Как правильно пользоваться штангенциркулем: снятие показаний, приемы работы
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Содержание
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
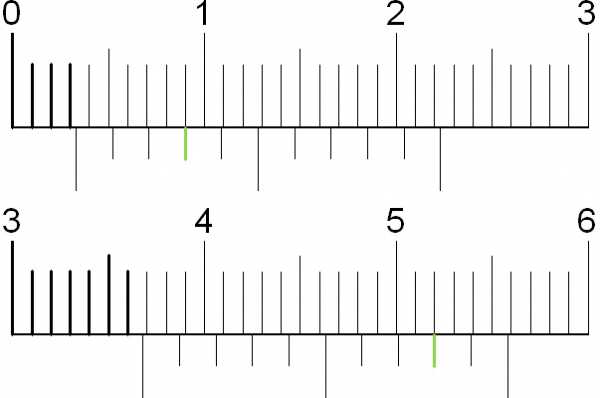
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
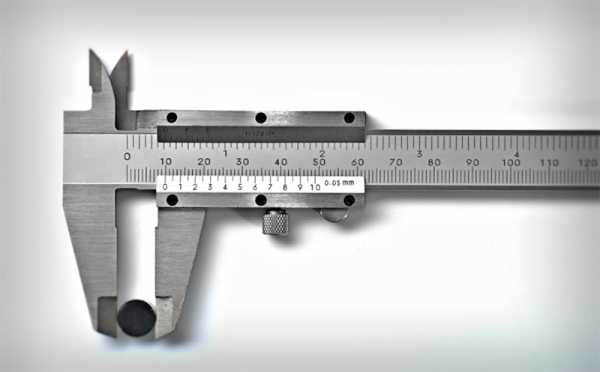
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
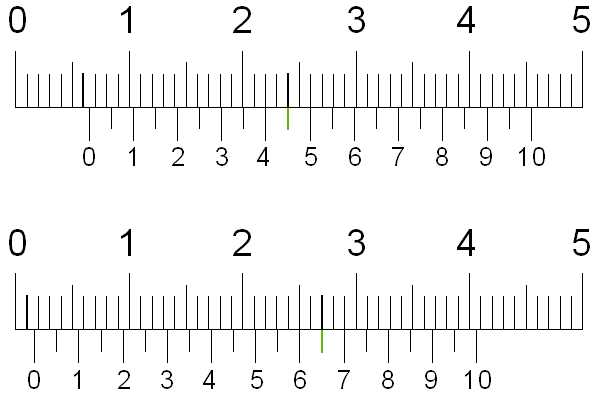
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
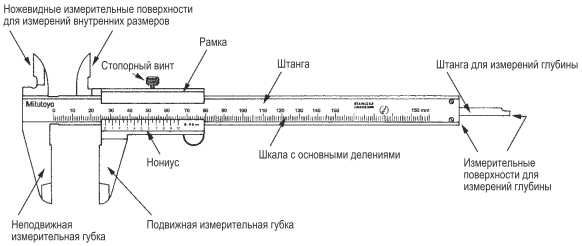
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
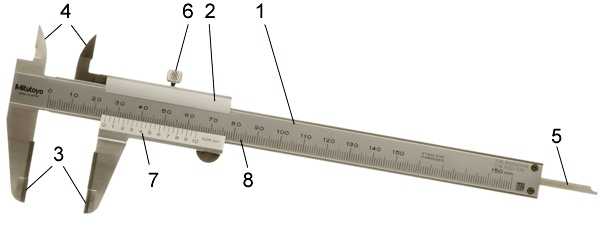
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
tehnouzel.ru
Как правильно измерять штангенциркулем
Конструктивные элементы приборов
Штангенциркуль устроен просто, работать им легко и удобно. Любая его модификация состоит из следующих конструктивных элементов:
- Измерительная линейка (штанга) – главная часть прибора, на верхней поверхности которого нанесена шкала разметки с градацией в 1 мм. Стандартная линейка имеет длину 150 мм. Этот показатель определяет максимально доступную величину измерения. Выпускаются приборы, имеющие более длинную штангу, для замеров больших деталей.
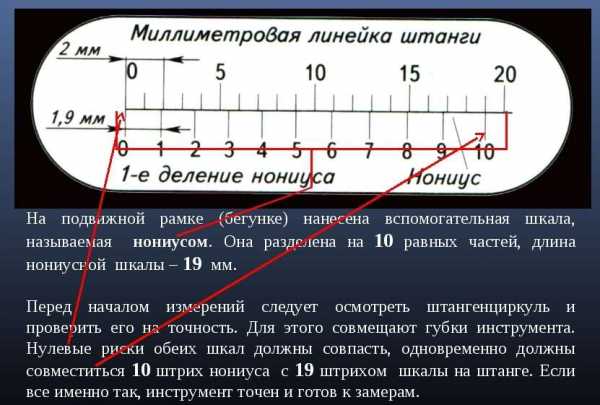
- Измерительная рамка – подвижный элемент прибора, перемещающийся по линейке. Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
- Неподвижные губки. Один элемент жестко прикреплен к штанге, другой закреплен на рамке и перемещаются вместе с ней. Рабочая поверхность внутри. Используются для наружных замеров.
- Подвижные губки. Рабочие элементы располагаются по тому же принципу, что большие неподвижные губки, но размещены по другую сторону линейки. Рабочая поверхность обращена наружу. Дополнительные губки применяются для внутренних замеров.
- Линейка глубиномера – выдвигающаяся планка, жестко соединенная с двигающейся рамкой.
Разновидности и маркировка
По конструкции и своему назначению штангенциркули бывают следующих видов:
- ШЦ-2. Губки для внутренних и наружных замеров совмещены и имеют одинаковый размер. При этом плоские рабочие поверхности располагаются внутри, а цилиндрические повернуты наружу. С противоположной стороны от штанги находятся разметочные остро заточенные кромки. Дополнительно прибор оснащен рамкой микрометрической подачи, с помощью которой можно производить более точные измерения.
- ШЦ-3. Одностороннее размещение измерительных губок. Специфика этих моделей в том, что они предназначены для больших замеров.
Штангенциркули делятся по способу снятия результата замеров:
- Нониусные (ШЦ). Механический инструмент, в котором целые миллиметры отмечаются на основной шкале, а доли миллиметра отсчитываются с помощью нониусной шкалы.

- Циферблатные (ШЦК). Используется механический принцип замера. На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.
- Цифровые (ШЦЦ). На измерительной рамке размещен цифровой дисплей, который показывает результаты измерения. Электронный модуль имеет ряд удобных настроек.

Тип индикатора определяет, с какой точностью штангенциркуль снимает показания. Нониусные приборы считаются менее точными, но в использовании они просты и надежны. Циферблатный инструмент точнее и удобнее, но зубчатая рейка может загрязняться от деталей. Цифровой штангенциркуль позволяет производить замеры с высокой точностью, но зависит от температурных перепадов.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Как правильно хранить инструмент
Штангенциркуль считается высокоточным метрическим инструментом, поэтому обращаться с ним нужно бережно. Хранить его необходимо в пластиковом или деревянном футляре. Допускается и мягкий чехол, но следует избегать случайных деформаций. Держать прибор нужно в сухом месте, где исключены случайные падения тяжелых предметов, а также загрязнение пылью, грязью, опилками прочим мусором. При соблюдении этих условий инструмент будет вам исправно служить многие годы.
instrumentyvdom.ru
Учимся мерить штангенциркулем.
Из нашей статьи вы узнаете как правильно мерить штангенциркулем. Мы приведём различные примеры, а картинки помогут быстрее освоить
материал. Объяснять будем на доступном, понятном для вас языке.
Штангенциркуль состоит из двух частей. На первой, основной части штангенциркуля видна измерительная шкала, как на обычной линейке.
На второй, подвижной части, находится малая шкала — десять делений.

Каждое деление на малой шкале 0.1 мм. Чтобы вам было понятнее мы
решили использовать в своих примерах специальные мерительные плитки. Данные плитки имеют погрешность всего несколько микрон, поэтому
указанный на них размер очень точный.
1. Мерим штангенциркулем плитку 8.5 мм.
Слабо прижимаем губками плитку. Смотрим, с каким делением верхней шкалы штангенциркуля совпало первое (оно же нулевое) деление нижней шкалы. Первое
деление (оно же нулевое) нижней шкалы штангенциркуля остановилось между восемью и девятью миллиметрами. Следовательно, наш размер больше восьми, но
меньше девяти миллиметров.

Далее смотрим, какое деление нижней шкалы лучше совпало с любым делением на верхней шкале. У нас лучше всего совпадает четвёртое и пятое деление с верхними делениями.

Так как каждое деление на нижней шкале штангенциркуля 0.1 мм,
четвёртое совпавшее деление равно 0.4, пятое 0.5 мм. Теперь нам известно что наш размер либо 8.4, либо 8.5 мм. Если-бы размер плитки
был неизвестен, мы приняли среднее значение: 8.45 мм.
0.05 мм — допустимая погрешность такого штангенциркуля.
2. Измерим штангенциркулем плитку 1.3 мм.

В данном примере первое деление (оно же нулевое) нижней шкалы штангенциркуля находится в положении больше одного, но меньше двух миллиметров. Целое число нам теперь известно — 1 мм.

Далее смотрим какое деление нижней шкалы штангенциркуля лучше совпало с любым делением на верхней шкале штангенциркуля. У нас лучше совпадают второе (0.2) и третье (0.3) деление.

Возьмём среднее значение — 0.25. Получаем размер
1.25 мм. Результат близок к идеалу.
3. Измерим штангенциркулем плитку сорок миллиметров.
В данном примере первое деление (оно же нулевое) нижней шкалы штангенциркуля находится ровно на сороковом делении верхней шкалы. Так-же оно лучше
всего совпадает, поэтому наш размер ровно сорок миллиметров.

Так-же существуют более точные штангенциркули, у которых каждое деление на нижней шкале равно 0.05 мм.

Мерить данным штангенциркулем
точно так-же, только внимательней смотрим какое деление лучше совпадает.
Отверстия, пазы измеряются точно так-же, только пользуемся раздвижными губками.
1. Определяем целое число.
2. Находим лучшее совпавшее деление верхней и нижней шкалы штангенциркуля.
3. Получаем число.
Самым удобным, самым точным является электронный штангенциркуль.

Он показывает размер с точностью до сотых долей миллиметра.
lomrem.ru
Как пользоваться штангенциркулем + инструкция
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
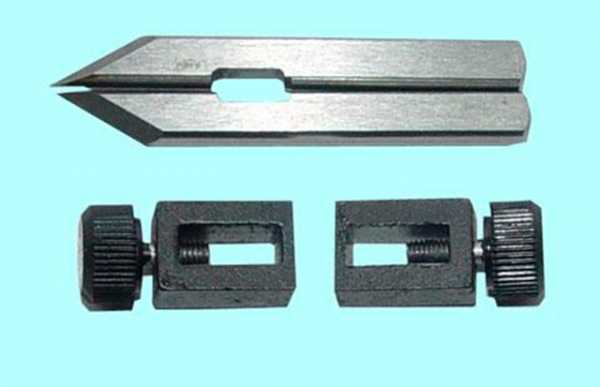
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
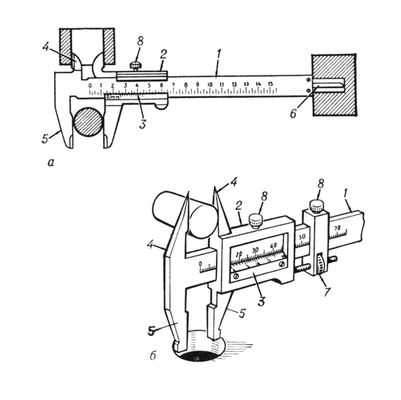
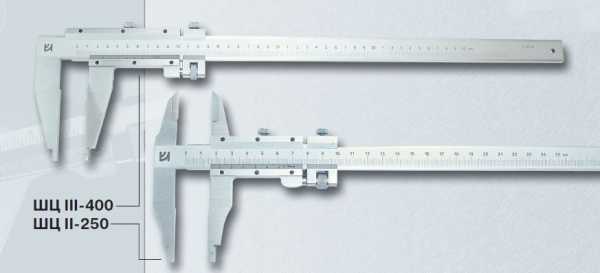
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
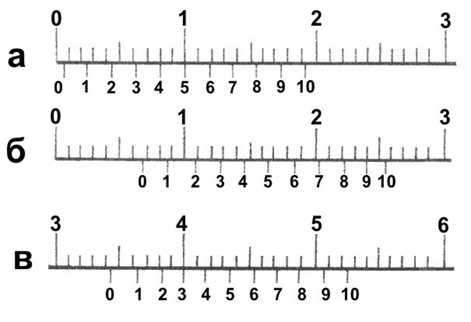
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.

На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
instrumentiks.ru
Измеряем штангенциркулем правильно | Мои инструменты
🏠 » » Меряем штангенциркулем все что надо знать об измеренияхНе только в столярном или слесарном деле возникает необходимость воспользоваться измерительными инструментами. Часто в хозяйстве при ремонте автомобиля и прочих видов техники возникает потребность воспользоваться штангенциркулем. Ничего трудного на первый взгляд этот прибор не имеет, но научиться, как измерять штангенциркулем должен каждый, кто хочет получить точный результат измерений.

Из чего состоит измерительный инструмент — знакомимся с устройством
Рассматриваемый инструмент имеет простую конструкцию, что упрощает особенности его эксплуатации. С помощью штангенциркуля можно измерять размеры любых деталей, заготовок и элементов. Конструкция этого незамысловатого прибора включает в себя следующие составляющие:
- Линейка измерительная — это основная составляющая рассматриваемого прибора, которая еще также называется штангой. На штанге с одной стороны имеется шкала, разметка которой составляет 1 мм. Длина измерительной линейки зависит от модели штангенциркуля. Стандартными считаются приборы, имеющие длину 150 мм, но есть устройства меньше и больше, которые предназначены специально для измерения мелких деталей и наоборот, только для крупных заготовок
- Рамка измерительная — к линейке крепится подвижный элемент, за счет которого и удается выполнять соответствующие измерения. Во внутренней конструкции устройства находится пружинка, которая служит в качестве прижима для рамки. На передней части рамки находится шкала, называемая нониусом, которая является основой при снятии замеров. На этой шкале нанесено 10 делений, которые имеют ширину, равную 1,9 мм. Для фиксации подвижной рамки, в конструкции инструмента предусмотрен зажимной или стопорный винт. Этот винт применяется для того, чтобы не сместилась рамка после проведенного измерения
- Губки неподвижные — это элементы, которые являются частью измерительной линейки. Губки имеют открытую и закрытую формы, что дает возможность измерять не только наружные, но и внутренние размеры
- Подвижные губки — имеют аналогичную конструкцию с неподвижными, только они являются частью измерительной подвижной рамки. За счет подвижных губок, соприкасающихся с неподвижными, происходит снятие замеров детали
- Линейка глубиномер — это дополнительный элемент, который является частью подвижной рамки. Линейка спрятана внутри инструмента, и выдвигается при перемещении подвижной рамки. Предназначена она для измерения глубины детали

Мало кто знает о том, что штангенциркули бывают разных видов, а вариант, который представлен выше, является самым популярным, простым и недорогим. О том, какие виды штангенциркулей бывают, и чем они отличаются, выясним далее.
Виды штангенциркулей
Прежде чем выяснять, как правильно нужно измерять штангенциркулем, следует разобраться с видами этого измерительного инструмента. Производители выпускают рассматриваемые устройства следующих видов:
- Нониусные — они обозначаются буквами ШЦ, и представляют собой механический измерительный инструмент, который имеет основную шкалу на неподвижной линейке, а также дополнительную на подвижной рамке (в зависимости от модели, на подвижной рамке может быть одна или две шкалы). Нониусными их называют за счет шкалы на подвижной рамке, которая имеет градацию в долях миллиметров. Практически у каждого мастера имеются универсальные нониусные штангенциркули, которыми пользоваться легко при наличии знаний, однако они имеют недостаток — большая погрешность

- С циферблатом или стрелочный — обозначаются как ШЦК, а отличаются они от нониусных наличием круглой формы циферблата, который находится на подвижной штанге. Специальный зубчатый механизм передачи усилия позволяет получать точные результаты измерений. По основной разметке происходит определение миллиметров, а доли исчисляются по круговой шкале

- Цифровые или ШЦЦ — на измерительной рамке вместо циферблата расположен цифровой дисплей, отображающий результаты измерений. Если в нониусных и циферблатных устройствах измерения нужно снимать самостоятельно, то в цифровых штангенциркулях соответствующие показатели выводятся на дисплей. Это самые высокоточные и дорогие измерительные инструменты, которые применяются в сферах, где важная высокая точность

Это интересно! Нониусные штангенциркули являются разборными, что делает их ремонтопригодными в случае заклинивания механизма перемещения. Чтобы не пришлось ремонтировать штангенциркуль, при его эксплуатации необходимо периодически вносить смазочное вещество в конструкцию подвижной части.
Нониусные штангенциркули по конструкции и назначению классифицируются на такие виды:
- ШЦ-1 — рабочие или измерительные губки присутствуют с двух сторон, а предназначены они для того, чтобы выполнять измерительные действия внутреннего и наружного диаметра
- ШЦ-2 — губки, которые предназначены для измерений внутренних и наружных диаметров, совмещены, а также имеют одинаковые размеры. Плоские поверхности измерителей расположены внутри, а цилиндрические размещены наружу. С обратной стороны от штанги расположились кромки, которые предназначены для проведения разметочных работ. Эти кромки имеют хорошую заточку. В устройстве приборов типа ШЦ-2 имеется микрометрическая рамка, позволяющая повысить точность проводимых измерений
- ШЦ-3 — имеют одностороннее размещение измерительных губок, а предназначены такие инструменты для проведения измерений при работе с большими деталями и заготовками
Рассматриваемые типы инструментов предназначены для выявления размеров разных деталей — трубы, болты, гайки, провода, арматура и прочие виды заготовок. Самыми практичными считаются нониусные модели, а самыми точными — цифровые устройства. Разница в цене между нониусными и цифровыми существенная, поэтому для хозяйства вполне хватает механического штангенциркуля, которым перед применением, нужно научится правильно пользоваться.
Эксплуатация штангенциркуля — основные правила и рекомендации
Перед тем, как измерить диаметр трубы или произвести иные измерительные манипуляции, следует выполнить проверку инструмента на пригодность к использованию. Часто на неисправности страдают штангенциркули циферблатного типа. Их достаточно один раз уронить, чтобы они показывали с большой погрешностью или вовсе вышли из строя. Проводить проверку перед измерением нужно любого измерительного инструмента. Принцип проведения проверки следующий:
- Взять в руки инструмент и свести губки вместе. Между соприкасающимися губками просвет должен быть практически незаметным. Если просвет большой, то инструмент непригоден к применению
- При сведении губок вместе, шкала на подвижной рамке и неподвижной линейке должны совпасть. Если они не совпадают, то измерения будут неточными
- Очистить прибор от загрязнений при наличии таковых. Если на корпусе инструмента имеются признаки ржавчины, то ее нужно удалить, иначе это повлияет не только на точность измерений, но еще и на работоспособность устройства
Штангенциркуль — это модернизированная линейка, которая позволяет не просто измерять размеры, но еще и получать точные показания. Как необходимо проводить измерения при помощи штангенциркуля, знают далеко не многие. Как пользоваться устройством, учат еще в школе, однако эти знания быстро забываются, особенно если долго не брать в руки прибор или вовсе воспользоваться им в единичном случае.
Как правильно пользоваться штангенциркулем пошаговая инструкция
После проверки инструмента на исправность, можно приступать к проведению измерений. Также рекомендуется перед началом проведения работ убедиться в том, что величина погрешности инструмента является допустимой, в противном случае, понадобится прибор с большей точностью.
Это интересно! Величина погрешности указывается на самом приборе. Если это механический инструмент, то величина погрешности указывается на подвижной рамке (обычно эта величина составляет 0,05 мм или 0,1 мм). Для циферблатных и цифровых устройств величина погрешности незначительная.
Измерение наружных поверхностей
Если необходимо узнать величину наружной поверхности или простыми словами померять толщину предмета, то необходимо развести губки на необходимую величину, а затем поместить их между измеряемым элементом. Далее губки следует совместить, пока они плотно не соприкоснутся со стенками измеряемой детали, например, это может быть тормозной диск.
Это интересно! Кстати, именно часто для измерения уровня износа тормозного диска необходимо прибегать к применению штангенциркуля.

Губки должны расположиться строго параллельно поверхности заготовки. Далее можно посчитать получившееся значение. Если видимость шкалы низкая, тогда следует воспользоваться стопорным фиксатором, закрепив положение губок в соответствующем положении.
- Деление на основной шкале (неподвижной части), которое совместится с нулевой риской шкалы на подвижной рамке — это показания в миллиметрах
- С измерениями основных показаний проблем никаких не возникает, если только нулевая отметка (штрих) нониуса не останавливается между двумя значениями, например, 23 и 24 мм. В этом случае понадобится посчитать десятые доли измерений. Эти десятые доли мм также подсчитываются, и если нулевое значение нониуса показывает конкретное значение, например, 23 или 24 мм
- Чтобы посчитать десятые доли мм штангенциркулем, следует на нониусной шкале найти штрих, который совпадает с отметкой на основной измерительной шкале. Причем здесь очень важно найти отметки, которые совпадают (совмещены) точно. Совпадающее значение штриха на нониусной шкале — это и есть десятые доли миллиметров
- Если на нониусной шкале совпадает несколько штрихов с основным, то учитывать необходимо именно то значение, которое находится ближе к нулевому показателю
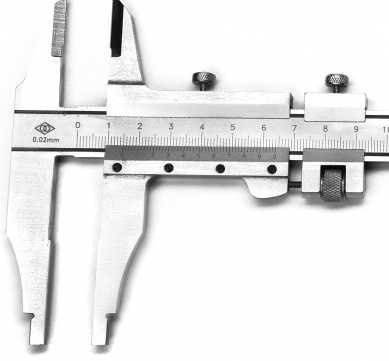
Фото пример проведения измерений нониусным штангенциркулем показан ниже.

После измерений нужно правильно прочитать показания. К примеру, если нулевой штрих разместился между значением 26 и 27, тогда учитывается величина 26 мм. Далее выявляются десятые доли миллиметров. К примеру, штрихи совместились на значении 7 (нониусной шкалы), тогда получаем значение толщины детали, равное 26,7 мм. Как видно на фото выше, ничего сложно при работе с инструментом нет. Аналогичным образом производятся измерения внешних диаметров, например трубы, поршней, колец и т.п.
Это интересно! Чтобы измерить наружный диаметр трубы, а также кабеля (его сечение жил), сверла, болта, арматуры и прочих подобных заготовок, необходимо охватить губками инструмента измеряемую деталь. После этого произвести необходимые расчеты, определив точное значение размера.

Как измерить внутренний диаметр штангенциркулем с циферблатом
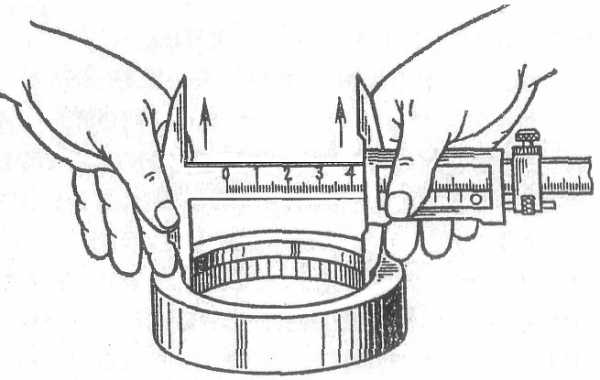
Принцип измерения внутреннего диаметра заготовок, например гайки, шайбы, кольца и прочих подобных деталей, заключается в том, что используются другие губки на инструменте, которые расположены в верхней части. При их разведении упоры располагаются не внутри, как при измерении внешних размеров, а снаружи. Принцип измерения следующий:
- В одну руку нужно взять деталь, а во вторую штангенциркуль
- Поместить губки внутри отверстия измеряемой детали. Причем делать это необходимо так, чтобы они расположились в центре заготовки
- Развести их до упора к стенкам заготовки, и зафиксировать результат при помощи стопорного винта
- Далее производятся исчисления. Для нониусного устройства принцип выявления показаний аналогичен, как при измерениях толщины детали. Если используется стрелочный (циферблатный) штангенциркуль, тогда показания определяются следующим способом: целое значение выявляется по основной шкале, как и в случае с нониусным прибором, а десятые и даже сотые доли миллиметров показывает стрелка на циферблате. Здесь ничего подсчитывать не нужно, а получение не только десятых, но и сотых долей мм, делает инструмент более точным
Если размер отверстия маленький, и губки не удается поместить в нем, тогда необходимо использовать линейку или же маленький штангенциркуль.
Это интересно! Стрелочные штангенциркули не получили широкой популярности, так как они имеют достаточно чувствительный механизм, который часто выходит из строя при малейших механических воздействиях. Учитывая их высокую стоимость, то проще купить нониусный прибор.
Как померить глубину цифровым прибором
Рассмотрим особенности измерений глубины штангенциркулем цифрового типа. Для этого понадобится выдвижная планка-глубиномер, которая позволяет выявить не только глубину отверстия в детали, но еще и размеры выступов. Принцип измерения следующий:
- Выдвинуть планку путем перемещения подвижной рамки
- Утопить ее внутри заготовки до соприкосновения торцевой части планки с дном
- Торцевая часть неподвижной части инструмента должна упереться при этом в верхнюю часть заготовки (этот момент нужно учесть обязательно, так как от него зависит точность показаний)
- Произвести соответствующие исчисления по шкале. Если в руках цифровой инструмент, то результаты будут выведены на дисплей автоматически в миллиметрах. Для нониусных и стрелочных приборов отчисления значений выполняется по инструкции, как описано выше

Как пользоваться штангенциркулем, многие не знают, даже если приходится сталкиваться с такой необходимости практически ежедневно. На основании инструкции, необходимо запомнить принцип проведения измерений и правильность отсчета, что позволит получать точные результаты, от которых зависит технологический процесс. Особенности измерений штангенциркулями показано на видео ниже.
Как измерить прибором резьбовые соединения
Мало кому известно, но рассматриваемым инструментом можно также измерять резьбу на болтах и прочих крепежных соединениях. Измеряется резьба для того, чтобы подобрать к крепежу соответствующую гайку. Измерения резьбы проводится по ее выступам на болте. Для этого болт (всей длинной) следует зафиксировать между губками, и снять показания.
Чтобы определить значение шага резьбы болтового соединения, понадобится выполнить такие манипуляции:
- Измерить внешний диаметр болта прибором
- Замерить также высоту стержня без учета шляпки
- Посчитать количество витков
- Чтобы узнать шаг резьбы, необходимо полученное значение длины стержня разделить на число витков. К примеру, если длина стержня составляет 20 мм, а количество витков 10 штук, тогда 20/10=2

Иметь в хозяйстве штангенциркуль необходимо каждому мастеру, особенно если выполняется ремонт автомобиля и прочей техники, проводятся сварочные работы или осуществляется монтаж коммуникаций в доме. Чтобы инструмент служил долго и качественно, за ним необходим соответствующий уход.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.

Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
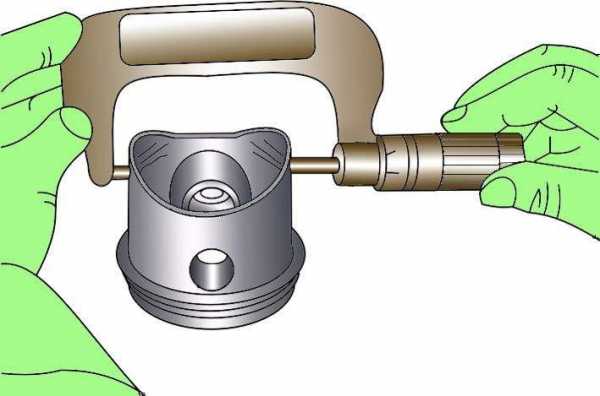
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
Как увеличить срок службы
Разобравшись с тем, как измерять штангенциркулем, надо выяснить еще особенности ухода за инструментом. Изготавливают инструмент из нержавеющей стали, поэтому служить он будет долго. Многие производители экономят на изготовлении, поэтому уже через несколько лет применения прибора на нем возникают некоторые признаки коррозионного воздействия. Чтобы предотвратить появление коррозии на поверхности измерительного прибора, следует хранить его в сухом и теплом месте. Особенно это актуально для приборов с электронным дисплеем, в которых быстро садится элемент автономного питания при хранении устройства с температурными показателями ниже +5 градусов.

Обычно «штангели» продаются совместно с чехлами — пластиковые, деревянные и прочие, которые исключат негативные воздействия на инструмент. Если на прибор попадает пыль, грязь и прочие засорения, то их необходимо удалять, к примеру, продувочным пистолетом. Необходимо также смазывать моторным маслом подвижный элемент, что позволит продлить срок службы устройства. При выборе штангенциркулей нужно учитывать их качество, и не покупать самые дешевые варианты, так как они не только имеют высокую погрешность, но еще и малый срок службы.
moiinstrumentu.ru
Как пользоваться штангенциркулем, микрометром, линейкой
С измерением длины, ширины и высоты домашнему мастеру приходится сталкиваться постоянно. Угол в 90° или 45° тоже не редко приходится выдерживать. Иначе качественно ремонт квартиры или изготовление самоделок не выполнить. Точности при выполнении линейных измерений 1 мм в подавляющем большинстве случаев достаточно, и для них подойдет рулетка или простая линейка.
Зачастую рулетки имеют дополнительно пузырьковый уровень, который позволяет выставить горизонтально мебель, холодильник и другие предметы. Но точность такого уровня не высокая из-за маленькой длины опорной плоскости рулетки. В дополнение колбочка с пузырьком воздуха в рулетках часто установлена не точно, что не обеспечивает горизонтальность и выполненной работы.
В продаже, для измерения линейных размеров представлен широкий ряд лазерных измерительных приборов, но, к сожалению, из-за высокой цены они не доступны для непрофессионалов.
Инструкция
по применению штангенциркуля (колумбуса)
Штангенциркуль – это линейный измерительный инструмент служащий для измерения наружных и внутренних размеров деталей включая глубину, с точностью 0,1 мм.
Измерить диаметр сверла, самореза и размеры других небольших деталей с достаточной точностью линейкой не получится. В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового материала, внутреннего и внешнего диаметров трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Штангенциркули бывают с отсчетом измеряемой величины по линейке и нониусу, циферблату часового типа и цифровому индикатору. Разновидность штангенциркуля с линейкой для измерения глубины отверстий профессионалы еще называют «Колумбус».

Доступным по цене, высоконадежным является штангенциркуль с нониусом типа ШЦ-1 с диапазоном измерений от 0 до 125 мм, что для большинства случаев вполне достаточно. Штангенциркуль ШЦ-1 дополнительно позволяет измерять диаметр отверстий и глубину.
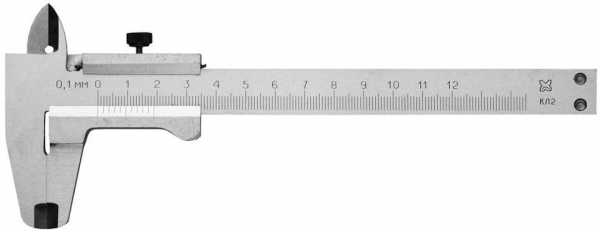
В настоящее время в продаже появился цифровой пластиковый штангенциркуль китайского производства ценой менее $4, фотография которого представлена ниже.

Штангенциркуль из пластмассы, хотя его губки сделаны из карбона, назвать измерительным инструментом сложно, так как он не сертифицирован и поэтому точность показаний 0,1 мм заявленная производителем не гарантирована. В дополнение при частом использовании пластик быстро износится, и погрешность показаний увеличится.
Штангенциркуль из пластмассы, если его показания точны для домашних редких измерений вполне подойдет. Для проверки штангенциркуля можно измерять хвостовик сверла, на котором выбит размер или диаметр штыря электрической вилки.
Устройство и принцип работы нониуса штангенциркуля
Устроен классический штангенциркуль следующим образом. На измерительной штанге с помощью пазов установлена подвижная рамка. Для того, чтобы рамка плотно сидела, внутри установлена плоская пружина и предусмотрен винт, для жесткой ее фиксации. Фиксация необходима при проведении разметочных работ.
На штанге нанесена метрическая шкала с шагом 1 мм и цифрами обозначены сантиметровые деления. На рамке нанесена дополнительная шкала с 10 делениями, но с шагом 1,9 мм. Шкала на рамке называется нониусом в честь ее изобретателя португальского математика П.Нуниша. Штанга и рамка имеют измерительные губки для наружных и внутренних измерений. К рамке дополнительно закреплена линейка глубиномера.

Измерения выполняются зажимом между губками детали. После зажима рамка фиксируется винтом для того, чтобы она не сместилась. Количество миллиметров отсчитывается по шкале на штанге до первой риски нониуса. Десятые доли миллиметров отсчитываются по нониусу. Какой штрих по счету слева на право на нониусе совпадет с любой из рисок шкалы на штанге, столько и будет десятых долей миллиметра.
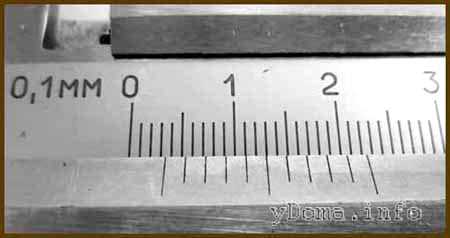
Как видно на фото, измеренный размер составляет 3,5 мм, так как от нулевой отметки шкалы на штанге до первой риски нониуса получилось 3 полных деления (3 мм) и на нониусе совпала с риской шкалы штанги риска пятого деления нониуса (одно деление на нониусе соответствует 0,1 мм измерений).
Примеры измерения штангенциркулем
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.

Для того, чтобы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний.

В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, число «10», хотя первая риска нониуса стоит на нулевой отметке. В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
С помощью штангенциркуля типа колумбус, имеющего подвижную линейку глубиномера можно измерять глубину отверстий в деталях.

Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.

На фотографии, для наглядности, я продемонстрировал измерение глубины отверстия, приложив линейку глубиномера штангенциркуля с внешней стороны отрезка трубы.
Примеры выполнения разметки деталей штангенциркулем
Штангенциркуль не предназначен для нанесения разметочных линий на материалах и деталях. Но если губки штангенциркуля для наружных измерений заточить на мелкозернистом наждачном круге, придав им острую форму, как показано на фотографии, то разметку штангенциркулем производить будет довольно удобно.
Снимать лишний металл с губок нужно очень аккуратно и медленно, не допуская цветов побежалости металла губок от сильного разогрева, иначе можно их испортить. Чтобы ускорить работу, для охлаждения губок, можно периодически окунать их на непродолжительное время в емкость с холодной водой.

Для того, чтобы отмерять полоску листового материала с параллельными сторонами, нужно раздвинуть губки штангенциркуля ориентируясь по шкале на заданный размер, одной губкой вести по торцу листа, а второй процарапать линию. Так как губки штангенциркуля закалены, они не истираются. Можно размечать как мягкие материалы, так и твердые (медь, латунь, сталь). Остаются хорошо видные риски.

С помощью заточенных остро губок штангенциркуля можно легко наметить линию окружности. Для этого в центре делается неглубокое отверстие диаметром около 1 мм, в него упираясь одной из губок, второй прочерчивают линию окружности.

Благодаря доработке формы губок штангенциркуля для наружных измерений, появилась возможность точно, удобно и быстро выполнять разметку деталей для их последующей механической обработки.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.

Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.

На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить тонность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, не закрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм доба
ydoma.info
Как правильно пользоваться штангенциркулем:фото,видео,инструкция
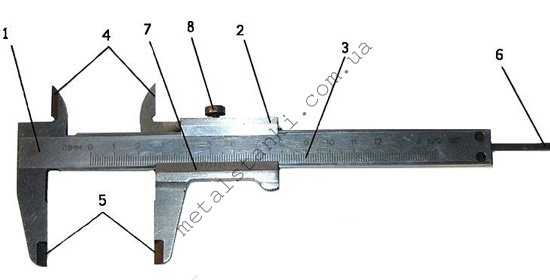
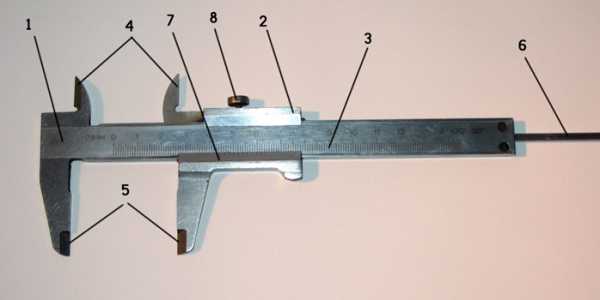
фото:устройство штангенциркуля
- Штанга;
- Двигающаяся рамка;
- Основная шкала, находящаяся на штанге;
- Губки измерений внутренней стороны;
- Губки измерения внешней стороны;
- Глубиномер;
- Нониус;
- Винт, который зажимает рамку.
В некоторых моделях встречается двойная шкала, которая может показывать исчисления не только в миллиметрах, но и в дюймах. Другие детали штангенциркуля, как правило, остаются прежними.
Во время передвижения движущихся частей перемещается и часть с контрольным делением, которая и будет показывать количество миллиметров. Независимо от того, хотите вы измерить внешние размеры, внутренние или глубину, движения будут одни и те же, отличается только контрольная концевая мера.Для этого есть глубиномер, который упрется в дно измеряемого предмета. Для обыкновенных размеров деталь требуется зафиксировать во внутренних или внешних губках. После определения значения по основной шкале, можно воспользоваться нониусом для более точных показаний.
Правила пользования штангенциркулем
- Во время измерения детали ни в коем случае не стоит допускать ситуации, чтобы губки штангенциркуля перекашивались. После того, как они дойдут до нужного положения, их требуется зафиксировать при помощи стопорного винта, чтобы избежать вышеуказанных неприятностей.
- Во время чтения показаний прибора, следует держать его перед глазами прямо.
- При использовании устройства требуется соблюдать правила безопасности, так как концы губок у него достаточно острые и могут нанести травму.
- Хранить его следует в местах где не попадают опилки, стружка, вода, пыль и другие негативные факторы. При этом не стоит располагать его далеко от рабочего места, так как он часто используется.
- После работы и перед ее началом инструмент следует протирать чистой ветошью.
Как измерять штангенциркулем
Перед тем, как мерить штангенциркулем, требуется ознакомиться с основными правилами.
- Измерение наружных поверхностей. Для того, чтобы получить данные о внешних размерах изделия, его требуется зафиксировать в нижних губках инструмента. Для этого требуется развести его немного больше, чем сама измеряемая заготовка, а потом свести губки до упора. После этого можно снимать показания по основной и дополнительной шкале.
- Измерение внутренних поверхностей. Для данной операции инструмент следует переместить в нулевое положение, после чего поместить губки для внутреннего измерения в заготовку, параллельно измеряемой плоскости. Далее следует разводить их до упора, что поможет зафиксировать их в одном положении и избежать больших погрешностей. Это подходит также для определения диаметра.
- Измерение глубины. Здесь основной частью является глубиномер. Замер штангенгенциркулем осуществляется путем упора торца инструмента в один конец детали и погружением глубиномера в другой. Когда он упрется или дойдет до нужной точки, то можно снимать показания по основной и дополнительно шкале, так как нониус здесь по-прежнему остается актуальным.
- Как выполнять разметку. Разметка наносится прямыми рисками от базовых кромок инструмента, расположенных параллельно, или поверхности самой заготовки. Также делают засечки и могут проводить окружности.

фото:наружное и внутреннее измерение поверхности штангенциркулем

фото:измерение глубины штангенциркулем
Определение показаний штангенциркуля
Основной проблемой, чтобы понять как пользоваться штангенциркулем, является определение точного результата, а также использование дополнительных функций устройства. Наиболее просто и понятно дело обстоит с наружными размерами, но принцип снятия везде практически одинаков, поэтому, следует научиться обращаться двумя шкалами. На первой, она же является основной, показаны целые доли миллиметра. Вне зависимости от того, исползаете вы глубиномер, внешние или внутренние губки, передвигаются все три части, соответственно отмеренному расстоянию. Чтобы не сбить показания во время измерения, когда все доходит до контрольной предельной точки, происходит фиксация прибора.
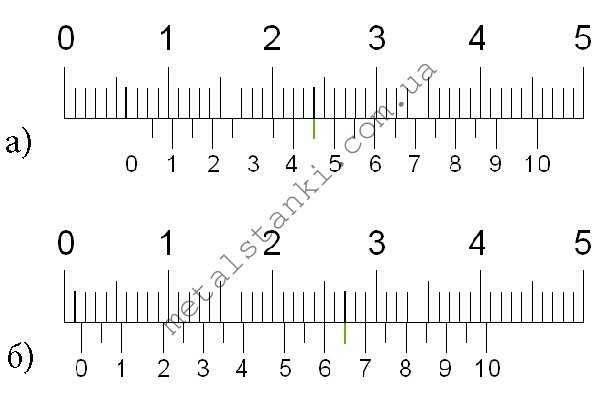
фото:показания штангенциркуля
а)6,45 мм;б)1,65 мм
После этого его можно снять с заготовки и приблизить поближе к себе. Показания при этом остаются такими же, как и в момент измерения. На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
Существуют нониусы, которые показывают сотые доли миллиметров. Принцип измерения в них очень схож. Главное, чтобы фиксирующий элемент всегда был в рабочем состоянии, иначе невозможно будет получить точные данные, так как положение измерительного прибора будет постоянно сбиваться.
Как правильно хранить инструмент
Знаний как пользоваться штангенциркулем оказывается недостаточно, так как нужно знать правила хранения и ухода за инструментом. Лучше всего хранить инструмент в футляре, в котором он и поставляется. В любом случае, это должно быть темное сухое место, куда не попадает пыль, опилки и прочие предметы. С учетом того, что все модели делаются из металла, нежелательны контакты с влагой и скопление конденсата. Не следует допускать ударов и царапин, которые могут деформировать инструмент и снизить точность измерения. При каждом использовании требуется протирать поверхность сухой тряпкой. Аккуратное обращение позволяет пользоваться им на протяжении многих лет и даже десятилетий.

фото:хранение штангенциркуля в футляре
www.metalstanki.com.ua