Как сделать самодельный токарный станок по металлу
Содержание
- 1 Конструктивные особенности
- 2 Создание суппорта
- 3 Как собрать устройство
- 4 Как выбрать электропривод
- 5 Как создать станок из дрели
- 6 Особенности функционирования
- 7 Техника безопасности
Станок токарный предназначается для того, чтобы изготавливать и обрабатывать изделия из металла. Профессиональные аппараты довольно дороги. Сэкономить возможно, если сделать самодельный токарный станок по металлу. Осуществляется это различными методами.
Содержание
- Конструктивные особенности
- Создание суппорта
- Как собрать устройство
- Как выбрать электропривод
- Как создать станок из дрели
- Особенности функционирования
- Техника безопасности
Конструктивные особенности
Всякий токарный станок по металлу заключает в себе такие компоненты:
- привод – ключевой узел станка, от которого зависит мощность оборудования.
 Выбрать мотор достаточно сложно. В маленьких устройствах возможно применять движок от обыкновенной стиральной машинки, электродрели. Минимальная мощность привода должна составлять 200 Вт, число об/мин – 1500;
Выбрать мотор достаточно сложно. В маленьких устройствах возможно применять движок от обыкновенной стиральной машинки, электродрели. Минимальная мощность привода должна составлять 200 Вт, число об/мин – 1500; - станина – несущая рама устройства. Ее можно изготовить из брусков дерева, уголков из стали. Станина для токарного станка должна быть прочной. В противном случае устройство сломается из-за вибрационного воздействия;
- задняя бабка – материалом изготовления служит пластинка из стали, к которой приварен металлический уголок. Пластинка упирается в направляющие несущей рамы. Она предназначается для того, чтобы фиксировать заготовки из металла при обрабатывании;
- передняя бабка – аналогична задней, однако устанавливается на перемещающейся раме;
ведущий, ведомый центр; - суппорт – элемент упора для рабочей части.
 Выбрать мотор достаточно сложно. В маленьких устройствах возможно применять движок от обыкновенной стиральной машинки, электродрели. Минимальная мощность привода должна составлять 200 Вт, число об/мин – 1500;
Выбрать мотор достаточно сложно. В маленьких устройствах возможно применять движок от обыкновенной стиральной машинки, электродрели. Минимальная мощность привода должна составлять 200 Вт, число об/мин – 1500;Момент вращения от привода к рабочей части сообщается разными методами. Кто-то монтирует ее на приводной вал. Это делается для экономии пространства и денежных средств. Также момент вращения возможно сообщать посредством фрикционной/ременной/цепной передачи. У любого из данных способов имеются собственные минусы и плюсы.
Также момент вращения возможно сообщать посредством фрикционной/ременной/цепной передачи. У любого из данных способов имеются собственные минусы и плюсы.
Ременная передача для электропривода стоит дешевле всего, весьма надежна. Чтобы изготовить ее, примените ремень, который снят с иного агрегата. Минус подобной передачи заключается в том, что ремень постепенно изнашивается. Частота его замены зависит от интенсивности эксплуатации.
Цепная передача имеет более высокую цену, больше по размеру, однако располагает длительным эксплуатационным периодом. Фрикционная передача – средний вариант между цепной и ременной.
Собирая своими руками токарный станок, используйте ту передачу, которая считается подходящей для решения ваших задач. К примеру, в мини-токарном станке рабочую часть желательно монтировать прямо на вал.
Создание суппорта
Суппорт считается важнейшим элементом токарного станка. От него зависимо качество изготавливаемого изделия, количество сил и времени, которое вы затратите на его производство. Суппорт находится на особых салазках, перемещающихся по направляющим, которые установлены на несущей раме. Перемещение выполняется в 3 стороны:
От него зависимо качество изготавливаемого изделия, количество сил и времени, которое вы затратите на его производство. Суппорт находится на особых салазках, перемещающихся по направляющим, которые установлены на несущей раме. Перемещение выполняется в 3 стороны:
- продольно. Рабочая часть устройства перемещается по длине детали. Данное движение применяется, чтобы вытачивать резьбу в изделиях, снимать металлический слой с детали;
- поперечно. Рабочая часть передвигается под углом в девяносто градусов относительно оси детали. Применяется, чтобы вытачивать канавки, отверстия;
- наклонно. Передвижение осуществляется под различными углами. Используется, чтобы вытачивать канавки на поверхности заготовки.
Изготавливая суппорт самодельного токарного станка по металлу своими руками, нужно помнить, что он подвергается изнашиванию из-за вибрационного воздействия. Крепежные элементы расшатываются, появляется люфт. Качество производимых изделий ухудшается. Чтобы предотвратить это, нужно время от времени выполнять настройку суппорта.
Настраивать суппорт необходимо по промежуткам, люфту, сальникам. Убрать промежутки возможно, вставляя клинья промеж направляющих и каретки. Люфт заготовки устраняется специальным винтом.
Если в устройстве изношены сальники, их нужно хорошо помыть, смазать масляной жидкостью. При сильном изнашивании целесообразно поменять сальники на другие.
Как собрать устройство
Чтобы собрать токарный станок по металлу своими руками, нужно выполнить следующие действия:
- Сборка станочной рамы из балок, швеллерных элементов. Если вы намереваетесь осуществлять обрабатывание крупных заготовок, используйте материалы, способные выдержать значительную нагрузку. Например, если вы желаете обрабатывать детали из металла, имеющие длину больше 5 см, толщина материалов для рамы должна составлять минимум 0,3 см для уголков и 3 см для стержней.
- Установка продольных валов с направляющими на швеллерные элементы. Присоединение валов осуществляется посредством сварочного аппарата либо болтов.

- Изготовление передней бабки. Для этого применяется гидравлический цилиндр с толщиной стенок минимум 0,6 см. В него требуется запрессовать пару подшипников.
- Прокладывание вала. Применяются подшипники большого внутреннего диаметра.
- Заливка смазки в гидравлический цилиндр.
- Установка шкива и суппорта с направляющими.
- Монтаж электрического привода.
Если посмотреть на чертежи токарного станка, можно заметить, что для увеличения устойчивости держателя резца применяется подручник, внизу агрегата фиксируется тоненькая металлическая полоска. Она предназначается для того, чтобы защищать рабочую часть устройства от деформирования при обрабатывании заготовки.
Как выбрать электропривод
Самым значимым элементом сделанного своими руками токарного станка считается электропривод. Благодаря ему двигается рабочая часть устройства. Следовательно, чем выше мощность привода, тем больше мощность всего станка. Выбирать движок необходимо, учитывая величину деталей из металла, которые вы намереваетесь обрабатывать.
Следовательно, чем выше мощность привода, тем больше мощность всего станка. Выбирать движок необходимо, учитывая величину деталей из металла, которые вы намереваетесь обрабатывать.
Для обработки небольших заготовок оптимально использовать привод мощностью 1 кВт. Его возможно снять с ненужной швейной машинки. Для обрабатывания крупных деталей необходим движок мощностью 1,5 кВт.
Если вы используете схемы, собирая станок токарный по металлу своими руками, помните, что все электрические элементы должны иметь надежную изоляцию. Если вы не умеете обращаться с электричеством, обратитесь к профессионалу. Так вы точно не получите травму.
Как создать станок из дрели
Если вы желаете сэкономить и облегчить сборку станка, примените вместо движка обыкновенную электродрель. Так вы сможете:
- быстро собирать и разбирать токарный станок своими руками. Электродрель легко демонтируется со станины, может быть применена для сверления отверстий;
- без труда транспортировать устройство.
 Особенно это актуально для тех, кто обрабатывает детали в гаражном помещении, на улице;
Особенно это актуально для тех, кто обрабатывает детали в гаражном помещении, на улице; - сэкономить деньги. Электродрель позволяет не задействовать передачу, применять заменяемые насадки в качестве рабочего инструмента.
Разумеется, данный аппарат обладает определенными минусами. Как сделать токарный станок по металлу на базе дрели, чтобы можно было обрабатывать большие заготовки? Ответ – практически никак. У электродрели довольно маленький момент кручения, большое количество оборотов. Возможно изменить данные показатели, если монтировать ременную передачу. Однако конструкция станет намного сложнее. Станок потеряет свое ключевое достоинство.
Изготавливать токарный станок на базе электрической дрели рекомендуется тем, кто намеревается обрабатывать только маленькие заготовки. Для создания устройства понадобится все то же, что и для обыкновенного станка, кроме привода и передней бабки. Несущей рамой может выступать обыкновенный стол, верстак. Электродрель фиксируется посредством хомута, струбцины.
Используя станок, в который установлен самодельный токарный патрон, возможно осуществлять вытачивание заготовок, их окрашивание, наматывание проволоки на трансформаторное устройство, создание спиральных насечек.
Особенности функционирования
Как и у всякого иного оснащения, у токарных/фрезерных станков своими руками имеются собственные особенности. Их нужно принимать во внимание, собирая и эксплуатируя устройство. Например, при обработке больших заготовок либо при применении мощного электромотора проявляется значительное вибрационное воздействие. Оно может довести до возникновения неточностей. Для того чтобы предотвратить это, ведущий и ведомый центры устройства нужно монтировать на одинаковой оси. Если вы намереваетесь монтировать лишь ведущий центр, прикрепите к нему кулачковый агрегат.
В собственноручно сделанные аппараты нежелательно ставить коллекторный движок. Он может самопроизвольно увеличивать количество оборотов. Это доводит до того, что заготовка вылетает, случаются различные травмы, портится оснащение. Если вы все же установили подобный движок, не забудьте монтировать вместе с ним редуктор, понижающий обороты.
Если вы все же установили подобный движок, не забудьте монтировать вместе с ним редуктор, понижающий обороты.
Наилучшим мотором считается асинхронный. Он не повышает количество оборотов при обрабатывании заготовки, стоек к высоким нагрузкам, дает возможность обрабатывать изделия из металла шириной до дециметра.
Техника безопасности
Эксплуатируя самодельное устройство, соблюдайте такие правила:
- Резец должен быть параллелен поверхности детали, которая обрабатывается, иначе станок сломается из-за соскакивания инструмента.
- При обработке торцов заготовка должна упираться в заднюю бабку.
- Используйте особый щиток либо очки для того, чтобы защитить органы зрения от летящей во все стороны стружки металла.
- После окончания обработки станок необходимо очищать, убирая стружку металла и иной производственный мусор. Не допускайте попадания мелких частичек в электрический движок самодельного токарного станка для обработки металлических заготовок.

что это такое, для чего предназначен
Первый механизированный суппорт, установленный в 1770 году голландцами в машине для сверления пушечных стволов. Качественно изменил все машины и подвинул к новым изобретениям в металлообработке. В мире техники началась новая эпоха.
Содержание:
- 1 Что это такое?
- 2 Принцип работы
- 3 Как он устроен?
- 4 Регулировки
- 5 Как осуществляется его ремонт?
Что это такое?
Суппорт (supporto (лат.) – поддерживаю) – механический держатель резцовой головки станка (токарного, шлифовального, строгального и др.), управляющий режущим инструментом в процессе резания и сообщающий величину подачи в пределах точно установленных допусков.
По степени точности механической подачи и жёсткости суппорта судят о качестве станка.
Принцип работы
Основан на точном перемещении закреплённого в резцедержателе режущего инструмента или обрабатывающего агрегата, или самой заготовки в процессе обработки резанием.
Принцип использования крутящего момента:
- от ходового винта – для нарезания резьбы;
- от ходового вала – для подач режущего инструмента;
- от ходового винта – для нарезания резьбы и, перестроив гитару – для продольной подачи;
- от ручного привода – применяется в операциях, где использование ходового вала и ходового винта не целесообразно (торцевание, снятие фасок, часто – при отрезании детали от заготовки, сверлении и т. д.).
Как он устроен?
Конструкция суппорта состоит из механизмов:
- нижних салазок продольного суппорта;
- поперечных салазок поперечного суппорта с прикрепленной поворотной плитой;
- поворотной плиты с установленным на ней верхним суппортом с резцедержателем;
- фартука.
Продольный суппорт – это салазки (нижние салазки), на которых смонтировано все механизмы агрегата. Привод от ходового вала или ходового винта, посредством коммутирующих устройств, расположенных в фартуке, а также вручную. Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Поперечный суппорт – механизм, сопряженный с направляющими продольного суппорта. Привод: механический – от винта каретки или вручную. Задаёт направление поворотной плите и верхнему суппорту с резцедержателем.
Поворотная плита закреплена гайкой на поперечных салазках. На поворотной плите установлен механизм верхних салазок (верхнего суппорта).
Верхний суппорт – каретка с салазками (верхние салазки), сопряженными с направляющими поворотной плиты. Поворотная плита предназначена для установки верхнего суппорта под углом к оси поперечных салазок (нарезание конусов).
Резцовая головка (резцедержатель) – установленный на горизонтальной площадке верхних салазок подвижный механизм с четырьмя площадками для крепления режущего инструмента или обрабатывающих агрегатов (напр. – шлифовальная головка) или приспособлений для крепления самой заготовки.
Фартук – основной узел управления всей работы суппорта. На нём смонтированы органы включения – выключения механизмов станка, непосредственно сообщающих величину подачи режущему инструменту.
Механизмы суппорта сообщают режущему инструменту движение в горизонтальной плоскости:
- продольное – вдоль оси заготовки;
- поперечное – под прямым углом относительно оси направляющих станины;
- под заданным углом к продольной оси обрабатываемой детали.
Станки, массой больше 1000 кг, снабжаются устройствами ускоренного перемещения суппорта. Легких станков, как правило, таких устройств лишены, но народные умельцы успешно решают эту проблему самостоятельно.
Регулировки
Любая пара направляющих работает при оптимально достаточной величине зазора между ними. Превышение этой величины понижает жёсткость сопряжений, отрицательно влияет на качество и точность обработки.
Жёсткость поворотного резцедержателя обеспечивается винтовым зажимом и фиксирующим устройством совместно. Если силы фиксирующего устройства недостаточно, возникает опасность разрушения этого ответственного узла от осевых или радиальных нагрузок.
Если силы фиксирующего устройства недостаточно, возникает опасность разрушения этого ответственного узла от осевых или радиальных нагрузок.
Износ трущихся поверхностей суппортов и станин неравномерен и достигает, порой, сотых и даже десятых долей миллиметра. По этой причине невозможно установить одинаковые зазоры на всех рабочих поверхностях. Винты привода салазок изнашиваются также неравномерно.
Для сохранения рабочего диапазона салазок, регулировку зазоров производят с установкой каретки в место с минимальным износом. Направляющие станины интенсивно изнашиваются ближе к передней бабке. Наибольший износ поперечных салазок в середине их рабочего диапазона. Направляющие верхних салазок износу подвержены меньше, поскольку не так часто бывают в работе.
Как осуществляется его ремонт?
Оптимальные значения зазоров во всём рабочем диапазоне сопряжений достижимы средней тяжести и тяжелых станков достижимы исключительно путем восстановления геометрических параметров на шлифовальном станке и шабрением.
Восстановление и реставрация легкого, пусть и морально устаревшего станка, вполне доступны современному умельцу. Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Поделиться в социальных сетях
ШтангенциркулиDouble-Stop – Wood Turners Wonders
Штангенциркули Double-Stop – Wood Turners WondersВыберите опцию
Название по умолчанию — 19,95$
Количество — +
Детали
Наши чудеса Woodturners Outside Caliper — это уникальный в отрасли штангенциркуль, который мы называем Double Stop. Вместо одной стопорной гайки, ограничивающей степень открытия суппорта, мы включили внутреннюю гайку, которая также ограничивала закрытие суппорта. Это позволяет вам заблокировать штангенциркуль в любом положении или установить внутреннюю часть в качестве предела для выполнения измерений, отпустить штангенциркуль и затем вернуться к этому измерению!
Вместо одной стопорной гайки, ограничивающей степень открытия суппорта, мы включили внутреннюю гайку, которая также ограничивала закрытие суппорта. Это позволяет вам заблокировать штангенциркуль в любом положении или установить внутреннюю часть в качестве предела для выполнения измерений, отпустить штангенциркуль и затем вернуться к этому измерению!
Эти высококачественные штангенциркули выдерживают до 12 дюймов и поставляются с защитным чехлом. одна стопорная гайка, чтобы ограничить, насколько далеко может открыться штангенциркуль, мы также включили внутреннюю гайку, чтобы ограничить закрытие штангенциркуля, что позволяет вам зафиксировать штангенциркуль в любом положении или установить внутреннюю часть в качестве предела для проведения измерений, отпустите штангенциркуль, а затем вернитесь к этому измерению!0005
Эти высококачественные штангенциркули выдерживают до 12 дюймов и поставляются с защитным чехлом.
Могу ли я отправить онлайн-заказ за границу? Чтобы уточнить стоимость доставки по конкретным международным направлениям, позвоните или напишите нам по телефону или электронной почте.
Да, доставка по адресам APO/FBO не вызывает затруднений.
Могу ли я заказать доставку на почтовый ящик? Коробка?
Да, мы можем отправить на почтовый адрес. Коробка через USPS. FedEx и UPS не доставляют на PO. Коробки.
Каковы ваши тарифы на доставку?
Стоимость доставки зависит от фактического веса, размеров и пункта назначения вашего заказа. Мы используем таблицы доставки, предоставленные FedEx, UPS и USPS, для расчета стоимости доставки, взимаемой с вашего заказа. Ваш заказ будет отправлен с нашего склада, расположенного в Гейнсвилле, штат Джорджия, или любого из наших партнеров-поставщиков. Окончательная стоимость доставки рассчитывается в процессе оформления заказа после ввода пункта назначения доставки. Если вы считаете, что стоимость доставки, рассчитанная для вашего заказа, кажется неточной, пожалуйста, свяжитесь с нами для проверки.
Да! Если вы находитесь поблизости, посетите наш склад, чтобы забрать свой заказ и избежать дополнительных расходов на доставку. Для этих заказов, пожалуйста, позвоните нам, чтобы сообщить нам ваше приблизительное время прибытия.
Какими перевозчиками вы отправляете заказы?
Большинство наших посылок отправляются FedEx, UPS или USPS.
Могу ли я отслеживать свой заказ онлайн?
Да! Как только заказ будет отправлен, вы получите электронное письмо с подтверждением доставки и информацией об отслеживании.
Сколько времени займет доставка моего заказа?
Заказы обычно обрабатываются и отправляются в течение 1–3 рабочих дней.
Должен ли я подписывать свой заказ?
Обычно более дорогие заказы (шлифовальные машины, респираторы и т. д.) требуют подписи при доставке. Если вы считаете, что ваше местоположение безопасно для неподписанных доставок, сообщите нам, что вы не хотите расписываться за доставку. Покупатель берет на себя риск потери товара, если он просит не расписываться о доставке.
Если вы хотите вернуть или обменять свой заказ по какой-либо причине, мы здесь, чтобы помочь! Мы предлагаем бесплатный возврат или обмен бракованной продукции в течение 30 дней с момента получения вашего заказа. Гарантии на продукты зависят от продукта. Если вы недовольны своим продуктом, вы можете вернуть его в течение 14 дней, чтобы получить полный возврат средств или кредит в магазине, в зависимости от того, что вы выберете. Все возвраты исправных продуктов должны быть отправлены за счет клиента. Вы можете вернуть товар за кредит магазина , a за другой продукт или за возмещение с использованием исходного метода оплаты.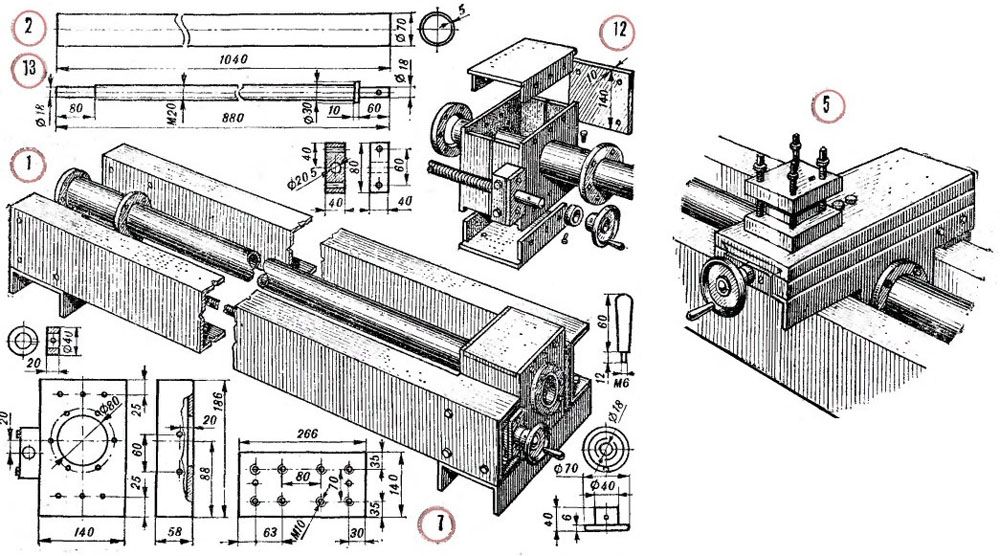
Обратите внимание на следующие исключения из нашей политики возврата и обмена:
- Из-за особенностей респираторов Sundstrom они не подлежат возврату, если только они не имеют дефектов. Проблемы с гарантией Rikon Machinery не могут быть возвращены в WoodTurners Wonders, но должны решаться в гарантийном отделе Rikon. Окажем помощь при необходимости. Клиенты должны связаться с производителем по поводу проблем, связанных с этими продуктами.
- Продукты Clearance или Factory Second не могут быть возвращены. Все продажи являются окончательными.
- Товары должны быть возвращены в оригинальной упаковке.
- За исключением Sundstrom и Rikon, если у вас есть продукт, нуждающийся в ремонте или замене, вас могут попросить вернуть в Woodturners Wonders за ваш счет, чтобы мы могли исправить его для вас. Они обрабатываются в каждом конкретном случае, поэтому, пожалуйста, позвоните по телефону, если у вас есть проблема.
Дополнительная информация:
- Возврат средств будет осуществлен после прибытия возвращенных товаров на наш склад
- Стоимость доставки возвращаемых исправных товаров оплачивается покупателем
- Свяжитесь с нами по телефону 678.
 400.8181 для получения инструкций по возврату поврежденных или утерянных товаров или по любым другим вопросам, которые могут у вас возникнуть.
400.8181 для получения инструкций по возврату поврежденных или утерянных товаров или по любым другим вопросам, которые могут у вас возникнуть. - Наш обратный адрес:
Woodturners Wonders
5230 Clarks Bridge Road
Gainesville, GA, 30506
Самодельный УЦИ для 7-кратного мини-токарного станка – MachinistBlog.com