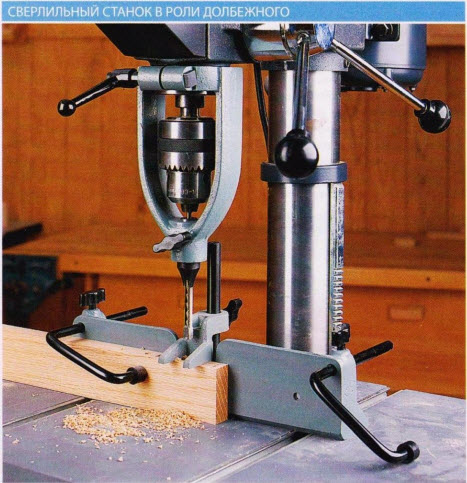
Оснастка и приспособления для сверлильных станков
Содержание:
- 1. Приспособления для установки заготовки
- 2. Как закрепляют режущие инструменты?
- 3. Какие режущие инструменты используют на сверлильных станках?
- 4. Какое значение имеет качество оснастки?
- 5. Не забудьте про измерительные инструменты!
Мало купить хороший станок. Если у вас не будет режущего инструмента и устройств для установки заготовки, вы не сможете даже опробовать его в работе. Вам придется бежать в магазин и срочно что-то докупать, а так хочется быстрее что-то сделать. Чтобы исключить досадный простой в работе, приобретите все необходимое заранее. О том, что вам потребуется, мы расскажем в этой статье.
Возможно, у вас уже есть дрель, и вы считаете, что сверла от нее подойдут и для станка. Не все так просто, как кажется. Если оснастка не отвечает определенным требованиям, то хорошего качества вы не получите. Мы расскажем вам, какие режущие инструменты лучше использовать, как закрепить заготовку и как вы сможете убедиться в том, что работа выполнена точно.
Приспособления для установки заготовки
Сначала позаботимся о том, чтобы деталь была надежно зафиксирована на рабочем столе станка. Если этого не сделать, во время сверления она может сместиться и в результате будет испорчена. Не думайте, что удержите ее рукой. Это не обеспечит точности и даже может привести к травме.
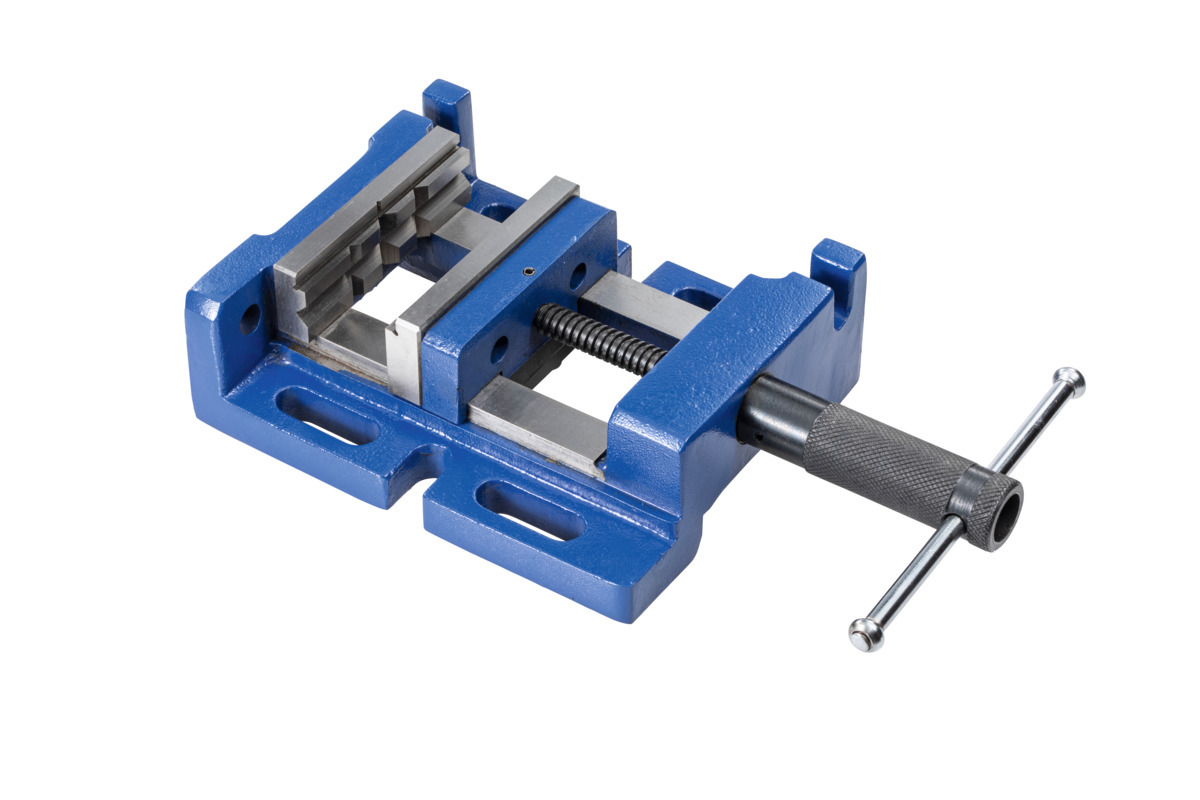
Мелкие заготовки закрепляют в тисках. Наибольшее распространение получили машинные винтовые тиски. Они состоят из основания, подвижной и неподвижной губки и винта. Тиски крепятся на рабочем столе и крепко удерживают заготовку.
Некоторые производители, например Энкор, включают их в комплект поставки станка. Если же в наборе их нет, закажите приспособление отдельно. Это не потребует значительных расходов, винтовые тиски стоят недорого. Они должны быть в каждой домашней мастерской. С ними вы без проблем сможете работать с небольшими изделиями из металла и древесины.
Универсальные тиски для сверлильных станков похожи на обычные винтовые, но стоят на порядок дороже.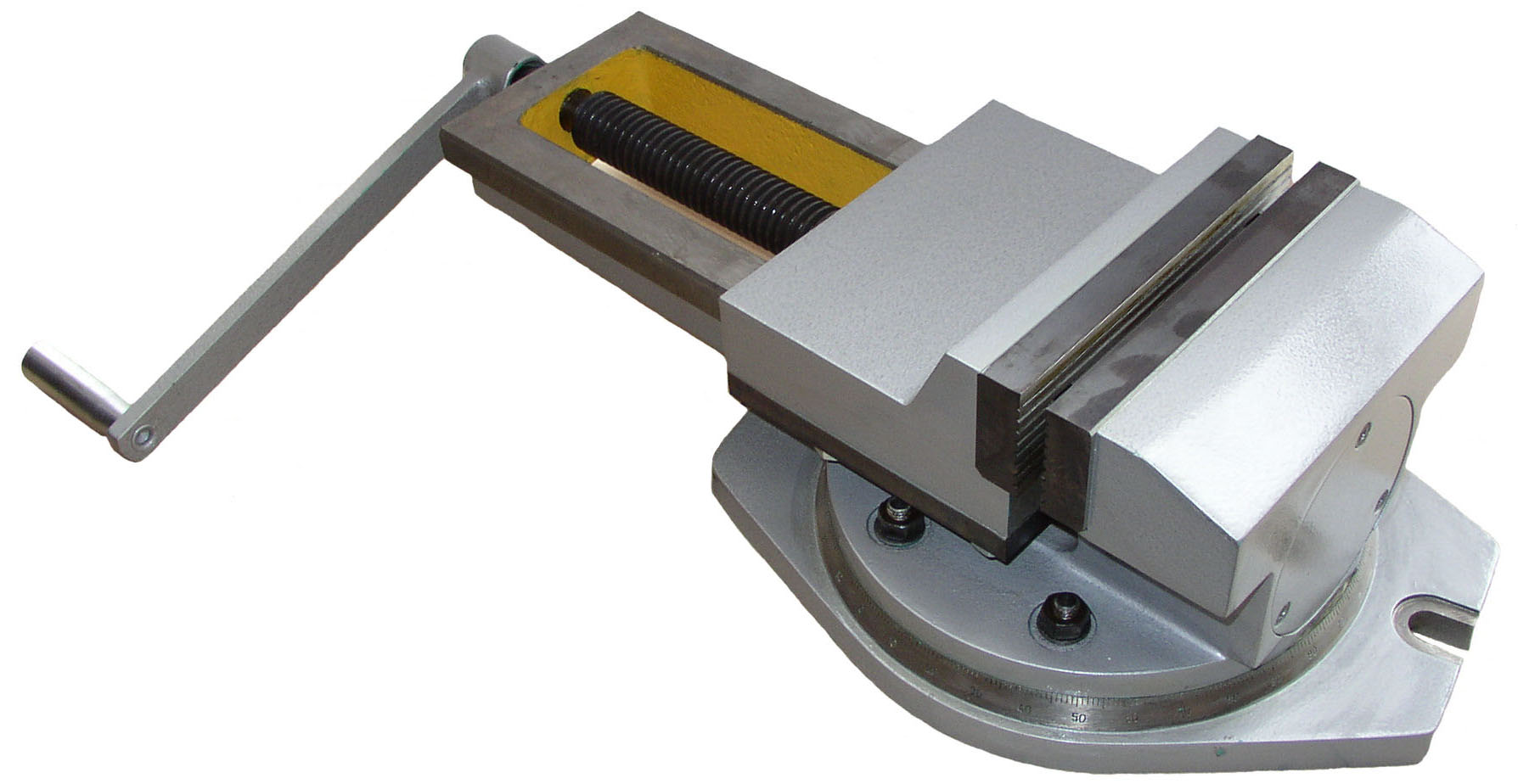 Разница в цене объясняется их преимуществом. У них есть дополнительная отшлифованная поверхность для базирования и пазы для крепления на рабочем столе, что позволяет устанавливать их не только горизонтально, но и вертикально. Можно, не разжимая деталь, повернуть ее для обработки другой плоскости, что сэкономит время.
Разница в цене объясняется их преимуществом. У них есть дополнительная отшлифованная поверхность для базирования и пазы для крепления на рабочем столе, что позволяет устанавливать их не только горизонтально, но и вертикально. Можно, не разжимая деталь, повернуть ее для обработки другой плоскости, что сэкономит время.
Тиски с поворотным столом значительно упрощают сверление большого количества отверстий в деталях сложного контура. Компания Jet выпускает трехосевые, двухосевые, самоцентрирующиеся, тиски с поворотной губкой. С их помощью деталь можно разворачивать под нужным углом и в разных плоскостях относительно шпинделя станка. Для производственных мастерских, где изделия выпускают мелкими сериями, выгодно приобретать такие приспособления, так как они способны существенно повысить производительность.
Если габариты заготовки много больше 10 см в ширину и длину, в тиски она может не уместиться. Если крупные детали из древесины устанавливают на станок с помощью направляющих и упоров, закрепляют их струбцинами, то для сверления металла обязательно нужны прихваты.
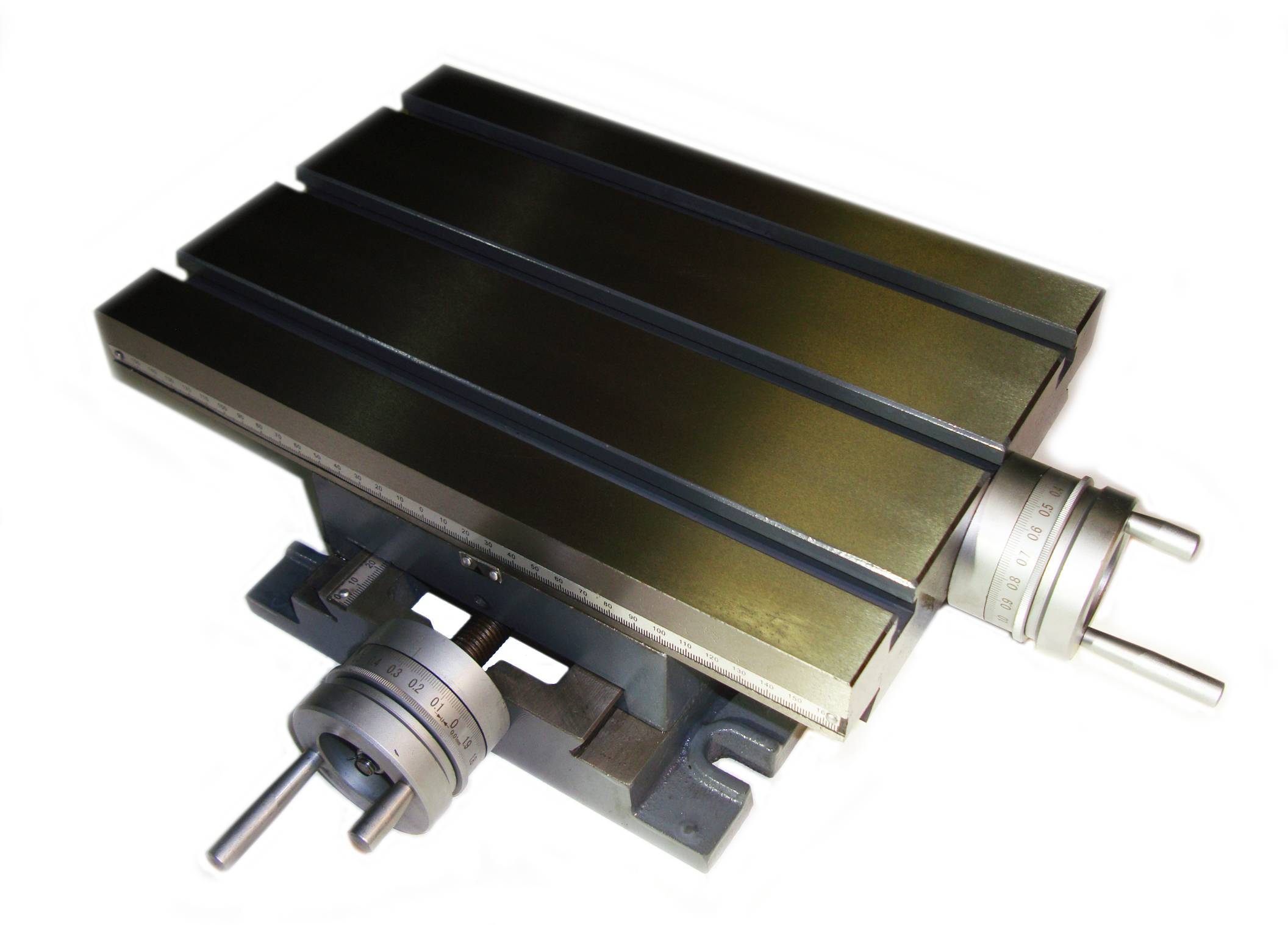
Зажимные приспособления для Т-образных пазов потребуются также для крепления вспомогательных столов, например, коробчатого, который позволяет устанавливать детали в разных плоскостях. На крестовидном столе их можно перемещать в продольном и поперечном направлении, с ним на сверлильной машине выполняют простейшие фрезерные операции.
Для работы на сверлильных станках применяют и призмы. Они нужны для установки заготовок в форме труб и шаров. Некоторые модели винтовых тисков имеют на губках углубления, в которых хорошо зажимать цилиндрические детали. Если вы занимаетесь деревообработкой, то сможете изготовить простейшую призму самостоятельно.
Как закрепляют режущие инструменты?
Сверла, у которых хвостовик выполнен в виде конуса Морзе, можно вставлять непосредственно в шпиндель. Если размеры хвостовика и конус шпинделя не совпадают, потребуются переходные втулки.
Со сверлильной машиной можно использовать цилиндрические сверла, которые доступны по цене.
Какие режущие инструменты используют на сверлильных станках?
Так же, как и в случае с дрелью, для машины чаще всего покупают спиральные сверла. Их изготавливают из быстрорежущей или твердосплавной стали. Последний вид материала применяют, например, для сверления изделий из закаленной стали. В большинстве случаев
Для сверления древесины рекомендуется применять специальную оснастку по дереву.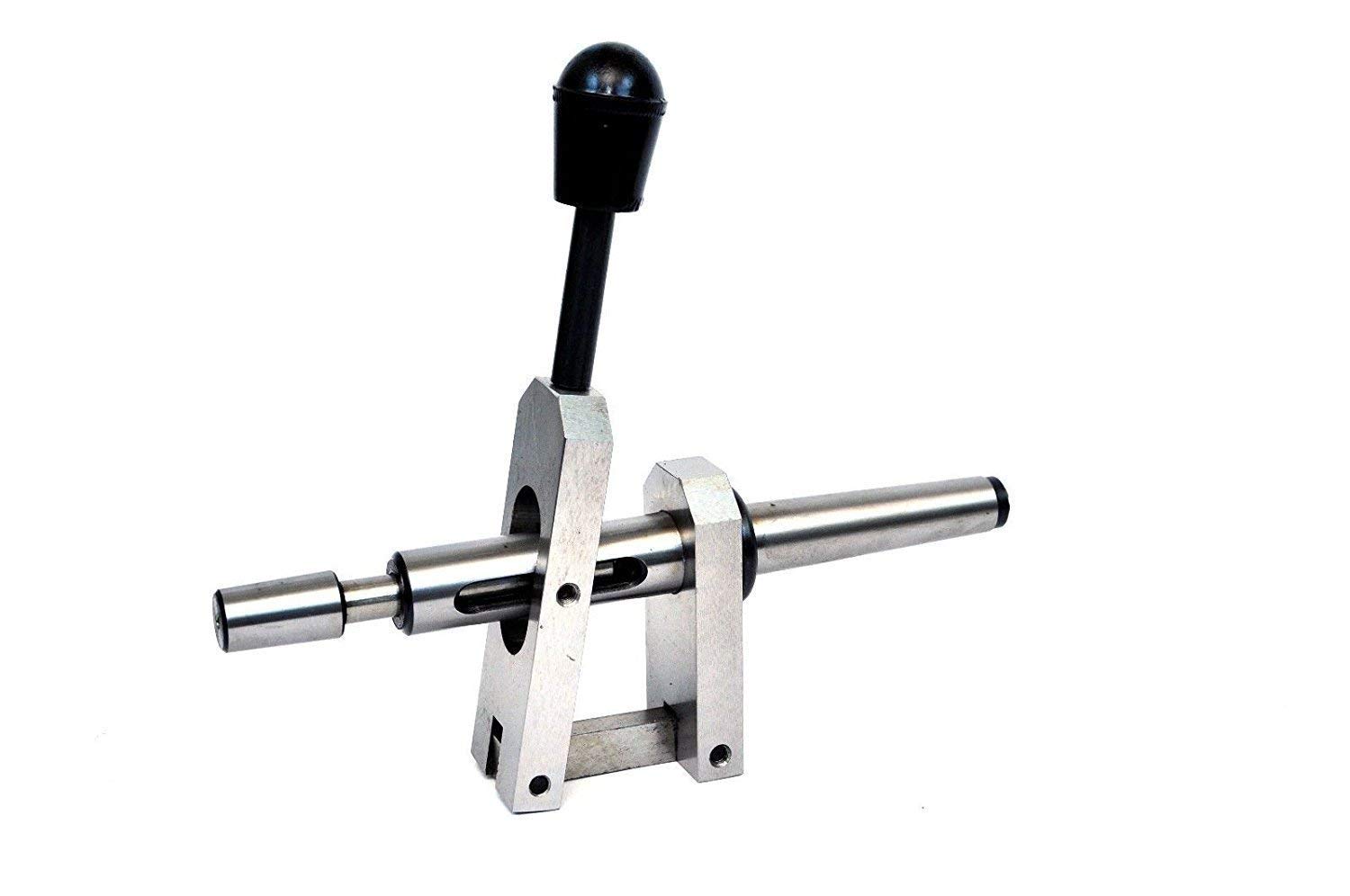 Она имеет остроконечную заточку при диаметрах до 12 мм, для получения отверстий большего размера оптимально подходят сверла Форстнера. Если же сверлить спиральными сверлами по металлу, в материале будут образовываться сколы.
Она имеет остроконечную заточку при диаметрах до 12 мм, для получения отверстий большего размера оптимально подходят сверла Форстнера. Если же сверлить спиральными сверлами по металлу, в материале будут образовываться сколы.
Станок позволяет кроме сверления выполнять развертывание отверстий, их зенковку и нарезание резьбы. Для этих задач приобретают соответствующую оснастку: развертки, зенкеры и метчики, которые называют машинными.
Какое значение имеет качество оснастки?
Режущие инструменты лучше покупать в крупных магазинах, где предлагают исключительно фирменную оснастку. Конечно, практически все, что есть в продаже, изготовлено в Китае — многие ведущие компании размещают там свое производство. Они тщательно контролируют качество продукции, которая выпускается под их маркой. Между сверлом, вышедшем под именем Энкор или Optimum, и тем, на котором вообще нет никаких опознавательных знаков, разница огромная.
Безымянная оснастка может быть изготовлена из плохой стали, с неправильной геометрией.
Не забудьте про измерительные инструменты!
Итак, у вас будет станок, необходимые приспособления и качественная оснастка. Как вы сможете убедиться в том, что отверстия просверлены точно? Нужны измерительные инструменты. На производстве используют калибры, чтобы проверять диаметры отверстий. В домашней мастерской достаточно иметь металлическую линейку, например, такую как STAYER ПРОФИ 3427-100, и штангенциркуль. Если их у вас нет, вы можете приобрести их в интернет-магазине «ВсеИнструменты.ру».
В заключение выделим необходимый минимум приспособлений и оснастки, без которых вы не сможете приступить к работе на сверлильной машине. Понадобятся тиски, домашнему мастеру можно приобрести самые простые – винтовые. Если будете выполнять отверстия в металле, потребуются прихваты и соответствующий набор спиральных сверл. Для деревообработки – оснастка с заостренным концом. Стоит она недорого, поэтому можете сразу набрать большой комплект. Если будете использовать режущие инструменты с цилиндрическим хвостовиком, подберите сверлильный патрон и оправку. Для замеров нужна линейка и штангенциркуль.
Понадобятся тиски, домашнему мастеру можно приобрести самые простые – винтовые. Если будете выполнять отверстия в металле, потребуются прихваты и соответствующий набор спиральных сверл. Для деревообработки – оснастка с заостренным концом. Стоит она недорого, поэтому можете сразу набрать большой комплект. Если будете использовать режущие инструменты с цилиндрическим хвостовиком, подберите сверлильный патрон и оправку. Для замеров нужна линейка и штангенциркуль.
Технология обработки на сверлильных станках и оснастка: приспособления, кондукторы, инструмент
Сверлильные станки можно отнести к оборудованию с универсальными возможностями. Одновременно с возможностью сверления отверстий различного диаметра, чистоты и точности, с их помощью возможно выполнение многочисленных операций, в соответствии с технологическим процессом обработки поверхностей. Применение этой категории оборудования оптимально, если технологией предусмотрены следующие действия:
- просверлить, рассверлить отверстия различных диаметров;
- зенкеровать просверленные отверстия до соответствующих параметров, зенковать необходимые выточки для размещения выступов крепежных деталей;
- развертывать поверхность отверстий в заданных пределах;
- раскатывать отверстия с применением шариковых и роликовых оправок до заданного уровня шероховатости;
- выполнить нарезку внутренней резьбы;
- подрезать (цековать) торцы деталей с целью их выравнивания.

Существуют также другие возможности применения оборудования этой категории.
Рис. 1. Работы, выполняемые на сверлильных станках
а – сверление; б – рассверливание; в – зенкерование; г – зенкование; д – развертывание; е – раскатывание; ж – нарезание внутренней резьбы; з – подрезание (цекование) торцов
Инструменты
Для решения поставленных задач разработаны серии специальных инструментов с различными характеристиками и конструктивными решениями режущих поверхностей, кромок, для которых предусматриваются специальные углы резания, длина витка, конфигурация углублений для отвода стружки и пр. В зависимости от выполняемых операций резания, технических качеств обрабатываемых материалов применяются инструменты c соответствующими параметрами:
- сверла различных диаметров;
- развертки;
- зенкеры;
- зенковки;
- метчики и пр.
Для того чтобы получить нужную чистоту и точность обработки существуют специальные приспособления, служащие для:
- крепления инструмента в шпинделе станка;
- размещения и крепления заготовки;
- удерживания крепежных приспособлений на столе станка и т.д.
Вспомогательные инструменты
Крепление перечисленного выше режущего инструмента в шпинделе станка осуществляется при помощи вспомогательных инструментов:
В случаях, если размер конуса в шпинделе станка не совпадает с конусом хвостовика инструмента, крепление инструмента осуществляется при помощи переходных конических втулок. При отсутствии на производстве нужного номера втулки, возможно применение нескольких втулок, однако при этом может пострадать точность обработки детали. Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Крепление режущего инструмента с цилиндрическим хвостовиком на сверлильных станках выполняется и с использованием двух- и трехкулачковых сверлильных патронов. В трехкулачковом патроне обойма 3 с гайкой 2 приводится во вращение ключом 4. При вращении гайки объединенные ею кулачки 1 смещаются вниз, зажимая хвостовик режущего инструмента. Вращением ключа в обратную сторону кулачки разжимаются, высвобождая инструмент.
Рис. 2. Сверлильный патрон для закрепления сверл с цилиндрическим хвостовиком:
А – общий вид патрона с ключом для зажима заготовки; б – устройство патрона; 1 – кулачки; 2 – гайка; 3 – обойма; 4 — ключ
Двухкулачковый патрон содержит кулачки, перемещающиеся по Т-образным пазам в соответствии с вращением ключа и зажимающие хвостовик инструмента. Сверла небольшого диаметра легко закрепляются в цанговых патронах, а для экономии времени удобно воспользоваться быстросъемными патронами для инструментов с коническими хвостовиками, в которые инструмент можно устанавливать и вынимать, не останавливая станка. Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Для того чтобы обеспечить точное совпадение центров отверстий при выполнении нескольких последовательных операций, наиболее целесообразно применение самоустанавливающихся патронов.
Рис. 3. Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверл с цилиндрическими хвостовиками (б):
1 – корпус патрона; 2 – сменная втулка; 3 – шарики; 4 – муфта; 5 – кольцо; 6 — оправка
Нарезка резьбы – операция, требующая максимальной точности. Для того чтобы при ее выполнении были обеспечены точные параметры, метчики крепятся в предохранительных патронах, которые также обеспечивают сохранность инструмента, предохраняя его от поломок. В процессе нарезания резьбы обеспечивается плотное соединение ведущей полумуфты 5 и ведомых полумуфт 2,4. По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
Рис. 4. Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях:
1 – кольцо для крепления метчика; 2, 4 – ведомые полумуфты; 3 – кулачки муфты; 5 – ведущая кулачковая полумуфта; 6 – пружина; 7 – оправка; 8 – гайка регулировочная
При помощи качающихся оправок, применяемых для крепления разверток, удается соблюдать точность центрирования при обработке отверстий. Вопрос удаления основного и вспомогательного инструмента из гнезда шпинделя легко решается – для этого применяются клинья особой формы или эксцентриковые ключи.
|
Рис. 5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин |
Рис. |
 6. Эксцентриковый ключ для удаления режущего инструмента из шпинделя станка
6. Эксцентриковый ключ для удаления режущего инструмента из шпинделя станка
Приспособления для крепления заготовок
Важным моментом в металлорезании является установка на станке и крепеж деталей, подлежащих обработке. Детали устанавливаются на специальных приспособлениях, в том числе:
- на тисках – машинных, эксцентриковых, винтовых, пневматических;
- призмах;
- угольниках;
- упорах;
- кондукторах.
В зависимости от быстроты и силы крепления, выбираются ручные (на небольших производствах) либо пневматические приспособления, обеспечивающие высокую скорость установки и крепления.
Наиболее приспособленными для быстрой установки заготовок являются тиски действующие на основе рычажно-кулачкового механизма. Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Рис. 7. Быстродействующие машинные тиски с рычажно-кулачковым зажимом: 1 – корпус; 2 – поворотная часть; 3 – неподвижная губка; 4 – винт; 5 – губка; 6 – рукоятка; 7 – эксцентриковый вал; 8 – двойной кулачок; 9 — основание
Кондукторы
Важным приспособлением для точного центрирования осей инструмента и обрабатываемого отверстия являются кондукторы. Кондуктор устанавливается над деталью с небольшим зазором для отвода стружки и крепится на столе станка. В теле кондуктора расположены отверстия, внутри которых размещены кондукторные втулки, выполненные из особо твердых сортов стали, прошедших термообработку (20Х, У10А).
Рис. 8. Кондукторные втулки: а — постоянные; б – быстросменные
Постоянные и быстросменные втулки служат для обеспечения точного направления режущей части инструмента в соответствии с заданными параметрами.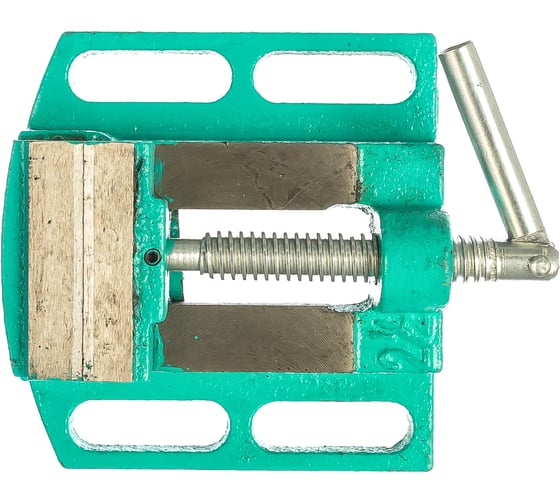 Существуют специальные требования к расстоянию между деталью и кондуктором, в зависимости от обрабатываемого материала и качества стружки при его обработке. Для деталей из чугуна предполагается зазор 0,3-0,5 от величины диаметра втулки кондуктора. Зазор увеличивается и может достигать размеров диаметра втулки, если в качестве обрабатываемого материала применяется сталь, сплавы меди и алюминия и др.
Существуют специальные требования к расстоянию между деталью и кондуктором, в зависимости от обрабатываемого материала и качества стружки при его обработке. Для деталей из чугуна предполагается зазор 0,3-0,5 от величины диаметра втулки кондуктора. Зазор увеличивается и может достигать размеров диаметра втулки, если в качестве обрабатываемого материала применяется сталь, сплавы меди и алюминия и др.
В конструкции кондуктора предусматриваются корпус и плита, которые, в зависимости от назначения, могут быть:
- Съемными (подлежащими замене при изменении параметров заготовки).
- Подвесными, удобными при работе с многошпиндельными сверлильными головками. Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
- Подъемными, которые передвигаются на скалках, запрессованных в корпус кондуктора, при помощи пневмопривода.

- Поворотными (для удобства снятия и установки каждой последующей детали).
- Постоянными (закрепленными в корпусе кондуктора при помощи крепежных элементов или сварки).
Кондукторы существенно облегчают труд рабочих, отменяя подготовительные работы по разметке и точной переустановке деталей при выполнении операций на оборудовании сверлильной группы, обеспечивая точность направления режущего инструмента. В соответствии с технологией обработки и условиями производства применяются кондукторы различной конструкции, получившие названия:
- поворотных.
- скользящих.
- опрокидываемых.
- накладных.
Наиболее распространенными приспособлениями являются накладные кондукторы, которые накладываются на обрабатываемую деталь и фиксируются при помощи металлических пальцев в положении, обеспечивающем выполнение операции в соответствии с технологической картой. Деталь предварительно фиксируется на рабочем столе при помощи соответствующего приспособления, обеспечивающего центрирование направляющих втулок кондуктора с осями высверливаемых в детали отверстий. Кондукторы этого вида могут крепиться на рабочем столе (закрепляемые), либо устанавливаться на фиксирующих пальцах (незакрепляемые).
Кондукторы этого вида могут крепиться на рабочем столе (закрепляемые), либо устанавливаться на фиксирующих пальцах (незакрепляемые).
Рис. 9. Незакрепляемый накладной кондуктор: 1 и 2 – фиксирующие пальцы; 3 – направляющие втулки; 4 – кондукторная плита; 5 – базовая поверхность приспособления; 6 – отверстия
Поворотная оснастка
Для удобства обработки деталей в соответствии с выбранной технологией применяется соответствующая поворотная и передвижная оснастка, которая существенно облегчает работу, не требуя переустановки деталей для сверления или выполнения других операций по качественной обработке отверстий. В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
- поворотные стойки с горизонтальной осью вращения планшайбы, в которой закрепляются заготовки;
- поворотные столы, вращающиеся вокруг вертикальной оси и расположенные в горизонтальном положении.
Универсальные приспособления
Универсально-сборными приспособлениями (УСП) пользуются при выполнении различных операций по резанию металлов. УСП – специальные приспособления, удерживающие заготовку в положении, необходимом для обеспечения точной обработки деталей. Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Важным устройством, обеспечивающим возможность выполнения нескольких одновременных или последовательных операций на станочном оборудовании, являются многошпиндельные сверлильные головки. Указанные приспособления применяются на крупных производствах, для просверливания отверстий и их последующей обработки, что приводит к реальному ускорению процесса изготовления деталей сложной конфигурации.
Указанные приспособления применяются на крупных производствах, для просверливания отверстий и их последующей обработки, что приводит к реальному ускорению процесса изготовления деталей сложной конфигурации.
Револьверные сверлильные головки могут содержать различное количество шпинделей, оснащенных режущим инструментом в соответствии с технологической программой, предусматривающей последовательное выполнение операций. При этом возможна настройка собственной скорости вращения для каждого шпинделя в отдельности. Кроме того, обеспечивается подача инструмента с определенной скоростью в прямом и обратном направлениях. Такая конструкция головки обеспечивает возможность работы и выполнения запрограммированных операций без переналадки. Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Рис.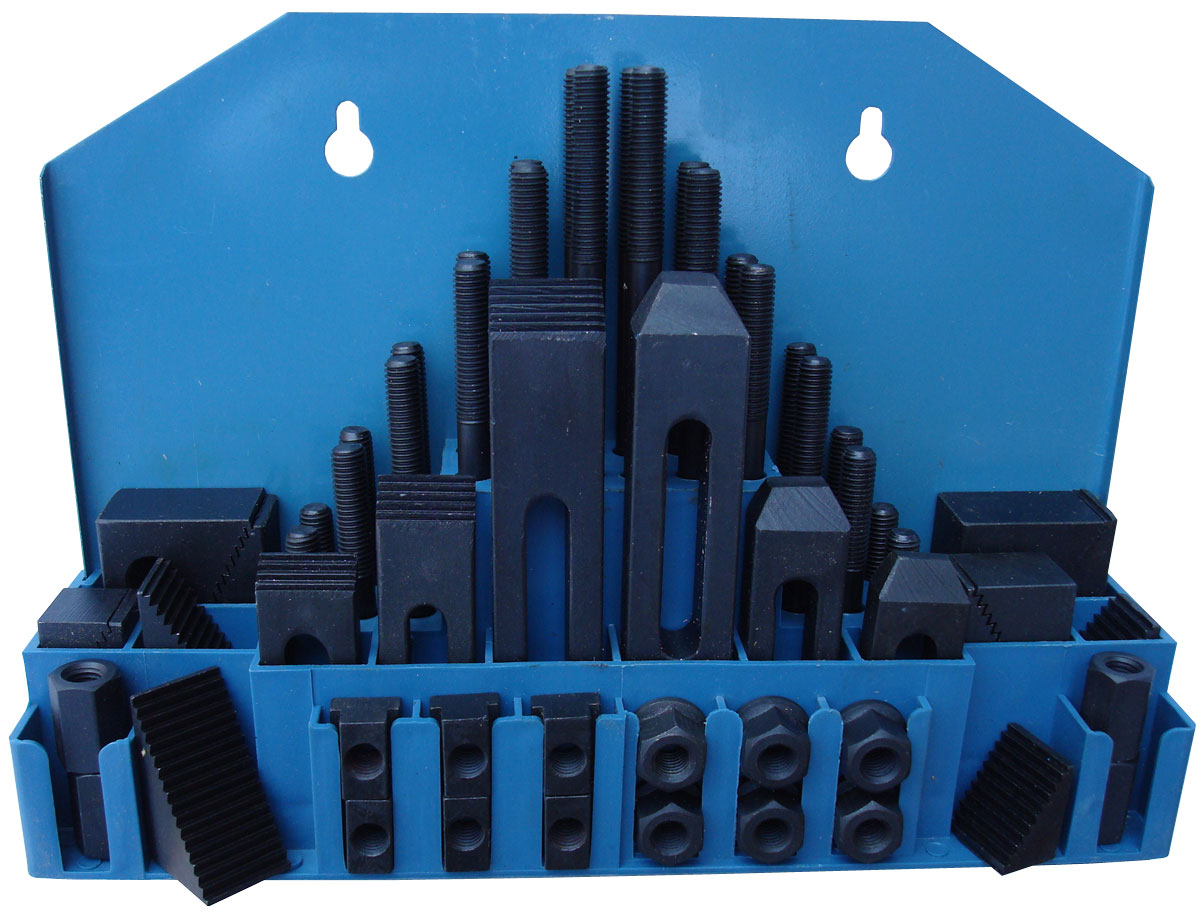 10. Шестишпиндельная револьверная головка: 1 – фиксатор; 2 – рычаг фиксатора; 3 – ведущая полумуфта; 4 – рычаг муфты; 5 – корпус основной; 6 – стержень; 7, 8 – упорные винты; 9 – рейка; 10 – зубчатое колесо; 11 – коническая зубчатая передача; 12 – храповой механизм; 13 – зубчатый вене; 14 – поворотный корпус; 15 – шпиндель головки
10. Шестишпиндельная револьверная головка: 1 – фиксатор; 2 – рычаг фиксатора; 3 – ведущая полумуфта; 4 – рычаг муфты; 5 – корпус основной; 6 – стержень; 7, 8 – упорные винты; 9 – рейка; 10 – зубчатое колесо; 11 – коническая зубчатая передача; 12 – храповой механизм; 13 – зубчатый вене; 14 – поворотный корпус; 15 – шпиндель головки
Поворот и подача инструментов, установленных в каждом шпинделе, осуществляется в запрограммированном автоматическом режиме, для этого нет необходимости останавливать оборудования для последующей переналадки. Обслуживание станков с такими сложными приспособлениями требует высокой квалификации станочников и технологов, разрабатывающих технологический процесс резания. Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.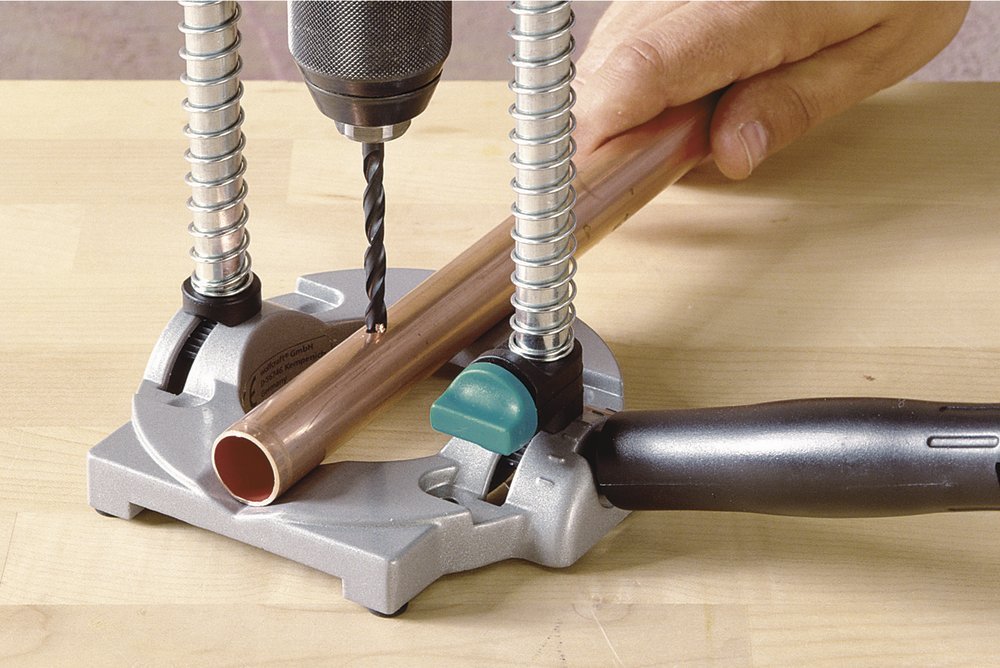
Измерительные инструменты
Для проверки качества выполнения работы, использование контрольно-измерительных инструментов является обязательным. Измерения проводятся по различным параметрам, в том числе по глубине обработки, диаметру отверстий, выточек, фасок и т.д. При этом важна точность измерительного инструмента, которая выбирается в соответствии с требуемой точностью и чистотой операции. В качестве контрольно-измерительных инструментов рабочий персонал пользуется линейками, угольниками, нутромерами, штангенциркулями, штангенглубиномерами. Отдельную категорию инструментов для контроля и измерений представляют гладкие и резьбовые калибры.
Линейка может быть цельной, складной и выполненной в виде рулетки с ценой деления 1 мм и точностью измерения около 0,5 мм, с ее помощью измеряются наружные габариты изделий и размеры отдельных наружных элементов.
Точно измерить глубину отверстия (для диаметров от 6 мм) можно с помощью индикаторного и микрометрического нутромеров с ценой деления, соответственно, 0, 01 мм, точностью ±0,15 мм и 0,01 мм при точности ± 0,006мм.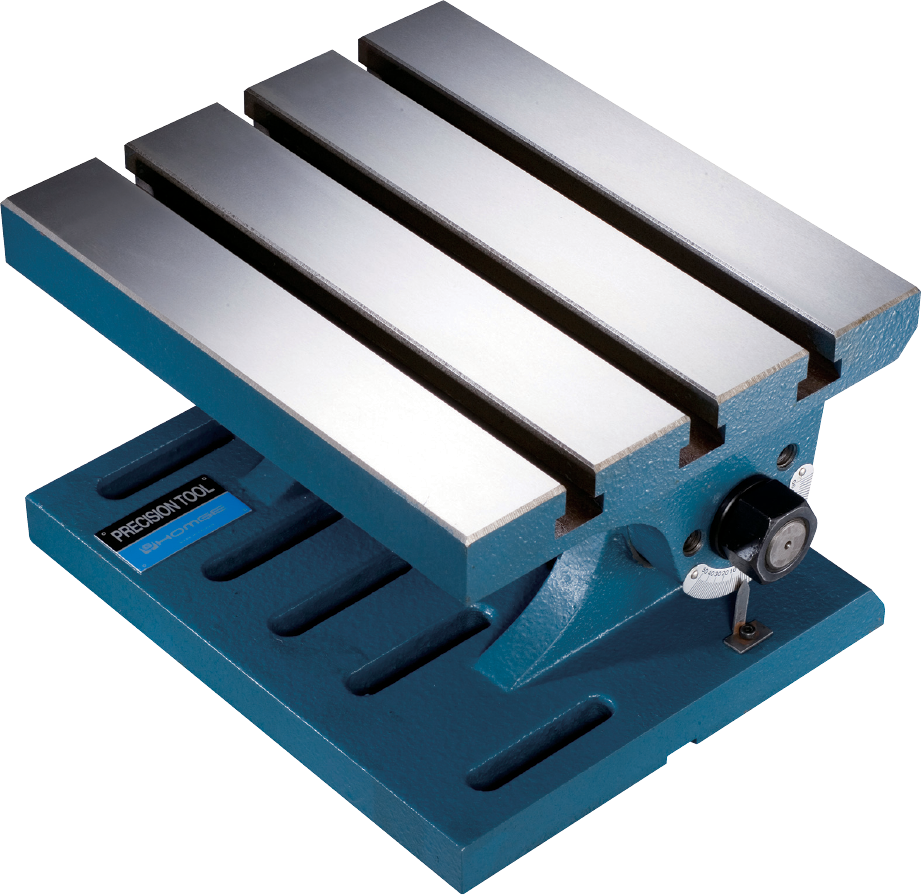
Рис. 11. Нутрометры: а – индикаторный; б – микрометрический
Удобно пользоваться при измерении гладкими и резьбовыми калибрами – бесшкальными измерительными устройствами, изготовленными с высокой точностью по необходимым параметрам. Изготавливаются калибры двусторонними, одна из которых, проходная, применяется для измерения предельных размеров детали и обозначается ПР, другая, непроходная – для измерения наименьших размеров детали, обозначается аббревиатурой НЕ. Примером ПР служат гладкие пробки.
Рабочие резьбовые калибры применяются для контроля точности исполнения резьбы и имеют сходные обозначения ПР и НЕ.
Рис. 12. Калибр пробки: а – гладкая предельная; б – резьбовая двусторонняя
Приспособления, применяемые при сверлении — Сверление металла
Приспособления, применяемые при сверлении
Категория:
Сверление металла
Приспособления, применяемые при сверлении
Чтобы просверлить отверстие на сверлильном станке, необходимо установить в шпинделе станка режущий инструмент, а на столе станка неподвижно закрепить обрабатываемое изделие. Для закрепления обрабатываемых изделий применяют разного рода приспособления, а для крепления инструмента служат переходные конусные втулки и различные кулачковые зажимные патроны.
Для закрепления обрабатываемых изделий применяют разного рода приспособления, а для крепления инструмента служат переходные конусные втулки и различные кулачковые зажимные патроны.
Рис. 1. Радиально-сверлильный станок. 1 — слита, 2 — колонна, 3 — рукав, 4 — сверлильная головка, 5 — стол
Рис. 2. Приспособления для зажима инструмента при сверлении:
Конусные переходные втулки используются в тех случаях, когда конус хвостовика инструмента по размеру меньше конуса в шпинделе станка.
Кулачковые сверлильные патроны применяются для закрепления с их помощью в шпинделе станка сверла или другого инструмента с цилиндрическим хвостовиком. С одного конца патроны имеют конический хвостовик для закрепления их в отверстии шпинделя, а с другого — зажимное устройство с кулачками для зажима инструмента (сверла).
При обработке отверстий несколькими инструментами с частой сменой их без съема деталей со станка применяют быстросменные патроны. Устройство их позволяет чрезвычайно быстро и просто заменять один инструмент другим.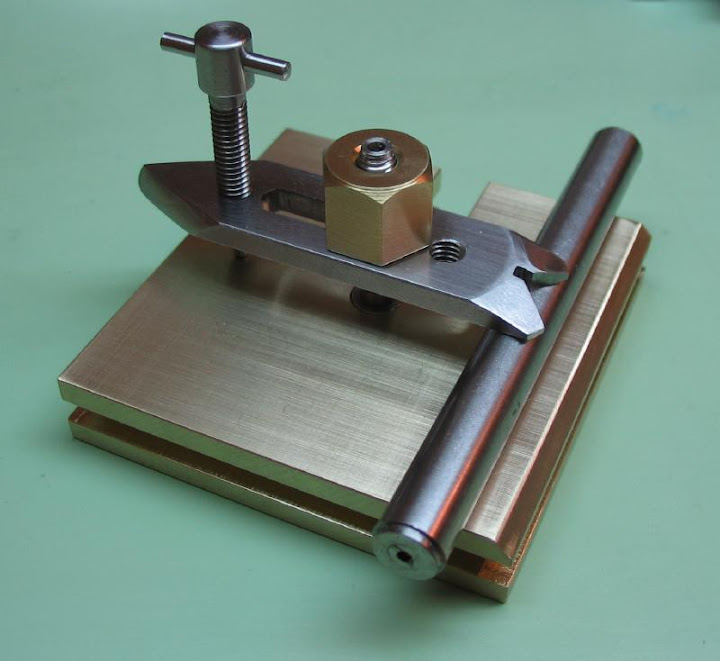 Быстросменный патрон закрепляют в шпинделе при помощи конического хвостовика. Сменяемой частью в быстросменном патроне является цилиндрическая втулка с конусным отверстием для закрепления в ней инструмента. На нижней части патрона надето кольцо 6 с накаткой; чтобы вынуть втулку с инструментом, перемещают кольцо вверх. Вставленную в патрон втулку 2 с инструментом зажимают, заставляя шарики 4 войти в выемки втулки; для этого кольцо передвигают вниз.
Быстросменный патрон закрепляют в шпинделе при помощи конического хвостовика. Сменяемой частью в быстросменном патроне является цилиндрическая втулка с конусным отверстием для закрепления в ней инструмента. На нижней части патрона надето кольцо 6 с накаткой; чтобы вынуть втулку с инструментом, перемещают кольцо вверх. Вставленную в патрон втулку 2 с инструментом зажимают, заставляя шарики 4 войти в выемки втулки; для этого кольцо передвигают вниз.
Для смены инструмента в патроне поднимают кольцо вверх. Шарики под действием центробежной силы выходят из выемки втулки и закатываются в выточку кольца. При этом сменяемая втулка с инструментом освобождается и ее можно легко вынуть из патрона. Вставив в патрон другую втулку с инструментом, кольцо опускают; шарики входят в выемки втулки и зажимают ее. Быстросменные патроны очень удобны в работе и повышают производительность труда.
Для установки и закрепления изделий на столе сверлильного станка применяют машинные тиски, переставные угольники, призм, кондукторы, зажимные подкладки, прихваты с болтами и другие приспособления.
Машинные (станочные) тиски — основное приспособление для закрепления небольших изделий различных профилей. Такие тиски можно крепить к столу станка при помощи болтов.
Рис. 3. Быстро-сменный зажимной патрон: 1 — конический хвостовик патрона, 2 — втулка с конусом для хвостовика сверла, 3 — накатанное кольцо, 4 — шарики, 5 — еыточка, 6 — пружинное кольцо
Имеются тиски со сменными фасонными губками для зажима деталей сложной формы.
Призмы применяют для установки при сверлении цилиндрических изделий.
Прихваты, служат для закрепления изделий и приспособлений на столе станка.
Угольниками пользуются для закрепления изделий в тех случаях, когда их нельзя установить непосредственно на столе станка. Существуют угольники простые и универсальные. У простых угольников обе стороны точно обработаны, угольники имеют пазы и отверстия для крепежных болтов и прихватов.
Рис. 4. Приспособления для закрепления изделий на станке при сверлении: а — машинные тиски, б — универсальный (переставной) угольник, в — призмы для установки круглых деталей, г — призмы с зажимными приспособлениями
Универсальные (переставные) угольники предназначены для установки изделий под разными углами к столу станка. Изделие устанавливают на подвижной верхней полке угольника и закрепляют посредством накладок и болтов. Болты вводят головками в пазы на полке и зажимают над планками при помощи гаек.
Изделие устанавливают на подвижной верхней полке угольника и закрепляют посредством накладок и болтов. Болты вводят головками в пазы на полке и зажимают над планками при помощи гаек.
Реклама:
Читать далее:
Подготовка к работе на сверлильном станке
Статьи по теме:
Универсальные приспособления и принадлежности к сверлильным станкам
Универсальные приспособления и принадлежности к сверлильным станкам
Категория:
Сверление металла
Универсальные приспособления и принадлежности к сверлильным станкам
Приспособлениями для механической обработки деталей на металлорежущих станках называют дополнительное оборудование и различные устройства, необходимые для установки и закрепления обрабатываемой детали.
В отличие от приспособлений устройства для установки и закрепления режущего инструмента обычно называют вспомогательными инструментами. Приспособления, вспомогательный и режущий инструмент составляют технологическую оснастку станка. Приспособления играют большую роль в обеспечении нормального процесса обработки деталей, в достижении заданной точности и высокой производительности.
Приспособления играют большую роль в обеспечении нормального процесса обработки деталей, в достижении заданной точности и высокой производительности.
Вспомогательный инструмент. Для крепления сверл, разверток, зенкеров и другого режущего инструмента в шпинделе сверлильного станка служит вспомогательный инструмент, к которому относятся: переходные втулки, сверлильные патроны различных типов, оправки и т. д.
Переходные втулки применяют для крепления режущего инструмента с коническим хвостовиком. Наружные и внутренние поверхности втулок изготовляются конусными, обычно с конусом Морзе семи номеров— от № 0 до № 6. Если размер конуса хвостовика соответствует размеру конуса отверстия шпинделя станка, то режущий инструмент устанавливается хвостовиком непосредственно в отверстие шпинделя (рис. 1,а). Если конус сверла меньше конического отверстия шпинделя станины, то на конусный хвостовик сверла надевают переходную втулку и вместе со сверлом вставляют в конусное гнездо шпинделя станка (рис. 1,б). Если одной втулки недостаточно, применяют несколько переходных втулок, которые вставляют одну в другую.
1,б). Если одной втулки недостаточно, применяют несколько переходных втулок, которые вставляют одну в другую.
Сверлильные патроны используют для крепления режущих инструментов с цилиндрическим хвостовиком диаметром до 15 мм. Вначале сверло или другой инструмент устанавливается и крепится хвостовой -частью в патроне, затем патрон устанавливается конусным хвостовиком в отверстие шпинделя станка (рис. 1,в).
В зависимости от устройства, принципа работы и назначения сверлильные патроны подразделяют на двух-кулачковые, трехкулачковые, цанговые, быстросменные и пр. Трехкулачковый патрон распространенной конструкции показан на рис. 1, г.
Для крепления сверл малого диаметра с цилиндрическими хвостовиками часто пользуются цанговыми патронами. В цанговом патроне (рис. 1,д) режущий инструмент зажимается в сменной конусной цанге при навинчивании гайки.
Рис. 1. Способы закрепления режущих инструментов и патронов в шпинделе станка
Быстросменные патроны (рис. 1, е) применяют при последовательной обработке отверстий сверлом, зенкером, разверткой, когда требуется быстрая смена инструмента без остановки станка. Для смены инструмента кольцо поднимается вверх; при этом шарики под действием центробежных сил расходятся и инструмент с втулкой свободно выходит из патрона. После установки очередного инструмента кольцо опускается и своими скосами принудительно заводит шарики в углубление втулки. Шарики 2 удерживают инструмент от выпадания и одновременно передают ему усилие от шпинделя станка.
Приспособления для закрепления деталей. Широкое применение при закреплении деталей получили различные зажимные устройства с винтовым зажимом: прихваты, призмы, а также машинные тиски и угольники. Использование ручных зажимов для закрепления деталей требует значительных затрат времени. Поэтому в последнее время все большее распространение получают приспособления с ручными быстродействующими эксцентриковыми, клиновыми, рычажно-кулачковыми, а также с быстродействующими механизированными зажимами механического, пневматического и гидравлического действия.
Рис. 2. Приемы закрепления деталей при сверлении: а — на столе станка с помощью прижимных планок с бортами; б — при помошн прижимной планки и призмы; в — с помощью йривмы и хомутика; г — в тисках; д — на угольнике; е — в кондукторе
Винтовые машинные тиски широко используют в индивидуальном производстве. Они состоят из основания, подвижной и неподвижной губок, винта и рукоятки. Деталь крепится между губками при повороте рукоятки, сообщающей вращение винту.
Быстросменные машинные тиски с ры-чажно-кулачковым зажимом обеспечивают большое усилие зажима и прочно удерживают обрабатываемую деталь при высоких режимах резания. Для крепления деталь устанавливают в тиски и вращением установочного винта подводят к ней подвижную губку, оставляя некоторый зазор. Затем перемещением рукоятки в горизонтальное положение воздействуют на кулачок эксцентрикового валика; при этом подвижная губка, выполняя роль рычага, на конец которого действует двойной кулачок, прижимает деталь к неподвижной губке.
Наладку тисков производят только при настройке для обработки первой детали. Закрепление последующих деталей достигается лишь перемещением рукоятки. Тиски имеют комбинированный механизм зажима, обеспечивающий при усилии на рукоятке, равном 16 кг, силу зажима 900 кг.
Тиски изготовляют шести размеров: с шириной губок от 80 до 250 мм и наибольшим расстоянием между ними от 100 до 300 мм. Существуют и другие конструкции машинных тисков с быстродействующим зажимом.
В серийном и массовом производстве для закрепления деталей используются специальные кондукторы, имеющие запрессованные закаленные направляющие втулки, которые обеспечивают получение точного расположения отверстий без предварительной их разметки. На рис. 2, е изображен кондуктор для сверления одного отверстия в детали, расположенного параллельно опорной поверхности детали. Кондуктор состоит из угольника, к которому при помощи шарнирно-рычажного зажима прижимается деталь, и кондукторной плиты с втулкой, расположенной на заданном расстоянии от базовой поверхности детали и служащей для направления инструмента.
При обработке отверстий на сверлильных станках применяется большое количество разнообразных кондукторов, различающихся по форме, устройству, весу и т. п.
К числу поворотных и передвижных приспособлений, используемых на сверлильных станках, относятся поворотные стойки, поворотные и передвижные столы. Они применяются для обработки отверстий в различных деталях обычно вместе со съемными рабочими приспособлениями — поворотными кондукторами для установки и закрепления обрабатываемой детали и для направления режущего инструмента. Поворотные приспособления, имеющие горизонтальную ось вращения делительной планшайбы, принято называть поворотными стойками, а приспособления с вертикальной осью вращения — поворотными столами.
Поворотные стойки служат для обработки отверстий, расположенных по окружности или с разных сторон в деталях типа втулок, дисков, колец, обойм и т. п.
Круглые поворотные столы применяют для обработки отверстий, расположенных по окружности параллельно оси вращения в кольцах, дисках, фланцах и других подобных деталях. Нормализованные столы допускают деление на 2, 3, 4, 6, 8 и 12 равных частей, а также под углом 15 и 30°. Такие столы находят особенно широкое применение при многопозиционной обработке отверстий на станках, оснащенных многошпиндельными головками, и на многошпиндельных сверлильных станках.
Нормализованные столы допускают деление на 2, 3, 4, 6, 8 и 12 равных частей, а также под углом 15 и 30°. Такие столы находят особенно широкое применение при многопозиционной обработке отверстий на станках, оснащенных многошпиндельными головками, и на многошпиндельных сверлильных станках.
Реклама:
Читать далее:
Подготовка и настройка сверлильного станка для работы
Статьи по теме:
Приспособления для сверлильных станков — Энциклопедия по машиностроению XXL
Оборудование, материаловедение, механика и …
Статьи Чертежи Таблицы О сайте Реклама На рис. 21 показана схема приспособления для сверлильных станков. [c.135]ПРИСПОСОБЛЕНИЯ ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ [c.171]
Конструктивные элементы служат для установки, зажима заготовки, направления инструмента и выполнения других функций, число которых и наименование определяется видом и назначением станка, родом выполняемых операций.
 Например, приспособления для сверлильных станков имеют кондукторные втулки для направления инструментов, приспособления для фрезерных станков снабжены делительными устройствами и т. д.
[c.123]
Например, приспособления для сверлильных станков имеют кондукторные втулки для направления инструментов, приспособления для фрезерных станков снабжены делительными устройствами и т. д.
[c.123]Скальчатые кондукторы. Из нормализованных и переналаживаемых приспособлений для сверлильных станков наиболее широко применяют скальчатые кондукторы консольного и портального типов с ручным или пневматическим зажимом. В конструкцию любого скальчатого кондуктора входят постоянные и сменные узлы (наладки). Постоянная часть кондуктора нормализована она состоит из корпуса, двух или трех скалок, несущих кондукторную плиту, и механизма для перемещения скалок и зажима обрабатываемых деталей. Сменные наладки проектируют в соответствие с конфигурацией обрабатываемых деталей они состоят из установочно-зажимных узлов и сменной кондукторной плиты с комплектом кондукторных втулок. Для базирования и фиксации сменных наладок в корпусе и кондукторной плите предусматриваются установочные поверхности (центрирующие отверстия, установочные пальцы, Т-образные пазы и т.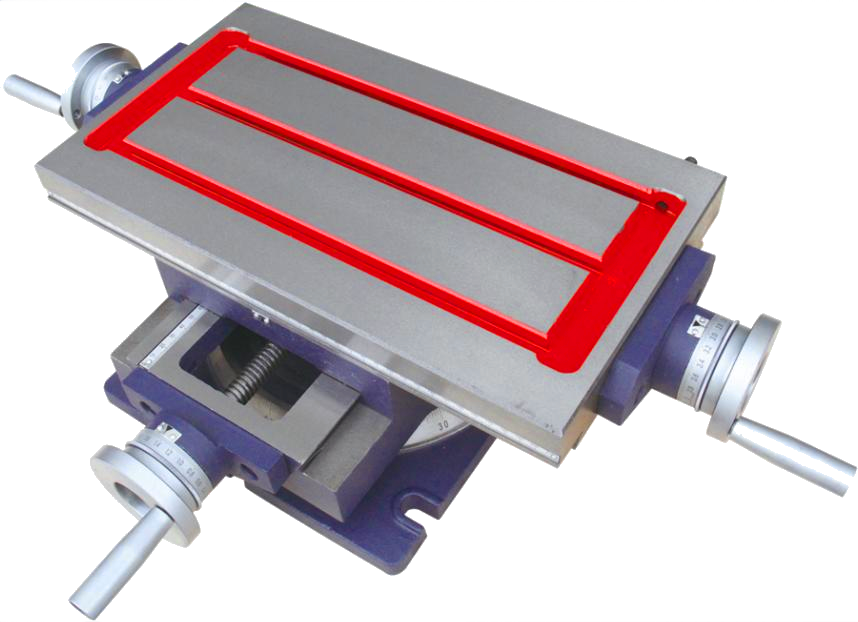 п.).
[c.124]
п.).
[c.124]
Накладные кондукторы — наиболее простые по конструкции и наиболее экономичные по стоимости приспособления для сверлильных станков. Накладными их называют потому, что их надевают (накладывают) на обрабатываемую деталь и после обработки отверстий снимают их. На рис. 92 приведен накладной кондуктор для обработки 13 отверстий в корпусе накатной головки. Деталь устанавливается на оправку 1 и базируется на ней своим отверстием. Сверху накладывается корпус 2 кондуктора, который тоже базируется по оправке своим отверстием, а торцовым пазом фиксируется [c.131]
Из нормализованных и переналаживаемых приспособлений для сверлильных станков наиболее широко применяются скальчатые кондукторы консольного и портального типов, с ручным или пневматическим зажимом. В конструкцию любого скальчатого кондуктора входят постоянные и сменные узлы (наладки). Постоянная часть кондуктора нормализуется и состоит из корпуса, двух или трех расположенных в нем скалок, несущих кондукторную плиту, механизма для перемещения скалок и зажима обрабатываемых деталей.
[c.381]
Смотреть страницы где упоминается термин Приспособления для сверлильных станков : [c.439] [c.181] [c.449] [c.46] [c.382] [c.470] [c.488] [c.367] [c.205] [c.291]
Смотреть главы в:
Проектирование станочных приспособлений -> Приспособления для сверлильных станков
Технология станкостроения -> Приспособления для сверлильных станков
Металловедение и технология металлов -> Приспособления для сверлильных станков
Приспособления для металлорежущих станков Издание 3 -> Приспособления для сверлильных станков
Станочные приспособления Издание 4 -> Приспособления для сверлильных станков
Принадлежности и приспособления к сверлильным станкам
Приспособления (кондукторы) для сверлильных станков
Приспособления автоматические для сверлильных станков
Приспособления для автоматизации сверлильных станков
Приспособления для обработки деталей на сверлильных станках
Приспособления для обработки заготовок на сверлильных станках
Приспособления для сверлильных и расточных станков
Приспособления для станков сверлильной группы
Приспособления для токарных сверлильных станков
Приспособления и вспомогательный инструмент для сверлильных станков
Приспособления и зажимные универсальные для сверлильных, фрезерных и расточных станков
Приспособления и устройства, расширяющие технологические возможности сверлильных станков. Обработка различных видов отверстий
Приспособления к вертикально-сверлильным станкам
Приспособления к станкам фрезерно-сверлильно-расточной группы
Сверлильные Приспособления
Сверлильные станки — Приспособления для снятия фасок на кромках
Сверлильные станки — Приспособления для снятия фасок на кромках круговых зубьев
Станок сверлильный
Технические характеристики ванны приспособления к сверлильному станку для изготовления
Универсальные приспособления для сверлильных станков
Универсальные приспособления и принадлежности к сверлильным станкам
© 2021 Mash-xxl. info Реклама на сайте
info Реклама на сайте
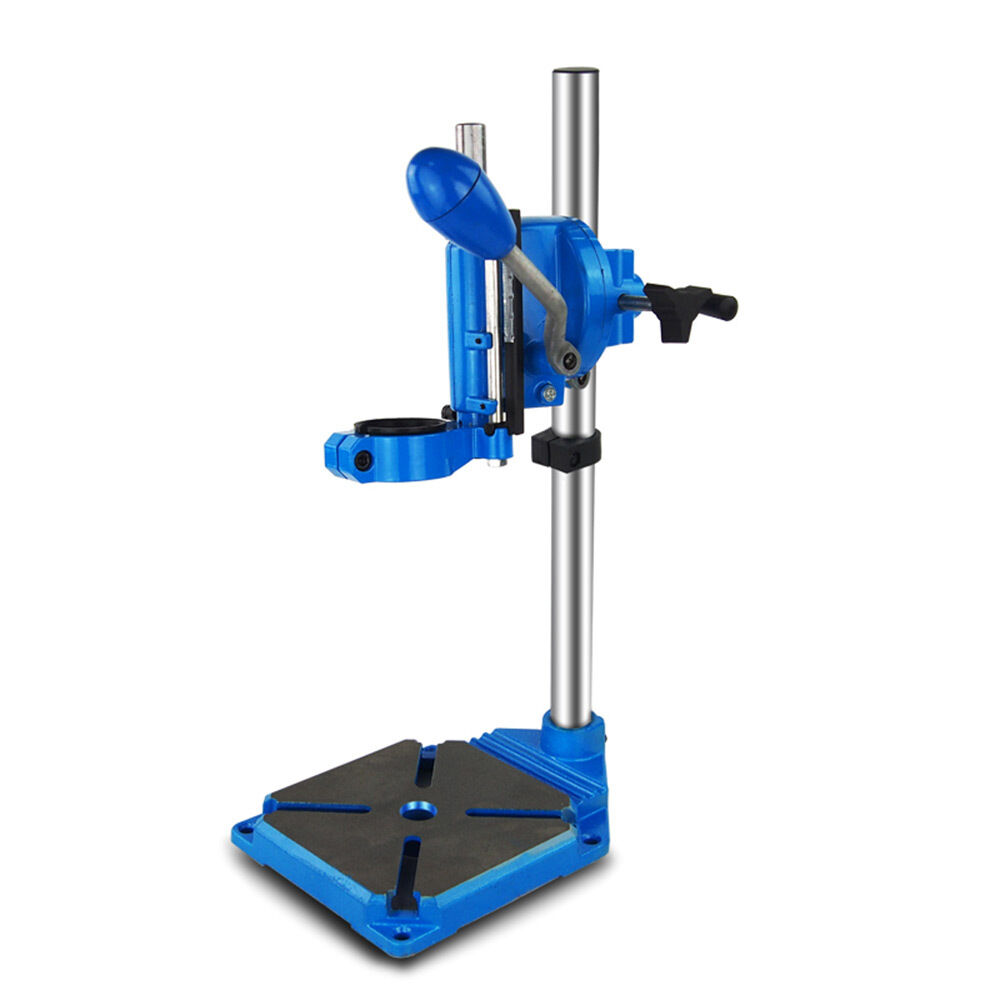
Оснастка для сверлильных станков — полезная информация Сверлильные станки по металлу
На приобретении сверлильного станка все не заканчивается, кроме него необходимы рабочие оснастки и устройства для установки и фиксации заготовок. Рекомендуется покупать все необходимое вместе с оборудованием для сверления, так Вы точно и оптимально соберете нужный комплект. Разберемся в составе такого комплекта и других возможных дополнительных устройствах.
Кроме того, экономные владельцы дрелей и перфораторов могут решить, что подойдет для использования в сверлильном станке и обычное сверло, но не всегда достаточно стандартных режущих оснасток для работы.
Устройства для фиксации заготовок
Если обрабатываемое изделие не закрепить перед началом работ на станке, то из-за случайного смещения детали в процессе сверления, она может быть безвозвратно испорчена. Попытки удержать заготовку рукой не приведут ни к чему хорошему, плюс это не безопасно и может вызвать случайную травму.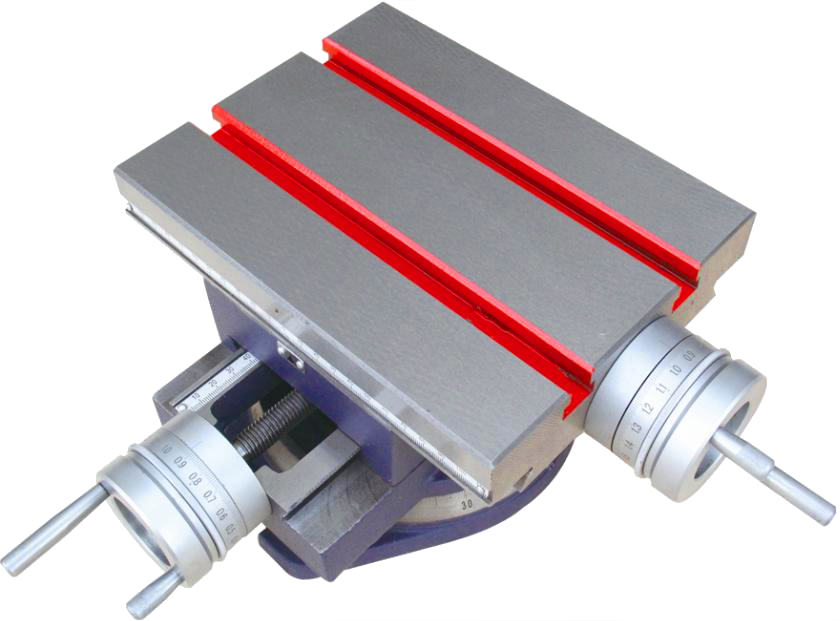
Изделия небольшого размера фиксируют тисками, часто винтового типа, закрепленными на рабочем столе. Бывает, что тиски входят в комплект поставки сверлильного станка, но не у всех производителей. Тиски недорого стоят и обязательны к приобретению при сверлении на станках металлических или деревянных заготовок.
Есть и более функциональные устройства -универсальные тиски, которые можно крепить как горизонтально, так и вертикально на рабочем столе. По принципу работы они идентичны винтовым, но за счет расширенных возможностей стоят гораздо дороже, зато в процессе обработки деталь можно повернуть, не вынимая из тисков.
Также есть тиски в комплекте с поворотной платформой, позволяющие в процессе обработки детали поворачивать ее в разных плоскостях для сверления отверстий в разных местах детали. Такие тиски могут поворачивать в двух или трех осях, иметь поворотные губки. При производстве малых партий данный тип крепежа подходит идеально, так как серьезно повлияет на увеличение производительности.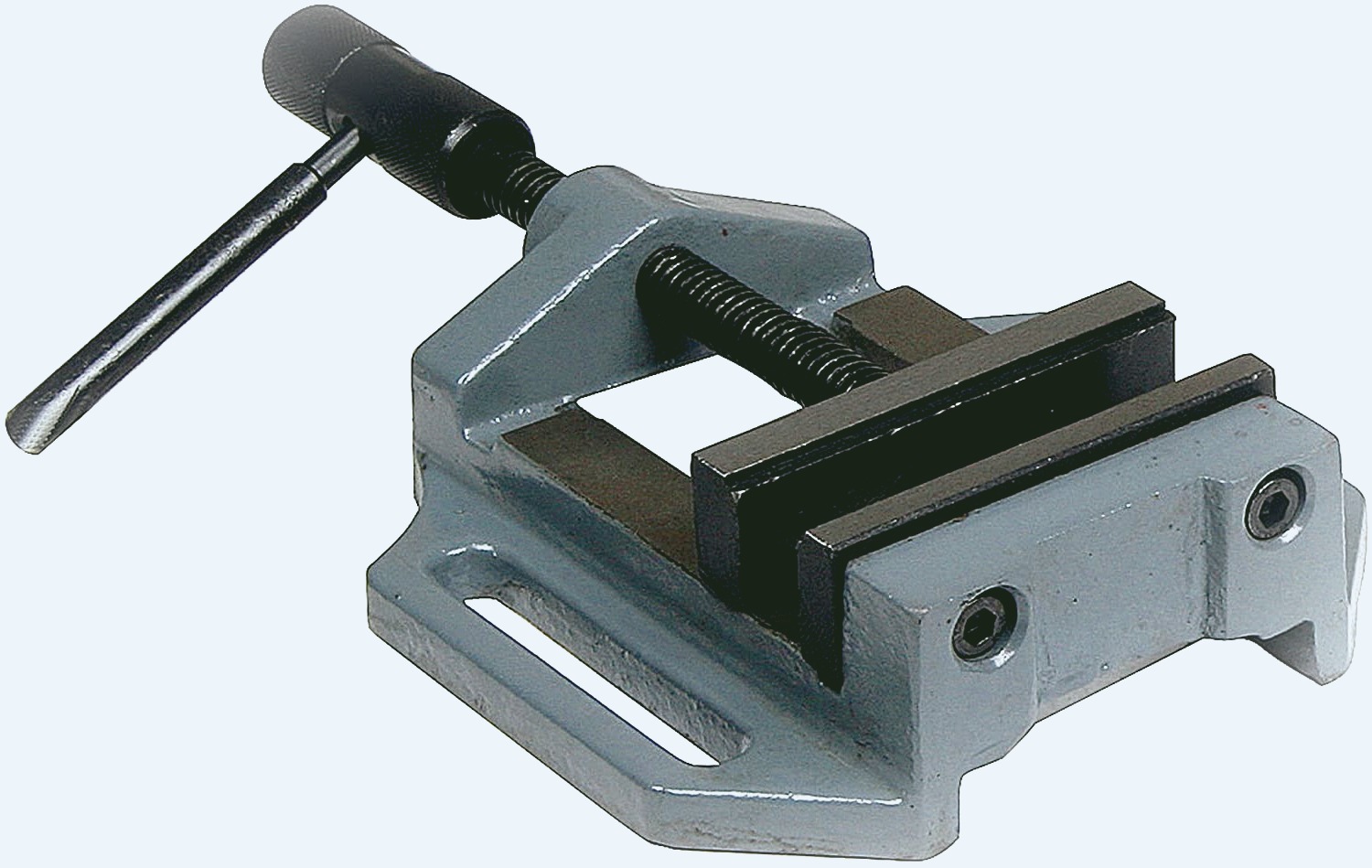
В случае обработки изделий крупного размера тисков не достаточно, обязательно понадобятся струбцины в совокупности с направляющими и упорами при работе с деревянными деталями, а при обработке металлических заготовок потребуются прихваты.
Кроме того, в случае сверления отверстий в деталях сложной формы, могут понадобиться вспомогательные столы: коробчатые для крепежа деталей в различных плоскостях, крестовидные для фрезерования, а также столы, оборудованные призмой при необходимости сверления в деталях с круглым профилем.
Крепление оснастки
Сверла и другие типы оснастки могут устанавливаться сразу в шпиндель, если их хвостовик выполнен в виде конуса Морзе, если же размер хвостовика и конуса шпинделя разные, то необходимо докупить переходные втулки определенного размера.
В сверлильном станке можно применять обычные сверла цилиндрического типа, зажимающиеся в патроне, который в свою очередь устанавливается в шпиндель с помощью специальной оправки. Патроны бывают с ключевым зажимом, либо с механизмом быстрого зажимания оснастки. Быстрозажимные патроны стоят гораздо дороже, но позволяют оперативно сменить рабочую оснастку на другую.
Патроны бывают с ключевым зажимом, либо с механизмом быстрого зажимания оснастки. Быстрозажимные патроны стоят гораздо дороже, но позволяют оперативно сменить рабочую оснастку на другую.
Классификация режущих инструментов
Как и при работе с обычными дрелями, в сверлильных станках применяют спиральные сверла, изготовленные из быстрорежущей или твердосплавной стали. Сверла из твердых металлов используют для работы с заготовками из закаленной стали, при работе с обычными металлами в основном используют оснастки из быстрорежущей стали. Лучше сразу купить набор оснасток разного размера: длины и диаметра.
Сверла для древесины отличаются наличием остроконечной заточки при диаметрах сверла менее 12 мм, если же требуется отверстие большего диаметра, то применяют сверла Форстнера для избегания возникновения сколов.
Кроме оснастки для сверления в станках используют:
- развертки;
- фрезы;
- зенкеры;
- метчики для нарезания резьбы в отверстии.

Используемые оснастки рекомендуется покупать в специализированных магазинах, желательно от более-менее известных брендов. Если нет никакого обозначения наименования производителя оснастки, то скорее всего она плохого качества: не соблюдены размеры инструмента, нарушена геометрия сверла, что вызывает его биение при работе, использовался материал низкого качества для ее производства, сверло может быть банально плохо заточенным.
Кроме тисков и других фиксирующих устройств, а также непосредственно рабочих оснасток, для работы на сверлильном станке понадобятся измерительные приборы: линейки, штангенциркули, микрометры и другие, потому что без них Вы не сможете осуществлять сверление точно.
Две идеи для сверлильного станка
Посмотрите как можно сделать два очень полезных приспособления для вертикально-сверлильного станка, которые точно пригодятся не только любому мастеру, но и обычному любителю.
1. Насадка для шлифовки под сверлильный станок
Для изготовления нам понадобятся:
ДВП или обычная доска
- Болты, гайки, шайбы.
- Клей ПВА.
- Сверла по дереву.
- Наждачная бумага.
- Подшипник.
- Рашпиль.
- Строительный степлер.
- Плоскогубцы.
- Шуруповерт или отвертка.
- Саморезы.
Порядок сборки
В нашем случае используем ДВП, так как были остатки под рукой. Но разницы нет, можно взять обычную доску. Вырезаем ее по размеру рабочего стола сверлильного станка.
Размечаем и делаем отверстия для крепления к станку. Далее сверлим отверстия под шляпки болтов, чтобы они не выступали. Делать это удобнее перьевым сверлом.
Закрепляем панель ДВП на сверлильном станке с помощью болтов с гайками.
Дальше закрепляем корончатое сверло в станок. Диаметр сверла должен совпадать с диаметром используемого подшипника.
Просверливаем под него отверстие и делаем потай под шляпку болта.

Надеваем на болт подшипник и зажимаем гайкой.
Корончатым сверлом нарезаем деревянные круги. Диаметр подбирайте под свои нужды и предпочтения.
Затем промазываем их ПВА, собираем на болт и зажимаем гайкой.
Под гайку необходимо положить шайбу побольше, чтобы она не врезалась в дерево. Зажимайте максимально крепко, чтобы склейка была надежной.
Фиксируем получившийся валик в патроне, а нижнюю часть с подшипником осаживаем в отверстие ДВП с помощью регулировки рабочего стола по высоте.
Деревянный валик имеет некоторое биение, от которого нужно избавиться. Доводим его до круглой формы с помощью рашпиля. Чем лучше будет его обработка, тем проще будет работать в дальнейшем.
Далее наклеиваем наждачную бумагу с помощью клея ПВА.
Зафиксировать до высыхания можно с помощью мебельного степлера.
Не забудьте достать скобы по окончанию склейки!
Основные преимущества
Шлифовальный станок готов. Его можно доработать небольшой подставкой.

Особенно удобно шлифовать детали с внутренними радиусами, но и обработка прямых не составит труда.
Этот самодельный станок отличается высокой производительностью, легкостью в сборке и дешевизной составляющих, по сравнению с заводскими аналогами.
2. Стол для сверления труб и деталей круглого профиля
Для изготовления нам понадобятся:
- Металлический уголок.
- Металлическая пластина.
- Болгарка.
- Сварочный аппарат.
- Линейка.
- Болты, гайки.
Процесс сборки
Для начала с помощью болгарки отрезаем два уголка одинакового размера.
Затем привариваем их к пластине встык, как показано на фото.
После сварки зачищаем сварочные швы и саму деталь.
Ее можно покрасить на свое усмотрение, чтобы защитить изделие от коррозии.
Теперь крепим пластину к сверлильному станку таким образом, чтобы сверло опускалось точно в линию стыка двух уголков.

Фиксируем на болты с гайками. Размеры пластины и уголков подбирайте с учетом необходимости обрабатываемых деталей и размера вашего сверлильного станка. Изделие готово к работе.
Основные преимущества
Благодаря одинаковым уголкам, отцентрованным относительно сверла, вы сможете сделать отверстие в любой трубе или круглой детали ровно по центру, без смещений и перекоса.
А за счёт формы уголков она будет надежно зафиксирована и не сдвинется во время сверления.
Данная конструкция отличается высокой надежностью и точностью сверления.
Процесс изготовления не составит особого труда, а материалы найдутся в любом гараже или же на металлоломе, что сводит ее стоимость практически к нулю.
Смотри видео
6/7/8/9/10 мм Деревообрабатывающий инструмент Направляющее сверло Вертикальное сверло —
Без залога за импорт и $ 15,49 за доставку в Российскую Федерацию Подробности
| Марка | AIBER |
| Источник питания | Рука |
| Вес предмета | 100 грамм |
- Убедитесь, что это подходит
введя номер вашей модели.

- 【Высококачественный материал】: Этот инструмент для деревообработки направляющих сверла изготовлен из алюминиевого сплава 6061 (анодированная поверхность). Алюминиевый сплав имеет прочную структуру, высокую твердость и длительный срок службы. Он износостойкий, нержавеющий, прочный.
- 【Размеры】: Направляющая сверла основного корпуса (прибл.): 80×54 мм / 3,14×2,13 дюйма. Вес нетто: около 100 г.
- 【Простота использования】: осевые линии обеспечивают точное выравнивание при сверлении различных поверхностей.
- 【Функция】: Осевые линии обеспечивают точное выравнивание при сверлении различных поверхностей.
- 【В комплект входит】: 1 направляющая для сверла основного корпуса, 1 сверлильная втулка 6 мм, 1 сверлильная втулка 7 мм, 1 сверлильная втулка 8 мм, 1 сверлильная втулка 9 мм, 1 сверлильная втулка 10 мм, 2 шестигранных ключа
Сверло с Т-образным соединителем для системы параллельных направляющих TPG
Описание продукта
Если у вас есть более ранняя Т-образная направляющая TPG System, которая не имеет монтажных отверстий для аксессуаров, вы можете использовать это приспособление для сверления, чтобы точно расположить и просверлить отверстия для установки Т-образного соединителя TPG.
- 1 шт. Приспособление для сверления с T-образным соединителем TPG
Есть предложение улучшить эту страницу? Ваши отзывы и предложения всегда приветствуются!
Прочие детали
На продукцию марки TSO предоставляется пятилетняя гарантия от даты продажи от дефектов материалов или изготовления.Гарантия не распространяется на нормальный износ и случайные повреждения. Для любого продукта, обнаруженного как имеющий дефект, охватываемый настоящей гарантией, TSO Products отремонтирует или, по своему усмотрению, заменит на текущий аналогичный продукт. Для запроса гарантии требуется RMA (номер разрешения на возврат) до любого возврата. Запросите номер RMA, связавшись со службой поддержки TSO ([email protected]).Видео о продукции
Пользовательское поле
Отзывы о продукте
Написать рецензиюПродукция TSO
Приспособление для сверления с Т-образным соединителем для системы параллельных направляющих TPG
© ООО «ТСО Продактс», 2021 г. Все права защищены. GRS-16, TPG-20, TPG-30, TPG-50, DBF-45 BigFoot, TDS-10 DogStop, MTR-18, PTR-18, DoubleGroove Dogs, Power-Loc и SpeedKnobs являются товарными знаками TSO Products LLC. Festool — это торговая марка компании TTS Tooltechnic Systems AG & Co.KG. Остальные бренды являются собственностью соответствующих владельцев.
Все права защищены. GRS-16, TPG-20, TPG-30, TPG-50, DBF-45 BigFoot, TDS-10 DogStop, MTR-18, PTR-18, DoubleGroove Dogs, Power-Loc и SpeedKnobs являются товарными знаками TSO Products LLC. Festool — это торговая марка компании TTS Tooltechnic Systems AG & Co.KG. Остальные бренды являются собственностью соответствующих владельцев. Мы постоянно стремимся улучшать наши продукты на основе отзывов клиентов. Несмотря на то, что мы делаем все возможное, чтобы страницы наших продуктов оставались актуальными, знайте, что полученный вами продукт может отражать недавние улучшения и, следовательно, незначительно отличаться от изображенного продукта.Мы оставляем за собой право изменять спецификации продуктов без предварительного уведомления.
Ремонтные комплекты для осветительной опоры для сверла | FAA L-867B / L-868B
Этот продукт доступен в нашем интернет-магазине — Купить сейчас
Ремонтные комплекты основания светильника для сверла | FAA L-867B / L-868B
Наши ремонтные комплекты позволяют легко снимать и заменять сломанные и вырванные болты на верхнем фланце оснований взлетно-посадочных полос. Втулка сверла совмещается с имеющимися отверстиями под болты, обеспечивая надежную направляющую для высверливания или чистки резьбы в легком основании.Это экономит время и деньги, поскольку вам не нужно гадать, как вручную высверливать болты.
Втулка сверла совмещается с имеющимися отверстиями под болты, обеспечивая надежную направляющую для высверливания или чистки резьбы в легком основании.Это экономит время и деньги, поскольку вам не нужно гадать, как вручную высверливать болты.
Приложения
• Высверлить сломанные болты.
• Вырезать / очистить резьбу в легкой основе.
Характеристики
• Болты непосредственно в приспособление, обеспечивает правильное совмещение с существующей схемой расположения болтов.
• Центрирует сверло в сломанной шпильке.
• Не дает сверлу «ходить».
• Выравнивает метчик для прохождения резьбы.
AW7012 Ремкомплект
1. Сверлильные пластины оцинкованы с помощью O.D. мойка
2. (11) 7/16 ″ Ø равномерно распределены, сквозные отверстия с раковиной 82 °
3a. BC, 11,25 ″, (1) отверстие диаметром 3/4 ″ для втулки для сверления и метчика
3b. BC 10,25 ″, (1) отверстие диаметром 3/4 ″ для втулки сверла и метчика
4. (1) Стопорный винт втулки (10671000)
(1) Стопорный винт втулки (10671000)
5. Крепления поставляются в комплекте с:
(1) сверло 5/16 ″ Втулка (10
(1) 5/16 ″ HD Сверло (104)
(1) 5/32 ″ Буровая втулка (102)
(1) 5/32 ″ H.D. Сверло (103)
(1) Съемник винта №3 (10671001)
(1) Z-образная сверлильная втулка (100)
(1) Удлинитель 3/8 ″ -16 x 6 ″ (105)
(6) 3 / 8 ″ -16 x 1 ″ Винты с плоской головкой под шестигранник (10640059)
(1) Полиэтиленовый корпус (10907012)
AW7012G Ремкомплект
Этот комплект обладает всеми характеристиками набора AW7012, а также возможностью установки самонарезающих вставок из нержавеющей стали.
AW1076 Комплект обновления
Этот комплект обновляет ваш комплект AW7012 до AW7012G. В нем есть все необходимое для установки саморезов из нержавеющей стали.
 gif»> gif»> | Просмотр категорий Справка и информация Электронная почта: Телефон:
|
 pdf
pdf написать (темп) } // Вложение предмета 1
var sAtt1 = document.getElementById («att1»). innerHTML
var sAtt1Link = document.getElementById («att1Link»). innerHTML // Вложение предмета 2
var sAtt2 = document.getElementById («att2»).innerHTML
var sAtt2Link = document.getElementById («att2Link»). innerHTML // Вложение предмета 3
var sAtt3 = document.getElementById («att3»). innerHTML
var sAtt3Link = document.getElementById («att3Link»). innerHTML // Вложение предмета 4
var sAtt4 = документ.getElementById («att4»).
написать (темп) } // Вложение предмета 1
var sAtt1 = document.getElementById («att1»). innerHTML
var sAtt1Link = document.getElementById («att1Link»). innerHTML // Вложение предмета 2
var sAtt2 = document.getElementById («att2»).innerHTML
var sAtt2Link = document.getElementById («att2Link»). innerHTML // Вложение предмета 3
var sAtt3 = document.getElementById («att3»). innerHTML
var sAtt3Link = document.getElementById («att3Link»). innerHTML // Вложение предмета 4
var sAtt4 = документ.getElementById («att4»). innerHTML
var sAtt4Link = document.getElementById («att4Link»). innerHTML // Вложение предмета 5
var sAtt5 = document.getElementById («att5»). innerHTML
var sAtt5Link = document.getElementById («att5Link»). innerHTML // Вложение предмета 6
var sAtt6 = документ.getElementById («att6»). innerHTML
var sAtt6Link = document.getElementById («att6Link»). innerHTML // Вложение предмета 7
var sAtt7 = document.getElementById («att7»). innerHTML
var sAtt7Link = document.getElementById («att7Link»). innerHTML // Вложение предмета 8
var sAtt8 = документ.
innerHTML
var sAtt4Link = document.getElementById («att4Link»). innerHTML // Вложение предмета 5
var sAtt5 = document.getElementById («att5»). innerHTML
var sAtt5Link = document.getElementById («att5Link»). innerHTML // Вложение предмета 6
var sAtt6 = документ.getElementById («att6»). innerHTML
var sAtt6Link = document.getElementById («att6Link»). innerHTML // Вложение предмета 7
var sAtt7 = document.getElementById («att7»). innerHTML
var sAtt7Link = document.getElementById («att7Link»). innerHTML // Вложение предмета 8
var sAtt8 = документ. getElementById («att8»). innerHTML
var sAtt8Link = document.getElementById («att8Link»). innerHTML
// buildItemAttachment (sAtt1, sAtt1Link, sAtt2, sAtt2Link, sAtt3, sAtt3Link, sAtt4, sAtt4Link, sAtt5, sAtt5Link, sAtt6, sAtt6Link, sAtt7, sAtt8Link, sAtt8Link, sAtt8Link)
getElementById («att8»). innerHTML
var sAtt8Link = document.getElementById («att8Link»). innerHTML
// buildItemAttachment (sAtt1, sAtt1Link, sAtt2, sAtt2Link, sAtt3, sAtt3Link, sAtt4, sAtt4Link, sAtt5, sAtt5Link, sAtt6, sAtt6Link, sAtt7, sAtt8Link, sAtt8Link, sAtt8Link)
|
| |||||||||||||||||||||||||||||||||||
 Он включает в себя два направляющих болта, которые затягиваются против сверлильного болта и надежно удерживают его при точном сверлении.
Он включает в себя два направляющих болта, которые затягиваются против сверлильного болта и надежно удерживают его при точном сверлении. 70
70
Разница между приспособлениями и приспособлениями
Приспособления для автоматизированных производственных процессов
Чем приспособление отличается от приспособления? Вместо того, чтобы направлять производственный инструмент, приспособления удерживают заготовку в безопасном положении, ориентации или положении. Ярким примером, с которым были знакомы в Protolabs, является приспособление, в котором блок сырья зажимается внутри станка с ЧПУ. Тиски на вашем верстаке также являются приспособлением.
Приспособления — это важные производственные инструменты, обеспечивающие автоматизацию. Вам будет сложно найти автоматизированный производственный процесс, не связанный с приспособлениями. Например, сборочная линия для автомобилей невозможна без надежных приспособлений, которые фиксируют и направляют автомобили в процессе сварки и сборки. Их также можно использовать для удержания продукта на месте для оптического и лазерного сканирования для оценки качества изготовления. Прогуляйтесь по производственному предприятию, и вы обязательно наткнетесь на пару приспособлений.
Прогуляйтесь по производственному предприятию, и вы обязательно наткнетесь на пару приспособлений.
Сочетание приспособлений и приспособлений для повышения точности
Совместное использование приспособлений и приспособлений помогает достичь точности производства, необходимой для правильного функционирования продуктов. Взгляните на свои двери, шкафы и стеллажи. Отверстия для дверной ручки, защелки и петель требуют точного размещения или направления для сверления. То же самое и со шкафами с вырезами «ласточкин хвост» или с отверстиями для полок по бокам шкафа. Без приспособлений и приспособлений книги соскользнули бы с полок, ящики были бы непрочными, а двери не закрывались бы должным образом.
Как производить приспособления и приспособления
Обработка с ЧПУ — наиболее распространенный производственный процесс для изготовления кондукторов и приспособлений, поскольку объемы обычно невелики. В некоторых случаях 3D-печать является наиболее логичным процессом, когда обработка геометрии слишком сложна или требует больших затрат. Важно отметить, что не все приспособления и приспособления должны быть из металла. Для многих областей применения пластик снизит затраты и удовлетворит ваши требования к рабочим характеристикам.
Важно отметить, что не все приспособления и приспособления должны быть из металла. Для многих областей применения пластик снизит затраты и удовлетворит ваши требования к рабочим характеристикам.
Rapid Manufacturing не заменит ваши существующие станочные цеха, но при правильном использовании он может стать ценным инструментом для производства заготовок для приспособлений и приспособлений или менее ответственных деталей, не требующих высокой точности.Protolabs может поддерживать допуски ± 0,005 дюйма для обработки с ЧПУ.
Для небольшого количества деталей мы рекомендуем наши возможности обработки с ЧПУ для наиболее распространенных кондукторов или приспособлений. Если для вашей детали требуется более сложная геометрия, которую сложно обрабатывать, мы рекомендуем 3D-печать. При больших объемах быстрое литье под давлением может производить от 25 до 10 000+ деталей из ряда термопластов инженерного класса.
.