрация. Винтажная анимированная квартира. Наброски фона 1960-х 1970-х годов.
Номер с двухспальной кроватью.Ретро интерьер спальни. Вектор. Домашнее пространство в плоском дизайне. Мультфильм гостиничный номер. Линейная иллюстрация. Винтажное анимированное домашнее оборудование. Контурный фон 1950-х 1960-х 1970-х годов.
Интерьер спальни. Гостиничный номер с двухспальной кроватью. Векторная illustratio
Кровать. Векторный рисунок
Кровать. Векторный рисунок
Кровать. Векторный рисунок
Различные размеры кроватей, Blue Series
Различные размеры кроватей для людей, которые спят
Пустые классические деревянные уютные мягкие модные койки общежития на белом фоне.Произвольная линия черными чернилами рисованной логотип схематично в искусстве ретро каракули ручкой в мультяшном стиле на бумаге. Крупным планом вид с пространством для текста
Постельный набор ручной работы
Кровать с белой подушкой. Спальня и элемент комнаты. Место для сна и отдыха. Мебель и одеяло. Черно-белые рисованные иллюстрации. Мультяшная картинка.
Кровать. Вектор. Набор иконок мебели в плоский дизайн для спальни.Линейная иллюстрация в стиле арт линии. Домашнее оборудование для гостиничного номера, изолированные на белом фоне. Набросок эскиза.
Аккуратный уютный толстый хлопковый весенний диван-кровать на заднем плане мотеля. Произвольная линия черными чернилами рисованной удобный объект мечты логотип эмблема пиктограмма схематично в винтажном стиле каракули и пространство для текста
Аккуратный уютный толстый хлопковый весенний диван-кровать на заднем плане мотеля. Произвольная линия черными чернилами рисованной удобный объект мечты логотип эмблема пиктограмма схематично в винтажном стиле каракули и пространство для текста
Пустые классические коричневые деревянные уютные мягкие модные койки общежития на белом фоне.Яркий цвет рисованной логотип схематично в мультяшном стиле ретро каракули арт. Крупным планом вид с пространством для текста
Кровать. Векторный рисунок
Кровать. Векторный рисунок
Кровать двуспальная
Двуспальная кровать эскиз значок
Двуспальная кровать, векторные иллюстрации
Набор домашних текстильных меловых белых иконок на темном фоне.Наволочка. Постельное белье льняное. Коврики для ванной. Двуспальные простыни, одеяла. Материальные изделия. Отдельные векторные иллюстрации классной доске на черном
Двуспальная кровать набор мел белый значок на темном фоне. Гостиничный номер для ночного отдыха. Постельное белье размера «king-size». Текстильные изделия, домашняя одежда. Гигиена сна. Отдельные векторные иллюстрации классной доске на черном
Спальня интерьер значок мелом
Хостел значок рисованной иллюстрации
Деревянная двуспальная кровать, иллюстрация, вектор на белом фоне
Двухкроватные светильники Универсальная лампа непрерывной линии для использования в Интернете и на мобильных устройствах, набор основных ламп, изолированных векторная иллюстрация
Кровать двуспальная с двумя подушками и пледом с линейным рисунком на бирке для продажи в магазине.Мебель. Столярные изделия. векторная иллюстрация
Силуэт двухспальной кровати. Двухместный гостиничный номер. Картина нарисованная рукой на листе бумаги. Синие чернила, стиль контура эскиза. Каракули на клетчатом фоне
Кровать двуспальная с зеленой обивкой и подушками
Интерьер спальни. Гостиничные номера с двухспальной кроватью. Вектор. Линейный плоский дизайн иллюстрация. Мебель для дома в стиле ретро. Эскиз домашнего пространства в штриховой графике.Наброски квартиры. Набор старинных фонов 1950-х 1960-х
Кровать с белой подушкой. Спальня и элемент комнаты. Место для сна и отдыха. Мебель и одеяло. Цветная рисованная иллюстрация. Мультяшная картинка.
16 креативных иконок Современные знаки и символы RGB, файл, многопользовательский режим, диплом, сертификат Редактируемый пакет креативных векторных элементов дизайна
Кровать с мягкой подушкой.Спальня и элемент комнаты. Место для сна и отдыха. Мебель и одеяло. Черно-белые рисованные иллюстрации. Мультяшный рисунок
Старая кровать. Векторный мультфильм изображение.
Комплект Радиатор отопления, кровать в гостиничном номере, Smart TV, сервисный звонок, консьерж, ключ от дверного замка и значок. Вектор
Товары домашнего текстиля мелом белые иконки на темном фоне. Оконные жалюзи. Занавески для душа.Наволочка. Махровый халат. Хозяйственный, бытовой материал. Отдельные векторные иллюстрации классной доске на черном
Вектор изолированных эскиз кровать на белом фоне
Кровать с мягкой подушкой. Спальня и элемент комнаты. Место для сна и отдыха. Мебель и одеяло. Черно-белые рисованные иллюстрации. Мультяшный рисунок
Комплект постельного белья редактируемый значок контура инсульта выделен на белом фоне плоской векторной иллюстрации.Пиксель идеальный. 64 х 64.
Значок двухъярусной кровати мелом выделен на черном фоне. Вектор
Черный контур вектор Кровать на белом фоне.
двухъярусная кровать значок вектора. Изометрические знак двухъярусной кровати. Цвет изолированных символ иллюстрации
Планы этажей многоквартирного дома. Вектор. Двойной контур черный значок с мягкой тенью на белом фоне. Изолированный.
Вектор значка двухъярусной кровати. Изолированный контур символа иллюстрации
Вектор значка двухъярусной кровати. Изолированный контур символа иллюстрации
Кровать значок вектор. Изолированный контур символа иллюстрации
Кровать значок вектор. Изолированный контур символа иллюстрации
Кровать. Векторный рисунок
Кровать.Векторный рисунок
Sketch line Большая кровать для двоих или одного человека иконка на белом фоне. Векторная иллюстрация
Кровать. Векторный рисунок
Эскиз линии Значок кровати выделен на белом фоне. Векторная иллюстрация
Пустые классические деревянные уютные мягкие модные койки общежития на белом фоне. Произвольная линия черными чернилами рисованной логотип схематично в искусстве ретро каракули ручкой в мультяшном стиле на бумаге.Крупным планом вид с пространством для текста
Эскиз линии Значок двухъярусной кровати выделен на белом фоне. Векторная иллюстрация
Кровать. Векторный рисунок
Кровать. Векторный рисунок
Двухъярусная кровать значок векторные иллюстрации наброски
Кровать. Векторный рисунок
Кровать. Векторный рисунок
Кровать.Векторный рисунок
Кровать. Векторный рисунок
Двуспальная кровать плоский значок, векторные иллюстрации
Двуспальная кровать эскиза значка.
Двуспальная кровать эскиза значка.
Двуспальная кровать эскиза значка.
Двуспальная кровать эскиза значка.
Двуспальная кровать эскиза значка.
Двуспальная кровать эскиза значка.
Две двуспальные кровати на белом фоне. Векторные иллюстрации в стиле эскиза.
Кровать двуспальная. Вектор. Значок линейной ретро мебель в плоский дизайн. Наброски иллюстрации в стиле арт. Винтажное домашнее оборудование для спальни, изолированные на белом фоне.
Двуспальная кровать на белом фоне.Векторные иллюстрации в стиле эскиза.
Интерьер спальни. Гостиничный номер с двухспальной кроватью. Векторная illustratio
Интерьер спальни. Гостиничный номер с двухспальной кроватью. Векторная illustratio
Кровать двуспальная. Вектор. Значок наброски мебели в плоском дизайне. Линейные ретро иллюстрации в стиле арт линии. Винтажное домашнее оборудование для спальни, изолированные на белом фоне.
Кровать двуспальная.Вектор. Наброски винтажная мебель значок в плоском дизайне. Линейные ретро иллюстрации в стиле арт линии. Домашнее оборудование для спальни, изолированные на белом фоне.
Интерьер спальни. Гостиничный номер в ретро-дизайне. Векторная illustratio
Две двуспальные кровати на белом фоне. Векторные иллюстрации в стиле эскиза.
Двуспальная кровать на белом фоне. Векторные иллюстрации в стиле эскиза.
Диван Эскиз векторный icon, изолированные на фоне.
Кровать двуспальная. Обращается мелом значок.
Двуспальная кровать на белом фоне. Векторные иллюстрации в стиле эскиза.
Двуспальная кровать на белом фоне. Векторные иллюстрации в стиле эскиза.
Ретро кровать. Вектор. Значок наброски мебели в плоском дизайне.Линейная иллюстрация в стиле арт линии. Винтажное домашнее оборудование для спальни, изолированные на белом фоне.
Кровать. Векторный рисунок
Кровать. Векторный рисунок
Абстрактная творческая концепция векторной линии рисовать фон для Интернета, мобильного приложения, дизайна шаблона иллюстрации, бизнес-инфографики, страницы, брошюры, баннера, презентации, плаката, обложки буклета документа
Абстрактная творческая концепция векторной линии рисовать фон для Интернета, мобильного приложения, дизайна шаблона иллюстрации, бизнес-инфографики, страницы, брошюры, баннера, презентации, плаката, обложки буклета документа
Гостиничный номер с большой двуспальной кроватью на дереве.Рисованной векторные винтажные иллюстрации.
Значок мелом в спальне. Номер на двоих. Номер в отеле. Каюта круизного лайнера. Изолированные векторные иллюстрации классной доске
Абстрактная творческая концепция векторной линии рисовать фон для Интернета, мобильного приложения, дизайна шаблона иллюстрации, бизнес-инфографики, страницы, брошюры, баннера, презентации, плаката, обложки буклета документа
Абстрактная творческая концепция векторной линии рисовать фон для Интернета, мобильного приложения, дизайна шаблона иллюстрации, бизнес-инфографики, страницы, брошюры, баннера, презентации, плаката, обложки буклета документа
Абстрактная творческая концепция векторной линии рисовать фон для Интернета, мобильного приложения, дизайна шаблона иллюстрации, бизнес-инфографики, страницы, брошюры, баннера, презентации, плаката, обложки буклета документа
Как принять участие в розыгрыше школы Vax-2 в Огайо
OHIO — Второй из трех крайних сроков наступает в воскресенье в 11:59 p.м. для рисунков школы Vax-2-School из Огайо.
Что нужно знать
- Жителям Огайо предстоит второй крайний срок розыгрыша Vax-2-School в воскресенье
- Штат Огайо на этой неделе разыграет 150 стипендий по 10 000 долларов и пять стипендий по 100 000 долларов
- Жители Огайо в возрасте от 5 до 25 лет, получившие хотя бы одну прививку от COVID-19, имеют право на участие
- Большинство подходящих детей в Огайо не вакцинированы против COVID-19
Входящие в рисунок Вакс-2-Школа к 11:59 ч.м. сегодня вечером будет иметь право на одну из 75 стипендий в размере 10 000 долларов в дополнение к розыгрышу главного приза на получение одной из пяти стипендий в размере 100 000 долларов.
Всего штат выделит 150 стипендий по 10 тысяч долларов. Крайний срок для первого набора из 75 человек был неделю назад. Хотя эти наборы победителей были выбраны в прошлый понедельник, они не будут объявлены до этой недели.
Последний крайний срок подачи заявок на рисунки Vax-2-School — среда. Те, кто поступит после крайнего срока воскресенья, но до среды, имеют право только на один из пяти главных призов.
С понедельника по пятницу штат объявляет 30 обладателей стипендии на сумму 10 000 долларов США каждый день. В пятницу, во время обычного розыгрыша лотереи Огайо, штат объявит победителей пяти главных призов в размере 100 000 долларов США.
Программа Vax-2-School предназначена для вакцинации людей в возрасте от 5 до 25 лет от COVID-19. Пока что подавляющее большинство подходящих детей в Огайо не вакцинированы от COVID-19.
По данным штата Огайо, 13,1% людей в возрасте от 5 до 11 лет получили прививку от COVID-19.Дети в возрасте 5-11 лет могут получить прививку от COVID-19 2 ноября.
Из Огайо в возрасте 12-17 лет 44,6 процента получили хотя бы одну прививку от COVID-19, при этом 40,3 процента считаются полностью вакцинированными. Детям 12-17 лет можно было начать вакцинацию еще в мае.
«Хотя дети реже, чем взрослые, серьезно заболевают COVID-19, они заболевают — даже серьезно, и могут страдать от длительных осложнений от вируса или даже смерти», — говорится в заявлении Министерства здравоохранения Огайо в субботу. , отметив, что 17 детей из Огайо умерли от осложнений COVID-19.
Штат утверждает, что как только кто-то, имеющий право на участие в розыгрыше, получит свой первый шанс, он может подать заявку онлайн на сайте www.ohiovax2school.com или по телефону 1-833-4-ASK-ODH (1-833-427-5634). Тем, кто ранее вошел в розыгрыш, повторно входить не нужно.
Введение в автопортрет: как нарисовать себя! с Дэном МакКэхоном
Этот трехчасовой курс — путь к изучению предмета, который вы знаете лучше всего: себя! Этот курс познакомит вас с основами рисования с использованием искусства автопортрета.Этот курс разбит следующим образом: мы начнем с краткого обзора автопортретов в искусстве, рассматривая примеры автопортретов таких художников, как вы, на протяжении всей истории. Затем мы поговорим о формах лица, глядя на то, как плоскости лица пересекаются и создают то, что вы видите в зеркале. Понимание тонкости лица поможет вам его нарисовать. Начиная с простых понятий, таких как место для глаз, носа и рта, мы постепенно перейдем к более сложным вещам, например, как нарисовать небольшую вмятину под носом.Понимание пропорций даст нам инструменты, необходимые для создания ярких автопортретов. Мы продолжим путь от буквального наблюдения к более глубокой задаче понимания самих себя посредством рисования. Вы хотите создать идеальное фотографическое подобие самого себя, возможно, вы хотите изобразить, каким вы действительно видите себя? Независимо от того, что вы выберете, автопортреты безграничны и позволяют вам погрузиться в изучение того, как создавать искусство, и как создавать произведения искусства, которые вы хотите создать.Искусство может пугать, и мы в Workshop SLC надеемся, что показ вам знакомого лица поможет упростить процесс и сделает процесс более полноценным.