10 глупых ошибок при пайке паяльником
При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.
Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери 🙂 нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в
некоторой степени можно сравнить с процессом склеивания. Только здесь для
соединения деталей используется расплавленный металл.
У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Ошибка №1
Не пытайтесь поймать падающий паяльник – пусть падает!
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.
При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Ошибка №2
Обстукивание и размахивание паяльником.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.
Также с размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он может попасть в глаза, от этого еще могут пострадать и ваши дети.
Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.
Ошибка №3
Работа без очков.
При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.
Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Ошибка №4
Применение паяльника не по назначению.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.
Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.
Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” 😊
Ошибка №5
Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой.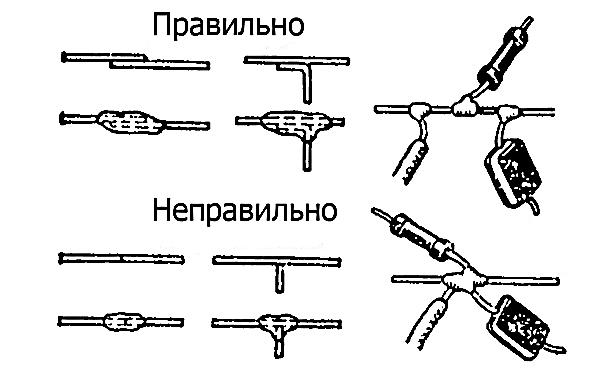 Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.
Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.
Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”. 😊
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.
Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы
забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте
может умереть окончательно и бесповоротно.
Ошибка №6
Неправильный подбор флюса.
Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.
Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.
Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.
По сути,
кислота это тот же самый флюс, но не простой, а активный. А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.
А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.
Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.
Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
- активные, содержащие кислоту
Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами.
Кислота помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать короткое замыкание.
Ошибка №7
Чистка жала.
Через какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую очередь это касается работы с канифолью.
Она выгорает и оставляет несмываемые следы. Старые советские паяльники делались с нагревательным элементом из нихромовой проволоки и медным жалом.
После такого “загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями данный фокус уже не пройдет.
У них керамический нагревательный элемент и никелированное медное жало с напылением для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или напильником по такому жалу, то вы просто сотрете весь чудо состав.
После такой обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
Однако и с медью не все так просто.
При частой работе, жала у таких паяльников выгорают до такой степени, что через некоторое время приходится покупать новые, либо целиком менять паяльник. У современных моделей такой проблемы нет.
Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.
Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.
При выборе паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на порядок больше диаметра провода, иначе температура жала будет сильно падать при контакте с проводом и прогреть место пайки не получится.
Наибольшее распространение получили 4 вида из них:
Для пайки крупных компонентов.
- скошенная кромка
Для переноса припоя.
Для средних
по размеру компонентов.
Для работы с мелкими деталями (SMD диоды).
У качественных моделей в комплекте идет сразу несколько видов с разной формой.
Ошибка №8
Новый паяльник плохо паяет!
Запомните, что сразу после покупки или обработки напильником, блестящее медное жало паять нормально не будет.
Для этого его необходимо залудить до такого состояния, чтобы оно целиком было покрыто ровным слоем припоя.
Только в этом случае инструмент считается готовым к полноценной работе.
Ошибка №9
Низкая и высокая температура.
При наличии на паяльнике функции регулировки температуры, не выставляйте для разогрева самые высокие значения. На более низких температурах жала живут дольше.
Однако и через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.
С таким нагревом хороший результат пайки будет гарантирован.
Ошибка №10
Излишки припоя.
Бывает, что при пайке электронных плат можно случайно переборщить с припоем. Либо элементарно перепутать место пайки.
Что в этом случае делать? Казалось бы, все просто. Достаточно заново разогреть место и убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует в этом месте по возможности цеплять “крокодильчик”, который должен забирать излишки тепла на себя.
А что делать, если на плате не одна точка пайки, а несколько в ряд?
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).
Только перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки.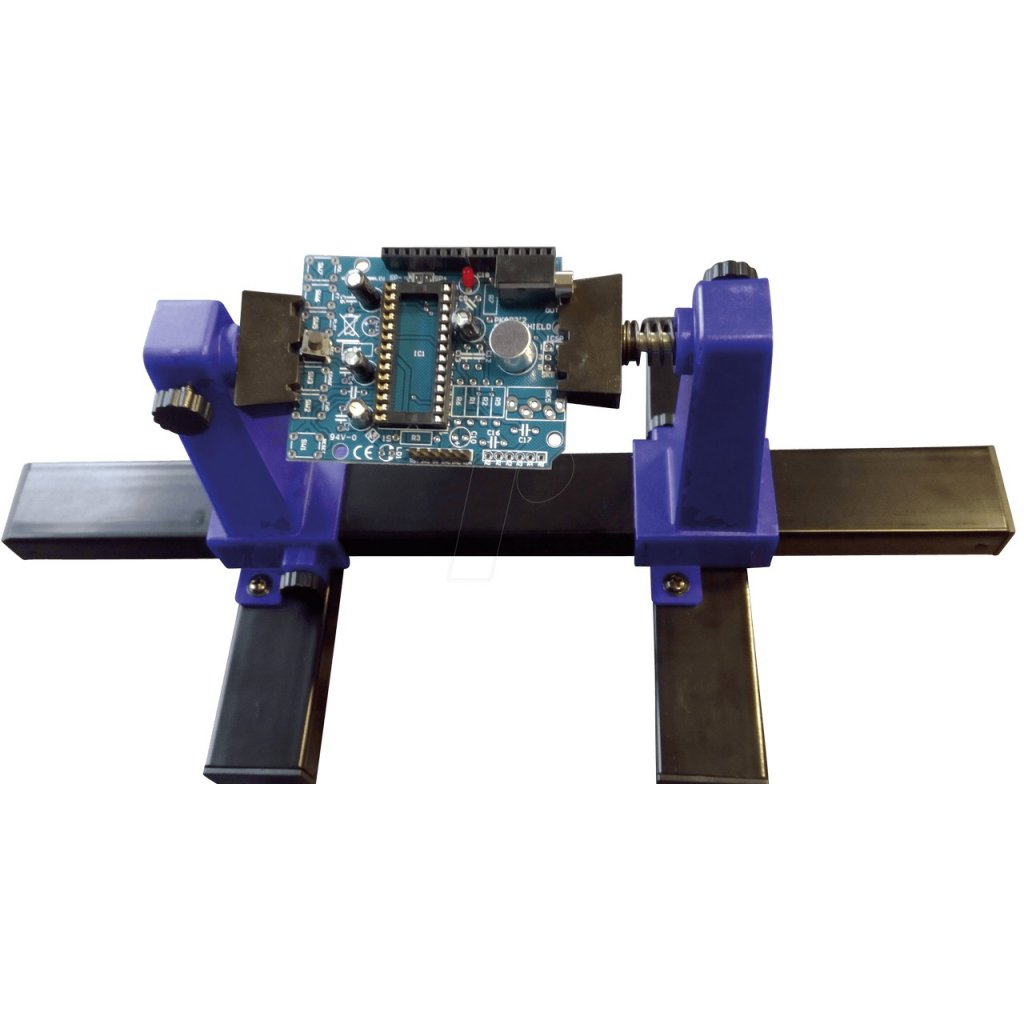 Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной.
Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).

- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
Что такое пайка? безопасность при пайке
Одним из самых полезных навыков любого человека, профессионально связанного с обслуживанием и ремонтом различных электротехнических и электронных устройств и приборов является умение паять. В этой статье мы рассмотрим базовые понятия и правила, которые обязательно нужно знать прежде чем приступать к самой пайке. Основной упор в статье сделан на рассмотрение правил безопасности при пайке.
Для начала, немного теории что такое пайка
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла.
Процесс пайки представляет собой проникновение одного вещества (металла) в другой при высокой температуре, что обеспечивает после затвердения припоя механическую прочность и высокую электропроводность соединения.
Пайка обычно происходит при высоких температурах спаиваемых поверхностей и расплавленного олова (от 180 до 250 °С). В этом процессе одним из металлов являются свариваемые проводники, вторым — припой.
Итак, пайка — процесс, применяемый для получения неразъемного соединения металлических деталей из различных материалов путем введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления.
А вот что про сварку сказано в энциклопедическом словаре: «Это технологическая операция, применяемая для получения неразъемного механического и электрического соединения деталей из различных материалов.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления соединяемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей.
После этого нагрев прекращается, и припой переходит в твердую фазу, образуя соединение. Нагрев деталей и припоя производиться специальным инструментом, который называется паяльником».
В зависимости от типа деталей, которые подвергаются соединению, требуемой прочности соединения, применяют различные типы паяльников и различные типы припоев и флюса. О том как правильно выбрать паяльник, припой и флюс для разных видов пайки будет рассказано в следующих статьях про пайку.
Из определения выше видно, что пайка основана на явлении диффузии, т. е. на взаимном проникновении частиц расплавленного припоя и основного металла друг в друга. Это проникновение и обеспечивает после затвердения припоя механическую прочность и высокую электропроводность соединения.
Следует отметить, что поверхность металла на воздухе обычно покрывается слоем оксида, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы. Подробно мы их рассмотрим далее.
Флюсы повышают текучесть расплавленного припоя. Благодаря этому пайка получается прочнее. При радиотехнических монтажных работах применяются обычно бескислотные флюсы, например, канифоль.
В результате пайки образуется механический и электрический контакт между металлическими поверхностями, способный выдерживать значительные механические нагрузки.
Несколько полезных советов
Для качественной пайки недостаточно нагреть одну поверхность с оловом и прислонить к ней другую: обязательное условие образования надежного контакта — равные температуры спаиваемых поверхностей. Естественно, что добиться этого можно только при помощи верно подобранного инструмента.
Для качества пайки очень большое значение имеет соотношение температуры жала паяльника и температуры плавления прибоя:
— низкая температура жала паяльника приведет к размягчению припоя, но не к его расплавлению. Результат — холодная пайка (узнать можно по зернистой структуре контакта).
— высокая температура жала паяльника — чрезмерное выпаривание припоя. И тот, и другой дефект приводит к рассыпанию и расслоению контакта через некоторое время эксплуатации.
Правила электробезопасности при пайке
Вобще-то, с правил электробезопасности стоило бы начинать эту статью. Но лучше поздно, чем никогда. Итак при пайке обязательно соблюдайте правила электробезопасности! Помните, что паяльник — инструмент повышенной опасности, поэтому обращаться с ним необходимо очень осторожно!
Выполняя работу, не разговаривайте и не отвлекайтесь посторонними делами!
Работа с электрическим паяльником не безопасна — можно обжечься, так как медный стержень и кожух паяльника нагреваются до высокой температуры.
Поэтому необходимо держать нагретый паяльник только за ручку и не касаться его нагретых частей.
Кроме того, надо следить, чтобы нагретые части паяльника не касались изоляции питающего провода или шнура, так как горячий кожух или стержень могут вызвать разрушение изоляции, короткое замыкание и пожар.
При пайке электронных устройств провода питания от них должны быть отсоединены, или выключатель должен быть двухполюсной (разъединяющий оба провода).
Очень опасно паять электронную схему, выключенную, но соединенную с заземлением, в то время, как изоляция паяльника слабая или корпус паяльника не заземлен! В Интернете описаны случаи, когда некто забывал или игнорировал это правило, и при касании паяльником схемы возникала мощная дуга на несколько киловатт.
То же правило относится к информационным проводам.
Допустим, вы выключили питание или выдернули шнур 220 В, а устройство соединено по информационному кабелю с другими устройствами, находящимися под напряжением или заземленными.
Даже небольшой потенциал может погубить электронную схему при касании паяльником. Поэтому нужно уравнять потенциал, соединяя провод между корпусом паяльника с общей шиной устройства перед пайкой.
А вредна ли пайка?
Во время пайки могут выделяться вредные для здоровья пары олова и свинца. Ни в коем случае нельзя наклоняться над местом пайки и вдыхать испарения. Летом старайтесь паять возле открытого окна, зимой чаще проветривайте помещение во время работы. Закончив пайку, обязательно вымойте руки теплой водой с мылом.
В бессвинцовом припое используются металлы, которые более ядовиты, чем свинец. Если паяльник не перегретый, и не стоваттный «для пайки ведер» — то все будет нормально.
- Паять домашних условиях можно при соблюдении таких соображений:
- — при пайке не забывайте работать в хорошо проветриваемом помещении,
- — если есть вентилятор, используйте,
- — если есть профессиональная или самодельная система вентиляции — замечательно,
- — парами канифоли желательно не дышать,
- — не паяйте на кухне, ведь пары припоя и канифоли запросто оседают на столовых приборах и пище,
- — лучше всего пользоваться рабочим халатом с длинными рукавами, который не забываем стирать хоть иногда,
— после пайки тщательно вытирайте за собой стол и т. д. — то есть предметы быта,
— после пайки тщательно (!) с мылом (!) мойте руки и лицо!
Не пренебрегайте простейшими правилами безопасности в угоду лени! От вас не убудет, зато претензий от родных поубавится.
Для тех, кто занимается пайкой, для вывода из организма тяжелых металлов, ежедневно нужно выпивать стакан сливового сока, а примерно через час пару стаканов кисломолочного продукта, например, кефир. Молоко необходимо пить тем, кто связан с химией. Это правила по технике безопасности, разработанные еще в период СССР.
Полезный совет как защититься от брызг при пайке
Флюса наносите минимальное количество. При избытке — может брызнуть, при касании паяльником. Припоя паяльником берем столько, сколько нужно на 1-2 пайки, излишек может капнуть и обжечь.
Брызнуть в глаз расплавленным припоем не просто, а ОЧЕНЬ ПРОСТО. Для этого берем в руку проводок или деталь с тонкими пружинящими выводами. Надавливаем паяльником от себя на кончик провода с каплей припоя, и вдруг… Неизменно превосходный результат — припой летит прямо в глаз.
Поэтому надевайте специальные очки. Кстати на рынке очень часто продают дешевую подделку под защитные очки. Внешне их не отличишь!!! Только по цене. Но они сильно давят на кожу острым краем, то есть пластик там чуть жестче. В общем, не обтекает кожу. В таких очках долго не посидишь, поэтому, покупайте дорогие очки.
Продолжение цикла статей про пайку: Как выбрать паяльник и организовать рабочее место для пайки
Основы пайки: безопасность и пошаговое руководство для начинающих
В статье мы описываем последовательные шаги для успешной пайки, а также основные меры безопасности для предотвращения травм и пожара. Каждый радиолюбитель и любитель плат и микроконтроллеров знает насколько сложно научиться идеально паять и насколько круто когда ты это умеешь.
Содержание
- Меры безопасности при пайке
- Как начать паять?
- Заключение
Меры безопасности при пайке
При наличии определенной сноровки и знаний пайка не слишком сложный процесс. Главное, соблюдать меры безопасности при пайке деталей и проводов между собой.
- Температура паяльника варьируется от 250 до 400 градусов, поэтому ни в коем случае не прикасайтесь руками к железной части паяльника во включенном состоянии. Держитесь только за ручку. Кладите паяльник всегда только в специальный держатель: не кладите его на стол или на пол, следите за тем, чтобы нагретое жало не задевало сетевые провода. Это может привести к замыканию проводки и пожару.
- До начала пайки обеспечьте проветриваемость помещения. Хоть некоторые люди и находят запах канифоли приятным, вещества, содержащие в ней, вредны. В идеале лучше иметь вытяжку, а если ее нет – просто откройте окно.
- При пайке деталей не наклоняйте лицо к расплавленному припою: он может отпружинить с провода или ножки контакта прямо в глаза. Работая в очках, вы не будете рисковать своим зрением.
Соблюдая эти незамысловатые шаги по безопасности, вы обережете себя от ожогов и пожара.
Как начать паять?
Пайка предназначена для соединения двух и более токоведущих проводников. Чтобы начать паять, нужно иметь минимальный набор из трех вещей – паяльника, припоя и канифоли.
Для качественной пайки нужно придерживаться очередности следующих пунктов:
- Включив паяльник в сеть, обязательно дождитесь его полного нагрева. Скорость нагрева может составлять 1-3 минуты, это прописано в инструкцию к вашему паяльнику. Если нет инструкции, можно определить степень нагрева, попробовав расплавить немного припоя. Если плавится легко, паяльник считается разогретым.
- Снимите резиновую изоляцию с провода с помощью острого инструмента – кусачек, ножа или специального стриппера. Если вы спаиваете провода для наушников, то скорее всего вам придется удалить слой лака. Обжечь его можно с помощью открытого пламени, например, зажигалки. Не держите зажигалку слишком долго, иначе следом за изоляцией оплавится сам медный провод. Если вы спаиваете алюминиевые провода, то поверхность алюминия нужно зачистить наждачной бумагой или напильником, иначе припой ложиться не будет. Алюминий быстро окисляется, поэтому припой нужно наносить сразу после зачистки провода.
- Опускаем жало разогретого паяльника в канифоль, чтобы припой мог легко удерживаться на кончике жала. Набираем немного припоя и пробуем залудить провод. Провод нужно понемногу крутить без резких движений, чтобы припой равномерно растекался по проводнику. При этом жало паяльника нужно слегка проводить из стороны в сторону. Как только припой равномерно лег по всему проводу, паяльник можно убрать. Ни в коем случае нельзя дуть на припой, ускоряя остывание: припой неправильно кристаллизуется, и такая пайка в скором времени отвалится. Еще можно попробовать окунуть провод в расплавленную канифоль вместе с паяльником и уже лудить непосредственно в самой баночке.
- Теперь нужно соединить два проводника. Пусть один из компонентов будет светодиод, а второй – залуженный провод. Светодиод нужно каким-то образом зафиксировать, например, прищепками или специальными зажимами, можно попросить кого-либо подержать деталь пинцетом, или воспользоваться другим удобным для вас способом, соблюдая при этом технику безопасности.
- Нагрейте место стыка паяльником, слегка ведя жало паяльника из стороны в сторону вдоль проводников. Как только припой растечется по проводникам, паяльник можно убрать, провода при этом не нужно шевелить до остывания припоя. Остывание можно определить визуально: через 8-10 секунд припой становится немного темнее.
Заключение
Все – пайка завершена, можно проверить соединение на прочность, не сильно потянув за два проводника. Если пайка оторвется, значит, вы плохо припаяли и нужно попробовать еще раз выполнить все шаги поочередно.
И еще: старайтесь долго не задерживать паяльник на каком-либо компоненте: от перегрева светодиод, резистор и прочие компоненты могут начать деградировать или вовсе выйти из строя.
Наверх ↑
Техника безопасности при пайке и лужении
При проведении работ, связанных с проведением пайки и лужения, необходимо четко соблюдать правила техники безопасности. В обратном случае вы можете нанести вред своему здоровью.
Начать хотелось бы с того, что к проведению работ, связанных с пайкой и лужением, допускаются только лица, достигшие совершеннолетия. Работки должны пройти специальное обучение.
Они должны в совершенстве знать правила охраны труда, безопасные способы проведения работ, уметь правильно обращаться с инструментами, приспособлениями и грузами.
Если при выполнении пайки или лужки у работника возникли какие-либо проблемы, он должен обратиться к начальнику, а не пытаться решить проблему самостоятельно.
Крайне серьезно нужно относиться к соблюдению техники безопасности, поскольку при пайке и лужении, на работника могут воздействовать различные вредные факторы.
К таковым следует отнести повышенную загазованность воздуха парами химических веществ, пожароопасность, брызги флюсов и припоев, повышенную температуру воздуха рабочей зоны.
В данном случае крайне важно иметь средства индивидуальной защиты.
В работе важно использовать качественные материалы и инструменты. Так, припой пруток должен отвечать всем стандартам. Припои используют при пайке изделий из латуни, бронзы, меди. Руководители должны провести грамотный инструктаж по работе с этим инструментом.
Работы, связанные с пайкой и лужением, должны проводиться в специально оборудованных и предварительно подготовленных помещениях. Обязательно должна присутствовать система вентиляции. Вентиляционные установки должны быть оснащены звуковой и световой сигнализацией.
В работе важно использовать качественные и исправные инструменты. Согласно правилам технической документации, паяльник должен пройти специальную проверку и испытания.
Класс данного оборудования в обязательном порядке должен соответствовать условиям производства и категории помещения.
Также нужно позаботиться о защите кабеля паяльника от соприкосновения с горячими предметами и защите от случайного механического повреждения.
Не меньшее значение имеет подготовка рабочего места. Они должны быть оборудованы вентиляцией. Не допускается проводить пайку и лужку без использования специальных защитных очков. Рабочее место должно быть оборудовано светильниками с непросвечивающими отражателями. Осветительные приборы нужно расположить таким образом, чтобы свет не «бил» в глаза работнику.
Pereosnastka.ru
- Техника безопасности при пайке
- Категория:
- Пайка
Техника безопасности при пайке
Техника безопасности на производстве должна быть щ неразрывно связана с технологией производства. Изменение технологических процессов, внедрение новых материалов и способов производства, применение нового оборудования одновременно должно вызывать и cooтветствующие изменения в технике безопасности.
При производстве припоев и флюсов путем сплавления из компонентов основными факторами, вызывающими вредное воздействие на организм человека, являются высокая температура расплавленных металлов и флюсов, а также выделение вредных паров, газов и пыли. Наиболее вредное воздействие оказывают выде-ляющиеся при производстве припоев и флюсов пары металлов и солей, которые, попадая в организм человека, вызывают общее отравление, поражение кожи, раздражение слизистой оболочки глаз и т. п.
При плавке припоев и флюсов слесарь (плавильщик) должен пользоваться труднозагорающейся одеждой и темными очками, предохраняющими глаза от действия лучистой энергии и брызг металла и солей. Необходимо, чтобы помещение, в котором производится плавление припоев и флюсов, имело приточно-вытяжную вентиляцию.
Перед введением в расплавы металла и соли необходимо их подогреть до полного удаления влаги. В противном случае за счет резкого парообразования в момент введения компонентов, содержащих влагу, возможен выброс или разбрызгивание расплавленных металлов и солей.
При плавлении гигроскопических флюсов ложку-шумовку или стержень, которыми перемешивают расплав и удаляют шлак, перед погружением в расплав подогревают с целью удаления влаги с поверхности. При несоблюдении этой предосторожности также возможно разбрызгивание солей.
Присадку легко испаряющихся или легко выгорающих компонентов припоев и флюсов необходимо производить в последнюю очередь, когда сплав уже приготовлен. После их введения сплав нельзя перегревать, так как это усилит их испарение. При разливке припоев и флюсов во избежание взрывов изложницы или формы для припоев должны быть чистыми и подогреты до полного удаления влаги.
При сборке под пайку инструмент необходимо применять только по назначению. При пайке с флюсами при нанесении их на соединяемые места нужно пользоваться кистью или фарфоровой лопаточкой. Необходимо избегать попадания флюса на кожу рук. Порошкообразные флюсы в целях уменьшения распыливания необходимо смешивать с соответствующими растворителями и применять в виде паст.
При пайке оловянно-свинцовыми припоями возникает опасность загрязнения свинцом кожи рук и одежды работающих. Концентрация свинца в воздухе на рабочих местах, занятых пайкой, может достигать 0,1 мг/м3. Поэтому в цехах с большим объемом пайки необходимо проводить профилактические мероприятия. Для участков пайки и монтажа, сопровождающегося пайкой, следует отводить отдельные помещения.
Рабочие поверхности оборудования необходимо покрывать легкообмывающи-мися материалами, стационарные места пайки оборудовать местными вытяжными устройствами, обеспечивающими скорость вытяжки воздуха непосредственно на месте пайки не менее 0,6 м/сек.
Помещения, в которых производится пайка, должны обеспечиваться приточным воздухом, подаваемым в верхнюю зону, в количестве примерно 90% удаляемого объема.
При пайке с применением газовых сред следует иметь в виду, что некоторые из них дают с воздухом взрывоопасные смеси. Поэтому перед нагревом контейнера, реторты или печи с такой атмосферой необходимо продуть их чистым воздухом.
Чтобы предупредить проникновение в пространство печи атмосферного воздуха и, следовательно, образование взрывоопасной смеси, в ней необходимо поддерживать небольшое избыточное давление, с тем чтобы скорость истечения газа была выше, чем скорость горения в факеле.
Необходимо также предупреждать утечку контролируемых газовых сред через неплотности в трубопроводах и соединениях.
Для предупреждения взрывов при выполнении паяльных работ запрещается производить пайку сцсудов, находящихся под давлением, а также емкостей из-под легковоспламеняющихся материалов без предварительной обработки.
Кроме мероприятий по технике безопасности при обработке заготовок и пайке предусматриваются мероприятия, обеспечивающие безопасную работу при эксплуатации оборудования.
На рабочих местах пайки должна быть инструкция по технике безопасности, знание и выполнение которой для всех работающих на участке обязательно.
Важнейшие указания по технике безопасности должны быть оформлены в виде плакатов и вывешены на видных местах.
—
Пайка является безопасным процессом, если соблюдаются соответствующие правила. Однако как и при любом другом технологическом процессе при проведении пайки необходимо соблюдать определенные меры предосторожности.
Поэтому очень важно, чтобы работник знал о возможных причинах несчастных случаев и соблюдал правила техники безопасности.
Рекомендуется, чтобы каждая операция была тщательно продумана лучше всего компетентным инженером по технике безопасности и для каждого вида работ были разработаны соответствующие меры безопасности.
Возможными причинами травматизма являются действия нагрева, газов и химикатов. Главными условиями безопасной рабо ты являются хорошая вентиляция участка пайки, защита работников от ожогов и умение обращаться с флюсами и другими материалами.
Причиной несчастных случаев, которую невозможно предусмотреть никакими инструкциями, является личная небрежность опера тора: ее можно устранить только при постоянном внимании при выполнении работ.
Реклама:
Техника безопасности при производстве припоев, флюсов и выполнении паяльных работ
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
При производстве припоев и флюсов путем сплавления их компонентов основными факторами, вызывающими вредное воздействие на организм человека, являются высокая температура расплавов, а также выделения вредных паров, газов и пыли.
Перед введением компонентов в расплав металлы и соли должны быть подогреты до полного удаления влаги. Присадку легкоиспаряющихся компонентов припоев и флюсов следует производить в последнюю очередь, когда сплав уже приготовлен.
Из металлов, входящих в состав припоев, наиболее вредное воздействие на организм человека оказывают литий, калий, натрий, кадмий, бериллий, свинец, марганец и цинк.
Соединения кадмия, независимо от их состояния (пыль, дым, пары, туман) и путей поступления в организм человека (органы дыхания, желудочно-кишечный тракт), токсичны. Они вызывают острое отравление, поражают дыхательные пути и нервную систему.
Профилактические мероприятия, предупреждающие поступление соединений кадмия в рабочую зону, — это герметизация оборудования, устройство общеобменной вентиляции в помещениях, где производят операции, связанные с выделением содержащих кадмий паров, дыма, пыли, а также средства индивидуальной защиты: спецодежда, спецобувь, резиновые перчатки, фартуки, респираторы типа «Лепесток» и промышленные противогазы с фильтрами, задерживающими дым.
При выплавке припоев, содержащих марганец, происходит его испарение. Пары и пыль марганца ядовиты и при длительном воздействии на организм вызывают сильное отравление.
Применяемые при пайке припои на основе меди и никеля, содержащие фосфор до 11%, являющиеся заменителями серебросодержащих припоев, при температуре пайки выделяют пары фосфора, которые токсичны, взрыво- и пожароопасны.
При выплавке медно-фосфорных и серебряно-медно-фосфорных припоев расплав меди взаимодействует с красным фосфором, и при этом происходят большие потери фосфора, пары которого загрязняют окружающую среду. Для уменьшения выгорания фосфора используются содержащие фосфор лигатуры.
При выплавке оловянно-свинцовых и других припоев, содержащих свинец, необходимо принимать меры, предупреждающие попадание в организм человека паров свинца. При длительном воздействии свинец вызывает отравление, выражающееся в развитии малокровия и расстройство нервной системы.
Особо вредное воздействие на организм человека оказывает бериллий. Проникая через дыхательные пути и поры кожного покрова, бериллий вызывает отравление. Ртуть попадает в производственные помещения в виде паров, которые почти в 7 раз тяжелее воздуха.
Пары ртути, не имеющие запаха и цвета и не оказывающие раздражающего воздействия на человека, скапливаются внизу помещения. К работе с ртутью женщины и подростки не допускаются. Средства индивидуальной защиты работающих с ртутью: спецодежда, противогазы марки Г.
В рабочих помещениях должен быть установлен постоянный контроль за наличием в воздухе паров ртути с помощью индикаторной бумаги, на которую наносят слой пасты и осадка, полученного при смешении растворов йодида калия и сульфида меди с этиловым спиртом.
В присутствии ртутных паров бумага розовеет.
При выплавке флюсов особое внимание следует обращать на предупреждение вредного воздействия на организм человека фтористых солей щелочных и щелочноземельных металлов. Размол флюса производят в фарфоровых барабанах или ступах в специальных вытяжных шкафах с усиленной вентиляцией. Хлористый цинк, попадая на кожу, при длительном воздействии вызывает сильные ожоги и воспаления.
Хлористый аммоний при температуре свыше 100 °С начинает улетучиваться, образуя ядовитые пары. Выплавку флюсов, содержащих эти компоненты, следует производить только при наличии местной вентиляции. При приготовлении флюсов путем смешения компонентов необходимо соблюдать меры предосторожности.
Соляная кислота, применяемая в качестве флюсов, пои попадании на кожу вызывает ожоги, и пары ее ядовиты.
При работе с припоями и флюсами необходимо учитывать класс их опасности, руководствоваться требованиями Санитарных правил П952-72 и ОСТ 4ГО.033.200. Применение припоев, в которых содержатся свинец и кадмий, следует резко ограничивать. Содержание кадмия в припоях не должно превышать 20%.
Рабочие места при пайке волной припоя и электропаяльником должны быть оборудованы местной вытяжной вентиляцией. Скорость движения воздуха непосредственно на месте пайки должна быть не менее 0,6 м/с.
При работе с электрическим паяльником следует строго соблюдать правила защиты от поражения электрическим током. Помещение, в котором производится пайка, должно быть снабжено общей вентиляцией и усиленной местной вентиляцией, защищающей рабочих от вредного воздействия паров и газов, выделяющихся при пайке.
Токсичность компонентов флюсов
К выполнению работ по газопламенной пайке допускаются лица обоего пола не моложе 18 лет, прошедшие инструктаж и сдавшие экзамен по технике безопасности.
До разжигания паяльной лампы необходимо проверить ее исправность и при необходимости устранить подтекание горючего. Заполнять горючим паяльную лампу необходимо не более 75 % ее емкости.
Давление воздуха в паяльной лампе, во избежание взрыва, не должно превышать (15…20*104 Па).
Безопасностью работы с контролируемыми атмосферами предусматривается предотвращение взрывов, отравления газами, пожарной опасности. Большинство газов, применяемых при пайке в качестве защитных атмосфер, ядовиты и взрывоопасны одновременно. Взрывоопасность атмосферы зависит от содержания в ней водорода и окиси углерода.
Взрывоопасность газовоздушных смесей зависит от характера контролируемой атмосферы. Разбавление водорода азотом снижает взрывоопасность. Азотоводородные смеси с содержанием водорода менее 8…10 % невзрывоопасны, так же как и продукты частичного сгорания диссоциированного аммиака или углеводородных газов.
В контролируемых атмосферах, применяемых для термообработки и пайки, отравляющим газом является окись углерода.
Техника безопасности при выполнении паяльных работ (часть 1)
Ниже даны краткие сведения по технике безопасности при работе на различных установках.
Пайка электрическим паяльником. Не разрешается в производственных условиях использовать для питания электропаяльника сеть напряжением выше 36 В. Ручка электрического паяльника должна быть из изоляционного материала и сухой.
Не разрешается вытаскивать из штепсельной розетки электропаяльник за шнур, чтобы избежать обрыва шнура, возникновения короткого замыкания и попадания под опасное напряжение.
При работе с электрическим паяльником необходимо строго соблюдать правила защиты от поражения электрическим током.
Пайка паяльной лампой. До разжигания паяльной лампы необходимо проверить ее исправность и при необходимости устранить подтекание горючего.
- Паяльную лампу необходимо заполнить горючим не более 75% ее емкости.
- Давление воздуха в лампе во избежание взрыва не должно превышать 1,5-2,0 кгс/см2.
- Запрещается доливать горючее в горящую лампу, разжигать лампу путем подачи горючего через горелку, снимать горелку до спуска давления.
- Паяльные лампы можно выдавать только рабочим, знакомым с правилами обращения с ними.
Пайка газопламенной горелкой. При этом следует руководствоваться «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Перед началом работы необходимо проверить герметичность всей аппаратуры и шлангов: утечка газов может привести к отравлению рабочих и к образованию взрывоопасной смеси.
При зажигании горелки для пайки необходимо сначала открыть кислородный вентиль, затем ацетиленовый и сразу зажечь смесь.
Запрещается выполнять пайку горелкой в непосредственной близости от огнеопасных и легковоспламеняющихся материалов. При пайке на открытом воздухе расстояние от рабочего места до огнеопасных материалов должно быть не менее 10 м.
- Запрещается выполнять пайку изделий, находящихся под давлением, а также резервуаров, контейнеров, бочек из-под легковоспламеняющихся веществ.
- Баллоны с газами должны храниться в специальном помещении в стеллажах в вертикальном положении.
- Не допускается хранение горючих газов в одном помещении с кислородными баллонами.
Небрежное обращение с баллонами со сжатыми газами (сильный удар, толчки, падение) может привести к взрыву большой разрушительной силы. В пределах завода или цеха баллоны следует перевозить на специальных тележках.
Запрещается ремонтировать вентиль на наполненном баллоне. Нельзя отогревать замерзший вентиль пламенем горелки или другим источником тепла с открытым пламенем. Для этого применяют пар или горячую воду.
К выполнению работ по газопламенной пайке допускаются лица обоего пола не моложе 18 лет, прошедшие инструктаж и сдавшие экзамены по технике безопасности.
Индукционная пайка (т. в. ч.). При производстве работ следует руководствоваться «Правилами безопасности при эксплуатации электротермических установок повышенной и высокой частоты».
- Высокочастотные установки, предназначенные для пайки, должны быть размещены в отдельном помещении и обеспечены ограждениями, механической или электрической блокировкой для предупреждения прикосновения к частям установки, находящимся под напряжением.
- Все металлические части в установках с машинными или ламповыми генераторами и вторичный виток нагревательного контура должны быть заземлены.
- Помещение с высокочастотными установками должно иметь вентиляцию, обеспечивающую нормальные условия работы обслуживающего персонала и охлаждение агрегатов.
При индукционной пайке для защиты от действия т. в. ч. необходимо устанавливать специальные экраны.
Категорически запрещается проведение ремонтных работ в установке, находящейся под напряжением. По окончании работы необходимо отключить генератор высокой частоты со стороны питающегося фидера (провода прямоугольного сечения).
При обнаружении неисправностей, пожаре и стихийных бедствиях паяльщик обязан немедленно отключить генератор. Настраивать на режим и налаживать высокочастотные установки разрешается только квалифицированным электромонтерам, имеющим на это соответствующее разрешение.
Пайка ультразвуком. Пульт управления и контрольные приборы для пайки ультразвуком должны быть размещены так, чтобы в процессе работы паяльщика было удобно занимать место у установки.
Установка должна иметь приспособление для закрепления деталей. Акустический узел установки должен быть закрыт защитным кожухом, исключающим непосредственный контакт работающего с узлом вовремя работы.
Генераторы ультразвуковых установок должны соответствовать правилам устройства электроустановок (ПУЭ).
Допустимые уровни звукового давления для рабочих мест у ультразвуковых установок следует применять:
| Среднегеометрические частоты 1/3 октавных полос, Гц | 12500 | 16000 | ≥ 20000 |
| Уровни звукового давления, Б | 75 | 85 | 110 |
При суммарном времени воздействия ультразвука менее 4 ч в смену указанные выше уровни следует увеличивать в соответствии с табл. 1.
Таблица 1. Поправки к уровням звукового давления для рабочих мест у ультразвуковых установок.
| Суммарная длительность воздействия ультразвука, ч | Поправка, Б | Суммарная длительность воздействия ультразвука, мин | Поправка, Б |
| 1-4 | +6 | 5-15 | +18 |
| 1/4-1 | +12 | 1-5 | +24 |
Обычно рабочая частота ультразвуковых установок должна быть не ниже 18 кГц. Для защиты от воздействия вибраций применяют в отдельных случаях специальные раковины и антивибрационную обувь.
Как правильно паять? Первые шаги начинающего радиолюбителя.
Советы и рекомендации по правильной пайке
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.
Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
Лужение медного проводаРасплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 2400 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 2800 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-2800 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука”.
«Третья рука»
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
«Третья рука» в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают!
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Ручная пайка доработка, ремонт и прототипирование
Доработка с использованием ручного труда и ремонт печатных узлов востребованы практически каждым производителем радиоэлектронной аппаратуры и используется в задачах, где применение автоматизированного способа сборки ограничено в силу ряда причин.
Минимизация стоимости и времени доработки (ремонта) печатных узлов, а также обеспечение при этом высокой надежности устройства являются первостепенными задачами для данного этапа.
Ручные сборочные операции при полной сборке изделия оправданы только для производства пилотных и тестовых изделий, когда вопрос о цене и повторяемости не стоит. К тому же ручная пайка это очень затратный по времени технологический процесс, сопряженный с большой вероятностью ошибки оператора (человеческий фактор). Так же этот процесс не является полностью безвредным для оператора, поскольку приходится взаимодействовать сотней химических соединений, некоторые из которых могут негативно воздействовать организм человека.
Применение современных эффективных решений позволяет минимизировать расход технологических материалов, уменьшить трудоемкость пайки, и в то же самое время обеспечить высокое качество сборки и высокую надежность радиоэлектронного устройства.
Практические рекомендации
Выбор трубчатого припоя
Применение трубчатых припоев содержащих флюс, не требующий отмывки, решает проблему необходимости удалять остатки жидких флюсов, которые при пайке могут не полностью подвергнуться термообработке. Уже много лет во всем мире выпускают и используют припои, содержащие флюс внутри проволоки припоя. Это удобно и позволяет увеличить производительность ручной пайки и в какой-то мере повторяемость результата. При этом процесс ручного монтажа становится значительно чище, поскольку флюса расходуется столько – сколько необходимо.Трубчатые припои изготавливаются методом экструзии – это известная и отработанная технология, которая при наличии современного оборудования полностью исключает пробелы во флюсе в трубчатом припое, а также способна гарантировать точное количество флюса по всей длине припоя.
Сплавы для трубчатых припоев используются такие же как для паяльных паст. Мировые лидеры в производстве технологических маетариалов изготавливают сплав для производства трубчатых припоев очень высокого качества с малым количеством примесей и указывают сплав и количество примесей в сертификатах на конкретную партию припоя.
Табл. 1. Сплавы, используемые для производства трубчатых припоев
Тип сплава по J-STD-006 Состав припоя Температура плавления, °C Sn62
Sn62/Pb36/Ag2
179
Sn63
Sn63/Pb37
183
SAC 305
Sn96,5/Ag3/Cu0,5
220-217
В таблице приведены наиболее популярные сплавы, используемые в трубчатых припоях как свинцовые, так и бессвинцовые.
При выборе сплава при доработке и ремонте главное придерживаться правила – паять припоем наиболее близким, желательно тем же, которым была произведена изначальная пайка. Если это трудно выяснить лучше, используя оплетки для выпайки полностью удалить остатки старого припоя и провести пайку новым.
Выбор флюсаФлюсы, используемые в трубчатых припоях по своей основе аналогичны жидким флюсам. Перед началом серийного применения нового типа флюса рекомендуется провести испытания на растекаемость флюса, коррозионное воздействие остатков флюса и изменение поверхностного сопротивления изоляции после пайки. Методы испытаний приведены в стандарте IPC-TM-650. При выборе типа флюса следует руководствоваться требованиями стандарта IPC/ANSI-J-STD-004 («Требования к флюсам для пайки»), а также учитывать:
- Конструктивные особенности и назначение электронной техники;
- Требования заказчика к внешнему виду изделий – отмывать или не отмывать остатки флюса после пайки;
- Необходимость влагозащиты и возможность применения влагозащитных материалов без удаления остатков флюса;
- Активность флюса, достаточную для обеспечения хорошей очистки и смачивания паяемых поверхностей припоем. Чем выше пригодность к пайке компонентов и печатных плат, тем менее активный флюс можно использовать.
В процессе пайки флюсы обеспечивают растворение оксидов и сульфидов, защиту паяемых поверхностей от повторного окисления, снижение поверхностного натяжения припоя. Более подробно типы флюсов описаны в части «Пака волной Выбор флюса»
Меры безопасностиТабл. 2. Вредные составляющие в трубчатых припоях:
Модифицированная канифоль или синтетическая канифоль
Изредка может стать причиной раздражения при контакте с кожей и вдыхании паров, личная непереносимость.
Канифоль
При очень продолжительном и постоянном контакте с парами вызывает астму.
Свинец в припое
Высокая концентрация паров свинца (при температурах пайки свыше 500°С) может вызывать слабость, тошноту, судороги
При работе с трубчатыми припоями рекомендуется:
- Содержать рабочее место в чистоте.
- Применять вытяжную вентиляцию для удаления паров флюса из зоны пайки.
- Использовать защитные очки или маски для защиты глаз от воздействия паров флюса при пайке
- Избегать перегрева выше 500°С (происходит образование паров свинца).
Трубчатые припои поставляются намотанными на пластиковые катушки стандартного размера весом 500 грамм. Основные популярные диаметры припоев 0,5мм, 0,8мм, 1мм и 1,5мм. Другие диаметры поставляются на заказ.
При транспортировке и хранении рекомендуется избегать сильных локальных нагревов катушек припоя, что может привести к разжижению флюса и его стеканию – появления областей с плохой паяемостью из-за обеденного количества флюса.
Основные рекомендации по выбору трубчатого припоя для ремонта и доработки
- Выбирайте сплав припоя аналогичный сплаву, которым производилась основная пайка или максимально близкий;
- Выбирайте флюс с технологически совместимой основой с флюсом, которым производилась основная пайка;
- Желательно использовать трубчатый припой того же производителя, что флюс которым производилась основная пайка – максимальная совместимость основ флюса зачастую встречается именно у одного производителя;
- Если вам неизвестно какой использовался флюс при основной пайки изделия перед ремонтом или доработкой рекомендуется максимально удалить остатки старого флюса;
- Выбирайте трубчатый припой в соответствии с размерами паяемого вывода и жала паяльника.
Рекомендации по ручной пайке, доработки и ремонту
Подготовка к работе:Температура жала паяльника.
Оптимальная температура жала и требуемая мощность при ручной пайке зависят от конструкции паяльника и выполняемой задачи. При работе с бессвинцовыми трубчатыми припоями, имеющими температуру плавления в пределах 217 – 227°С, минимальная температура жала паяльника должна составлять 300°С. В процессе пайки необходимо избегать избыточно высокой температуры жала и чрезмерного времени пайки. Для большинства задач при работе с традиционными и бессвинцовыми припоями оптимальная температура жала паяльника составляет 315 – 370°С. В некоторых случаях хорошие результаты могут быть получены при кратковременном (до 0,5 секунд) нагреве с повышенной температурой жала 340-420°С
Рекомендуемая последовательность работыПри работе с многоканальными трубчатыми припоями пайка осуществляется с двух рук. Для того чтобы при пайке получить наилучшие результаты, рекомендуется использовать следующий процесс(см. Рис. 1.):
1) Поднесите жало паяльника к рабочей поверхности. Жало паяльника должно соприкосаться одновременно с контактной площадкой платы и выводом компонента, для того чтобы прогреть обе паяемые поверхности. Избыток припоя на жале, нанесенного во время лужения, будет помогать процессу теплопередачи путем увеличения площади контакта между контактной площадкой и выводом. Необходимо не более секунды, чтобы прогреть соответствующим образом обе поверхности.
2) Поднесенный в это время к месту соединения с противоположной от жала паяльника стороны пруток трубчатого припоя позволит образовать галтель припоя. Для этого необходимо около 0,5 секунды.
ВНИМАНИЕ. Если припой подавать непосредственно на жало паяльника, активные компоненты флюса будут преждевременно выгорать, и его эффективность резко уменьшается. Не подавайте избыточное количество припоя на паяное соединение. Это может привести к увеличению количества остатков флюса и ухудшению внешнего вида изделия. Рекомендуется выбирать диаметр прутка припоя равным половине диаметра жала паяльника.
Рис. 1. Рекомендуемая последовательность работы3) Удалите припой от паяемого соединения и затем удалите жало паяльника.
Весь процесс пайки должен занимать от 0,5 до 2,0 секунд на одно паяное соединение в зависимости от массы, температуры и конфигурации жала паяльника, а также паяемости поверхностей. Избыточное время или температура могут, во-первых, истощать флюс до смачивания припоя, что может привести к увеличению количества остатков, во-вторых, увеличивают хрупкость паяного соединения.
Возможные проблемы и методы решенияРазбрызгивание. Высокая скорость нагрева. Подавайте пруток припоя на разогретые контактные поверхности (вывод компонента и КП), не подавайте трубчатый припой на жало паяльника.
Матовые паяные соединения. Длительный контакт жала паяльника с паяным соединением после отвода прутка припоя из зоны пайки.
Остатки после пайки в виде нагара.
Произвести очистку жала паяльника и губки или заменить жало паяльника.
Избыточные остатки флюса вокруг паяного соединения.
- Большой диаметр трубчатого припоя. Используйте припой меньшего диаметра.
- Избыточная подача трубчатого припоя в место пайки.
- Низкая температура пайки. Используйте паяльник большей мощности или увеличите температуру пайки.
Печатные платы и компоненты.
Чистота поверхности печатных плат и компонентов является одним из важнейших факторов, влияющих на процесс пайки. Оксиды и другие поверхностные загрязнения существенно ухудшают смачиваемость припоем и передачу тепла от жала паяльника к паяемым поверхностям, увеличивая время пайки. Печатные платы с длительным сроком хранения для улучшения паяемости могут быть подвергнуты предварительной очистке с помощью специальных растворителей.
Рекомендации по очистке оборудования
Жало паяльника может быть разной формы и размера для наилучшего контакта и передачи тепла к паяемым поверхностям. Жало паяльника должно быть облужено, для этого может быть использован трубчатый припой. Однако, процесс лужения зависит в значительной степени от состояния жала. Если жало в плохом состоянии, его необходимо предварительно очистить с помощью смоченной водой специальной губки, входящей в состав паяльной станции. Для очистки сильно окисленных жал паяльников можно использовать пасту для очистки и лужения наконечников: Tip Activator.
Паста для очистки и лужения жал пальников Tip ActivatorОблуживатель жал, предназначен для быстрой и эффективной очистки и восстановления окисленных рабочих жал паяльников, которые не могут быть очищены с помощью губок, салфеток и перелужены с применением трубчатых припоев.
Отличительные особенности
- Некоррозионный материал
- Не содержит свинец
- Применим как для бессвинцовых, так и для стандартных процессов пайки
- Малое количество остатков на жале паяльника после облуживания
- Неабразивный материал, но прекрасно удаляет нагар
- Произведен из высоко чистых материалов
Аккуратно погрузите жало паяльника в облуживатель или покатайте по поверхности пасты. Пары, выделяющиеся при данной операции, химически нейтральны и некоррозионны.
Минимальная температура жала 220°С.
Максимальная температура жала 450°С.
После обработки жала паяльника облуживателем, его следует очистить от остатков флюса с помощью влажной губки и заново облудить трубчатым припоем.
Завершение работыДля обеспечения длительного срока службы жала паяльника после окончания работы необходимо его облудить. Для этой цели удобно использовать трубчатый припой: оберните несколько витков припоя вокруг кончика жала и нагрейте его.
Рекомендации по удалению остатков флюса
Так как при ручной пайке используют трубчатые припои, а иногда еще и добавляют жидкие флюсы, остатки на печатном узле достаточно велики и неэстетичные. Отмывка печатных узлов нужна для удаления остатков флюсов после пайки, которые в процессе эксплуатации электронной аппаратуры могут оказать негативное воздействие на надежность печатных узлов. Так же отмывка может, вызвана требованиями к внешнему виду печатных узлов после пайки и необходимость, впоследствии, нанести влагозащитное покрытие.
При ремонте используется больше флюса из-за необходимости сначала демонтировать компоненты – поэтому отмывка становится более актуальна.
В основном при данной технологии используют ручные методы отмывки, часто применяя спирто-бензиновую смесь. Она обладает крайне низкой эффективностью – плохо удаляются остатки флюсов с низким содержанием твердых веществ, не удаляются ионные водорастворимые компоненты (остатки активаторов, минеральные соли, остатки травильных растворов и электролитов).
Эффективную отмывку печатных узлов после пайки от всех типов загрязнений могут обеспечить только промывочные жидкости, специально разработанные для этих целей.
Достаточно часто для отмывки после ручной пайки используют автоматизированное оборудование отмывки, которое рассчитано на использование специальных промывочных жидкостей.
Для ручной отмывки используйте промывочную жидкость Vigon EFM – она себя эффективно показала со всеми указанными трубчатыми припоями производства компании Indium.
Таб. 3. Рекомендации Zestron по удалению остатков флюсов Indium после оплавления
Паяльные пасты Indium
Vigon®
Zestron®
A201
(20%)
А250
(30%)
А300
(33%)
US
(30%)
Fa+
Indium CW-501
n
+
+
+
0
Indium CW-802
+
+
+
+
+
Indium CW-807
n
+
+
+
+
Indium CW-207
+
+
+
+
+
Indium CW-301
n
+
+
+
n
+ – легко удаляется при стандартных режимах;
0 – удаляется, необходим подбор режимов;
n – нет данных, испытания не проводились;
— – не удаляется.
Флюсы используемые при пайке металлов
Флюсы используемые при пайке металлов
Категория:
Пайка
Флюсы используемые при пайке металлов
Получение доброкачественного паяного соединения возможно, если поверхности соединяемых деталей перед пайкой будут тщательно очищены от окислов жира и других загрязнений. Но даже при хорошей очистке в процессе пайки поверхности деталей и припоя могут окисляться и образовавшаяся окисная пленка препятствует получению прочного и плотного шва.
Поэтому необходимым условием получения высококачественного паяного соединения является удаление окислов с поверхности припоя и обрабатываемых деталей в процессе пайки. Для этой цели применяют флюсы.
Паяльными флюсами называются материалы, которые служат при пайке для очистки поверхности деталей и припоя от окислов и загрязнений с целью улучшения смачивания расплавленным припоем соединяемых поверхностей и обеспечения затекания припоя в зазоры между ними.
Паяльные флюсы должны удовлетворять следующим требованиям:
— обладать способностью активно очищать поверхности соединяемых металлов от окислов путем их растворения с образованием легкоплавких химических соединений;
— иметь температуру плавления несколько ниже температуры плавления припоя, а температуру испарения значительно выше температуры процесса пайки;
— обладать сравнительно малым удельным весом, чтобы в процессе пайки легко всплывать на поверхность металла, а не оставаться в паяном соединении;
— иметь достаточную жидкотекучесть при температуре пайки и обладать способностью полностью заполнять зазоры в соединениях, обеспечивать образование защитных слоев для предохранения нагретого металла и расплавленного припоя от окисления;
— не оказывать на металл вредного химического действия;
— легко удаляться по окончании пайки (остатки).
Как и припои, флюсы делят на две группы: для пайки легкоплавкими (мягкими) припоями и для пайки тугоплавкими (твердыми) припоями.
Флюсы для пайки легкоплавкими припоями делятся на три типа: кислотные, бескислотные и активизированные.
Кислотные, или активные, флюсы, составленные на основе хлористых соединений, хорошо растворяют окисные пленки на деталях и предохраняют их поверхности от дальнейшего окисления в процессе пайки., К этой группе флюсов относится хлористый цинк, хлористый аммоний (нашатырь) и другие химические соединения.
Флюсы на основе хлористого цинка применяют при пайке металлов оловянно-свинцовыми припоями или другими сравнительно легкоплавкими припоями на свинцовой или оловянной основе.
Широкое распространение хлористого цинка как самостоятельного флюса, а также введение его в состав сложных флюсов объясняется тем, что он обладает высокой активностью в отношении окислов черных и цветных металлов и их сплавов.
Флюсы на основе хлористого цинка применяют для пайки с помощью паяльника, нагревом в печах, газовыми горелками и Другими способами.
При монтаже электрорадиоаппаратуры применение кислотных флюсов категорически запрещается.
Бескислотные флюсы, составленные на основе канифоли и других органических соединений, применяют для пайки металлов оловянно-свинцовыми припоями или другими сравнительно легкоплавкими припоями на свинцовой или оловянной основе.
Канифоль, основная составляющая бескислотных флюсов, представляет собой твердое хрупкое стекловидное вещество, полученное из сосновой смолы. При нагревании до температуры 125° С канифоль переходит в жидкое состояние. При этом она способна растворять окислы, а после затвердевания на паяном соединении остатки флюса не вызывают коррозии, поэтому их удаление с изделий во многих случаях необязательно.
Наиболее широко бескислотные флюсы используют при пайке с помощью паяльника и методом погружения в расплавленный припой.
Активизированные флюсы представляют собой составы, в которые входят, кроме канифоли, активизаторы, повышающие активность канифольных флюсов. В качестве активизато-ров в канифоль вводят в небольших количествах гидразин, анилин, триэтаноламин, салициловую кислоту и некоторые другие..
Активизированными являются также флюсы на основе глицерина с добавками хлористого цинка, гидразина, хлористого аммония.
Флюсы для пайки тугоплавкими припоями. Для пайки тугоплавкими припоями на медной, серебряной и других основах требуются активные флюсы с повышенной температурой плавления. Основой этих флюсов является главным образом борная кислота Н3ВО3, бура Na2B407, борный ангидрид В203 и некоторые другие соли. Флюсы для пайки тугоплавкими припоями делят на две группы: для припоев с температурой пайки от 850 до 1100 °С и для припоев с температурой пайки 600—850 °С.
К первой группе относятся флюсы для пайки медью, медно-цинковыми и наиболее тугоплавкими припоями на основе серебра.
Применение буры и борной кислоты в качестве флюса при пайке стали, меди и ее сплавов дает хорошие результаты с припоями, имеющими температуру плавления выше 800 °С.
Бура жидкотекуча и энергично растворяет окислы многих металлов, в особенности меди. Она применяется в виде безводной соли прокаленной или плавленой.
Менее активным флюсом является борная кислота, при нагревании она разлагается, образуя воду и борный ангидрид, который образует с окислами меди, цинка, железа и никеля легко-растворяющиеся соединения. Наиболее активное действие борной кислоты проявляется при температурах 900 °С и выше.
Для повышения активности флюсов на основе буры и борной кислоты в них вводят добавки других компонентов (флюсы 200,201).
Флюс БМ-1 в отличие от порошкообразных флюсов (1, 200, 201) представляет собой легкоиспаряющуюся жидкость с температурой кипения 54—56 °С. Пары этой жидкости обеспечивают более эффективное флюсование, чем борная кислота.
Ко второй группе относятся флюсы на основе фтористых соединений. Помимо фтористых соединений, в состав этих флюсов входит борная кислота, борный ангидрид и другие компоненты. Флюсы этой группы применяют для пайки наиболее низкотемпературных припоев из категории тугоплавких. Например, с этими флюсами паяют припоями ПСр 45, ПСр 40 и т. д. Флюсы этой группы теряют активность при температуре выше 850 °С, поэтому применять их можно при пайке конструкционных и нержавеющих сталей, медных и жаропрочных сплавов с серебряными припоями, имеющими температуру плавления 550— 850 °С.
Флюсы для пайки алюминия и его сплавов. Флюсы для пайки алюминия и его сплавов должны обладать повышенной активностью и способностью разрушать плотные окисные пленки. Эти флюсы состоят из смеси хлористых солей с добавками фтористых солей калия, натрия, лития.
С помощью указанных флюсов можно производить пайку бензовоздушной горелкой, в печах, токами высокой частоты и погружением в расплавленный припой. Пайка алюминия и его сплавов ацетилено-кислородным пламенем недопустима.
Остатки флюсов данной группы вызывают сильную коррозию алюминиевых сплавов, поэтому детали после пайки тщательно промывают.
Флюсы для напайки твердосплавных пластин на инструмент. Для напайки твердосплавных пластин в качестве флюса рекомендуется бура, а также бура в смеси с борной кислотой и фтористыми солями кальция, натрия, калия и лития.
Химический состав флюсов, применяемых для напайки твердосплавных пластин на инструмент, указан в табл. 21.
Бура и борная кислота являются основой указанных флюсов, а фтористые соединения солей выполняют роль растворителей поверхностных пленок окислов металлов. Флюс наносится на место спая в виде порошка, концентрированного водного раствора или в виде пасты.
Реклама:
Читать далее:
Типы паяных соединений
Статьи по теме:
Зачем нужна канифоль при пайке?
Многие из тех, у кого в семье были радиолюбители, еще в детстве видели жестяные баночки со стекловидными кусочками желто-коричневого цвета, внешне напоминающими янтарь. И наверняка, наблюдая клубы дыма со специфическим запахом, задумывались, зачем нужна канифоль при пайке.
- Что такое канифоль?
- Технология пайки с канифолью
Что такое канифоль?
Канифоль представляет собой аморфное хрупкое вещество, получаемое из смол хвойных деревьев. Она легко растворяется в спирте, ацетоне и других органических соединениях, но абсолютно нерастворима в воде. Кроме технологических процессов пайки, это вещество применяется при производстве лакокрасочных материалов, пластмасс, при натирании смычков музыкальных инструментов и подошв балетной обуви, а также для создания дымовых эффектов в киноиндустрии.
Благодаря способности канифоли при нагреве до 150 °С растворять оксиды олова, свинца и меди, она широко используется в радио- и электротехнических работах в качестве флюса – противоокислительного компонента, очищающего поверхности при пайке, улучшающего растекание и уменьшающего поверхностное натяжение припоя. Для обеспечения технологичности применения флюсы на основе канифоли выпускаются следующих типов:
- Твердый – самый распространенный состав, в течение многих лет используемый для пайки и лужения. Его недостатком является сложность точного нанесения в труднодоступных местах.
- Спиртовой раствор. Этот флюс применяют в работе как с мелкими, так и с крупными элементами. Его удобно наносить на детали с помощью кисти.
- Канифоль-гель. Такая консистенция позволяет с высокой скоростью обрабатывать различные малодоступные места пайки, обеспечивая точное дозирование состава. Гель не уступает по свойствам твердой канифоли и, в отличие от раствора, не высыхает.
Технология пайки с канифолью
Пайка используется для создания неразъемного контакта деталей с помощью припоя – металла или сплава, имеющего более низкую по сравнению с соединяемыми элементами температуру плавления. Прежде чем приступить к данному процессу, необходимо зачистить и залудить контакты.
Для лужения вывод припаиваемой детали можно положить на кусочек твердой канифоли и прижать его нагретым паяльником так, чтобы флюс покрыл поверхность с целью удаления оксидов металла и улучшения смачивания наносимого металлического соединения. Затем следует расплавить припой и провести жалом по проводнику. Если не выполнить эту операцию, сплав не прилипнет к поверхностям и станет понятно, зачем при пайке нужна канифоль.
После лужения необходимо соединить детали, нанести небольшое количество припоя на жало паяльника, коснуться места стыковки элементов. Нельзя допускать движения частей, пока сплав не застынет и прочно не соединит их.
В заключение отметим, что пайка современных компонентов – достаточно сложный процесс, требующий профессиональных навыков, для которого используется множество различных способов и материалов. Но благодаря тому, что канифоль при правильном применении не вступает в реакцию с металлами соединяемых деталей и припоя, а также современным удобным формам выпуска, она по-прежнему остается одним из самых популярных флюсов в электронике.
Как паять: Полное руководство для начинающих
Изучение того, как паять с использованием правильных методов пайки, — это фундаментальный навык, которым должен овладеть каждый производитель. В этом руководстве мы кратко изложим основы работы с паяльниками, паяльными станциями, типами припоя, демонтажными паяльниками и наконечниками по безопасности. Собираете ли вы робота или работаете с Arduino, умение паять вам пригодится.
БЕСПЛАТНАЯ электронная книга (PDF) — Руководство по пайке (17 страниц)
Если вам нужно было разобрать любое электронное устройство, содержащее печатную плату, вы увидите, что компоненты прикреплены с помощью техники пайки.Пайка — это процесс соединения двух или более электронных частей вместе путем расплавления припоя вокруг соединения. Припой — это металлический сплав, и когда он остывает, он создает прочную электрическую связь между деталями. Несмотря на то, что пайка может создать постоянное соединение, его также можно перевернуть с помощью приспособления для удаления припоя, как описано ниже.
В обучении пайке хорошо то, что для начала вам не нужно много. Ниже мы расскажем об основных инструментах и материалах, которые вам понадобятся для большинства ваших паяльных работ.
Паяльник
Паяльник — это ручной инструмент, который подключается к стандартной розетке переменного тока на 120 В и нагревается, чтобы расплавить припой вокруг электрических соединений. Это один из самых важных инструментов, используемых при пайке, и он может быть в нескольких вариантах, например, в форме ручки или пистолета. Новичкам рекомендуется использовать паяльник в форме ручки мощностью от 15 до 30 Вт. Большинство паяльников имеют сменные наконечники, которые можно использовать для различных паяльных работ.Будьте очень осторожны при использовании паяльника любого типа, потому что он может нагреваться до 896 ° F, что очень сильно.
Паяльная станция
Паяльная станция — это усовершенствованная версия базовой автономной паяльной ручки. Если вы собираетесь много заниматься пайкой, это будет здорово, поскольку они обеспечивают большую гибкость и контроль. Основное преимущество паяльной станции — это возможность точно регулировать температуру паяльника, что отлично подходит для множества проектов.Эти станции также могут создать более безопасное рабочее пространство, поскольку некоторые из них включают усовершенствованные датчики температуры, настройки предупреждений и даже защиту паролем для безопасности.
Жала паяльника
В конце большинства паяльников есть сменная деталь, известная как паяльное жало. Есть много разновидностей этого наконечника, и они бывают самых разных форм и размеров. Каждый наконечник используется для определенной цели и имеет явное преимущество перед другим. Наиболее распространенные наконечники, которые вы будете использовать в проектах по электронике, — это конический наконечник и наконечник стамески.
Конический наконечник — Используется при пайке точной электроники из-за тонкого наконечника. Благодаря заостренному концу он может доставлять тепло в меньшие области, не влияя на окружающую среду.
Долото-наконечник — Этот наконечник хорошо подходит для пайки проводов или других более крупных компонентов из-за его широкого плоского наконечника.
Кредит изображения — Sparkfun.comЛатунь или обычная губка
Использование губки поможет сохранить чистоту жала паяльника, удалив образующееся окисление.Наконечники с окислением будут иметь тенденцию становиться черными и не принимать припой, как когда они были новыми. Вы можете использовать обычную влажную губку, но это сокращает срок службы насадки из-за расширения и сжатия. Кроме того, влажная губка временно снизит температуру наконечника при протирании. Лучшая альтернатива — использовать латунную губку, как показано слева.
Подставка под паяльник
Подставка для паяльника очень проста, но очень полезна и удобна в использовании.Эта подставка помогает предотвратить контакт горячего утюга с легковоспламеняющимися материалами или случайное повреждение руки. Большинство паяльных станций поставляются со встроенным фильтром, а также включают губку или латунную губку для очистки жала.
Припой
Припой — это металлический сплав, который плавится для создания прочной связи между электрическими частями. Он выпускается как в свинцовом, так и в бессвинцовом вариантах с диаметрами 0,032 ″ и 0,062 ″, которые являются наиболее распространенными.Внутри сердечника припоя находится материал, известный как флюс, который помогает улучшить электрический контакт и его механическую прочность.
Для пайки электроники чаще всего используется припой на основе канифоли, не содержащей свинца. Этот тип припоя обычно состоит из сплава олова и меди. Вы также можете использовать этилированный припой на основе канифоли 60/40 (60% олова, 40% свинца), но он становится менее популярным из-за проблем со здоровьем. Если вы все же используете свинцовый припой, убедитесь, что у вас есть надлежащая вентиляция, и что вы мойте руки после использования.
При покупке припоя НЕ используйте припой с кислотным сердечником, так как это может повредить ваши схемы и компоненты. Припой с кислотным сердечником продается в магазинах товаров для дома и в основном используется для сантехники и металлообработки.
Как упоминалось ранее, припой бывает нескольких диаметров. Припой более толстого диаметра (0,062 дюйма) хорош для более быстрой пайки более крупных соединений, но может затруднить пайку более мелких соединений. По этой причине всегда полезно иметь под рукой оба размера для разных проектов.
Рука помощи (Третья рука)
Рука помощи — это устройство, к которому прикреплены 2 или более зажима из крокодиловой кожи, а иногда и увеличительное стекло / светильник. Эти зажимы помогут вам удерживать предметы, которые вы пытаетесь припаять, пока вы используете паяльник и припой. Очень полезный инструмент для вашего творчества.
Теперь, когда вы знаете, какие инструменты и материалы требуются, пора кратко обсудить способы обеспечения безопасности при пайке.
Паяльникимогут нагреваться до 800 градусов по Фаренгейту, поэтому очень важно всегда знать, где находится ваш паяльник.Мы всегда рекомендуем использовать подставку для паяльника, чтобы предотвратить случайные ожоги или повреждения.
Убедитесь, что вы выполняете пайку в хорошо вентилируемом помещении. При нагревании припоя выделяются пары, вредные для ваших глаз и легких. Рекомендуется использовать вытяжной вентилятор, который представляет собой вентилятор с угольным фильтром, который поглощает вредный дым от припоя. Вы можете посетить такие сайты, как Integrated Air Systems для систем фильтрации воздуха.
Всегда рекомендуется надевать защитные очки на случай случайных брызг горячего припоя.Наконец, не забудьте мыть руки после пайки, особенно при использовании свинцового припоя.
Перед тем, как приступить к пайке, необходимо подготовить паяльник, залуживая жало припоем. Этот процесс поможет улучшить передачу тепла от утюга к паяльному элементу. Лужение также поможет защитить наконечник и уменьшить износ.
Шаг 1: Начните с того, что убедитесь, что наконечник прикреплен к утюгу и плотно прикручен на место.
Шаг 2: Включите паяльник и дайте ему нагреться.Если у вас есть паяльная станция с регулируемым контролем температуры, установите ее на 400 ° C / 752 ° F.
Шаг 3: Протрите кончик паяльника влажной губкой, чтобы очистить его. Подождите несколько секунд, чтобы наконечник снова нагрелся, прежде чем переходить к шагу 4.
Шаг 4: Возьмите паяльник в одну руку и припаяйте в другой. Прикоснитесь припоем к наконечнику утюга и убедитесь, что припой равномерно обтекает наконечник.
Для продления срока службы наконечник утюга следует оловить до и после каждого сеанса пайки.В конце концов, каждый наконечник изнашивается, и его нужно будет заменить, если он станет шероховатым или изъеденным.
Чтобы лучше объяснить, как паять, мы собираемся продемонстрировать это на практике. В этом примере мы собираемся припаять светодиод к печатной плате.
Шаг 1. Установите компонент — Начните с того, что вставьте выводы светодиода в отверстия на печатной плате. Переверните доску и загните выводы наружу под углом 45 футов. Это поможет компоненту лучше соединиться с медной площадкой и предотвратит ее выпадение во время пайки.
Шаг 2. Нагрейте стык — Включите паяльник и, если он имеет регулируемый контроль нагрева, установите его на 400 ° C. На этом этапе одновременно коснитесь кончиком утюга медной площадки и вывода резистора. Паяльник нужно подержать на месте 3-4 секунды, чтобы нагреть площадку и вывод.
Шаг 3. Нанесите припой на стык — Продолжайте удерживать паяльник на медной площадке и выводе и коснитесь припоем стыка. ВАЖНО — Не касайтесь припоем непосредственно кончика утюга. Вы хотите, чтобы соединение было достаточно горячим, чтобы расплавить припой при прикосновении. Если стык будет слишком холодным, соединение будет плохим.
Шаг 4: Отрежьте провода — Снимите паяльник и дайте припою остыть естественным образом. Не дуйте на припой, так как это приведет к плохому соединению. Когда он остынет, вы можете отрезать лишний провод от выводов.
Правильный припой должен быть гладким, блестящим и иметь форму вулкана или конуса.Вам нужно ровно столько припоя, чтобы покрыть все соединение, но не слишком много, чтобы он превратился в шарик или пролился на соседний вывод или соединение.
А теперь пора показать вам, как спаять провода вместе. Для этого рекомендуется использовать руки помощи или другой тип зажимного приспособления.
Начните с удаления изоляции с концов обоих проводов, которые вы паяете вместе. Если проволока многожильная, скрутите жилы вместе пальцами.
Убедитесь, что ваш паяльник полностью нагрет, и коснитесь кончиком одного из проводов.Подержать на проводе 3-4 секунды.
Удерживая утюг на месте, коснитесь припоем провода, пока он полностью не покроется. Повторите этот процесс с другим проводом.
Удерживая два луженых провода друг над другом, коснитесь паяльником обоих проводов. Этот процесс должен расплавить припой и равномерно покрыть оба провода.
Снимите паяльник и подождите несколько секунд, чтобы паяное соединение остыло и затвердело. Используйте термоусадку, чтобы закрыть соединение.
Преимущество использования припоя заключается в том, что его можно легко удалить с помощью техники, известной как распайка. Это пригодится, если вам нужно удалить какой-либо компонент или внести исправления в электронную схему.
Для демонтажа стыка вам понадобится припой, также известный как оплетка для удаления припоя.
Шаг 1 — Поместите кусок распаянной оплетки поверх стыка / припоя, который вы хотите удалить.
Шаг 2 — Нагрейте паяльник и коснитесь концом оплетки.Это нагреет припой ниже, который затем впитается в распаянную оплетку. Теперь вы можете удалить оплетку, чтобы увидеть, что припой был извлечен и удален. Будьте осторожны, прикасаясь к оплетке, когда нагреваете ее, потому что она сильно нагревается.
Дополнительно — Если у вас есть много припоя, которое вы хотите удалить, вы можете использовать устройство, называемое присоской для припоя. Это ручной механический пылесос, который всасывает горячий припой одним нажатием кнопки.
Для использования нажмите на поршень на конце присоски для припоя.Нагрейте соединение паяльником и поместите кончик присоски для припоя на горячий припой. Нажмите кнопку фиксатора, чтобы всосать жидкий припой. Чтобы опорожнить присоску для припоя, нажмите на плунжер.
БЕСПЛАТНО — Руководство по пайке (17 страниц)
Полное руководство по электронной пайке
Что такое пайка?
Пайка — это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем.Припой защищает соединение, поэтому оно не выйдет из строя из-за вибрации или других механических сил. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и связываться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «паяным соединением») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов SMT).
При пайке электронного разъема в контактную точку (часто называемую «контактной площадкой») обычно требуется следующее:
- Паяльник, способный достигать точки плавления припоя.
- Проволока для припоя, с флюсовым сердечником или без него.
- Флюс, если припой для проволоки не включает сердечник из флюса или если требуется дополнительный флюс.
Паяльник — это ручной инструмент, используемый для спайки двух металлических поверхностей вместе.В своей простейшей форме он состоит из металлического наконечника, нагревательного элемента, который доводит наконечник до температуры пайки, изолированной ручки, позволяющей надежно удерживать паяльник, и вилки для розетки или паяльной станции.
Работа жала паяльника заключается в передаче тепла от нагревательного элемента к изделию. Он имеет внутреннюю поверхность из меди, которая действует как эффективный и эффективный проводник тепла. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя и хромоникелевое покрытие, чтобы флюс не смачивал наконечник.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся жала паяльника, которые представляют собой металлические заглушки, которые упираются в нагревательный элемент, и другие, которые интегрированы с нагревательным элементом в картридже.
На нижнем уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не позволяет контролировать температуру паяльника.Просто включите или выключите. С паяльной станцией паяльник подключается к станции для лучшего контроля температуры и других функций, таких как запоминание заданной температуры, блокировка и т. Д.
Какой припой использовать?Несмотря на то, что существует большое количество различных типов припоя, в основном вам нужно выбирать между свинцовым или бессвинцовым, диаметром проволоки, флюсового сердечника или сплошной проволоки, а также типом флюса.
- Свинец или бессвинцовый — Припой, как правило, представляет собой комбинацию металлов, выбранных из соображений надежности и проводимости.Свинец, часто в сочетании с оловом, был основой электронной пайки с момента ее создания. Свинец имеет относительно низкую температуру плавления, легко смачивается и растекается, что делает процесс быстрее, проще и надежнее. Из-за проблем, связанных с окружающей средой и здоровьем, возникла необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и обычно требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои.Для типичной ручной пайки, если все сделано правильно, надежность между свинцовым и бессвинцовым припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции светлого олова в бессвинцовом припое кристаллизоваться и образовывать усы олова — тонкие проволоки олова, которые могут вырастать из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения.Более низкий нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
- Диаметр припоя — Убедитесь, что вы не перепутали припой, предназначенный для сантехники, с припоем, предназначенным для электроники.Проволока для сантехники будет намного толще, диаметром 2 мм и больше. Паяльная проволока для электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Подберите диаметр к размеру паяемых разъемов и контактов. Если диаметр проволочного припоя слишком мал, вы будете пропускать слишком много припоя. Слишком большой, и может быть трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термического напряжения или даже пайки других компонентов, не связанных с Ваш ремонт.
- Сердечник из флюса или сплошная проволока — Большинство припоев для проволоки поставляется с сердечником из флюса, поэтому флюс автоматически активируется и течет по области пайки, когда припой расплавляется. С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса кистью, диспенсером для бутылок или диспенсером для ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
- Тип флюса — Флюс без очистки — хороший выбор для пайки, где следует избегать очистки.Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической или поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогена» или «без галогена». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Какой припой использовать: свинец или бессвинцовый?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Более низкий нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли.В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
Что такое флюс?
Подумайте о флюсе и добавке для пайки. При соединении двух металлических поверхностей вместе припоем необходимо обеспечить хорошее металлургическое соединение, чтобы паяное соединение не рвалось, а электрическая целостность не колебалась под действием механических, температурных и других нагрузок.Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, способствуя смачиванию. «Смачивание» — это процесс растекания припоя по поверхности контактов и жала паяльника, который очень важен в процессе пайки.
Какой тип флюса мне использовать?Флюс без очистки — хороший выбор для пайки, когда следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения.Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической или поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Нужно ли добавлять флюс при пайке?
При пайке простого соединения, например двухпроводного или сквозного вывода, флюса в припое с флюсовым сердечником должно быть достаточно.Для более сложных методов пайки, таких как пайка с протягиванием нескольких выводов на компоненте для поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он изначально вытекает из сердечника. Если припой обрабатывать дальше, например, когда вы протягиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как нанести дополнительный флюс?Flux можно наносить кислотной кистью или наносить с помощью диспенсера для бутылочек с иглами или диспенсера для ручек. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как паять?- Убедитесь, что паяемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления припоя. 600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя.
- Прижмите наконечник к проводу и контактной точке / контактной площадке в течение нескольких секунд. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проводом припоя к выводу и контактной точке / площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться, что область контакта и вывод полностью покрыты. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует небольшую пирамидальную форму.
- При необходимости обрежьте провод с помощью ножа для резки свинца. Не обрезайте паяное соединение, это может повредить соединение.
- При использовании флюса, активированного канифолью, водного флюса или если эстетический вид остатков флюса является проблемой, очистите область с помощью средства для удаления флюса.
Сопутствующие товары:
Насколько сильно нагревается паяльник?600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя. Вам нужно, чтобы жало было достаточно горячим, чтобы расплавить паяльник, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы жала паяльника.
Как отличить хорошее паяное соединение от плохого?Осмотрите паяное соединение, чтобы убедиться, что зона контакта и вывод полностью покрыты.На что следует обратить внимание:
- Если это сквозной вывод, то отверстие должно быть заполнено, а паяное соединение должно иметь небольшую пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- После пайки провод не должен болтаться или покачиваться.
- Припой не должен перетекать или накапливаться на других контактных точках / площадках.
- При использовании припоя на основе свинца паяное соединение должно быть блестящим.К сожалению, бессвинцовые покрытия имеют более тусклый оттенок, поэтому блеск в этом случае не является хорошим показателем.
Цель состоит в том, чтобы согласовать форму и размер наконечника с контактной площадкой. Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность. Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла — время, необходимое для повторного нагрева наконечника после пайки соединения.Это также может повлиять на работу других компонентов и контактных площадок. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, соприкасающейся ни с проводом, ни с областью контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем те, которые подходят для электроники.
Жала паяльника бывают самых разных форм, чтобы облегчить разную геометрию печатных плат:
- Заостренный или конический — Конец жала паяльника подходит к острию или к круглой плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микровыступ, чтобы уменьшить количество металла наконечника, который необходимо нагреть.Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
- Лезвие или нож — Наконечник лезвия обычно используется для плавной пайки, когда припой протягивается через несколько контактных площадок. Это обычное явление при пайке компонентов технологии поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Зубило или отвертка — Зубило позволяет нагревать большую площадь контакта, поэтому его можно использовать для пайки через сквозные отверстия.Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
- Bevel — Наконечник со скошенной кромкой имеет плоский овальный конец, расположенный под углом. Представьте себе металлический стержень, который представляет собой поперечное сечение под углом. Размер определяется диаметром стержня или вала, а иногда и углом скоса.Фаска может составлять от 1 мм до 4 мм или даже больше.
- Наконечники потока — Наконечник потока похож по конструкции на скошенный наконечник, но вместо плоской поверхности это небольшой выступ или чашечка. Его также называют «мини-волнообразным наконечником», и он обычно используется для пайки плавным припоем, как объяснялось выше.
Сопутствующие товары:
Можно ли установить нагрев на максимальную температуру для ускорения пайки?
В пайке, как и во всем остальном, главное — скорость. Операторы будут повышать температуру пайки, чтобы ускорить отвод тепла.Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900 ° F, но 750 ° F — это самый высокий уровень, который вам нужен для бессвинцового провода. Дополнительный нагрев также может излишне нагружать компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем. Почему припой капает с жала?Это признак того, что жало паяльника необходимо очистить, так что это «холодное» жало (хотя оно все еще очень горячее, так что не трогайте!).Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не течет по наконечнику должным образом. Припой будет плавиться, но просто стечь с кончика. Это затрудняет перемещение, чтобы припаять контактные участки так, как вам это может понадобиться.
Как почистить паяльник? Паяльные станции обычно поставляются с губкой и / или латунной площадкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника.Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге отварится и станет непригодным для использования (но не обязательно безвозвратно). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она сделана из натуральной целлюлозы (например, губки для замены Plato). Синтетические губки плавятся на жало паяльника и могут сократить срок его службы. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут накапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы она не промокла.Слишком много воды может увеличить термическое напряжение наконечника и замедлить восстановление наконечника.
Когда жало паяльника почернело от запекания флюса и больше не смачивается должным образом, пришло время для чистки инструментов в крайнем случае. Тонировщик для наконечников (Plato # TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник нагревается до полной температуры, обваляйте его в растворителе для жала. По мере того, как вы катите его, он должен измениться с черного на блестящий серебристый, так как запеченный флюс будет счищен.Затем сотрите с паяльного жала излишки красителя и залудите заново, используя проволочный припой. Не позволяйте названию вводить вас в заблуждение — «средство для чистки наконечников» не предназначено для того, чтобы оставлять их на наконечнике.
Также доступны полировальные стержни, которые используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе с пригоревшим флюсом. Как только на наконечнике появится точечная коррозия — настоящие дыры в утюге — пора заменить.
Сопутствующие товары:
Что лучше для чистки жала паяльника — латунная «губка» или губка?Как и все остальное, у каждого есть свои плюсы и минусы:
Латунный очиститель наконечников- Pro-Быстрый и простой в использовании, не требует пропитки водой и не подвергает жало паяльника термическому удару.
- Con — Абразивен, хотя латунь мягче железа на конце наконечника. Он имеет больше склонности к царапинам на хромированном покрытии, что не позволяет припою намочить наконечник. Это может привести к появлению коррозии под покрытием и сокращению срока службы наконечника.
Не забудьте использовать проталкивающие движения с помощью латунного очистителя наконечников. Протирание поверхности увеличивает вероятность выплескивания расплавленного припоя.
Целлюлозная губка- Pro — это эффективный и быстрый способ очистки наконечника.Они имеют разные отверстия или прорези, чтобы сделать это еще быстрее и проще, а также чтобы избежать выпадения расплавленного припоя.
- Con — Охлаждает наконечник, поэтому требуется повторный нагрев наконечника. Это также может привести к термическому удару насадки, особенно если губка слишком пропитана. Это может сократить срок службы наконечника из-за микротрещин в металлическом покрытии.
С момента перехода от свинца к бессвинцовым припоям частой жалобой был короткий срок службы наконечников. Более высокая температура, необходимая для бессвинцовых припоев и флюса, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто наконечники чернеют, припой просто стекает с конца наконечника. Его также называют «холодным наконечником», но старайтесь не прикасаться к нему голыми пальцами!
Жалаимеют медный сердечник, который передает тепло от нагревательного элемента к рабочему концу (наконечнику жала).Поскольку медь очень мягкая и легко корродирует и изнашивается, для покрытия меди используются другие металлы, в том числе внешний слой железа. Хотя железо очень твердое, со временем оно все равно подвергнется коррозии. Кроме того, его можно покрыть флюсом и другими грунтами, которые могут вызвать обезвоживание. Коррозия и обезвоживание замедлят пайку и, в конечном итоге, потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
- Убавить огонь
- Правильно очистите наконечник
- Лужить жало паяльника
- Используйте специальные инструменты для очистки
Если оставить паяльную станцию более чем на 5 минут, выключите ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Когда следует выбрасывать старое паяльное жало?
Когда наконечник черный и влажный (припой не прилипает к нему), это называется «холодным наконечником», его, как правило, можно очистить и использовать снова. Как только появится точечная коррозия и видимая коррозия, пришло время заменить насадку.Снаружи жало паяльника покрыто железом поверх теплопроводящей меди. Это защищает мягкую, подверженную коррозии медь от резких флюсов. Как только флюс проходит через ямы через железное покрытие, наконечник быстро разъедается.
Как избежать коррозии печатной платы после завершения пайки?Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы и чистите плату.В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите поверхность качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно протереть печатную плату, а затем промойте.
- При использовании салфетки убедитесь, что она не оставляет волокон / ворса на печатной плате, что может вызвать проблемы в дальнейшем.
Это необязательный шаг для флюса без очистки, но все же хорошая идея для густонаселенных плат или плат высокого напряжения.Это абсолютно необходимо, независимо от типа флюса, если после ремонта вы планируете нанести защитное покрытие.
Сопутствующие товары:
10 советов по хорошей пайке- Начните с чистой поверхности.
- Подберите размер припоя для проволоки к тому, что вы паяете.
- Подберите жало паяльника к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Держите наконечник чистым и луженым.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте жало паяльника на выводе и точке контакта / контактной площадке, пока они оба не нагреются до температуры.
- Нанесите достаточно припоя, чтобы покрыть контактную площадку и окружить провод.
- При необходимости обрежьте выводы острым ножом для свинцовых ножей и не засовывайте их в паяное соединение.
- Удалите остатки флюса с места пайки с помощью качественного съемника флюса.
Сопутствующие товары:
На этом завершается наше полное руководство по электронной пайке. У вас остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших задач? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Руководство по пайке | Electronics Club
Руководство по пайке | Клуб электроникиКак паять | Радиатор | Компоненты | Припой | Демонтаж | Ожоги
Информацию о паяльниках и других инструментах см. На странице «Инструменты».
Загрузите PDF-версию этой страницы: Руководство по пайке (PDF)
Как припаять
Сначала несколько мер предосторожности:
Никогда не прикасайтесь к элементу или наконечнику паяльника. Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог.
Соблюдайте осторожность, чтобы не прикасаться кончиком утюга к сетевому шнуру. Утюг должен иметь термостойкий изгиб для дополнительной защиты. Обычный пластик flex сразу же расплавится, если к нему прикоснуться горячим утюгом, и возникнет серьезный опасность ожога и поражения электрическим током.
Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол, даже на мгновение!
Работайте в хорошо вентилируемом помещении. Дым, образующийся при плавлении припоя, в основном возникает из-за флюса и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней.
Вымойте руки после использования припоя. Традиционный припой содержит свинец, который является ядовитым металлом.
Если вы обожгетесь, см. «Первая помощь при ожогах».
Настоятельно рекомендую использовать паяльник с термостойким силиконовым кабелем в целях безопасности, потому что он не расплавится при случайном прикосновении к горячему утюгу.
Например, паяльник 230 В от Rapid Electronics: паяльник
Подготовка паяльника:
Установите паяльник на подставку и вставьте его в розетку. Утюгу потребуется несколько минут, чтобы достичь своей рабочей температуры около 400 ° C.
Смочите губку в подставке. Лучший способ сделать это — приподнять подставку и подержать под струей холодной воды в течение на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым.
Подождите несколько минут, чтобы паяльник нагрелся. Вы можете проверить, готов ли он, попытавшись расплавить немного припоя на наконечнике.
Протрите кончик утюга влажной губкой. Это очистит наконечник.
Расплавьте немного припоя на кончике утюга. Это называется лужением, и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
Держите паяльник как ручку у основания ручки (представьте, что вы собираетесь написать свое имя). Не прикасайтесь к горячему элементу или наконечнику.
Прикоснитесь паяльником к стыку, который нужно сделать. Убедитесь, что он касается как вывода компонента, так и дорожки. Держи кончик там на несколько секунд и …
Нанесите немного припоя на соединение. Он должен плавно перетекать на свинец и гусеницу, чтобы сформировать форму вулкана, как показано на рисунке. на диаграмме. Наносите припой на соединение, а не на железо.
Удалите припой, затем утюг, сохраняя соединение неподвижным. Прежде чем перемещать монтажную плату, подождите несколько секунд, пока соединение остынет.
Внимательно осмотрите соединение. Он должен выглядеть блестящим и иметь форму вулкана. Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут и отслеживают полностью нагреваются перед нанесением припоя.
Если вы получили ожог, см. Раздел «Первая помощь при ожогах» ниже.
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы не специалист, разумно использовать радиатор, прикрепленный к проводу между стыком и тело компонента.Можно купить специальный инструмент, но стандартный зажим «крокодил» (без пластиковой крышки). работает так же хорошо и дешевле.
Радиатор работает, забирая часть тепла, выделяемого паяльником, и это помогает предотвратить чрезмерное повышение температуры компонента.
Rapid Electronics: зажим «крокодил»
Рекомендации по пайке компонентов
Очень заманчиво сразу приступить к пайке компонентов на печатной плате, но сначала найдите время, чтобы определить все детали.Наклеивая их на лист макулатуры и маркировка каждого из них имеет смысл, и вы с меньшей вероятностью сделаете ошибку, если сделаете это.
Некоторые ИС чувствительны к статическому электричеству и будут поставляться в антистатической упаковке — оставьте эти микросхемы в упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, прикоснувшись к металлическому водопроводную трубу или оконную раму перед работой с ИС.
- Наклейте компоненты на бумагу с помощью липкой ленты.
- Определите каждый компонент и напишите рядом с ним его имя или значение.
- При необходимости добавьте метки (R1, R2, C1 и т. Д.), Используемые на схеме проекта.
- Значения резисторов можно найти по цветовой кодировке. объяснено на странице резисторов. Вы можете сделать свой собственный калькулятор цветового кода.
- Значения конденсаторов могут быть немного сложнее, различные системы маркировки объяснено на странице конденсаторов.
Некоторые компоненты требуют особого ухода при пайке.
Многие должны быть размещены правильно, а некоторые могут быть легко повреждены теплом от пайки.
В таблице приведены рекомендации по различным компонентам и предлагаемый порядок их установки. на борту. Как правило, лучше начинать с мельчайших деталей, но не для стрип-картона. Полезно начать с держателя (ов) ИС в качестве ориентира для других деталей.
Связи проволочные
Соединения проводов между точками на плате могут быть выполнены с помощью одножильного провода с пластиковым покрытием, который необходимо зачистить, или луженую медную проволоку, если звено не будет касаться других частей. Луженая медная проволока выглядит как припой, но вы можете Почувствуйте разницу, он жестче припоя (и не плавится).
Провода к частям вне платы должны быть гибкими, поэтому используйте для них многожильный провод с пластиковым покрытием, популярным типом является проволока 7 / 0,2 мм (7 жил проволоки диаметром 0,2 мм). Одножильный провод непригоден, потому что он ломается при многократном сгибании.
Rapid Electronics: набор проводов 7 / 0,2 мм
| Пайка компонентов Установите компоненты на плату в следующем порядке: |
| 1. Держатели микросхем Подключите правильно — выемка напомнит вам, в какую сторону разместить ИС. НЕ вставляйте пока микросхемы. |
| 2. Резисторы Подключите в любом направлении. |
| 3. Конденсаторы малой емкости Конденсаторы малой емкости (<1 мкФ) не поляризованы. Подключите в любом случае. |
| 4. Электролитические конденсаторы (1 мкФ +) Подключите правильным образом, ищите + или — рядом с одним проводом. Они могут быть радиального типа (оба вывода на одном конце) или осевого типа (выводы на каждом конце). |
| 5. Диоды Подключите правильно. Полоса отмечает катод (линия на символе), обычно обозначаемый буквой k на диаграммах. Для германиевых диодов используйте радиатор. |
| 6. Светодиоды Подключите правильно, катод — это короткий провод. Диаграмма будет иметь или + для анода, k или — для катода. |
| 7. Транзисторы Транзисторы имеют 3 «ножки» (вывода), поэтому будьте особенно внимательны, чтобы правильно их подключить.Они могут быть повреждены нагреванием, используйте радиатор, пока не сможете быстро паять. |
| 8. Проволочные связи Связи между точками на плате могут быть выполнены одножильным проводом с пластиковым покрытием, или луженую медную проволоку, если звено не будет касаться других частей. |
| 9. Детали с собственными проводами Зажимы аккумулятора, зуммеры и т. Д. При необходимости подключите правильным образом. |
| 10. Провода к частям вне платы Используйте многожильный провод для переключателей, реле, громкоговорители, переменные резисторы и т. д. |
| 11. ИС (микросхемы) Подключите правильно, ищите выемку или точку рядом с контактом 1. Убедитесь, что все штифты выровнены с гнездом, прежде чем сильно надавить на него большим пальцем. |
Что такое припой?
Традиционный припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца. Плавится при температуре около 200 ° C.
Современный бессвинцовый припой представляет собой сплав олова с другими металлами, включая медь и серебро.Плавится при температуре около 220 ° C.
Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова.
Фотография © Rapid Electronics
Всегда мойте руки после использования припоя , это особенно важно при использовании традиционных припой, поскольку он содержит токсичный свинец.
Наилучший размер припоя для электроники — 22 swg (swg = стандартный калибр проводов) и Я рекомендую использовать бессвинцовый припой.
Rapid Electronics: бессвинцовый припой
Припой для электроники содержит крошечные сердечники из флюса, похожие на провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя. Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа. Без флюс, большинство соединений выйдет из строя, потому что металлы быстро окисляются, а сам припой не должным образом стечь на грязную окисленную металлическую поверхность.
Удаление припоя
На каком-то этапе вам, вероятно, потребуется распаять соединение, чтобы удалить или переместить провод или компонент.Удалить припой можно двумя способами:
1. С демонтажным насосом
Также известен как «присоска для припоя». Лучше всего использовать один с ESD (электростатический разряд). насадка для защиты некоторых микросхем, которые могут быть повреждены статическим электричеством.
- Настройте насос, нажав на подпружиненный плунжер вниз до его фиксации.
- Приложите насадку насоса и наконечник паяльника к стыку.
- Подождите секунду или две, пока припой расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать расплавленный припой в инструмент.
- Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Насос нужно будет время от времени опорожнять, открутив форсунку.
Rapid Electronics: насос для удаления припоя
С помощью демонтажного насоса (присоски для припоя)
2. С оплеткой для удаления припоя
Медная оплетка действует как фитиль для расплавленного припоя, который легко течет по оплетке вдали от стыка.
- Прикрепите конец медной оплетки и наконечник паяльника к стыку.
- По мере плавления припоя большая часть его будет стекать на оплетку в сторону от стыка.
- Снимите сначала оплетку, затем паяльник.
- Отрежьте и выбросьте конец оплетки, покрытой припоем.
Rapid Electronics: оплетка для удаления припоя
После удаления большей части припоя из стыка (-ов) вы можете удалить провод или компонентный провод (подождите несколько секунд, чтобы он остыл).Если соединение не разваливается, легко примените паяльник, чтобы расплавить оставшиеся следы припоя одновременно с разъединением стыка, снятием осторожность, чтобы не обжечься.
Первая помощь при ожогах
Большинство ожогов от пайки, вероятно, будут незначительными, и лечение простое:
- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут).Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не применять кремы или мази.
Без них ожог заживает лучше. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
Для снижения риска ожогов:
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если вы не уверены, что он холодный.
Rapid Electronics любезно разрешили мне использовать их изображения на этом веб-сайте, и я очень благодарен за их поддержку. У них есть широкий ассортимент компонентов, инструментов и материалов для электроники, и я рад рекомендую их как поставщика.
Политика конфиденциальности и файлы cookie
Этот сайт не собирает личную информацию.Если вы отправите электронное письмо, ваш адрес электронной почты и любая личная информация будет используется только для ответа на ваше сообщение, оно не будет передано никому. На этом веб-сайте отображается реклама, если вы нажмете на рекламодатель может знать, что вы пришли с этого сайта, и я могу быть вознагражден. Рекламодателям не передается никакая личная информация. Этот веб-сайт использует некоторые файлы cookie, которые классифицируются как «строго необходимые», они необходимы для работы веб-сайта и не могут быть отклонены, но они не содержат никакой личной информации.Этот веб-сайт использует службу Google AdSense, которая использует файлы cookie для показа рекламы на основе использования вами веб-сайтов. (включая этот), как объяснил Google. Чтобы узнать, как удалить файлы cookie и управлять ими в своем браузере, пожалуйста, посетите AboutCookies.org.
electronicsclub.info © Джон Хьюс 2021 г.
Общие сведения о пайке — Часть 4: Как использовать флюс при пайке электроники
Пару недель назад я проходил раз в два года процесс продления регистрации на машину моей жены.После тестирования машины и оплаты пошлины мне выдали две маленькие таблички с датой регистрации на номерных знаках. Тем не менее, вы должны быть осторожны, потому что, если их неправильно нанести, эти ярлыки могут отсоединиться во время движения по дороге. Это может привести к импровизированной встрече на дороге с полицейским, который потребует, чтобы вы заплатили дополнительные сборы. Ключ к предотвращению этого — перед нанесением этикеток убедитесь, что поверхность номерного знака чистая и сухая.
Тот же принцип применяется, когда электронные компоненты припаяны к печатной плате. Если металлическая поверхность платы не очищена и не подготовлена для пайки, вы не получите хорошей металлургической связи между поверхностями. И если оплата штрафных санкций из-за отсутствия текущих номерных знаков на вашем автомобиле обходится дорого, просто подождите, пока вы не начнете получать счета за отказы компонентов на ваших печатных платах из-за плохих паяных соединений. Ключом к получению хорошего паяного соединения является использование химического чистящего средства, известного как флюс, до и во время процесса пайки.Вот более подробный обзор всего этого и того, как использовать флюс при пайке электроники.
Определение и объяснение того, как использовать флюс при пайке электроники
Flux — это химическое чистящее средство, используемое до и во время процесса пайки электронных компонентов на печатные платы. Флюс используется как при ручной пайке вручную, так и в различных автоматизированных процессах, используемых контрактными производителями печатных плат. Основное назначение флюса — подготовка металлических поверхностей к пайке путем очистки и удаления любых оксидов и загрязнений.Оксиды образуются при контакте металла с воздухом и могут препятствовать образованию хороших паяных соединений. Флюс также защищает металлические поверхности от повторного окисления во время пайки и помогает процессу пайки, изменяя поверхностное натяжение расплавленного припоя.
Флюс состоит из основного материала и активатора — химического вещества, которое способствует лучшему смачиванию припоя за счет удаления оксидов с металла. Он также содержит другие растворители и добавки, которые помогают в процессе пайки, а также препятствуют коррозии.Флюс может быть твердым, пастообразным или жидким в зависимости от того, как и где он будет использоваться. Для ручной пайки флюс можно нанести ручкой для флюса или обычно он находится в сердечнике припоя, который использует большинство технических специалистов. Для автоматизированных процессов пайки, используемых CM при производстве печатных плат, существует несколько различных способов нанесения флюса.
Применение различных типов флюсов
Согласно IPC J-STD-004B для пайки электроники используются флюсы трех различных категорий.Эти категории: Канифоль и заменители канифоли водорастворимые и не требующие очистки. Внутри этих категорий находятся различные типы и химический состав флюсов в зависимости от потребностей компонентов и плат, подлежащих пайке. В зависимости от автоматизированного процесса пайки, используемого вашим контрактным производителем, флюс будет применяться следующими способами:
- Пайка волной припоя: Флюс, используемый для пайки волной, обычно состоит из большего количества растворителей, чем флюс, используемый для других применений, и будет распылен на плату до того, как она пройдет через волну припоя.Оказавшись на месте, флюс очистит компоненты, которые должны быть припаяны, чтобы удалить любые образовавшиеся оксидные слои. Если на плате используется менее агрессивный тип флюса, то перед нанесением флюса плата должна пройти предварительную очистку.
- Solder Reflow: Для плат, которые подвергаются процессу оплавления припоя, используется паста, состоящая из липкого флюса и небольших шариков металлического припоя. Эта паяльная паста удерживает детали на месте до тех пор, пока тепло печи не заставит частицы припоя оплавиться.Мало того, что металлические поверхности очищаются флюсом, пастообразный характер флюса изолирует воздух, предотвращая дальнейшее окисление. Флюс для паяльной пасты также содержит добавки для улучшения характеристик текучести припоя при его плавлении.
- Селективная пайка: Флюс, используемый для процессов селективной пайки, наносится либо распылением, либо с помощью более точного процесса капельно-струйной пайки.
Метод, которым флюс наносится на каждый из этих процессов пайки, тщательно контролируется, чтобы гарантировать, что флюс может выполнять свою работу без нарушения целостности процесса пайки.Например, если используется паяльная паста, в которой концентрация растворителей выше, чем у других типов паст, может возникнуть проблема, если флюс нагревается слишком быстро. Нагретые растворители могут выделять газ, образуя пустоты в паяном соединении, и разбрызгивать расплавленный припой на участки платы, которые не следует паять. По этой причине процесс оплавления припоя тщательно контролируется с помощью стадий предварительного нагрева, температурной выдержки и оплавления.
DFM для печатных плат HDI
Загрузить сейчас
Флюс для очистки электроники
Еще одним аспектом флюса является необходимость очистки печатной платы после того, как он выполнил свою работу.Некоторые флюсы вызывают коррозию, и их остатки могут продолжать свою активность и повредить печатную плату еще долгое время после ее изготовления. Каждая из трех категорий флюсов, упомянутых выше, имеет свои собственные потребности в очистке:
- Канифоль На основе: Этот флюс необходимо очищать специальными химическими растворителями, которые обычно содержат фторуглероды.
- Водорастворимый: Существует множество чистящих средств, которые можно использовать для водорастворимых флюсов, таких как деионизированная вода и моющие средства.
- No-Clean: Судя по названию, эти флюсы практически не требуют очистки. Обычно любая очистка имеет больше эстетической привлекательности, чем фактическое загрязнение. Однако остаточный флюс, не требующий очистки, может снизить эффективность адгезии конформных покрытий, поэтому все же рекомендуется некоторая очистка.
Для более агрессивных флюсов необходима очистка. Некоторые процессы производства печатных плат, такие как экранированные области печатной платы, которые подвергаются пайке волной, могут потенциально скрывать остатки флюса.Этот остаточный флюс со временем может вызвать серьезные проблемы для печатной платы, если ее не очистить. Однако, помимо коррозионных проблем более активных флюсов, даже остатки неочищенных флюсов могут мешать тестированию печатных плат, оптическому инспекционному оборудованию и некоторым чувствительным электронным компонентам. В общем, по возможности лучше удалять остатки флюса.
Чего можно ожидать от контрактного производителя
Существует множество различных категорий, типов и составов флюсов для пайки, так же как существует множество различных типов припоев и процессов пайки.Чтобы быть уверенным, что конструкция вашей печатной платы будет изготавливаться правильно с наилучшим сочетанием материалов и процессов, вам необходимо работать с CM, который полностью понимает все это. Ваш менеджер по маркетингу должен иметь многолетний опыт работы с этими различными материалами, а также оборудование и ресурсы для облегчения этих процессов.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя.Припой — это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим утюгом. Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Содержание
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Припой плавится за счет тепла от утюга, подключенного к контроллеру температуры. Он нагревается до температуры, превышающей его точку плавления, около 600 градусов по Фаренгейту, что затем вызывает его плавление, которое затем охлаждается, образуя паяное соединение.
Помимо создания прочных электрических соединений, припой можно удалить с помощью приспособления для удаления припоя.
Припой — это металлический сплав, используемый для создания прочных постоянных связей; например, соединение меди в печатных платах и соединения медных труб. Он также может поставляться двух разных типов и диаметров, бессвинцовый и бессвинцовый, а также от 0,032 до 0,062 дюйма. Внутри сердечника припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Присадочные металлы, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако, в соответствии с правилами, припои на основе свинца все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра. .
Иногда в месте соединения присутствуют загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление, а иногда может химически очистить металл. Используемый флюс канифольный флюс , который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, в которых используются все более высокие температуры, что, в свою очередь, обеспечивает все более прочное соединение:
- Пайка мягким припоем (90 ° C — 450 ° C) — Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре менее 400 ° C. Эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурой ликвидуса. ниже 350 ° C.Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C) — Латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температуры, при которой паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C) — В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке. Однако, как и при твердой пайке, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который плавится и действует как связующее.
Паяльник — это ручной инструмент , используемый для нагрева припоя , обычно от источника питания при высоких температурах, превышающих точку плавления металлического сплава.Это позволяет припою течь между деталями, которые необходимо соединить.
Этот паяльный инструмент состоит из изолированной ручки и металлического металлического наконечника с подогревом. На хорошую пайку влияет чистота жала паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
Помимо паяльника, более старые присоски s являются важной частью паяльной установки.Если применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльные пистолетыиспользуются там, где требуется больше тепла, поскольку утюги потребляют меньшую мощность. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелых работ по пайке электроники. Когда вам нужно паять с перерывами, паяльник намного практичнее, так как он намного быстрее остывает.
Step by Step PCB Жала для паяльников для новичков
Традиционный, старый тип припоя представляет собой смесь свинца (Pb) и олова (Sn).Этот тип припоя (60/40 — Pb / Sn) плавится при 200 ° C и обычно состоит из 60 процентов олова и 40 процентов свинца. Однако сегодня желательно использовать бессвинцовый припой, чтобы избежать токсичной окружающей среды. Бессвинцовый припой — это более современный сплав, который по-прежнему содержит олово, но заменяет свинец нетоксичными металлами, такими как медь и серебро. Типичный бессвинцовый припой плавится при 220 ° C. Свинец ядовит при проглатывании, вдыхании или всасывании через кожу. Свинец может в конечном итоге вызвать повреждение мозга или смерть, поэтому используйте вентилятор для вентиляции рабочего места и мойте руки после работы с припоем на основе свинца.
Рисунок 1: Пайка компонентов со сквозным отверстием на печатной плате. (Изображение: Эрик Арчер, CC BY-SA 2.0 через Wikimedia Commons.)Необходим приличный паяльник с контролем температуры . Убедитесь, что у выбранного вами утюга есть легко заменяемые наконечники. Если вы новичок в пайке, рекомендуется использовать термостойкий силиконовый кабель, чтобы он не расплавился при прикосновении к горячему утюгу. Кроме того, вам понадобится подставка для пайки, влажная губка для очистки паяльного жала и припой. Паяльная оплетка отводит излишки припоя в случае ошибки, а для «больших разливов припоя» есть ручной инструмент, называемый вакуумным насосом для удаления припоя или «присосой для припоя», который отсасывает излишки припоя.
Новички в пайке могут также захотеть использовать радиатор, так как тепло, вызванное процессом пайки, может повредить некоторые компоненты. Радиаторы устраняют некоторые проблемы, вызванные избыточным теплом, предотвращая чрезмерное повышение температуры таких компонентов, как герконы, транзисторы и интегрированные микросхемы (ИС). Даже простой зажим из кожи аллигатора предпочтительнее, чем ничего, так как он легко ложится на кошелек и рассеивает тепло, поэтому вы можете дольше прикладывать тепло во время пайки и не повредить компоненты.Чтобы использовать зажим, прикрепите его к проводу, который находится между корпусом компонента и предполагаемым паяным соединением.
Внутри припоя для электроники вы можете найти небольшую сердцевину из флюса, которая улучшает текучесть припоя, но также вызывает коррозию. Флюс также является химическим очищающим средством. [1] При плавлении припой очищает металлические поверхности. Припой может правильно стекать по чистой металлической поверхности (т. Е. Не окисляться). Если окисление является проблемой, перед пайкой вы можете взять мелкозернистую наждачную бумагу и аккуратно стереть окисленный материал, чтобы соединения, выполненные припоем, были надежными.Окисленные покрытия возникают естественным образом и могут создавать барьер между припоем и выводами или проводами, который может мешать потоку электронов, действуя как изолятор. Однако припой доступен не только для электроники. Водопроводчики используют его, чтобы «пропотеть» трубы и арматуру, а в витражах используется свинец, который попадает между кусками стекла, стыки которых необходимо спаять, чтобы скрепить стекла вместе. Припой для сантехники или витражей нельзя использовать для электроники.
Рис. 3. Припой для электроники имеет канифольный флюсовый сердечник, который улучшает текучесть.Изображение: Кевин Хэдли (собственная работа) [CC-BY-SA-3.0], через Wikimedia Commons Обратите внимание, что для электроники припой подходящего размера имеет диаметр около 1 мм и канифольный стержень. Водопроводный припой имеет кислотный припой, а припой для витражей имеет твердый сердечник диаметром 1/8 дюйма (~ 3 мм). Однако не используйте ни один из них для электроники.
Независимо от того, что вы паяете (сантехнику, витражи или электронику), не кладите паяльник ни на что, кроме подставки для паяльника.Можно сделать самодельную подставку, которая отталкивает наконечник от поверхностей, но паяльники могут вызвать серьезные ожоги, возгорание и появление токсичных паров горючих материалов.
Подготовка
Для чистки кончика утюга можно использовать губку. Намочите губку на подставке для пайки и отожмите лишнюю воду, так как она должна быть влажной, а не насквозь мокрой. Если на вашей подставке нет губки, подойдет обычная губка из продуктового магазина. Не покупайте губку, пропитанную моющими средствами.Не покупайте губку типа «волшебный ластик» с мелкопористой поверхностью. Вам нужно немного трения, чтобы стереть мусор, образующийся при пайке. Натуральные губки приемлемы, но излишне дороги и не подходят для протирки жала паяльника. Губку некуда положить? Вы можете намочить дешевую губку, сложить ее пополам и положить в банку с кормом для тунца или кошки краями вверх. Наконечник припоя хорошо очистит эти края.
Поместите паяльник на подставку и подождите от 30 секунд до нескольких минут (в зависимости от вашего паяльника), чтобы он нагрелся до 400 ° C.Ваш паяльник достаточно горячий, когда немного припоя быстро тает на жало, что вы должны сделать перед запуском. Когда припой начинает плавиться, легкое лужение наконечника припоем способствует хорошей теплоотдаче при начале пайки.
Паяльные компоненты под заказ
Начните с какой-нибудь организации, разложив все свои компоненты и пометив их. Организация может сделать процесс менее напряженным. Многие компоненты имеют сквозное отверстие, что означает, что вы будете вставлять ножки компонентов через отверстие на печатной плате.
Перед тем, как приступить к пайке микросхем или других компонентов, которые также чувствительны к разряду статического электричества, обязательно заземлите себя и наденьте заземленный браслет, предназначенный для предотвращения накопления статического разряда. Это похоже на ремень безопасности; никто не хочет этого делать, но это должно быть привычкой ради безопасности. Большинство микросхем никогда не демонстрируют повреждения, вызванные статическим разрядом сразу после этого. Однако характеристики микросхем, безусловно, могут ухудшиться намного быстрее, если они будут заблокированы изношенным, скользящим по ковру наполнителем для печатных плат.Если вы должны припаять микросхему без браслета, по крайней мере, заземлите себя перед работой с микросхемами. (По своим масштабам статический разряд может сделать с чипсами во многом то же, что микробы могут сделать с людьми. Вы не можете этого увидеть, но он может нанести серьезный ущерб.)
Когда вы припаиваете компоненты к печатной плате, это помогает начать с пайки компонентов, которые в наименьшей степени подвержены тепловыделению. Начните с пайки разъемов IC (еще не добавляя чип в разъем). Далее припаиваем резисторы.Следующими будут конденсаторы, начиная с конденсаторов ниже 1 мкФ. Затем припаяйте любые колпачки на 1 мкФ или выше, которые, скорее всего, будут электролитическими (которые очень похожи на крошечную жестяную банку).
Затем припаиваем диоды, светодиоды, затем транзисторы. Транзисторы более склонны к повреждению из-за чрезмерного нагрева, поэтому, чтобы быть осторожным, закрепите радиатор (зажим из крокодила) на ножке транзистора рядом, но не касаясь банки, если это возможно. Затем добавьте провода, перемычки и любые другие компоненты. Плата уже может быть захламлена, но вам нужно разместить свои ИС в последнюю очередь.Установите микросхему на место, затем плотно и равномерно надавите на нее. Обратите внимание, что некоторые ИС будут в антистатической упаковке из-за статической чувствительности, и вы должны оставить их в упаковке до тех пор, пока они не понадобятся.
В процессе пайки
Держите паяльник за основание ручки, как карандаш, чтобы не обжечься наконечником. Паяльник должен контактировать с ножкой или выводом компонента и дорожкой на печатной плате. Затем подержите металлический наконечник на желаемом соединении / стыке на пару секунд и нанесите немного припоя на наконечник припоя, где он касается стыка.Припой должен плавиться и плавно течь. Используйте только столько припоя, чтобы образовалось крошечное соединение в форме вулкана. Затем удалите припой и утюг, оставив только что соединенные компоненты на несколько секунд, пока соединение не затвердеет. Стык должен быть конусообразным и блестящим. Если нет, повторно нагрейте и введите еще припой или средство для удаления припоя и попробуйте еще раз.
Удаление припоя
Если вы не являетесь хорошо испытанным роботом, вам нужно будет в какой-то момент удалить припой с соединения.Будь то изменение положения, удаление или добавление компонента, есть два способа выполнить работу.
Первый метод — использовать демонтажный насос с соплом электростатического разряда (ESD). Электростатический разряд защищает ИС, которые могут быть повреждены статическим электричеством. Для начала вы нажимаете подпружиненный поршень вниз до фиксации, настраивая насос. Затем приложите железный наконечник и сопло к стыку и подождите несколько секунд, пока припой не расплавится. Чтобы освободить плунжер и всосать расплавленный припой, просто нажмите кнопку на насосе для удаления припоя.Удалите как можно больше припоя и повторите при необходимости. Наконец, не забывайте время от времени опорожнять насос, откручивая насадку и выбрасывая маленькие деформированные шарики припоя в мусор. (Никогда, никогда не позволяйте детям или домашним животным есть красивые блестящие шарики припоя.)
Другой способ распайки стыка — это наложить припойную оплетку или фитиль. Устройство для снятия паяльной оплетки действует как фитиль для расплавленного припоя; она стекает из стыка на тесьму.
Сначала приложите железный наконечник и конец медной оплетки к стыку.Затем, когда припой начнет плавиться, он потечет из стыка на оплетку. Затем просто снимаем оплетку и потом пайку. (Если оплетка будет последней, припой может быстро затвердеть и прилепить всю оплетку к стыку, который вы пытаетесь очистить.) Отрежьте и выбросьте покрытую припоем часть оплетки.
В большинстве случаев вы сможете легко удалить провод или компонент после того, как он остынет. Если нет, снова примените паяльник, чтобы расплавить оставшийся припой, осторожно потянув за компонент, чтобы освободить его.(Постарайтесь не обжечься.)
Чипы больше не большие, поэтому их легко паять
К сожалению, большие чипы PDIP, которые были распространены десять или два года назад, сейчас очень трудно найти. Многие производители сейчас вообще не делают свои микросхемы в упаковке PDIP, поскольку большая часть пайки выполняется машинами для набивки печатных плат в больших объемах. Любая компания, которая до сих пор производит микросхемы в корпусе, достаточно большом, чтобы его можно было легко припаять вручную, является святой. Никто не зарабатывает деньги на больших упаковках, поскольку большая часть электроники должна быть как можно меньше, чтобы сэкономить деньги, особенно при больших тиражах.Тем не менее, не только любители должны создавать прототипы; Каждый продукт начинается с дюжины или около того прототипов, которые используются для тестирования и настройки в реальной жизни перед запуском в серийное производство.
Примечание. В этой статье вкратце описаны наиболее важные аспекты сквозной пайки. Однако на YouTube и на многих других сайтах есть сотни руководств, демонстрирующих искусство пайки в видеороликах, которые невозможно описать в одной статье. Одной из наиболее сложных задач пайки является пайка очень маленьких устройств с крошечными ножками / выводами / контактами, которые расположены очень близко друг к другу и находятся на поверхности печатной платы, а не через отверстия в печатной плате, такие как устройства для поверхностного монтажа (SMD).
[1] https://en.wikipedia.org/wiki/Flux_ (металлургия)
Soldering 101 — 4 шага для успешной пайки
Пайка
Мне задали миллион вопросов, связанных с пайкой / пайкой ну, это огромное преувеличение, но — это , который является предметом многих вопросов, которые мне задают, и не зря. Наверное, нет другой техники, вызывающей столько страха, неуверенности и замешательства, как пайка. Пайка и умение делать это требует практики.Но при правильном обучении и некоторых практических репетициях каждый может хорошо паять.
На первый взгляд большинство вещей может показаться пугающим: представляет собой самую грязную комнату, которую вы можете себе представить. (нет, не моя студия). Затем подумайте, как бы вы себя чувствовали, если бы кто-то сказал: «Убери это»! Ошеломленный (и, вероятно, немного раздраженный тем, что вы застряли с уборкой этой воображаемой комнаты), вы оглядываетесь — немного ошеломленный и сбитый с толку. Но, включите хорошую аудиокнигу, начните с одного угла, возьмите несколько ящиков для хранения, пару крючков, шкаф или два и время, и, прежде чем вы это узнаете, комната чистая.Сосредоточиться на общем сценарии — это ошеломляюще. Но если вы сосредоточитесь на только на одном маленьком месте, то вполне подойдет. Итак, мы рассмотрим пайку, обращая внимание только на небольшие части целого.
Я нарушил это обсуждение пайки, процесса, материалов и инструментов. Как свидетельствуют многие видео и веб-страницы, перечисленные выше, я написал много материалов по пайке. Пожалуйста, найдите время и проверьте мои веб-страницы и мои видео.
Итак, как и в случае уборки этой грязной студии, мы будем делать небольшие шаги.
Как вы, несомненно, знаете, к настоящему времени пайка связана с нагревом — очень много его . Мы используем газовую горелку, чтобы позволить нашему металлу достичь температуры, необходимой для плавного течения припоя. Припой соединяется с металлом за счет капиллярного действия (представьте, что вода движется вверх по бумажной салфетке). Независимо от того, работаете ли вы с любым из различных видов серебра, золота или недрагоценных металлов (бронзы, латуни, меди и т. Д.), Следующие методы будут относительно одинаковыми. Однако у каждого металла есть свои особенности, которые могут немного повлиять на определенные части процесса.Некоторые из них будут подробно обсуждены позже.
Припой
Припой — это клей, который скрепляет различные металлические детали. Для растекания припоя металл должен быть чистым — весь, включая припой и флюс . Причина в том, что грязь, жир, оксиды и т. Д. создают барьер между металлом и припоем . Думайте о грязной поверхности, как о полиэтиленовой пленке на бутерброде с ветчиной (ваше потенциальное соединение припоя).Пластиковая пленка защищает вас (теоретический припой) от вкусного бутерброда. Если вы удалите пленку, ваш рот и бутерброд могут счастливо соединиться. (Это самая странная (и, возможно, худшая) аналогия на свете?).
Подробная информация о самом припое подробно обсуждается на моей странице On Solder . Обсуждение припоя в этом разделе будет касаться его взаимодействия в процессе пайки и проблем, которые могут возникнуть.
Успешная пайка — четыре шага
Я придумал 4 различных процедуры, которые должны обеспечить успех при пайке.Эти шаги:
- Good Fit
- Чистый металл / припой / флюс / руки
- Нагрев
- Flux — см. Страницу с названием: Пайка 101 — Защита от окисления, флюса и образования накипи / пятен.
Это просто означает, что два металлических куска, которые вы соединяете вместе, подходят как можно ближе.
В случае стыкового соединения, которое вы используете для кольца или соединения лицевой панели вместе, края должны быть заподлицо и плотно прилегать .Поднесенный к свету, вы должны увидеть очень мало света.
При использовании круглой проволоки и трубок, вы должны подпилить плоское пятно с каждой стороны частей, которые будут соединяться вместе. Это не только упростит предотвращение скатывания деталей во время процесса пайки, но и повысит прочность соединения. Это даст в результате: больше площади для растекания припоя.
Смотрите мое видео: Плоские квадратные кромки на листовом металле для получения информации о том, как добиться хорошего прилегания.Кроме того, два неоценимых инструмента для получения квадратных кромок на металле, трубах и проволоке: Приспособление для резки под углом и тиски (см. Мою страницу об этом инструменте) Приспособление для резки под углом и тиски и тиски Machinist’s Tise (также известные как Toolmaker’s Screwless Тиски). Существуют также плоскогубцы для резки труб , которые можно использовать для труб и проволоки. Они также отлично подходят для удержания труб и проволоки, если вам нужно их зажать: для сверления, для заполнения канавок и т. Д.
Шаг 2: Очистка металла / припоя / флюса / рукБольшинство людей понимают, что их металл должен быть чистым, но как насчет флюса и припоя? Еще люди забывают о руках.Вы могли бы начать с совершенно чистых кончиков пальцев, но не почесали ли вы лицо, отполировали кольцо или погладили кошку прямо перед тем, как приступить к пайке? Если это так, вы можете поспорить, что ваши руки содержат какую-то «грязь».
Чистые руки
На вашем лице много сальных желез, поэтому, находясь в студии, возьмите за привычку держать руки подальше от красивого лица . То же самое и с милым котиком.
Можно мыть руки с мылом с песком , например Boraxo. В некоторые мыла добавлены увлажняющие средства и могут добавить слой масла на руки.
Чистота является обязательным условием успешной пайки, потому что, попросту говоря, и припой, и флюс, не будут протекать через любую грязь : окисление, жир и, конечно же, грязь. Итак, чтобы убедиться, что вы получите идеальное паяное соединение, вымойте посуду.
Средство для мытья посуды Dawn и горячая вода тоже подойдут. Ваши руки будут в беспорядке. Они будут сухими, потрескавшимися, мозолистыми. Твоя карьера ручного модели официально окончена.
Чистый металл
Очистка металла обсуждается в моем видео: Как очистить металл . Наждачная бумага — также эффективный способ очистки металла . Он имеет дополнительное преимущество — снимает «блеск» с ваших поверхностей. Flux плохо растекается по блестящему металлу , поэтому шлифовка поверхностей для пайки поможет обеспечить равномерное покрытие флюса. Для этого я использую наждачную бумагу с зернистостью от 400 до 1000.
После очистки металла держите его за края , чтобы уменьшить контакт с грязью.
Чистый припой
Очистить припой довольно просто, если вы используете лист или проволоку — вы просто очищаете его, как листовой металл. С помощью проволочного припоя я несколько раз протягиваю его через зеленую щетку и сушу полотенцем. Это сходит с ума, когда нужно чистить паллионы . Вы можете поместить паллионы в ультразвуковой очиститель . Используйте контейнер из проволочной сетки, как те, что используются часовщиками, чтобы поместить в него паллионы. В Англии вы можете получить один в Redroosteruk Ltd. В США: Esslinger.com (менее 4 долларов США). Amazon имеет аналогичный тип. Еще одна альтернатива — ситечко для чая — с мелкой сеткой. Срывать палочки со дна ультразвукового прибора, наверное, не так уж и весело!
Чистый флюс
Флюс можно загрязнить, окунув кисть для флюса в контейнер. Через некоторое время бутылка заполнится мусором и другими загрязнениями (такими как кусочки ржавой стали от кистей, кусочки древесного угля от паяльного блока), и ваш флюс испачкается.Чтобы избавить вас от необходимости покупать новый флюс только потому, что он грязный, используйте небольшой контейнер с низкими стенками, чтобы залить флюс. Верхние части банок подойдут. Просто налейте достаточно на день, а остальное выбросьте. Не наливайте обратно в бутылку!
Есть также дозаторов флюса , которые отлично работают. Хотя через время их нужно тщательно очистить, потому что флюс при высыхании кристаллизуется. Кристаллы препятствуют работе дозатора. Но для этого требуется некоторое время. Диспенсер поддерживает чистоту флюса и дозирует флюс в контролируемых количествах . Amazon и другие поставщики ювелирных изделий продают этот продукт, как и Rio Grande .
Есть также дозаторов флюса, которые поставляются в выдавливающих бутылках с различными размерами дозаторов игл . Они хорошо подойдут, если вы выдавите флюс в небольшую миску. В противном случае они могут затопить территорию слишком большим потоком.
СОВЕТ: После нанесения флюса нагрейте флюс до тех пор, пока он не станет стекловидным (белое пузырьковое вещество успокоится).Теперь окуните кисть в немного флюса, возьмите слой припоя и поместите его на (остывший, но еще теплый — кисть не плавится). Теперь у припоя меньше шансов всплыть. Вы также можете сначала скомкать припой — гранулы припоя не так легко отрываются.
Кисти для флюса
Небольшое отступление: для нанесения флюса используйте подходящие кисти. Дешевые пластиковые щетки нелегко подобрать и разместить припоя. Хорошие щетки делают установку припоя менее утомительной.Если прикоснуться пластиковой щеткой к горячему металлу, он, конечно, расплавится. Щетки для волос тоже не останутся невредимыми. Но вы можете урезать их и продолжать использовать. Обычно я покупаю несколько новых щеток каждый год. Мне также нравится иметь под рукой как минимум два разных размера: один для больших площадей, а другой — для меньших.
Есть кисти, предназначенные только для нанесения флюса. Рио, конечно же, продает один тип: незагрязняющую щетку для флюса размером 1 и 8 (больше).Они не загрязняют окружающую среду, поскольку в них не используется сталь для удержания щетины, что исключает возможность переноса ржавчины или стали на вашу работу.
Вы также можете использовать маленькие китайские бамбуковые кисти . У них есть отличные чаевые, и они относительно недорогие.
Шаг 3: НагревОдна из самых больших проблем в обучении пайке — это страх / бесстрашие владельца фонарика — , что является лишь отражением неопытности пользователя с этим инструментом.
Большинство студентов настолько боятся расплавить свои детали, что никогда не достигают температуры текучести припоя. Конечно, есть и другая крайность, когда каждый процесс пайки заканчивается жидким металлом. Что делать?
Ну вот тут и приходит практика. Начни с металлолома . Практикуйте все типы соединений — встык, «Т» или полосу и пот. Пайка (ссылка на мое видео о пайке методом пота). Паяй снова и снова и будь бесстрашным .Если он тает, попробуйте еще раз, но поменьше, меньше времени. Нет ничего плохого в том, чтобы расплавить ваш металл — , если это тренировочная деталь. Расплавить украшение, на которое вы потратили часы, оооочень удручает. Но ЭТО БЫВАЕТ! В конце концов, однако, вы и ваш факел соединитесь, и количество повреждений ювелирных изделий (ювелиров) значительно уменьшится.
Одна вещь, которая поможет вам добиться плавного паяного шва, — это подобрать наконечник резака, соответствующий размеру вашей работы.
Итак, расплавителей (вы знаете, кто вы!) не имеют проблем с расплавлением припоя. Но течет ли оно? Он идет по шву или по стенам с одной стороны вылетает? Неужели он так сильно нагрелся, что припой впитался в металл? У вас есть ямы? (Вы перегрели деталь и выгорели цинк в припое!)
Какой наконечник резака вы бы использовали для металла этого размера (не фактический размер, это сравнение соотношения)?
Ответ: B Вам нужен наконечник горелки, особенно из серебра, который будет довольно быстро нагревать металл.
Чистое серебро (235 ° (BTU / (час o F ft)) — лучший металл проводник тепла — медь (223 ° (BTu / (час o F ft)) ) , следующим в очереди идет золото (182 ° (BTU / (hr o F ft)) . Теперь, зная этот факт, вы можете понять, зачем вам нужен наконечник резака большего размера (который приводит к большему пламени)! Когда это огненное, сверхгорячее пламя нагревает ваш металл, тепло начинает распространяться и уходит ОТ пламени. Итак, в приведенном выше примере больший наконечник (наконечник B) будет нагревать металл быстрее. Чтобы нагреть всю эту деталь маленьким наконечником горелки, может потребоваться некоторое время. Тогда вы, вероятно, развили бы сильное окисление и израсходовали бы тонну газа. Вы также могли бы подумать сейчас: «Интересно, потечет ли когда-нибудь этот припой?»
Все предметы, соприкасающиеся с паяемым металлом, особенно с металлом, отводят часть этого тепла, еще больше замедляя процесс.Термин «теплоотвод» относится к отводу тепла. Иногда вам нужен радиатор, например, когда вы пытаетесь защитить предыдущее паяное соединение или тонкий небольшой объект, например, оправу для камней. Блоки древесного угля поглощают тепло, но они отражают его обратно на металл.
Наконечники резаков бывают разных размеров. Система нумерации зависит от типа вашей горелки.
Наконечники резака — Выбор правильного размера для работы
Итак, если вы выполнили свой контрольный список: соответствие, флюс, чистота, а припой не течет, подумайте о замене наконечников.
Вот две карты пламени из Rio Grande . Посмотрите, насколько различаются размеры пламени для одних и тех же чисел. В своем видео я сравниваю советы №2.
Вероятно, вы захотите иметь как минимум два наконечника . Три было бы лучше. Фактически, это почти все, что я использую. У меня маленькие чаевые, средние и большие. Большой наконечник используется для отжига, обработки стали, рафинирования и пайки больших деталей. Маленький наконечник предназначен для крошечных паяных соединений — например, для установки 3-миллиметровой корзины или для пайки перемычек.Я использую жало среднего размера для большинства процессов пайки.
Нагрев металла
Следующая важная информация о нагреве: для того, чтобы припой растек, вы должны нагреть металл с обеих сторон соединения до температуры текучести припоя. Если вы нагреете одну сторону больше, чем другую, припой потечет к «горячей стороне».
Не нагревайте припой . Припой — это один из самых маленьких кусочков металла на вашем изделии. Сначала он расплавится, но ничего не сделает, кроме как (если вы его достаточно нагреете) впитается в металл, возможно, начнет разъедать металл, что приведет к образованию ямок или плавлению в лужу.
Когда вы паяете серебро (чистое и чистое, а не аргенций или золото — они тоже не проводят тепло: см. Дополнительную информацию ниже) и медь, вам нужно сначала нагреть самые большие куски.
Рисунок слева показывает , как нагреть деталь с элементами разного размера.
Когда черный квадрат нагревается, он передает тепло розовому квадрату. Итак, розовый квадрат сейчас довольно теплый. В то же время маленький синий квадратик тоже становится довольно горячим, потому что это самый маленький элемент — там меньше мест, куда тепло может уйти и сбежать.К тому времени, как вы поднесете горелку к синему квадрату, припой, вероятно, будет течь или болтаться. Обычно не нужно даже топить третий участок.
Как узнать, когда пора переместить фонарь? Следите за флюсом или цветом металла. Флюс станет полупрозрачным при температуре текучести припоя. Серебро станет светло-розовым, а медь, латунь и бронза — красным. Самый очевидный ключ ко всему — это то, что припой плавится или течет. Не забывайте, что медь, в частности, любит окисляться.Из-за этой тенденции вам нужно попасть туда горячим и быстрым! Не нагревайте медь медленно, если можете.
При пайке аргентиума или золота тепло не уходит, как сумасшедшая. Тепло имеет тенденцию оставаться около горелки, поэтому нагрев всей детали не так уж и важен. С помощью этих металлов вы можете направить тепло к двум сторонам, рядом с местом соединения, где вы хотите, чтобы припой растекся.
При пайке я вставляю и вынимаю резак, нагревая и давая ему остыть, нагревая и давая ему остыть.Сняв горелку, я могу проверить плавление металла, текучесть припоя и другие индикаторы. Когда припой вот-вот потечет, необходимо легкое прикосновение.
Шаг 4: FluxИнформацию о 4-м шаге: Flux, см. На моей странице: Пайка 101: Окисление, флюс и предотвращение образования накипи / пятен.
Выдержка из страницы по предотвращению окисления, флюса и образования накипи / пятен:
«Флюс играет важную роль в пайке.
- Он отвечает за , снижающий поверхностное натяжение , позволяя припою течь.
- Создает на металле лаковое покрытие, которое защищает металл от взаимодействия с атмосферой.
- Flux также используется как индикатор температуры при пайке — когда паста или жидкий флюс достигают точки текучести припоя, они становятся полупрозрачными.
- Flux должен быть совместим с используемым металлом .Используйте флюсы, предназначенные для используемого вами металла.
- Flux имеет потолок температуры . Если имеющееся тепло превышает рабочую температуру флюса, флюс больше не будет работать. Жидкость: 1100 ° F (593,33 ° C) — 1700 ° F (926,67 ° C) Паста: 1100 ° F (593,33 ° C) — 1500 ° F (° 815,56C).
- ЕСЛИ вы используете паяльную пасту , проверьте, включен ли флюс в смесь. Если это так, вам не нужно колебаться. Но, возможно, вы захотите добавить дополнительный флюс, чтобы защитить свой фунт от накипи!
Флюс важен для пайки, даже если ваш металл не вызывает окисления, как чистое серебро или серебро аргентия.Это помогает припою течь.
- Как настроить резак — есть резак, нужно его настроить? Вот как.
- Пайка 101, часть первая и пайка 101, часть вторая
- All About Solder — Вам нужно понимать, с чем вы работаете!
- Плоские квадратные кромки на металле — Важные методы создания квадратных кромок, например, на кольцевых стержнях, трубках, установках и т. Д. — практически любых двух частей, которые вы хотите спаять вместе!
- Подготовка к пайке — Важные шаги перед пайкой.
- Identify Wire Solder — Отметьте свой припой, прежде чем воцарится неразбериха!
- Безопасность ювелирной студии — Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаешь, чем опасна металлическая пыль? Если нет, ничего не шлифуйте — пока!
- Создание сфер одинакового размера — как сделать сферы идеально круглой формы? Возможно, вам нужно знать!
- How to Anneal Silver Sheet — важный навык, иначе вы можете повредить свой металл и работать вдвое тяжелее!
- Проволока для отжига — Нужен обрыв провода? Как насчет расплавленной проволоки? Нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и с легкостью работать!
- Вытяжной вытяжной вентилятор для студии или магазина — один из БОЛЬШИХ ЕДИН для безопасности студии.Научитесь делать свои собственные!
- Как сделать безель и закрепить кабошон Часть первая — Хотите припаять тонкий материал к толстому? Хотите поставить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон, часть вторая — То же сверху.
Пайка ювелирных изделий: как паять настройки, скобы и проволоку. — Мы постоянно паяем разные формы и размеры металла вместе. Хотите перестать таять свои настройки или поручительства? Можно ли паять провод, не расплавляя его?
Пайка ювелирных изделий — Пайка потом, промывка или аппликация — Как припаять два куска металла друг на друга.Узнайте о приемах успешного соединения материалов разного размера и о том, как наносить припой.
Мой плейлист по пайке на YouTube — Список всех моих видео по пайке на YouTube.
- О припое — Узнайте все об используемом вами материале.
- Ацетилен, фонарик, баллоны, безопасность — Огромная страница с гораздо большим, чем просто информацией об ацетилене! Узнайте все о резаках, пайке и о том, как защитить себя!
- Схемы — Схемы, связанные с пайкой.Включает такие вещи, как: температура отжига, размеры клапана сжатого газа, какая температура горит ваш газ, каковы точки плавления вашего металла. Кроме того, есть диаграммы калибра проволоки, диаграммы от миллиметров до долей и дюймов, от сверл до диаграмм с калибрами проволоки. Много информации!
- Очистка металла — полезно знать, если вы планируете что-нибудь паять!
- О маринаде, кислоте, мультиварках и пищевой соде — Как удалить шмуц, оставшийся от пайки, как сделать свой собственный рассол, как использовать рассол и как нейтрализовать рассол.Тонны информации!
- Шкала окисления, флюса и возгорания — Почему происходит окисление? Почему все время накапливается огненная чешуя, как от нее избавиться. Узнайте, что происходит при пайке и решениях.
- 4 шага для успешной пайки — 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя — Как пометить припой, чтобы вы всегда знали, какой он тип.
- Ювелирные инструменты — Harbor Freight — Дешевые инструменты для студии!
- Тиски для резки под углом и зажимное приспособление : Вам сложно подвести концы стоек колец? Оцените этот инструмент!
- Вопросы и ответы: Firescale / Firestain — Узнайте, с чем у других были проблемы, и найдите решения!
- Q&A: Annealing — Как долго выдерживаются температуры отжига.Печной отжиг.
- Q&A: Wire Questions. Спиральная проволока, проволока для сужения, проволока для упрочнения, проволока для правки и многое другое!
- Рецепты: Они больше не только для готовки!
- Рецепт рассола — сделай свой собственный рассол
- Prip’s Flux Recipe — сделайте свой собственный флюс
- Удаление сломанных сверл из металла — сверло сломалось, и вы не можете его вытащить? Вот как удалить сломанные сверла.