Устройство гидравлического пресса: принцип работы, схема
Современные механизмы, машины и станки, не смотря на кажущееся сложное устройство, представляют собой совокупность так называемых простых машин – рычагов, винтов, воротов и тому подобного. Принцип работы даже очень сложных приборов основывается на основополагающих законах природы, которые изучает наука физика. Рассмотрим в качестве примера устройство и принцип работы гидравлического пресса.
Гидравлический домкрат
Что такое гидравлический пресс
Гидравлический пресс – машина, создающая усилие, значительно превосходящее изначально приложенное. Название «пресс» довольно условно: такие устройства часто действительно используют для сжатия или прессования. Например, для получения растительного масла семена масличных культур сильно спрессовывают, выдавливая масло. В промышленности гидравлические прессы применяются для изготовления изделий методом штамповки.
Но принцип устройства гидравлического пресса можно использовать и в других сферах.
- гидравлического тормоза;
- гидравлического амортизатора;
- гидравлического привода;
- гидравлического насоса.
Популярность механизмов такого рода в самых разных областях техники связана с тем, что огромная энергия может передаваться с помощью довольно простого устройства, состоящего из тонких и гибких шлангов. Промышленные многотонные прессы, стрелы кранов и экскаваторов – все эти незаменимые в современном мире машины эффективно работают именно благодаря гидравлике. Помимо промышленных устройств гигантской мощности, есть множество ручных механизмов, например, домкратов, струбцин и небольших прессов.
Как работает гидравлический пресс
Чтобы понять, как работает этот механизм, нужно вспомнить, что такое сообщающиеся сосуды. Этим термином в физике называют сосуды, соединенные между собой и заполненные однородной жидкостью. Закон о сообщающихся сосудах говорит, что находящаяся в покое однородная жидкость в сообщающихся сосудах находится на одном уровне.
Этим термином в физике называют сосуды, соединенные между собой и заполненные однородной жидкостью. Закон о сообщающихся сосудах говорит, что находящаяся в покое однородная жидкость в сообщающихся сосудах находится на одном уровне.
Если мы нарушаем состояние покоя жидкости в одном из сосудов, например, доливая жидкость, или оказывая давление на ее поверхность, чтобы привести систему в равновесное состояние, к которому стремится любая система, в остальных сообщающихся с данным, сосудах повысится уровень жидкости. Происходит это на основании другого физического закона, названного по имени ученого, сформулировавшего его – закона Паскаля. Закон Паскаля заключается в следующем: давление в жидкости или газе распространяется во все точки одинаково.
На чем же основан принцип работы любого гидравлического механизма? Почему человек может с легкостью поднять автомобиль, весящий больше тонны, чтобы поменять колесо?
Математически закон Паскаля имеет такой вид:
Давление P зависит прямо пропорционально от приложенной силы F.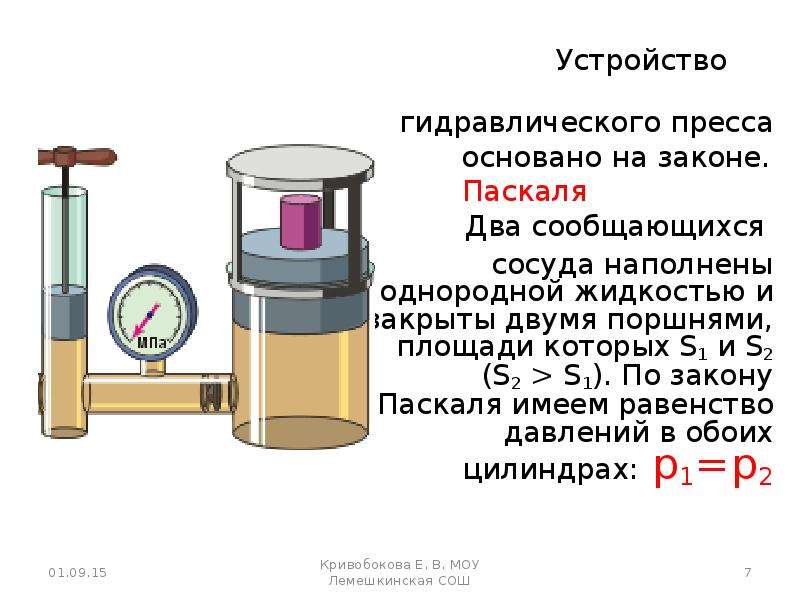 Это понятно – чем сильнее давить, тем больше давление. И обратно пропорционально от площади прилагаемой силы.
Это понятно – чем сильнее давить, тем больше давление. И обратно пропорционально от площади прилагаемой силы.
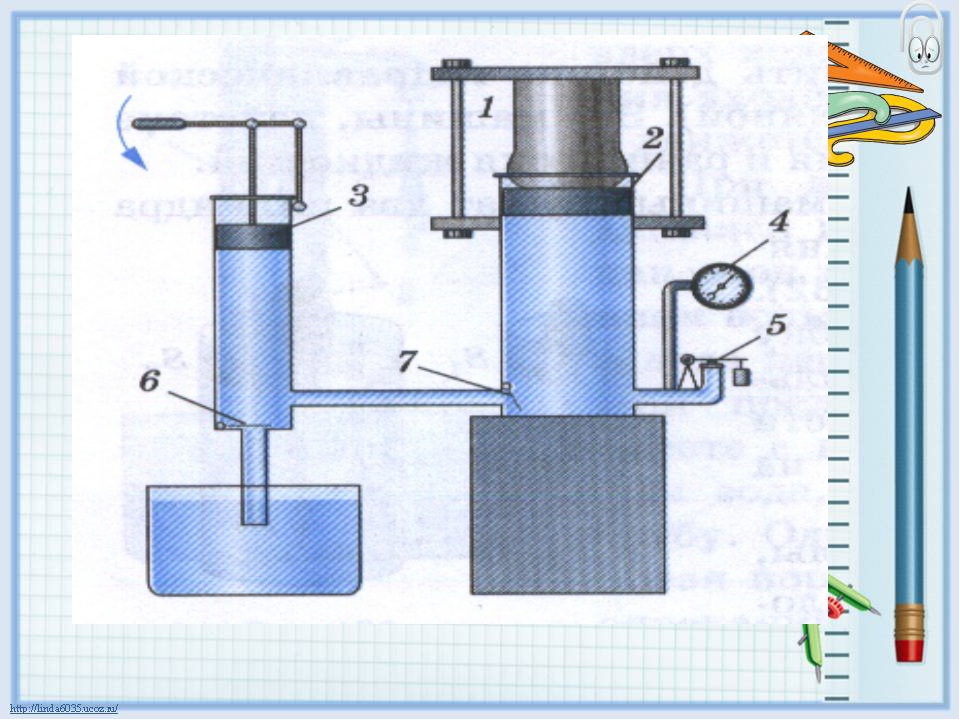
Любая гидравлическая машина представляет собой сообщающиеся сосуды с поршнями. Принципиальная схема и устройство гидравлического пресса показаны на фото.
Представьте, что мы надавили на поршень в большем сосуде. По закону Паскаля в жидкости сосуда начало распространятся давление, а по закону о сообщающихся сосудах, чтобы скомпенсировать это давление, в малом сосуде поршень поднялся. Причем, если в большом сосуде поршень сдвинулся на одно расстояние, то в малом сосуде это расстояние будет в несколько раз больше.
Проводя опыт, или математический расчет, несложно заметить закономерность: расстояние, на которые сдвигаются поршни в сосудах разного диаметра, зависят от соотношения меньшей площади поршня к большой. Тоже произойдет, если наоборот, силу прикладывать к меньшему поршню.
По закону Паскаля, если давление, полученное действием силы, приложенной к единице площади поршня малого цилиндра, во всех направлениях распространяется одинаково, то на большой поршень будет оказываться тоже давление, только увеличенное на столько, насколько площадь второго поршня больше площади меньшего.
В этом и заключается физика и устройство гидравлического пресса: выигрыш в силе зависит от соотношения площадей поршней. Кстати, в гидравлическом амортизаторе используется обратное соотношение: большое усилие гасится гидравликой амортизатора.
На видео представлена работа модели гидравлического пресса, которая наглядно иллюстрирует, каково действие этого механизма.
Устройство и работа гидравлического пресса подчиняется золотому правилу механики: выигрывая в силе, проигрываем в расстоянии.
От теории к практике
Блез Паскаль, теоретически продумав принцип работы гидравлического пресса, назвал его «машиной для увеличения сил». Но с момента теоретических изысканий до практического воплощения прошло более ста лет. Причиной такого запаздывания была не бесполезность изобретения – выгоды машины для увеличения силы очевидны. Конструкторами предпринимались многочисленные попытки соорудить это механизм. Проблема была в сложности создания уплотнительной прокладки, которая позволяла бы плотно прилегать поршню к стенкам сосуда и в тоже время, давать возможность ему легко скользить, сводя к минимуму издержки на трение – резины ведь тогда еще не было.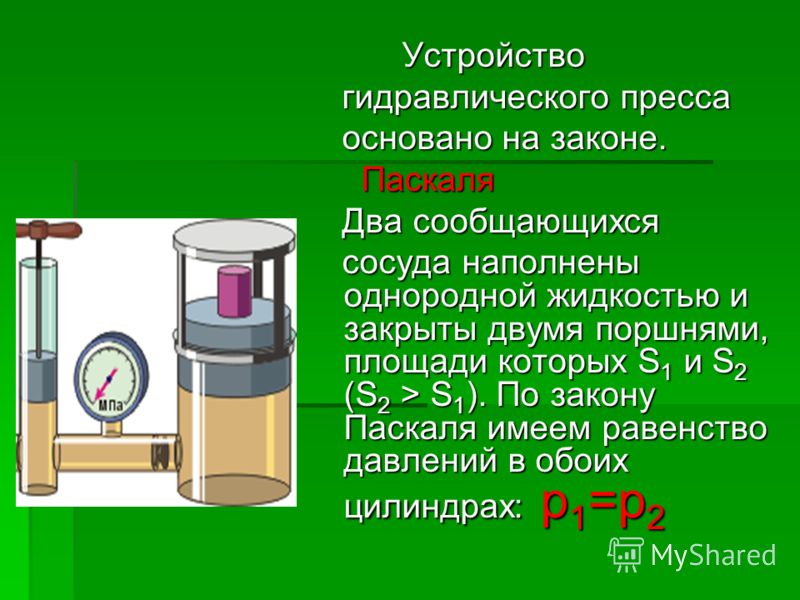
Проблема решилась только в 1795 году, когда английским изобретателем Джозефом Брамой был запатентован механизм, получивший название «пресс Брама». Позднее это устройство стали называть гидравлическим прессом. Схема действия прибора, теоретически изложенная Паскалем и воплощенная в прессе Брамы, нисколько не изменилась за прошедшие столетья.
Виды гидропрессов и особенности их использования — ООО «СТК»
Виды гидропрессов и особенности их использования
С помощью чего можно запрессовать подшипник в сборочный узел? Вряд ли удастся сделать это лишь подручными предметами, ведь потребуется огромное усилие, недоступное человеческому телу. Зато доступно гидравлическому прессу.
Что такое гидравлический пресс?
Гидропресс – устройство, значительно увеличивающее изначально приложенное усилие. Прессом оно называется условно, ведь в промышленности данный аппарат предназначен для изготовления деталей путём штамповки.
Наиболее распространённый пример гидравлического пресса – домкрат. Гидродомкрат позволяет человеку приложить небольшие усилия, но поднять тяжёлый груз. Аналогично работают тормоза, амортизаторы, приводы и насосы.
Популярность гидравлический пресс получил благодаря тому, что огромный поток энергии передаётся по тонким и гибким шлангам, что ещё больше упрощает работу.
Принцип действия гидравлического пресса
Принцип гидравлического пресса построен на законе сообщающихся сосудов. К примеру, есть 2-е соединённые ёмкости разных размеров. Налив туда жидкость, она равномерно распределится. Если нарушить состояние покоя и увеличить давление в меньшем сосуде, то в большом сосуде приложенная сила увеличится пропорционально разнице размеров. Устройство подчиняется правилу: выигрыш в силе равен проигрышу в расстоянии.
Блез Паскаль придумал работу гидропресса, но назвал его «машиной для увеличения силы». Ранее выгода от такой машины казалась мизерной, но теперь инженеры использовали наработки Паскаля в облегчении работы.
Ранее выгода от такой машины казалась мизерной, но теперь инженеры использовали наработки Паскаля в облегчении работы.
На схеме показан простейший гидравлический пресс, состоящий из поршней большего и малого диаметров, установленных в сообщающихся цилиндрах, под поршнями находится жидкость. На поршень малого диаметра площадью S 1 оказывается усилие F1, определим усилие F2, которое сможет преодолеть поршень площадью S2.
Давление под поршнем 1 можно вычислить по формуле:
p1=F1/S1
Давление под поршнем 2 будет определяться зависимостью:
p2=F2/S2
Согласно закону Паскаля давление, приложенное к жидкости передается всем точкам этой жидкости одинаково во всех направлениях.
Функции гидравлического пресса
- Прессовка.
- Штамповка.
- Выдавливание.
- Правка и сборка.
- Утилизация.
От функции гидравлического пресса зависит его конструкция.
Виды цилиндров гидропресса
- Дифференциально-плунжерные: применимы, когда через активный поршень проходит игла или другой элемент системы.
- Поршневые: используются, если масло выступает рабочей жидкостью.
- Обратного хода: если гидропресс имеет неподвижный корпус и цилиндр располагается снизу.
Типы гидравлических прессов
Согласно Общероссийскому классификатору основных фондов, гидравлический пресс относится к группе № 5. Сюда же входят все металлообрабатывающие кузнечно-прессовые станки и молоты.
Классификация по типу расположения цилиндров:
- горизонтальные;
- вертикальные.
Классификация по типу работ:
- штамповочные;
- гибочные;
- ковочные;
- для фланцевания и бортования.
Классификация по типу станины:
- колонные;
- стоечные.
Классификация по типу исполнения:
- С закрытой рамой – в раме есть отверстия для фиксации пресса на столе; используется для гибки, правки, выпрессовки/запрессовки.
- С открытой рамой – для обработки деталей нестандартной формы и неудобной конструкции; выполняет аналогичные операции.
- Универсальные – обладают полным набором функций; гидронасос можно использовать вручную.
- Выпрессовщики – применяются для монтажа/демонтажа, выпрессовки/запрессовки. Небольшие размеры позволяют использовать его чаще в любых условиях.
Современные прессы не обходятся без ЧПУ. Задав режим работы и выбрав давление, можно забыть о постоянном контроле станка – этим займётся микрокомпьютер.
Как пользоваться гидравлическим прессом?
Каждый гидропресс имеет конструктивные особенности, поэтому производитель продаёт станок вместе с детальной инструкцией по эксплуатации гидравлического пресса. Но даже прочитав её, желающий поработать на нём не будет допущен, ведь нужно знать не только инструкцию, но и общие правила по охране труда с гидропрессами.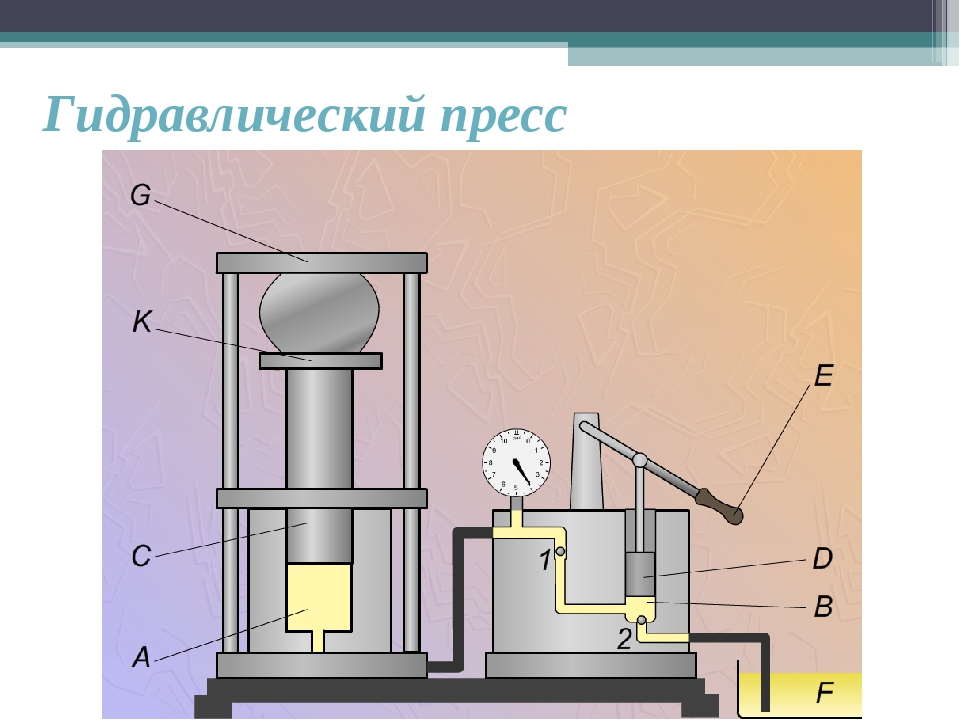 Вот некоторые из них:
Вот некоторые из них:
- Работать за гидропрессом могут только лица, прошедшие инструктаж и медосмотр.
- Нельзя работать на гидравлическом прессе без спецодежды.
- Всегда нужно следить за возможной утечкой жидкости.
- Не держать руки у рабочей зоны.
- По окончанию работы закрыть клапан и протереть инструмент.
Более детальное руководство можно прочесть в охране труда по работе с гидравлическими прессами.
Вертикальные гидропрессы с ручным приводом
Наиболее распространённый вид гидравлических прессов. Внешне это двухстоечная установка с ручным или ножным приводом. Имеется рабочая поверхность и манометр для контроля за давлением. Относится к классу вертикальных.
Часто используется на СТО для легковых автомобилей, так как его усилия приблизительно в 20 тонн вполне хватит для подъёма даже немаленькой машины.
Настольные прессы
Настольные гидропрессы – одни из самых компактных. Конструкция не ютится на полу, но вкручивается в стол или верстак. Если в помещении недостаток пространства, то настольный пресс идеально подойдёт. Максимальное усилие – 15 тонн, и этого не всегда достаточно. Из-за компактности такой пресс не может работать с габаритными деталями.
Если в помещении недостаток пространства, то настольный пресс идеально подойдёт. Максимальное усилие – 15 тонн, и этого не всегда достаточно. Из-за компактности такой пресс не может работать с габаритными деталями.
Электрогидравлические прессы
Основа конструкции – электрический двигатель. Развивающееся усилие – от 50-и тонн и выше. Для производственных предприятий и СТО для обслуживания крупногабаритных авто незаменим. Электропривод повышает скорость выполнения работ и исключает приложение какого-либо физического усилия в процесс.
Пневмогидравлический пресс
Пневмогидравлические прессы имеют ряд преимуществ, которые заставляют предприятия заменять свои старые установки на пневмогидравлические.
- Надёжность.
- Экономичность.
- Простота в обслуживании.
- Работа от сжатого воздуха.
- Работа в ручном режиме.
- Можно использовать на опасном производстве.
Примечание: в систему пневмогидравлического пресса должен попадать только чистый сжатый воздух.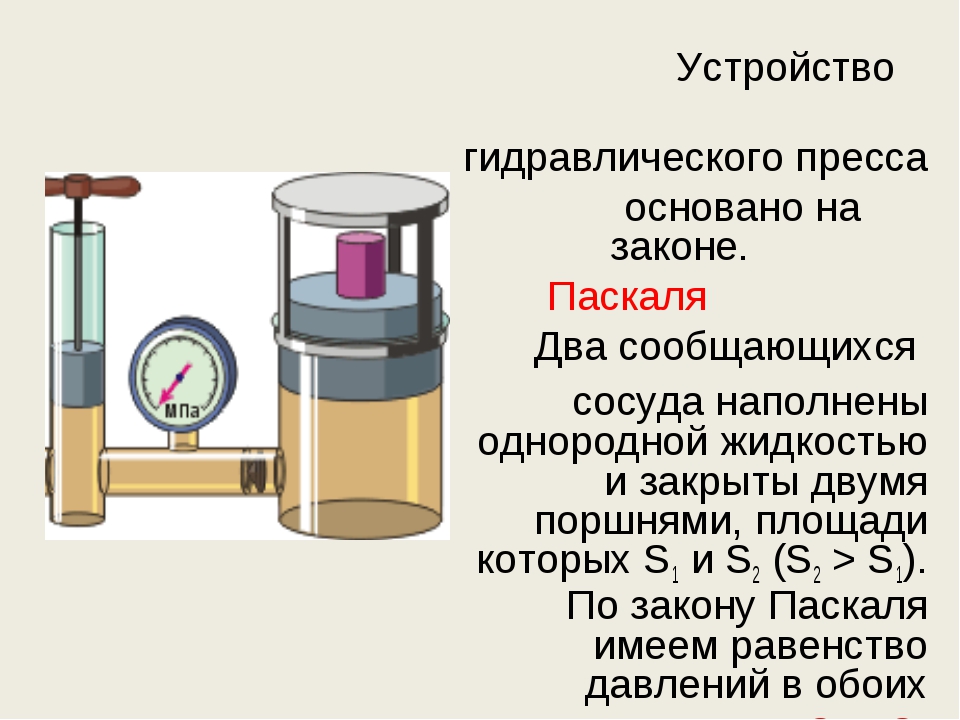
На что опереться при выборе гидропресса?
Обилие моделей и производителей позволяет подобрать гидропресс под особые рабочие потребности. Лучше, если характеристики агрегата будут немного лучше, чем требуется. Плюс, необходимо обратить внимание на допустимый срок эксплуатации.
Важные технические характеристики
- Размер изделий, с которым придётся работать.
- Сила развиваемого давления.
От этих показателей зависит дальнейший выбор. К примеру, настольный 10-тонный пресс не подойдёт для грузового автосервиса, а маленькая мастерская в гараже не нуждается в 100-тонном аппарате.
В технической спецификации указывается усилие гидропресса. Поняв, с какими деталями придётся работать, можно подобрать оптимальную установку с учётом стандартной градации:
- легковые и грузовые авто – до 45-и тонн;
- промышленные предприятия: от 75-и тонн и выше, в зависимости от материала для работы.
Обратите внимание на показатели высоты/ширины гидропресса и хода рабочего поршня. От этого зависит, насколько габаритная деталь поддастся гидропрессу.
От этого зависит, насколько габаритная деталь поддастся гидропрессу.
Особенности гидропрессов, на которые стоит обратить внимание
- Автоматический возврат штока. Ускоряет рабочий процесс и повышает удобство.
- Хромированный шок. Увеличивает срок эксплуатации гидропресса, защищая его от коррозии.
- Предохранительный клапан. Обезопасит работу пресса за счёт стравливания избыточного давления в системе. Превышение нагрузки чревато серьёзными последствиями.
- Надежность станины. Прочный материал – только 50% надёжности конструкции. Важно, чтобы все швы были аккуратно заделаны, иначе усилие пресса со временем сломает каркас.
- Лебёдочный механизм. Нужен для регулирования рабочего стола при работе с массивными элементами.
- Перемещение стола и цилиндра. Мобильность отдельных деталей гидропресса повышает удобство работы с нестандартными размерами.
- Качество манометра. Оценить усилие, оказываемое на деталь, можно только с помощью манометра, поэтому проследите, чтобы он показывал точные данные и был изготовлен из надёжных материалов.
 Лучше остановиться на глицериновом манометре, который подавляет вибрацию.
Лучше остановиться на глицериновом манометре, который подавляет вибрацию.
Заблуждения при работе с гидропрессами
Сложилось мнение, что гидропрессам не нужны предохранительные элементы. Это не так, потому что перепады давления в системе могут произойти даже из-за банальной смены погоды. Если цилиндры изготовлены из некачественного металла, реагирующего на небольшие скачки температур, то жидкость может быстро нагреться. Не заметив этого, рабочий запустит гидропресс на максимум, спровоцировав не просто поломку, а опасность для себя.
Выбирая гидравлический пресс, необходимо учесть не только нынешние потребности, но и будущие, ведь потом не захочется приобретать новую установку.
Где купить гидравлический пресс от производителя?
Стерлитамакский станкостроительный завод уже долгое время поставляет нам качественные гидравлические прессы собственного производства. Вес товар сертифицирован и проверен рабочими ООО «СТК»
Какому гидропрессу отдать предпочтение?
 И пока нога будет управлять прессом, руки смогут корректировать деталь.
И пока нога будет управлять прессом, руки смогут корректировать деталь. Охрана труда при работе с гидравлическими прессами.pdf
Также на нашем сайте вы можете изучить статьи о фрезерных станках.
Устройство и принцип работы маслостанции для пресса
Гидравлический пресс
Прессом в технике называют устройство, предназначенное для давления на на какой-либо внешний объект.
С помощью пресса на объект оказывается давление определенной направленности и усилия: объект можно зажимать, удерживать, сдавливать, ему может придаваться некоторая форма.
Нужное давление обеспечивается тем, что пресс — в общем случае — состоит из двух основных частей: неподвижной станины и перемещающегося рабочего элемента, прижимающего объект к станине.
Прижим рабочего элемента может осуществляться специальным двигателем, который называется гидравлическим цилиндром. Именно в нем образуется внешняя сила давления за счет давления рабочей жидкости внутри самого устройства.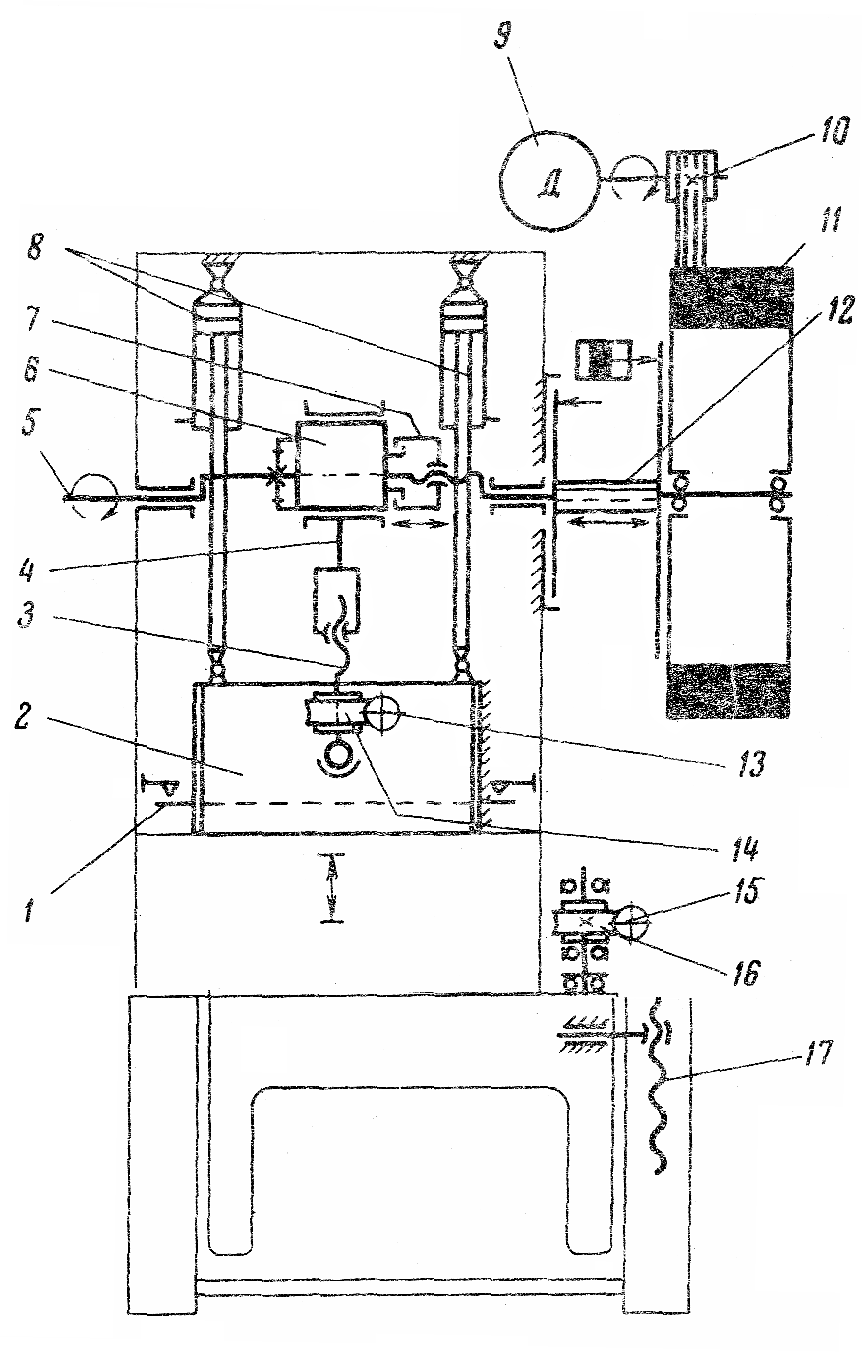
Прессы, построенный на основе гидроцилиндров тоже называются гидравлическими.
Гидравлические прессы и гидроцилиндры от компании «Гидроласт»
Наша компания производит гидравлические пакетировочные прессы уже около четверти века.
Мы гарантируем 30 000 циклов бесперебойной эксплуатации и ручаемся за качество нашей продукции.
Но чтобы гидроцилиндр успешно функционировал по предназначению, в него необходимо накачивать рабочую жидкость. Устройство, обеспечивающее этот процесс, называется маслостанцией (гидравлической насосной станцией или же просто гидростанцией).
Работа маслостанции
Опишем конструкцию и принцип работы маслостанции для пресса пошагово:
- от внешнего источника энергии запитывается первичный двигатель, который вращает вал гидравлического насоса;
- насос через всасывающий фильтр подает рабочую жидкость из накопительного бака по трубопроводной системе в гидравлический цилиндр;
- гидроцилиндр перемещает рабочий элемент пресса, чем обеспечивает нужное давление на объект;
- после выполнения необходимой работы пресс и сам гидроцилиндр возвращаются в исходное положение.
 А рабочая жидкость сливается из гидроцилиндра в накопительный бак через другой фильтр;
А рабочая жидкость сливается из гидроцилиндра в накопительный бак через другой фильтр; - цикл повторяется.
Типы и преимущества маслостанций для пресса
Первичный двигатель масло для пресса чаще всего бывает жидкотопливным (бензиновым либо дизельным) или электрическим. Нередко встречаются также пневматические и гидравлические двигатели. Хотя в принципе может использоваться любой вид энергии — от солнечной и ветряной до приливной и геотермальной.
Насосы также могут быть любых типов и конструкций. Чаще всего используются аксиально-поршневые, радиально-плунжерные, пластинчатые и шестеренные насосы.
Другое оборудование (трубопроводное, контрольное, измерительное, накопительное и иное дополнительное) также может иметь самое различное исполнение.
Альтернативой применению в гидроприводах маслостанций является использование компрессорных установок. Однако у маслостанций для пресса имеется целый ряд преимуществ.
- компактные размеры;
- меньшее расходование энергоресурсов;
- более высокая производительность и эффективность применения;
- универсальность, позволяющая подключать их к устройствам различного типа и мощности;
- меньший, нежели у компрессорных установок, уровень шума;
- простота использования и обслуживания.

Прессы Устройство — Энциклопедия по машиностроению XXL
| Рис. 8.1. Схемы дозирующего и прессующего устройств машин для литья под давлением без предварительной (а) и с предварительной (б) пластификацией |
Фиг. 15. дозировочного п прессующего устройств литьевых машии [c.901]
Автоматизация листовой штамповки. В массовом производстве деталей широко применяют оснащение прессов листовой штамповки устройствами, автоматизирующими подачу заготовки к рабочему инструменту и удаление отштампованных деталей из пресса. Устройства автоматизации можно подразделить на две фуппы автоматизирующие подачу листового материала в штамп и автоматизирующие подачу штучной заготовки в штамп. [c.138]
Экструзией называют процесс продавливания материала через профилирующие головки, в результате которого получают продукт требуемой формы. При этом необходимо, чтобы материал продавливался при соответствующих температурах и давлениях. Давление создается специальными прессующими устройствами шнековыми, поршневыми и вальцовыми нагнетателями.
[c.516]
При этом необходимо, чтобы материал продавливался при соответствующих температурах и давлениях. Давление создается специальными прессующими устройствами шнековыми, поршневыми и вальцовыми нагнетателями.
[c.516]
Машина, пресс, устройство для смазывания пресс-формы и другое оборудование, входящее в РЛ или другую P , могут иметь и другие различные подпрограммы и их модификации. [c.265]
К основным средствам автоматизации относятся прежде всего устройства для смазывания пресс-формы (рис. 8.20, а, б), извлечения и транспортирования отливок (рис. 8.20, в, г), дозирования жидкого металла (рис. 8.20, г), раздаточные печи, обрезные прессы, устройства контроля полноты извлечения отливки. [c.312]
| Рис. 15. Схемы дозирующего и прессующего устройства литьевых машин |
 В этих штампах поковку укладывают на фиксатор (выталкиватель), опирающийся на буферное устройство, установленное в самом штампе или под столом пресса. Устройства, монтируемые под столом, бывают либо с набором спиральных пружин, либо пневматические по типу маркет-ных, либо с рычажно-пружинным механизмом. В самих штампах для этого используют тарельчатые пружины. При обрезке-правке круглых в плане или близ их к ним поковок (рис. 29) фиксатор опирают на пружины. Сменными деталями штампа при одних и тех же размерах обрезаемых поковок, но различных конфигурациях являются пуансон и фиксатор.
[c.524]
В этих штампах поковку укладывают на фиксатор (выталкиватель), опирающийся на буферное устройство, установленное в самом штампе или под столом пресса. Устройства, монтируемые под столом, бывают либо с набором спиральных пружин, либо пневматические по типу маркет-ных, либо с рычажно-пружинным механизмом. В самих штампах для этого используют тарельчатые пружины. При обрезке-правке круглых в плане или близ их к ним поковок (рис. 29) фиксатор опирают на пружины. Сменными деталями штампа при одних и тех же размерах обрезаемых поковок, но различных конфигурациях являются пуансон и фиксатор.
[c.524]
Изменив схему приспособления (рис. 38, е) и применив ступенчатый наконечник прессующего устройства, можно привести погрешность базирования для размера Яг к нулю при условии, что по нижнему торцу втулки предусмотрен зазор. [c.807]
Представляет интерес метод контроля, используемый на четырехпозиционной гидравлической сборочной машине фирмы Фокс инжиниринг (США) при напрессовке шарикоподшипника на полуось. Для заданной посадки предварительно устанавливается минимальное и максимальное усилие запрессовки. Прессующее устройство начинает запрессовку подшипника с минимальным усилием, действующим определенное время. После этого усилие автоматически повышается до максимального значения, которое также действует определенное время. Если при минимальном усилии запрессовка заканчивается раньше положенного времени, то операция прерывается с подачей соответствующего светового сигнала. Если при максимальном усилии по истечении установленного времени подшипник не напрессовывается до конца, операция также прерывается с подачей другого светового сигнала.
[c.336]
Для заданной посадки предварительно устанавливается минимальное и максимальное усилие запрессовки. Прессующее устройство начинает запрессовку подшипника с минимальным усилием, действующим определенное время. После этого усилие автоматически повышается до максимального значения, которое также действует определенное время. Если при минимальном усилии запрессовка заканчивается раньше положенного времени, то операция прерывается с подачей соответствующего светового сигнала. Если при максимальном усилии по истечении установленного времени подшипник не напрессовывается до конца, операция также прерывается с подачей другого светового сигнала.
[c.336]
Комплексы для изготовления деталей из листа используют в электротехнической промышленности. Они комплектуются механическим прессом, устройством для автоматической шаговой подачи, подъемным столом, устройством с числовым программным управлением и ленточным транспортером. Устройство шаговой подачи (рис. 4) состоит из станины 4, корпуса 5 и редуктора настройки шага подачи 1. Лист 3 подается к рабочей позиции 2 пресса с шагом X в продольном и с шагом 2 в поперечном направлениях. Разрезка отходов производится в штампе.
[c.27]
Лист 3 подается к рабочей позиции 2 пресса с шагом X в продольном и с шагом 2 в поперечном направлениях. Разрезка отходов производится в штампе.
[c.27]
Гидравлические штамповочные прессы. Устройство этих прессов принципиально не отличается от ковочных. Усилие современных гидравлических штамповочных прессов достигает 750 МН. [c.135]
Привод подачи осуществляется от кривошипного пальца 6, эксцентрицитет которого с целью изменения шага подачи можно менять с помощью винта 7. Кривошипный палец укреплен в обойме 8, одеваемой и затягиваемой стяжным болтом 9 на конце главного вала пресса. С кривошипным пальцем 6 шарнирно связана тяга 10, с помощью которой через обгонные муфты 11 я шестеренные передачи осуществляется вращение верхних и нижних толкающих и тянущих валков. Прижим верхних валков к нижним осуществляется пружинами 12. Для принудительного подъема при наладке имеются рычаги с рукоятками 13. Подача крепится с двух сторон к столу пресса. Устройство роликовой муфты обгона 7 7 ясно из разреза по ВВ, показанного на фиг. 142. Центральный диск муфты насажен на шпонке на конце промежуточного вала подачи. В пазах диска, между его телом и наружным кольцом муфты, свободно размещены три ролика. Под действием показанных на чертеже пружин эти ролики прижимаются к стенкам диска и кольца, расклинивая их. При вращении наружного кольца муфты в направлении изображенной на чертеже стрелки, кольцо сцеплено через ролики с диском и поворачивает последний.
[c.181]
Устройство роликовой муфты обгона 7 7 ясно из разреза по ВВ, показанного на фиг. 142. Центральный диск муфты насажен на шпонке на конце промежуточного вала подачи. В пазах диска, между его телом и наружным кольцом муфты, свободно размещены три ролика. Под действием показанных на чертеже пружин эти ролики прижимаются к стенкам диска и кольца, расклинивая их. При вращении наружного кольца муфты в направлении изображенной на чертеже стрелки, кольцо сцеплено через ролики с диском и поворачивает последний.
[c.181]
В процессе выполнения работы учащиеся должны изучить устройство автоматического рычажного пресса для определения твердости выбор диаметра шарика и нагрузки порядок подготовки образца порядок проведения испытания на прессе устройство лупы и методику измерения полученного отпечатка порядок определения твердости по таблице. [c.56]
Так как наложение лент из пластической массы методом обмотки не может обеспечить скорость, обычно применяемую при наложении шланга на червячных прессах, целесообразно установить перед головкой пресса устройство (типа улитки), обеспечивающее охват кабеля продольно накладываемой лентой. Ширина ленты должна быть несколько больше наружного периметра кабеля, чтобы обеспечить наложение с перекрытием.
[c.250]
Ширина ленты должна быть несколько больше наружного периметра кабеля, чтобы обеспечить наложение с перекрытием.
[c.250]
В шести точках. Для осуществления этого соединения применяется сварка с односторонним деформированием. Она производится специальным штампом, установленным на обычном гидравлическом прессе. Устройство штампа видно из фиг. 41. [c.68]
Примером мон ет служить штамповка крышек жестяных консервных банок на сложном штампе автоматич. пресса. Устройство сложного комбинированного штампа герм, фирмы Шулер показано на фиг. 16 и 17. [c.421]
Мембранные пневмодвигатели применяются в зажимных, фиксирующих, тормозных, прессующих устройствах сганков и других машин. Мембранный пневмоцилиндр с формованной мембраной изображен на рис. [c.216]
Система управления прессом обеспечивает также работу непрерывными ходами. Для этого необходимо задействовать БКВ 4 (см. рис. 14.4). Тогда при достижении ползуном КВП и окончании процесса торможения флажок 3 через БКВ 4 включает электродвигатель на прямое вращение и растормаживает главный исполнительный механизм, в результате следует немедленный ход ползуна вниз. Непрерывное возвратно-поступательное движение ползуна продолжается до нажатия на кнопку Стоп на пульте управления прессом. При оснащении пресса устройствами автоматизации включение на ход ползуна вниз в цикле непрерывного движения осуществляется соответствующим датчиком, установленным на рабочем органе автоматизирующего устройства, причем БКВ 4 в этом случае заблокирован.
[c.352]
Для этого необходимо задействовать БКВ 4 (см. рис. 14.4). Тогда при достижении ползуном КВП и окончании процесса торможения флажок 3 через БКВ 4 включает электродвигатель на прямое вращение и растормаживает главный исполнительный механизм, в результате следует немедленный ход ползуна вниз. Непрерывное возвратно-поступательное движение ползуна продолжается до нажатия на кнопку Стоп на пульте управления прессом. При оснащении пресса устройствами автоматизации включение на ход ползуна вниз в цикле непрерывного движения осуществляется соответствующим датчиком, установленным на рабочем органе автоматизирующего устройства, причем БКВ 4 в этом случае заблокирован.
[c.352]
Возд. или М Высокопроизводительное ковочно-штамповочное оборудование (давление свыше 130 кг/мм ) для глубокой штамповки (гравировки). Инструмент для обработки цветных металлов. Формующие детали ковочно-штамповочных и прессующих устройств для ехали, тяжелых и мягких металлов. [c.82]
Рис.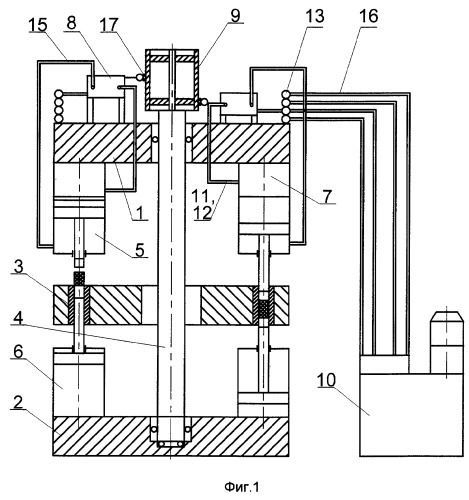 5.4. Автоматическое прессующее устройство 5.4. Автоматическое прессующее устройство
|
Прессование изделий из реактопластов на автоматических прессах имеет существенные недостатки, к которым в первую очередь относится необходимость затраты больщой части времени цикла на последовательные возвратнопоступательные движения рабочих и вспомогательных органов пресса (главного плунжера и выталкивателя пресса, устройства для загрузки материала в пресс-форму, удаления из нее отпрессованных изделий и ее очистки, устройства для свинчивания резьбовых изделий, предохранительных и контрольных механизмов и т. д.). [c.677]
По усилию запрессовки выбирают мощность прессующего устройства с учетом коэффициента запаса, величину которого рекомендуется брать равной 1,5, Сила запрессовки может быть уменьшена на 20 — 30 % при наложении осевых вибраций (импульсов) от встраиваемого в прессующее устройство спедиально-
[c. 823]
823]
В роботизированном производстве целесообразен переход к моноблочным конструкциям изделий, в которых отдельные детали объединяются в одну и притом не обязательно более сложную деталь. Это уменьшает объем механической обработки, узловой и общей сборки изделия. Созданию моноблочных конструкций способствует развитие и использование прогрессивных методов выполнения заготовок. Не все виды соединений удобны для роботизированной сборки. Робот как сборочная машина не способен развивать большие усилия, необходимые для запрессовки. Собираемый узел при этом необходимо передавать на смежно распо юженный пресс, что усложняет процесс сборки. Выполнение болтовых соединений менее удобно, чем винтовых. Точечная сварка в роботизированном нроизводстве осуществляется легче, чем склепывание. Допо1(нигельные устройства (сменные вальцовки, прессующие устройства, встроенные в сборочные приспособления сменные резьбозавертывающие установки и др.), расширяют технологические возможности роботов.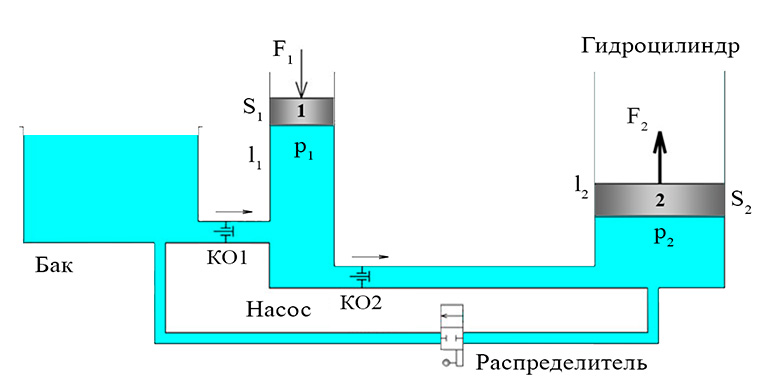 [c.320]
[c.320]
Подъемник служит для поднятия и прижатия в процессе загрузки съемного кузова 2 контейнера к выпрессовочному отверстию пресса. Устройство подъемника показано на рис. 52, б. На раме 4 установлен гидроцилиндр 9, шарнирно связанный с продольной рамой 7. Кузов контейнера поднимается двумя поперечными рамами 8, укрепленными на раме 7. Для предотвращения перекоса кузова контейнера во время подъема на раме имеются два направляющих штока II, которые перемещаются во втулках 10. На обоих концах рамы установлены путевые переключатели 6, сигнализирующие правильность подъема (без перекоса кузова контейнера). [c.64]
Ролик а коромысла 2, вращающегося вокруг неподвижной оси В, обкатывает профиль кулачка I. Звено 5 входит во вращательные пары С и О с коромыслом 2 и ползуном 3, движущимся возвратно-поступательно в неподвижной направляющей Д С ползуном 3 жестко связан шток 6 прессующего устройства. Пружина 4 обеспечивает снловое замыканпе между кулачком 1 и коромыслом 2. [c.173]
[c.173]
В момент удара на нижний слой формовочной смеси, лежащей вокруг модели и на плите, действует сила инерции всей лежащей над ним смеси, поэтому плотность в этом слое получается наибольшей. По мере удаления от разъема плотность уменьшается, а верхние слои при встряхивании даже разрыхляются и поэтому требуют дополнительного уплотнения. Для этой цели на небольших машинах имеются специальные прессующие устройства, которые после встряхивания доуплотняют верхние слои формовочной смеси в опоке. [c.112]
На крупных машинах прессующие устройства отсутствуют, так как для создания нужного давления при прессовании они очень громоздки. Поэтому верхние слои смеси в опоке после встряхивания подпрессовывают вручную пневматическими трамбовками. Такой способ уплотнения верхних слоев формы нельзя считать рациональным, так как при нем снижается производительность машины. Однако он еще применяется, особенно в мелкосерийном производстве.
[c. 113]
113]
Цель работы. Изучение особенностей конст укций и работь кривошипных листоштамповочных прессов, устройств для крепле ния штампов и наладки пресса. [c.116]
В эксцентриково-кулачковом прессе (рис. 109) пуансон 3 совершает возвратно-поступательное движение по вертикали, передаваемое от электродвигателя 12 через клиноременную и зубчатую передачи, главный вал 4 и шатун 5. Через эксцентрики 6 и 7 главный вал приводит в действие загрузочное устройство 9 и выталкиватель 8. Прессуемый порошок поступает в прессформу 1 из бункера 2 и загрузочного устройства 9, после чего подвергается сжатию опускающимся пуансоном. Брикет выталкивается и сбрасывается со стола пресса устройством 9. [c.247]
На рис. 176 приведена схема вакуумного пресса с пневматическим нагружением, разработанного в Институте металлокерамики и специальных сплавов АН УССР [24]. Камера с прессующим устройством представляет собой цилиндрический водоохлаждаемый корпус 4 с верхней и нижней водоохлаждаемыми крышками 3 и 9.
 Корпус снабжен патрубком 12 со смотровым стеклом для замера температуры оптическим пирометром и патрубком 5 для откачки газа. Внутри камеры находится графитовый нагреватель 6, к которому при помощи водоохлаждаемых токоподводов 8 подводится электрический ток. Для уменьшения потерь тепла на излучение, а также для предотвращения перегрева корпуса и крышки камеры и особенно мест стыков с резиновым уплотнением 10, предусмотрена система графитовых экранов 7.
[c.349]
Корпус снабжен патрубком 12 со смотровым стеклом для замера температуры оптическим пирометром и патрубком 5 для откачки газа. Внутри камеры находится графитовый нагреватель 6, к которому при помощи водоохлаждаемых токоподводов 8 подводится электрический ток. Для уменьшения потерь тепла на излучение, а также для предотвращения перегрева корпуса и крышки камеры и особенно мест стыков с резиновым уплотнением 10, предусмотрена система графитовых экранов 7.
[c.349]Над камерой на стойках 2 смонтирован корпус прессующего устройства 1. Давление газа, измеряемое манометром 19, передается на поршень 18 и через стальной шток 15 с графитовой головкой 14 на пуансон графитовой прессформы с прессуемым порошком 13 и далее на графитовую подставку 11. Уплотнение достигается за счет применения вакуумного уплотнителя 16 и сальника 17. Максимальная температура прессования составляет 2000° С, вакуум 1 10 мм рт. ст. и усилие прессования 2 Т. Несмотря на большие достоинства, горячее прессование распространено сравнительно мало из-за низкой производительности и сложности оборудования, ограниченности формы и размеров изделий. [c.349]
[c.349]
Приведены описания различных устройств, применяемых для обеспечения безопасной работы подвижные зашитные устройства, устройства, блокирующие включение пресса, устройства для автоматической зафузки и удаления отштампова1Шых деталей, устройства, механизирующие транспортировку, уста1ювку, закрепление штампов и т.д., мероприятия по снижению уровня шума в холодноштамповочных цехах. [c.64]
Двухдисковые фрикционные прессы. Устройство пресса показано на фиг. 28. Вращательное движение от вала электродвигателя 3 через клиноременную или зубчатую передачу 4 передается валу 6, несущему на своих концах два массивных чугунных диска 7 (диск подъема и диск опускания). Между дисками размещен насаженный на конец рабочего винта II маховик 5, обтянутый кожей или другим фрикционным материалом. Винт вращается в гайке, неподвижно закрепленной в верхней части станины. К нижнему концу винта прикреплен ползун 16 с толкателем /, движущийся вертикально в направляющих станины 17, к которым прикреплены кулачковые планки (колодки) 2 тормоза. Вал 6 вместе с фрикционными дисками может перемещаться вдоль своей оси вправо или влево при помощи рычагов 8 м 9, соединенных с тягой 13 и рычагом 18 (или пусковой педалью), благодаря чему маховик будет фрикционно сцепляться то с правым, то с левым диском и в зависимости от этого будет вращаться вправо или влево. При этом винт 11 будет ввинчиваться или вывинчиваться, перемещаясь по оси поперемепно вверх и вниз. Вместе с винтом будет перемещаться и ползуп. Нажатие рычага 18 возможно только после того, как штамповщик левой рукой отодвинет предохранительную защелку 12 и этим освободит выключатель 14. В конце рабочего хода ползуна рычаг 18 освобождают, чему способствует нижний зажим 15. Ход ползуна и маховика ограничивается верхним зажимом 10, закрепленным на тяге 13 выключателем 14 ползуна и предохранительной защелкой. Как только ползун, поднимаясь вверх, приподни-
[c.66]
Вал 6 вместе с фрикционными дисками может перемещаться вдоль своей оси вправо или влево при помощи рычагов 8 м 9, соединенных с тягой 13 и рычагом 18 (или пусковой педалью), благодаря чему маховик будет фрикционно сцепляться то с правым, то с левым диском и в зависимости от этого будет вращаться вправо или влево. При этом винт 11 будет ввинчиваться или вывинчиваться, перемещаясь по оси поперемепно вверх и вниз. Вместе с винтом будет перемещаться и ползуп. Нажатие рычага 18 возможно только после того, как штамповщик левой рукой отодвинет предохранительную защелку 12 и этим освободит выключатель 14. В конце рабочего хода ползуна рычаг 18 освобождают, чему способствует нижний зажим 15. Ход ползуна и маховика ограничивается верхним зажимом 10, закрепленным на тяге 13 выключателем 14 ползуна и предохранительной защелкой. Как только ползун, поднимаясь вверх, приподни-
[c.66]
В состав РТК на базе чеканочного пресса 3 (рис. 7.20) входят специальный бункер 7, выбирающий заготовки из навала и поштучно подающий их к ориентирующему устройству / ПР 6, выполняющий загрузку-выгрузку пресса устройство управления 2 магазин 4 для готовых изделий комплекты датчиков внешней информации и сменных захватных устройств. Для ограждения рабочей зоны РТК служат светолокационные стойки 5. Если операция производится над заготовкой в горячем состоянии, то в комплекс РТК вводят нагревательное устройство с механизмом поштучной выдачи
[c.254]
Для ограждения рабочей зоны РТК служат светолокационные стойки 5. Если операция производится над заготовкой в горячем состоянии, то в комплекс РТК вводят нагревательное устройство с механизмом поштучной выдачи
[c.254]
Элементы пневматической системы объединены в общее для пресса устройство — воздухопровод. На рис. 5.23 дана примерная схема воздухопровода КГШП для управления работой дисковой фрикционной муфты б, дискового тормоза 4, тормоза маховика 2 с золотниковым распределителем 75, уравновешивателя [c.181]
Ультратермостат обслуживает запрессовочное устройство цилиндр его имеет рубашку, полость которой гибкими шлангами соединена с термостатом. В процессе работы его жидкость-теплоноситель непрерывно циркулирует в полости, образованной рубашкой цилиндра. Таким образом поддерживается постоянная температура цилиндра и загружаемого в него модельного состава. Эту температуру можно регулировать в широких пределах (20—180 С). Для создания постоянного давления на Поршень прессующего устройства использован видоизмененный лабораторный копер (типа 031). Грузовая платформа копра опускается на шток-поршень, создавая постоянную нагрузку в течение всего периода прессования. Прессующее давление можно регулировать изменением груза, устанавливаемого на платформу копра. [c.146]
Учитывая, что во многих литейных цехах работают машины моделей 511, 512 и 513, выпускавшиеся ранее промышленностью, в табл. 1 приведена краткая техническая характеристика, этих машин, на рис. 6 — конструкция модели 512. Она состоит из двух основных узлов, смонтированных на фундаментной чугунной плите 28, — узла закрывания и открывания пресс-формы и узла прессующего устройства. Эти узлы соединены между собой тремя связями 26, которые воспринимают усилие, развивающееся в плоскости разъема пресс-формы, и одновременно являются направляющими для поршня 2 закрытия формы, несущего на своем переднем конце формодержатель 11 с привернутым к нему постаментом 25, к которому крепится подвижная полови-, на формы. [c.13]
Устройство прессов — Справочник химика 21
Конструкция изделия определяет сложность устройства пресс-формы. Для получения изделий без поднутрений пресс-формы изготовляют с цельной матрицей (рис. 5.5, а). Для получения изделий со значительными поднутрениями используют пресс-формы с разъемной матрицей (рис. 5.5,6). Для производства армированных изделий применяют формы, предусматривающие фиксацию арматуры для избежания ее смещения во время прессования. [c.122]
В последнее время прием прессования твердых образцов получил довольно широкое распространение [12, 13]. Под большим давлением прессуется смесь порошка исследуемого вещества с оптически прозрачным в инфракрасно области материалом. Чаще всего пользуются бромистым калием, предварительно размолотым и просушенным. Прессование порошка производится в специальном устройстве — пресс-форме [14, 15] под вакуумом. Разобранная пресс-форма, аналогичная описанной в работе [416], представлена па рис. 1. Герметизация при откачке обеспечивается прокладками из вакуумной резины. Прессование может производиться гидравлическим прессом (например П2-60-А ). Так как пропускание образца и качество спектра его зависят от времени [c.47]
В системах охлаждения теплообменной аппаратуры (двигателей внутреннего сгорания, компрессоров, промышленных нагревательных печей, конденсаторов, энергетических установок, ускорителей и т. д.) часто наблюдается усиленная коррозия, вызванная главным образом агрессивными свойствами воды. Коррозии подвергаются часто и гидравлические устройства (прессы, домкраты, амортизаторы), в которых вода выполняет функции рабочей жидкости, а также водопроводы. [c.243]
Прессы для вулканизации ремней и транспортерных лент Устройство прессов [c.420]
В верхней части каждого пресса размещено таблетирующее устройство, из которого таблетки направляются в узел прессования. Отпрессованные изделия сбрасываются разгрузочными устройствами прессов на ленту продольного транспортера 6 и доставляются в отделение обработки либо обрабатываются тут же на сходе с транспортера. [c.572]
Последовательность операций таблетирующего устройства пресса автомата (представленного в данном случае в рамном исполнении) приведена отдельно на рис. XI. 27 в четырех положениях. [c.572]
Загрузочное устройство пресса состоит из загрузочного транспортера 1 (рис. 44, 6), стационарной многоярусной роликовой вагонетки 2 и передвижной роликовой вагонетки 3. Загрузочный роликовый транспортер может поворачиваться вокруг точки Л 92 [c.92]
Устройство пресса видно из рис. 111. Головка пневматического клапана 1 крепится к верхней поперечине 2 сварного каркаса гайкой 3. На штоке 4 закреплена самоустанавливающаяся [c.186]
Устройство пресса видно из рис. 42. Производительность его очень велика, так как одна форма дает за 24 часа около 432 м трубки диаметром в 5 мм при внутреннем диаметре 3 мм. Обычно пресс имеет до 0 мундштуков, и потому общая его производительность составляет более 4000 м трубки в день. [c.426]
Устройство прессующего механизма пресса обеспечивает двухступенчатое прессование. Благодаря наличию гидравлической системы достигается регулировка удельного давления прессования. [c.100]
Общее устройство пресс-формы с полупроводниковым обогревом показано на рис. 74. [c.127]
Существующие нагревательные устройства пресс-форм выполняются в виде стальных плит, в которых при электрическом обогреве размещаются нагреватели, а при других видах обогрева, кроме индукционного и полупроводникового, — каналы, по которым движется теплоноситель. [c.4]
Нагревательные плиты устанавливаются между плитами пресса и частями пресс-формы, т. е. пуансоном и матрицей. Температура нагрева пресс-форм в зависимости от характера прессуемого материала составляет 150—200°. Для автоматического регулирования температуры нагрева пресс-формы в настоящее время широко применяются дилатометрические терморегуляторы, устанавливаемые в пуансоне и матрице. Мощность электронагревательных устройств пресс-формы составляет в среднем 3,0 кет. [c.4]
Устройство пресс-шнека изображено на рис. 32. На чугунных стойках 1 установлены параллельно друг другу станины 2, скрепленные стяжными болтами 3. В правой станине размещена рабочая головка, в левой—привод шнека. Рабочий цилиндр 4 состоит из ряда секций, заключенных в обоймы 5, стянутые болтами 6. [c.83] Устройство прессов видно из фиг. 15. 20. Коленчатый вал 1 расположен в задней части пресса и получает движение от электродвигателя через маховики 2 и зубчатую передачу 3. [c.423]I — аккумулятор 2 — магистральный трубопровод 3 — запорное устройство пресса 4 — компенсатор гидравлических ударов [c.122]
Пресс электрогидравлического действия. Устройство пресса ПВГ-8-1-0 показано на рис. 8.3. В станине 1 с двумя полыми колоннами 2 расположен гидропривод. На верхней плоскости станины расположен стол 3, на который укладывается вырубаемый материал. Верхняя траверса 4 подвижная рабочий ход обеспечивается действием гидравлической системы, а подъем траверсы осуществляется пружиной 5. [c.225]
Вулканизационный пресс. Для вулканизации обрезиненных вентилей применяются механические прессы типа Мак-Нейл с плитой 800 X 800 мм или двухэтажные гидравлические прессы. Обрезиненные вентили вулканизуются в многогнездных пресс-формах с выталкивателями готовых вентилей. Подробное описание устройства прессов дано в гл. 15. [c.437]
Конструкцию и устройство пресс-форм можно изучить по специальной литературе. [c.96]
Предназначены для измерения температуры и для сигнализации предельно допустимых температур с целью защиты от перегрева нагревательных устройств пресс-форм, подпятников гидрогенераторов также могут служить в качестве термометров в терморегуляторах. [c.13]
Питатель агломератной массой предназначается для подачи агломератной массы в дозирующее устройство пресса и состоит из бункера, шибера и вибрирующего устройства. В бункер агломератная масса может подаваться при помощи специального механического устройства и вручную. Из бункера в полуформу масса подается вибрирующим шибером, имеющим форму лотка. Подача массы регулируется шибером, перекрывающим щель бункера. [c.159]
Показатели, характеризующие вязкостные свойства консистентных смазок, имеют большое практическое значение. От вязкостных свойств зависит прокачиваемость смазок по трубам, мазепроводам и другим коммуникациям в узлы трения нри помощи различных заправочных устройств (прессов, масленок и т. п.). Вязкостью смазочного материала определяется также-расход энергии на работу механизмов и на перемещение самой смазки. При этом большую роль играет зависимость вязкости от температуры, скорости [c.667]
В своей конструкции пресс-автоклавы сочетают как элементы конструкции вулканизационного котла, так и элементы конструкции гидравлического вулканизационного пресса. Пресс-автоклавы бывают разных типов 1) со съемной крышкой и неподвижным корпусом, 2) с неподвижной крышкой и подвижным корпусом, 3) со съемным, поднимающимся вверх корпусом (колоколом). Более удобными являются автоклавы со съемными крышками, которые и получили в настоящее время широкое распространение. Устройство пресс-автоклавов со съемной крышкой для вулканизации автомобильных покрышек и массивных шин приводится на рис. 87. В станине пресс-автоклава 3 установлен гидравлический рабочий цилиндр 1 с плунжером. Нижняя траверса скреплена с помощью шести колонн с верхней траверсой И, к которой прикреплен неподвижно корпус 12 пресс-автоклава. Плунжер верхней своей частью через днище проходит внутрь корпуса. К верхней части плунжера прикреплен болтами подвижной стол 5, на который одна на другую, стопой, укладываются формы с покрышками или с массивными шинами. К верхней поперечине автоклав-пресса с помощью байонетного затвора крепится крышка пресс-автоклава 10. Байонетный затвор имеет подвижное байонетное кольцо 8, которое имеет прутмоугольные зубья, в промежутки которых входят такие же зубья крышки пресс-автоклава. При закрывании пресс-автоклава подвижное кольцо поворачивается, при этом зубья байонетного кольца заходят за зубья крышки, благодаря чему крышка прочно закрепляется на пресс-автоклаве. [c.349]
Глажение спецодежды из тонких и средней плотности тканей (бязи, сатйна, диагонали, молексина н т. п.) производят, на механических гладильных прессах или электроутюгами. Гладильные прессы состоят из следующих основных уз чов станины,, верхней и нижней плит, стола, системы рычагов, привода, контрольно-измерительных и пусковых устройств. Прессы устанавливают на полу на специальной бетонной площадке и закрепляют фундаментными болтами. Плиты прессов из листовой нержавеющей стали имеют различную форму и размеры в зависимости от назначения. Внутри плиты полые, а рабочие поверхности перфори рованные. Через отверстия (перфорации) подается пар при отпаривании одежды. Отверстия в нижней плите служат также для отсоса пара и влаги паровым инжектором или вакуум-насосом. [c.134]
В отечественной промышлепностн применяют плунжерные литьевые прессы с рабочим прессовым усилием 100 и 300 т, разработаны также конструкции литьевых прессов, рассчитанные на прессовое усилие, равное 1000 т. На рнс. 74 дается устройство пресса с рабочим прессовым усилием 100 т для литья резиновой смеси под давлением (ПЛ-Юб). [c.313]
Прессовочный материал из цехового склада сырья подают транспортирующим устройством в отделение таблеточных машин. Контейнеры с таблетками при помощи электрокар или аналогичных механизмов подают к рабочим местам. Из контейнеров таблетки загружают вручную в дозирующее устройство прессов-автоматов или непосредственно в прессформы при полуавтоматическом или ручном управлении работой пресса. [c.362]
Поддоны с отпрессованными плитами выгружаются разгрузчиком 6. Металлические поддоны с одной стороны имеют специальные выступы, за которые зацепляется захватное устройство разгрузчика, работающего при помощи электромагнитного устройства. Пресс разгружается в следующей последовательности. Сначала снимается давление, и плиты пресса опускаются на свои упоры. К прессу подводится разгрузчик, после чего захватываются поддоны. Затем разгрузчик движется назад, вытягивает из пресса поддоны с плитами и передает их на консольные рольганги разгрузочной этажерки 7, конструктивно не отличающейся от этажерки 2. При разгрузке этажерка 7 опускается на один шаг при этом поддон с плитами переходит на выгрузочный транспортер, где с поддона вакуумприсосным краном снимается изделие. Затем поддон транспортерами возвращается к месту загрузки. [c.94]
Другой тип испытательного пресса позволяет создавать давления до 500 кПсм и разрежение до 650—700 мм рт. ст. На фиг. 142 показано его устройство. Пресс имеет два цилиндра нижний 1 низкого давления с поршнем 3 и верхний 2 высокого давления с поршнем 6. Верхний цилиндр, ось которого расположена перпендикулярно оси нижнего цилиндра, соединен с нижним цилиндром каналом. Вентилем 7 этот канал может быть перекрыт. Нижний цилиндр служит для получения вакуума и давления до 30 кПсм , а верхний позволяет создавать давление до 500 кПсм . В это время нижний цилиндр должен быть отключен вентилем 7. Для установки поверяемого и образцового манометров пресс имеет две бобышки в правую устанавливают поверяемый прибор, а в левую — образцовый, так как правую бобышку можно отключить вентилем 8 от пресса для выдержки поверяемого прибора под давлением. [c.233]
Прессы для группового привода отличаются пониженным эффективным усилием прессования из-за значительных потерь напора жидкости в очень разветвленных гидрокоммуникациях цеха и увеличенных потерь на трение в манжетах и других уплотняющих устройствах прессов. Однако они дешевле и проще в эксплуатации и ремонте, чем прессы с индивидуальным приводом. Для группового гидравлического привода прессов обычно используются насосно-аккумуляторные станции. [c.55]Прессы с групповым приводом дешевле прессов с индивидуальным приводом, проще в эксплуатации и ремонте. К недостаткам прессов с групповым приводом относятся пониженное эффективное усилие пресса (из-за больших потерь напора жидкости в разветвленных гидрокоммуникациях цеха и увеличенных потерь на трение в манжетах и других уплотняющих устройствах прессов) невозможность (или сложность и неэффективность) автономного регулирования усилия прессования на прессе. [c.97]
ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ВАЛКОВОГО ПРЕССА ОТ ПЕРЕГРУЗОК (Hydraulic device for protecting roller press from overloads)
© Металлургическая и горнорудная промышленность/2018 7
160
ДІАГНОСТУВАННЯ ТА ТЕХНІЧНЕ ОБСЛУГОВУВАННЯ ВАЖКИХ МАШИН
мы в процессе эксплуатации валковых прессов
показали свою высокую надежность, но, тем не
менее, существует ряд особенностей, которые
ограничивают их применимость для некоторых
материалов и технологий брикетирования:
— для затяжки пружин, особенно при усилиях
прессования свыше 1000 кН, требуются большие
усилия, для чего необходимо специальное гидрав-
лическое устройство [4];
— возможная неодинаковая величина затяжки
пружин правого и левого демпферов в процессе
работы приводит к возникновению неравномер-
ности распределения нагрузок на силовые эле-
менты пресса;
— создание пресса с номинальным усилием
прессования свыше 1500 кН приводит к увели-
чению габаритов механических демпферов, что
затрудняет их размещение и установку.
Ранее специалистами ИЧМ для оснащения
прессов с усилиями прессования до 2000 кН разра-
ботана гидравлическая система предохранения от
перегрузок [1, 2], которая принята в качестве ба-
зовой при создании предохранительного устрой-
ства для уравновешивания усилия прессования
до 3000 кН.
При разработке нового предохранительного
устройства сохранена традиционная для вал-
ковых прессов конструкции ИЧМ установка
демпферов предохранительного устройства на
некотором расстоянии от линии центров валков
(рис. 1а), где нагрузка на него существенно ниже
реальной, возникающей по линии центров вал-
ков. Степень уменьшения нагрузки определяется
расстоянием от линии центров валков. Компоно-
вочные решения валковых прессов конструкции
ИЧМ построены по такому принципу, который
как раз и позволяет разместить демпфера защит-
ного устройства выше линии центров валков. Для
этого один из валков пресса жестко закреплен в
раме, а другой шарнирно, с возможностью откло-
нения от вертикальной оси при перегрузках. Это
дает преимущество по сравнению с валковыми
прессами других разработчиков, так как позво-
ляет снизить металлоемкость и нагруженность
устройства защиты валков от перегрузок.
Гидравлическая схема предохранительного
устройства валкового пресса представлена на
рис. 1б. Гидравлическая система предохрани-
тельного устройства предназначена для созда-
ния насосом Н необходимого давления рабочей
жидкости (минеральное масло) в гидравлических
цилиндрах (демпферы) Ц1, Ц2 с целью обеспече-
ния уравновешивания усилия прессования (рас-
порное усилие) и, следовательно, поддержания
стабильности силовых режимов брикетирования.
Система обеспечивает контроль рабочего
давления рабочей жидкости в гидродемпферах
с использованием манометра МН2. При паде-
нии давления масла в гидросистеме или, наобо-
рот, при превышении номинального рабочего
усилия прессования вследствие подачи в зону
прессования некондиционной шихты подается
сигнал в электрическую схему привода пресса для
остановки двигателя с целью предохранения от
поломки деталей и узлов пресса. Пневмогидро-
аккумулятор ГА предназначен для накопления
рабочей жидкости при аварийном отключении
пресса вследствие превышения давления масла
в Ц1 и Ц2 при росте усилия прессования выше
номинала. Зарядка пневмогидроаккумулятора
ГА выполняется азотом техническим под давле-
нием 10 МПа. Клапан предохранительный КП
предназначен для защиты гидросистемы при
превышении давления масла выше рабочего зна-
чения за счет увеличения распорного усилия в
очаге деформации пресса. Контроль давления на
—
стройки КП выполняется с помощью манометра
МН2. Клапан обратный в насосе Н обеспечивает
герметичность гидросистемы, поддерживая ра-
бочее давление масла в гидроцилиндрах Ц1, Ц2
без постоянной работы насоса Н. Для снижения
давления масла в Ц1, Ц2 предназначен вентиль (с
ручным приводом) в насосе Н, сливающий масло
из гидроцилиндров в бак Б. Бесконтактные вы-
ключатели SQ1, SQ2 обеспечивают защиту пресса
при превышении распорного усилия, реагируя
при этом на отклонение подушек подвижного
валка из рабочего положения в аварийное, по-
давая электрический сигнал в электросхему дви-
гателя пресса для его остановки.
На базе ранее сделанных в ИЧМ разработок
с учетом схем, представленных на рис. 1, прове-
дены расчеты и осуществлен выбор параметров
деталей и узлов гидравлического предохрани-
тельного устройства, обеспечивающего уравно-
вешивание усилия прессования до 3000 кН.
Основным конструктивным узлом предохра-
нительного устройства являются демпфера (ги-
дроцилиндры). На рис. 2. и в табл. 1. приведены
общий вид и технические характеристики раз-
работанного гидроцилиндра (демпфера).
В соответствии табл. 1 при максимальном
значении давления масла в штоковой полости
28 МПа при рабочей площади штока 264 см
2
уси-
лие, уравновешиваемое одним гидроцилиндром,
составляет 754 кН. С учетом того, что в системе
имеются два гидроцилиндра, расположенных на
удалении относительно линии центров валков,
то есть имеется плечо уравновешивающей силы
(рис. 1а), суммарное усилие прессования, уравно-
вешиваемое устройством защиты валкового прес-
са от перегрузок, будет равно 3016 кН≈3000 кН.
В соответствии со схемой рис.1 и техническими
характеристиками гидроцилиндров выполнены
краткое описание, устройство, принцип работы, характеристики
Обработка различных материалов под сильным физическим давлением позволяет выполнять штамповку, рубку, правку и другие операции. Подобные работы организуются в строительстве, на производствах, в транспортной сфере и автосервисах. Технические условия для них чаще всего создают посредством гидравлического пресса, который управляется непосредственно оператором без силовых вспомогательных узлов.
Общие сведения об агрегате
Прессовочное оборудование давно используется человечеством как простой в и то же время эффективный инструмент для оказания силового воздействия на заготовку. По мере развития концепции поршневых механизмов появлялись все более сложные вариации оборудования и сегодня на рынке можно найти технологичные пневмогидравлические и электрогидравлические модификации. Они работают посредством дополнительной силовой установки и не требуют прямого участия человека в этом процессе. Чем же на этом фоне выигрывают вертикальные гидравлические прессы, работающие от физической силы? Прежде всего, у них более низкая стоимость и полная независимость от стороннего энергоснабжения и приводных механизмов. Агрегат полностью автономен и требует лишь периодического обслуживания с заменой масла.
Конструкция пресса
Сразу надо подчеркнуть, что сегодня выпускаются модели разного типа, как в конструкционном, так и в функциональном отношении. К примеру, настольный гидравлический пресс может устанавливаться на стационарный верстак и выполнять мелкоформатную правку автомобильных запчастей. Классические вертикальные установки применяются на производствах в поточной штамповке различных изделий и заготовок. То есть как минимум у данного оборудования могут быть разные размеры.
Но, независимо от форм-фактора, в основе любого пресса такого типа лежит высокопрочная колонная станина с надежной платформой. На этой базе закрепляются функциональные узлы и вспомогательные детали. Типовое устройство гидравлического пресса предусматривает наличие двух цилиндров с разным диаметром, которые сообщаются между собой. Их ниши заполняются специальной жидкостью, которая не влияет на металл конструкции, но при этом выполняет задачи поддержки давления.
Принцип действия
Агрегаты работают по принципам гидростатики. В частности, действует закон, по которому давление, оказываемое на покоящийся газ или жидкость, будет равномерно передаваться по всем направлениям, связанным с этими средами. Это значит, что при оказании давления на один из вышеупомянутых цилиндров, жидкость во втором будет поднимать шток или поршень. При этом за счет разности между объемами цилиндров можно получить дополнительное усилие гидравлического пресса, которое и задействуется в оказании давления уже на заготовку. То есть если раньше данный механизм использовался как средство подъема, то по мере развития технологии был освоен и обратный эффект, успешно применяемый сегодня в металлопереработке. От операций деформирования заготовок инженеры постепенно перешли к механической резке, рубке и т. д.
Технические характеристики
Чтобы агрегат не разочаровал в процессе эксплуатации своими параметрами и возможностями, следует заранее ознакомиться с тем, по каким в принципе характеристикам оценивается подобное оборудование. Начать стоит с максимального усилия, которое выражается в тоннах. Это величина нагрузки, оказываемой поршнем на заготовку. Среднее усилие гидравлического пресса – 20 тонн, а крайние значения можно представить диапазоном от 5 до 50 тонн.
В бытовых условиях для гаража или небольшой слесарной мастерской вполне можно ограничиться нагрузкой до 10 тонн. На крупных же производствах, которые работают с твердотельными материалами, требуемый силовой потенциал может оставлять и более 50 тонн. К слову, термообработанные детали обслуживаются станками, усилие которых составляет 65 тонн. Чтобы не ошибиться в выборе нагрузки для конкретной заготовки, следует обращаться к манометрам – это встраиваемые в конструкцию прессов устройства, показывающие текущее рабочее давление.
Значимым технико-эксплуатационным параметром является и рабочий ход. Данная характеристика гидравлического пресса определяет максимальные размеры доступных для обработки деталей и в среднем варьируется от 110 до 235 мм. С точки зрения удобства обращения с заготовками будет нелишним заранее продумать и конструкционные особенности. Например, какой лучше агрегат подойдет – напольный или настольный. А также оценить высоту подъема пресса, которая тоже иногда выступает ограничителем для загрузки крупноформатных заготовок.
Подготовка пресса к работе
Перед выполнением технических операций следует детально ознакомиться с параметрами конкретного агрегата, что позволит минимизировать риск поломки. Далее проверяются следующие узлы и детали:
- Крепежные соединения. Затягиваются все гайки, кронштейны и винты. Особое внимание уделяется рукоятке, которая непосредственно направляет усилие на станок. Важно учитывать, что работа гидравлического пресса сопровождается высокими нагрузками и вибрациями. Если в конструкции изначально присутствует слабое место, то в процессе работы оно разболтается еще больше, что может привести к поломке или травме.
- Оценивается свободный ход всех движимых частей агрегата. При необходимости нужно заменить воду или техническое масло в цилиндрах. Например, каждую рабочую смену рекомендуется смазывать солидолом колонны прессов и плунжерные механизмы.
- Клапанные штоки и уплотнители плунжеров просматриваются на наличие физических дефектов. Чтобы своевременно ликвидировать возможные утечки жидкости, эти части следует проверять до и после работы.
Советы по обращению с технической жидкостью
В самой операции обновления воды и масла в гидравлическом оборудовании нет ничего сложного, однако есть хитрости, которые помогут сэкономить на этом расходнике. Например, эксплуатационные характеристики масла в виде термостойкости, адгезии и вязкости дольше сохранятся, если на всем периоде хранения и непосредственного использования жидкость предохранять от попадания мелкой пыли, сора и грязи. Также рекомендуется защищать состав от прямых солнечных лучей и попадания воздуха.
О потере рабочих свойств будет свидетельствовать потемнение жидкости, образование в составе шлаков и органических кислот. Опять же, сохранение эксплуатационных качеств имеет значение в первую очередь для самого гидравлического пресса, поверхностей его конструкции, которые имеют прямой контакт с техническим маслом и водяным наполнителем.
Если же масло засорилось, то не стоит торопиться с полной заменой. Можно выполнить его очистку при помощи специальных фильтров. В слесарных мастерских и на производствах для этих целей применяют мембранные устройства из перфорированной жести. Проволочные и матерчатые прослойки фильтра также позволят избавиться от мелких загрязнений.
Устранение неисправностей
О наличии поломок будут свидетельствовать нехарактерные стуки, чрезмерные вибрации или недостаточно мощное усилие при опускании клапана. Среди причин некорректной работы агрегата может быть завоздушивание в цилиндрах, неправильная регулировка конструкции, ошибки при замене клапанов и штоков, а также заклинивания отдельных функциональных деталей. В каждом случае будет своя последовательность действий, направленных на восстановление работоспособности оборудования, а в домашних условиях можно выполнить следующие ремонтные операции:
- Полная регулировка хода клапана гидравлического пресса, а также устранение зазоров и лишнего воздуха.
- Если обнаружены нестыковки в подключении труб для слива жидкости или других коммуникаций к системе цилиндров, то компенсировать нарушения можно будет дроссельными шайбами, правильно подобрав диаметр.
- Заедания и клины устраняются только в ходе разборки проблемного механизма. Профилактика подобных ситуаций выражается в своевременной и достаточной смазке рабочих поверхностей.
Правильный уход за станком
Чтобы не просто исключить риск названных выше неисправностей, но и продлить базовый эксплуатационный срок агрегата и его деталей, следует поддерживать его состояние в надлежащем виде. Залог исправной работы и долговечности – чистые внешние и особенно внутренние поверхности. Грязь, пыль, инородные предметы и прочий мусор – все это должно вовремя устраняться. Для дежурной протирки поверхностей используется хлопчатобумажная ткань, которая эффективно собирает не только загрязнения, но и влагу.
Поскольку ручной гидравлический пресс имеет в конструкции немало труднодоступных пазов и отверстий, то в комплексном уходе не обойтись без компрессора с клининговым пистолетом. Подача сжатого воздуха прочистит эти зоны, устранив забившиеся загрязнения. Еще один способ борьбы с грязью в труднодоступных местах – обработка тонкой палочкой с намотанной чистящей салфеткой или куском материи. Ткань изначально можно смочить в моющем средстве для металлических поверхностей.
Производители гидравлических прессов
Высокомощные агрегаты с качественной сборкой и элементной базой выпускают компании TORIN, Ombra и Sivik. В частности, хорошие отзывы получает агрегат TY50001 на 50 тонн от фирмы TORIN. Производитель AE&T, напротив, славится удачно скомпонованными станками малой производительности – например, можно выделить модификацию T61204 на 4 тонны, предназначенную для работы с деталями жесткой посадки. В отечественном сегменте выделяются компании «СОРОКИН» и «ШТОК», тоже по большей части предлагающие оборудование начального уровня. В качестве универсального гидравлического пресса на 20 тонн можно приобрести достойную модель SD0805C с ножным приводом от предприятия «Станкоимпорт».
Применение оборудования
Несмотря на морально устаревший принцип действия, а точнее, подход к его применению, гидросистемы на ручной тяге все еще используются в самых разных областях производства, строительства и бытового хозяйства. С помощью таких агрегатов изготавливают пиломатериалы, выдавливают пластики по формам, режут металлические заготовки и производят отбортовку. В обычных гаражах можно встретить настольный гидравлический пресс, который позволяет без помощи специалистов выполнять гибку отдельных частей кузова, деталей ходовой части и т. д. В профессиональных автомастерских на мощных станках выполняют правку валов, запрессовывают подшипники и втулки, а также исправляют крупноформатные элементы с большим сечением.
Заключение
Подбирая подходящее оборудование для оказания силового давления, следует учесть несколько моментов. Во-первых, базовые технико-эксплуатационные характеристики. Во-вторых, саму схему работы, обусловленную конструкционными и функциональными возможностями конкретного станка. И также не стоит забывать, что ручной гидравлический пресс входит в широкую группу оборудования, работающего под высоким давлением за счет жидкости. Будет нелишним в принципе оценить целесообразность приобретения именно такого типа прессовочной техники. Все-таки по удобству и нагрузочному усилию она уступает пневматическим и электротехническим аналогам. Но, с другой стороны, ручные гидросистемы дешевле стоят и не зависят от других источников энергии.
Лучшие тренажеры для жима ногами на 2021 год
Руководство по покупке лучшего тренажера для жима ногами
Теперь, когда вы познакомились с нашими рекомендованными тренажерами для жима ногами, мы рекомендуем провести собственное исследование, чтобы выяснить, какие из наших предложений подходят вам. В этом разделе мы расскажем о преимуществах использования жима ногами, о том, на что следует обращать внимание при покупке, а также о том, сколько вам следует потратить, а также о некоторых часто задаваемых вопросах.
Читайте дальше, чтобы узнать больше.
Зачем нужен жим ногами?
Использование тренажера для жима ногами дает много преимуществ. К ним относятся:
Они отлично подходят для изоляции определенных мышц, поэтому, если у вас болят мышцы или вы хотите использовать их меньше, вы все равно можете тренироваться так, чтобы они не напрягались. Опять же, это связано с тем, что фиксированное движение тренажера не требует стабилизирующих мышц.
Повторение помогает достичь лучшей формы. Форма важна, когда вы хотите продвинуться в подъеме штанги и гантелей.
Если вы хотите нарастить мышцы ног, жим ногами — хороший способ увеличить массу, не рискуя потерпеть неудачу под грифом.
Если вы слишком слабы, чтобы приседать, вы можете развить базовую силу с помощью жима ногами.
Если вы хотите проработать квадрицепсы, тренажер для жима ногами научит вас сохранять правильное положение ног и спины.
На что следует обратить внимание при покупке тренажера для жима ногами
Существует множество тренажеров для жима ногами, в основном с той же целью.Однако некоторые жимы ногами обладают большей прочностью и более актуальными характеристиками. Лучший способ найти тренажер для жима ногами, который лучше всего соответствует вашим потребностям, — это составить список функций, которые вам нужны. Продолжайте читать, чтобы узнать о некоторых функциях, которые могут вам понравиться, и о некоторых вещах, которые стоит учесть перед покупкой.
Свободное пространство
Перво-наперво измерьте свободное пространство, в котором вы хотите разместить тренажер для жима ногами. Возможно, это самое важное, что вы делаете.Не стоит покупать тренажер для ног, если вам негде его разместить или хранить.
Ваш рост
Некоторые жимы ногами не подходят для людей с низким ростом. Когда вы покупаете тренажер для жима ногами, спросите продавца, какой диапазон высоты подходит для устройства, или, что еще лучше, спросите производителя.
Вертикальный или горизонтальный
Вы можете купить тренажер для жима ногами, который может отжиматься вертикально или от себя горизонтально. Вертикальные и горизонтальные жимы ногами нацелены на разные мышцы. Например, вертикальный жим ногами активизирует ваши бедра в большей степени, поэтому он обеспечит большую стимуляцию подколенных сухожилий и большой ягодичной мышцы.Кроме того, чаще всего вертикальный жим ногами занимает меньше места, чем горизонтальный.
Набивка
Мягкое сиденье очень важно для поддержки спины. Если вы чувствуете себя некомфортно во время тренировки, вы просто не будете продолжать использовать этот продукт. Что еще более важно, вы можете повредить спину.
Регулируемая опора для спины
Точно так же регулируемая опора для спины на тренажере для жима ногами сделает ваши тренировки намного более комфортными и может быть той функцией, которую вы захотите найти.
Защитный чехол для сиденья
Если вы хотите, чтобы чехол на сиденье был долговечным, выберите жим для ног, который рекламирует его чехол для сиденья как устойчивый к разрыву.
Узнайте, какие пластины совместимы.
Ваш тренажер для жима ногами совместим со стандартными или олимпийскими тарелками, либо с обоими. Если у вас есть возможность, выберите жим ногами, совместимый с обоими. Это значительно упростит покупку нужных вам гирь в будущем, и вы сможете переходить с одного типа на другой, когда вам нужно.
Приседания на осле
Некоторые жимы ногами можно настроить для приседаний на ослике, но не все поддерживают эту функцию. Тем не менее, вы можете посмотреть приседания на ослике и посмотреть, сможете ли вы включить их в свой режим тренировок.
Простая сборка
Выберите тренажер для жима ногами, который легко настроить, или купите его у тех, кто готов настроить его для вас.
Простое хранение
Удобный в хранении жим для ног — необходимость для многих людей. Для тех, кто намерен постоянно оставлять жим ногами настроенным, это может быть не важной особенностью.Вместо этого вы можете найти устройство, которое можно легко сложить и снова достать.
Грузоподъемность
Если вы еще этого не сделали, в один прекрасный день вы, вероятно, надеетесь выжать большой вес. Но сначала убедитесь, что грузоподъемность соответствует вашим текущим возможностям и вашим будущим целям.
Вес в комплекте
Некоторые жимы ногами могут показаться немного дорогими, но если они идут со стопкой отягощений, вы можете обнаружить, что это экономит ваши деньги в долгосрочной перспективе.Было бы неплохо провести небольшое исследование и посмотреть, сколько стоит набор гирь индивидуально, прежде чем покупать.
Позиции блокировки
Положение блокировки позволяет удерживать грузы в определенной точке во избежание травм. По возможности ищите жим ногами как минимум с двумя положениями блокировки.
Большая подножка
Покупка жима ногами с большой подножкой позволит вам выполнять жим более комфортно, так как он распределяет вес более равномерно.
Как мы выбираем лучший жим ногами
Мы выбираем лучшие жимы для ног, сравнивая надежность и простоту использования.Мы также учли особенности и цены. Мы протестировали много жимов ногами, и единственные из них были удобны в использовании. Кроме того, мы читаем сотни отзывов клиентов, чтобы убедиться, что каждое устройство долговечно и подходит для использования разными людьми.
Жим ногами Диапазон цен
Для прочного и удобного жима ногами ваш бюджет должен составлять от 600 до 2000 долларов. Более того, это не обязательно даст вам дополнительные функции, которые позволят нарастить больше мышц или предотвратить травмы.
EnduraPRESS SD20 Digital Swing Away Heat Press Machine — 16 дюймов x 20 дюймов
Термопресс EnduraPRESS SD20 Digital Swing Away предлагает множество профессиональных функций, присущих другим термопрессам, которые стоят на сотни долларов дороже. Полноразмерная верхняя нагревательная пластина размером 16 x 20 дюймов поддерживает прессование больших трансферов с помощью 20-дюймовой виниловой пленки. Откидывающаяся плита обеспечивает больше места для установки подложек и имеет оптимальное вертикальное давление, необходимое для более толстых подложек, таких как плитка и коврики для мыши.EnduraPRESS SD20 имеет прочный стол, который обеспечивает равномерное давление на нижнюю плиту. Пружинный рычаг позволяет плавно открывать пресс даже при высоких настройках давления. Все эти функции делают его отличным выбором для требовательных приложений теплопередачи, включая бумагу для двухэтапного лазерного переноса.
EnduraPRESS SD20 оснащен нагревательным элементом размером 16 x 20 дюймов, который работает по всей плите с диапазоном температур до 480 ° F.Он также оснащен цифровой сенсорной ЖК-панелью управления, которая упрощает настройку элементов управления для различных приложений. ЖК-панель управления обеспечивает быстрый и легкий доступ к времени цикла, преобразованию Цельсия в Фаренгейта, программируемому сигналу тревоги и калибровке дисплея температуры — все это доступно за секунды. Откидная конструкция EnduraPRESS SD20 обеспечивает превосходное давление и точный контроль температуры, позволяя без напряжений применять даже требовательные продукты теплопередачи. EnduraPRESS SD20 по-прежнему прост в настройке, надежен и прост в использовании.Убедитесь сами, почему EnduraPRESS SD20 является одним из наших самых продаваемых продуктов.
Характеристики:
- Дизайн Swing Away идеально подходит для более толстых носителей
- Нагревательный элемент глубиной 16 дюймов и шириной 20 дюймов
- Идеально подходит для 20-дюймовой теплообменной виниловой пленки
- Диапазон температур до 480 ° F
- Простая в использовании и читаемом цифровом сенсорном экране ЖК-панель
- Цельсия в Фаренгейта преобразование
- Программируемая сигнализация
- Калибровка дисплея температуры
- Выдвижное основание для превосходной устойчивости
- Высококачественная прочная конструкция
- Точный контроль температуры
- Максимальное давление: 1000 фунтов силы или 8.3PSI
- Один год гарантии
- ЭТА ТЕПЛООБРАЗОВАТЕЛЬ ВСЕГДА ОТПРАВЛЯЕТ ГРУЗ
Приложения:
- Виниловый теплообменник
- Виниловый теплообменник для печати
- Сублимация красителя
- Бумага для двухэтапного лазерного переноса Дизайн
- Swing Away можно использовать практически для всех подложек, даже для более толстых предметов, таких как плитка и коврики для мыши. Дизайн
- Swing Away обеспечивает полный доступ сверху для размещения вашего дизайна на подложке
Для получения дополнительной информации о многих опциях откидного теплового пресса EnduraPRESS SD20, пожалуйста, прочтите следующую статью в блоге: Дополнительные плиты для EnduraPRESS SD20
ПРОЧИТАЙТЕ Руководство пользователя для EnduraPRESS SD20 Swing Away Heat Press .
Как и почему: тренажер для пресса от плеч
Существует так много разных упражнений для плеч, что бывает трудно понять, какие из них делать и когда. Тренажер для жима плеч — это удобное оборудование, которое может сыграть важную роль в тренировке плеч. Выясните, как и почему использовать его для эффективного достижения ваших целей в фитнесе.
Что такое жим от плеч?
Полы тренажерного зала забиты различными тренажерами .Жим от плеч — это комплект с фиксированным сопротивлением, который позволяет вам выполнять жим над головой из сидячего положения. Его также называют жимом от плеч сидя.
Постоянное сопротивление означает, что модель движения, которую вы выполняете при использовании тренажера, полностью фиксирована. Вы не можете контролировать, как перемещаете вес; вы просто следите за движением, которое позволяет машина. Это отличает от использования свободных весов , где то, как вы их перемещаете, зависит от вас.
Величину сопротивления на машине можно легко изменить, чаще всего путем регулировки веса, на который опирается штифт.Или сколько тарелок на него загружено.
Как вы используете тренажер для пресса от плеч?
Сначала запрыгните на сиденье и убедитесь, что оно отрегулировано по вашему росту. Штанги должны быть на уровне плеч. Вы должны сидеть удобно, спиной к подушке, ступнями на полу, а колени согнуты под прямым углом на ширине плеч.
Удерживайте выступающие перед собой перекладины сильным пронированным (сверху) хватом.Ваши локти будут согнуты.
Поднимите гирю вверх и над головой. Схема движения будет зафиксирована машиной. Сделайте паузу вверху, но не сгибайте локти.
Опускайтесь вниз медленными и контролируемыми движениями, сохраняя напряжение веса внизу перед следующим повторением. Не позволяйте весу упасть обратно на место отдыха.
Какие мышцы работают в тренажере для пресса от плеч?
Удивительно, но мышцы плеч.
Использование тренажера вместо свободных весов помогает изолировать дельтовидные мышцы. Это означает, что вы избавляетесь от необходимости вашего кора поддерживать вас во время упражнения, и большая часть этой нагрузки приходится на мышцы плеч.
Поскольку сиденье опирается на подушки, вам не нужно задействовать ключевые мышцы-стабилизаторы, чтобы помочь вам выполнить это упражнение.
Жим от плеч со свободным весом по сравнению с жимом от плеч на машине
У каждого свои предпочтения в отношении тренировок.Некоторые предпочитают использовать тренажер, а другие — свободные веса. Важно понимать, чем могут отличаться тренировки с каждым из них.
При использовании свободных весов для выполнения жима от плеч или над головой требуется больше работы всем телом. Вы стоите самостоятельно, и для выполнения жима вам необходимо стабилизировать себя и задействовать другие группы мышц, которые помогут вам в этом. Жим от плеч со свободным весом — это намного больше , по своей природе. Это требует поддержки других, более мелких мышц плеч, таких как вращательная манжета.Также призывает ваше ядро и нижнюю часть тела задействовать и стабилизировать вас во время выполнения движения.
При использовании тренажера Смита, такого как жим от плеч, вы уделяете больше внимания большим группам мышц, таким как дельтовидные мышцы. Это означает, что вы сможете поднимать более тяжелые, поскольку более слабые мышцы не будут мешать вам выполнять это упражнение. Отлично, если вы хотите увеличить силу или рост мышц в одной конкретной области.
Итак, все зависит от ваших тренировочных целей.Просто имейте в виду, что для развития всесторонней силы всего тела и выносливости, делая комплексные упражнения основной частью вашего распорядка, является наиболее эффективным способом.
Что такое военная пресса?
Военный жим — это тип жима от плеч, который следует определенному стилю из-за своего военного происхождения. Вы держите ноги вместе, а не на ширине плеч. И вы отталкиваетесь от стойки без импульса.Это полномасштабная атака плечевых мышц. Это довольно сложно сделать, и вы обнаружите, что здесь вам нужно поднять немного легче.
Что такое жим над головой?
Жим над головой и жим с плеч в значительной степени взаимозаменяемы. Иногда люди называют это жимом над головой при использовании штанги и жимом плеч при использовании гантелей. Но не всегда. Это зависит от того, кого вы спрашиваете.
Что такое толкающий пресс?
Толкающий жим, требующий от нижней части тела некоторого импульса для выполнения движения.Начните с легкого сгибания коленей, выпрямите и используйте этот импульс, чтобы затем поднять вес над головой. Он задействует корпус, квадрицепсы и ягодицы, делая его более полноценным.
Если вы хотите опробовать тренажер для жима от плеч или предпочитаете придерживаться свободного веса, используйте Hussle, чтобы получить неограниченный доступ к множеству различных тренажерных залов в вашем районе.
SPL-0300 Жим ногами сидя | Жим ногами сидя
SPL-0300 Жим ногами сидя | Жим ногами сидя | ИСТИННЫЙ ФитнесПодпишитесь на нашу рассылку
Закрывать
SPL-0300 Жим ногами сидя | Жим ногами сидя | ИСТИННЫЙ ФитнесПользователи всех уровней, от новичков до профессионалов, получат выгоду от продвинутой биомеханики тренажера Palladium Series SPL-0300 для жима ногами сидя.Регулируемая подушка для спины и уникальная регулируемая платформа для ног подходят для широкого круга пользователей и позволяют размещать несколько ступней для дополнительных вариаций упражнений. Позвоните сегодня и узнайте больше о тренажере для жима ногами SPL-0300.
- 9-позиционное сиденье в сборе перемещается под углом 20 градусов и легко регулируется из положения сидя
- 5-позиционная спинка со вспомогательным газовым баллоном, регулируемая на 20 градусов, что позволяет пользователям определять диапазон движения, наиболее подходящий для их индивидуальных потребностей
- 4-позиционная негабаритная подножка с регулировкой на 15 градусов, позволяющая устанавливать различные положения стопы, сохраняя при этом нейтральное положение голеностопного сустава
Посмотреть загружаемый технический паспорт продукта Здесь
Для получения дополнительной информации, пожалуйста, Свяжитесь с представителем
Сиденье в сбореСиденье, регулируемое в 9 положениях, с эргономичной ручкой-веслом для быстрой и легкой настройки сиденья.
Регулируемая подушка для спины5-позиционная регулируемая подушка для спины с использованием газового баллона, позволяет пользователям определять диапазон движений, наиболее подходящий для их индивидуальных потребностей, и / или изменять фокус упражнения.
Регулируемая подножкаУникально для TRUE — регулируемая в 4 положения подставка для ног позволяет пользователям устанавливать угол, который приводит к нейтральному положению лодыжки во всем диапазоне движения для различных положений спины и ступни.
Физические характеристики| Площадь основания | 86 дюймов (Д) x 46 дюймов (Ш) x 66 дюймов (В) (219 см x 117 см x 168 см) |
| Варианты весового стека | 419 фунтов / 190 кг |
| 10 лет | Компоненты рамы и сварные швы, за исключением покрытий |
| 5 лет | Втулки, герметичные вращающиеся подшипники, шкивы, весовые плиты и направляющие штанги, без покрытий |
| 1 год | Труд; кабели, линейные подшипники и валы, а также все другие компоненты, не упомянутые в других местах данной гарантии |
| 90 дней | Части, подверженные нормальному износу, включая, помимо прочего, этикетки, мягкие накладки и ручки |
{{{data.Вариант.price_html}}}
{{{data.variation.availability_html}}}
АнглийскийInflight Multi Press Machine (CT-MPS)
Около
Inflight Multi Press Machine (CT-MPS) — это идеальный универсальный силовой тренажер для укрепления мышц плеч и груди.
Этот многофункциональный тренажер позволяет легко выполнять множество популярных упражнений, включая жим от плеч, жим с наклоном, жим от груди и жим с отклонением.
- Предлагая комфорт и высокую мощность в компактном тренажере, Inflight Multi Press Machine — отличный выбор для тех, кто хочет делать больше с тренажерами.
- Благодаря интеллектуальным функциям, таким как поворотная подушка для дополнительной поддержки и регулируемое сиденье для разной высоты, Inflight Multi Press Machine идеально подходит для использования в фитнес-центре или домашнем тренажерном зале.
- Предоставляя возможность выполнять несколько упражнений на одном тренажере, Inflight Multi Press Machine предлагает высокую ценность для тех, кто хочет максимальной универсальности и надежности своего оборудования.
ХАРАКТЕРИСТИКИ МУЛЬТИПРЕССА INFLIGHT
Машина для мульти пресса в полете (CT-MPS) выдерживает весовой стек до 200 фунтов, поэтому вы всегда можете получить то, что вам нужно, когда дело доходит до увеличения веса. Тренажер позволяет легко переключаться с жима плечом, наклоном, грудью и наклоном, так что вы можете полностью проработать плечи и грудь, не используя несколько тренажеров.
- Регулируемое сиденье также позволяет легко найти идеальную высоту для вашего тела, что позволяет легко настроить тренировку.
- Созданный для поддержки нескольких различных типов упражнений, Inflight Multi Press Machine — идеальный компактный, многофункциональный тренажер для подъема тяжестей для тех, кто ограничен в пространстве или просто хочет улучшить свои мышцы груди и плеч.
Поворачивающаяся спинка и прочная конструкция бортового многопрессового тренажера обеспечивают комфорт и безопасность, необходимые при тренировке с отягощениями. Машина также проста в эксплуатации для людей любого размера и уровня подготовки и требует минимального обслуживания.
ДОПОЛНИТЕЛЬНЫЕ ПРЕИМУЩЕСТВА МАШИНЫ INFLIGHT MULTI PRESS
Машина для мультижима в полете (CT-MPS) предлагает универсальность и удобную скамью, которая позволяет легко выполнять все ваши повторения, не пропуская ни одной доли.
Благодаря материалам коммерческого класса, используемым в процессе производства, и продуманному дизайну экспертов Inflight, Inflight Multi Press Machine является отличным вариантом как в тренажерном зале, так и дома. Тренажер хорошо работает, требует минимального обслуживания и ухода, и спроектирован так, чтобы обеспечить максимальный комфорт и безопасность во время тренировки.
INFLIGHT MULTI PRESS MACHINE ГАРАНТИЯ
Inflight Multi Press Machine включает пожизненную гарантию на раму и 1 год гарантии на детали. На обивку действует гарантия 90 дней.
О КОМПАНИИ Inflight Fitness
Когда дело доходит до обеспечения этого современного мира только лучшим и наиболее хорошо продуманным оборудованием для силовых и выносливых тренировок, InFlight — одно из лучших на сегодняшний день. Расположенная в Стэнтоне, штат Калифорния, компания заработала прочную репутацию благодаря своей безупречной работе и продолжает продвигать шаблоны в своих производственных линиях.
ПРЕИМУЩЕСТВА ДЛЯ ЗДОРОВЬЯ
Их продукция предназначена для современных любителей фитнеса, которым нужны компактные конструкции и небольшие следы как в коммерческих, так и в частных тренажерных залах. Каждый из их продуктов сконструирован из сверхмощных компонентов и каркаса, рассчитан на то, чтобы служить долгим поколениям и оставаться надежным при интенсивном использовании.
Владельцам тренажерных залов нравится тот факт, что когда они носят товары InFlight Fitness, от свободных весов до многофункциональных тренажеров и тренажеров, все они требуют минимального обслуживания! Их ценность беспрецедентна, а их стремление к быстрой доставке не имеет себе равных.Кроме того, служба поддержки InFlight невероятно профессиональна и в то же время дружелюбна, способна решать проблемы и оперативно оказывать помощь.
EX-PRESS Устройство для фильтрации глаукомы: обзор клинического опыта и сравнение с трабекулэктомией
Обзор
. Июль-август 2015 г .; 60 (4): 327-45. DOI: 10.1016 / j.survophthal.2015.01.001. Epub 2015 24 января.Принадлежности Расширять
Принадлежности
- 1 Сектор глаукомы, Женевский университет, Женева, Швейцария.
- 2 Дисциплина офтальмологии, Сиднейский университет, Сидней, Австралия.
- 3 Институт офтальмологии и визуальных наук, Медицинская школа Рутгерса, Нью-Джерси, Ньюарк, штат Нью-Джерси, США. Электронный адрес: [email protected].
Элемент в буфере обмена
Обзор
Тарек Шаарави и др.Surv Ophthalmol. Июль-август 2015 г.
Бесплатная статья Показать детали Показать вариантыПоказать варианты
Формат АннотацияPubMedPMID
.Июль-август 2015 г .; 60 (4): 327-45. DOI: 10.1016 / j.survophthal.2015.01.001. Epub 2015 24 января.Принадлежности
- 1 Сектор глаукомы, Женевский университет, Женева, Швейцария.
- 2 Дисциплина офтальмологии, Сиднейский университет, Сидней, Австралия.
- 3 Институт офтальмологии и визуальных наук, Медицинская школа Рутгерса, Нью-Джерси, Ньюарк, штат Нью-Джерси, США. Электронный адрес: [email protected].
Элемент в буфере обмена
Полнотекстовые ссылки Опции CiteDisplayПоказать варианты
Формат АннотацияPubMedPMID
Опечатка в
- Surv Ophthalmol.2015 сентябрь-октябрь; 60 (5): 508
Абстрактный
Операция по фильтрации глаукомы проводится для снижения внутриглазного давления (ВГД) у пациентов, для которых максимально переносимая фармакологическая терапия, снижающая ВГД, и / или лазерная хирургия не позволяют в достаточной степени снизить ВГД и / или не могут предотвратить повреждение зрительного нерва или ухудшение поля зрения.На протяжении десятилетий наиболее широко используемой процедурой фильтрационной хирургии глаукомы была трабекулэктомия. Хотя этот подход надежно обеспечивает долгосрочное снижение ВГД у многих пациентов, частота послеоперационных осложнений высока. Это привело к разработке альтернативных подходов к хирургическому снижению ВГД. Устройство для фильтрации глаукомы EX-PRESS было разработано, чтобы имитировать контроль ВГД с помощью трабекулэктомии и иметь лучший профиль безопасности. Это медицинское устройство из нержавеющей стали без клапана направляет водянистую влагу из передней камеры во внутрисклеральное пространство.Несмотря на широкое использование устройства EX-PRESS, лишь несколько исследований сравнивают его эффективность и безопасность с трабекулэктомией. Мы анализируем имеющиеся данные относительно безопасности и эффективности устройства EX-PRESS, особенно по сравнению с трабекулэктомией.
Ключевые слова: глаукома; устройство фильтрации глаукомы; внутриглазное давление; послеоперационные осложнения; трабекулэктомия.
Авторские права © 2015 Авторы. Опубликовано Elsevier Inc. Все права защищены.
Похожие статьи
- Роль устройства фильтрации глаукомы Ex-PRESS в хирургии глаукомы.
Салим С. Салим С. Семин офтальмол. 2013 Май; 28 (3): 180-4. DOI: 10.3109 / 08820538.2013.771197. Семин офтальмол.2013. PMID: 23697621 Рассмотрение.
- Сравнение трабекулэктомии с миниатюрным устройством для лечения глаукомы Ex-PRESS, имплантированным под склеральный лоскут.
Марис П.Дж.-младший, Исида К., Нетландия, Пенсильвания. Марис П.Дж.-младший и др. J Glaucoma. 2007 Янв; 16 (1): 14-9. DOI: 10.1097 / 01.ijg.0000243479.
.cd. J Glaucoma. 2007 г. PMID: 17224744
- Рандомизированное проспективное сравнительное исследование устройства фильтрации глаукомы EX-PRESS и трабекулэктомии (исследование XVT).
Нетланд ПА, Саркисян С.Р. младший, Мостер М.Р., Ахмед II, Кондон Дж., Салим С., Шервуд М.Б., Зигфрид С.Дж. Netland PA, et al. Am J Ophthalmol. 2014 Февраль; 157 (2): 433-440.e3. DOI: 10.1016 / j.ajo.2013.09.014. Epub 2013 7 ноября. Am J Ophthalmol. 2014 г. PMID: 24210765 Клиническое испытание.
- Стандартная трабекулэктомия и шунт миниатюрной глаукомы Ex-PRESS: сравнительное исследование и обзор литературы.
Моисеев Э., Зунц Э., Цур Р., Курц С., Шемеш Г. Моисеев Э. и др. J Glaucoma. 2015 августа; 24 (6): 410-6. DOI: 10.1097 / IJG.0000000000000047. J Glaucoma. 2015 г. PMID: 24633088 Бесплатная статья PMC. Рассмотрение.
- Мини-шунт глаукомы Ex-PRESS: хирургическая техника и обзор клинического опыта.
Хендрик AM, Kahook MY. Хендрик AM и др.Эксперт Rev Med Devices. 2008 ноябрь; 5 (6): 673-7. DOI: 10.1586 / 17434440.5.6.673. Эксперт Rev Med Devices. 2008 г. PMID: 1
42 Рассмотрение.
Процитировано
15 статей- Обычные имплантаты от глаукомы и новые устройства MIGS: всесторонний обзор текущих возможностей и будущих направлений.
Перейра ICF, ван де Вейдевен Р., Висс Х.М., Бекерс Х.М., Дж. М. Дж. Ден Тундер. Pereira ICF, et al. Глаз (Лонд). 2021, 14 июня. Doi: 10.1038 / s41433-021-01595-x. Онлайн до печати. Глаз (Лонд). 2021 г. PMID: 34127842 Рассмотрение.
- Мини-шунтирующее устройство ExPress для операции трабекулэктомии у пациентов с неконтролируемой глаукомой ближневосточного происхождения.
Аль-Семари М. А., Аль-Овайфер А. М., Аль-Мубарак Ф., Турджоман А., Осман Е. А..AlSemari MA, et al. Саудовская J Ophthalmol. 2021, 27 февраля; 34 (3): 177-181. DOI: 10.4103 / 1319-4534.310416. eCollection 2020 июл-сен. Саудовская J Ophthalmol. 2021 г. PMID: 34085009 Бесплатная статья PMC.
- Имплант Ex-Press в сравнении с трабекулэктомией при фиброзном пузыре с поздней неудачей после предыдущей трабекулэктомии.
Wagdy F, Mokbel TH, Elsorogy H, Alnagdy A, Elfattah DA, Elhesy AA.Wagdy F и др. Int J Ophthalmol. 2021 марта 18; 14 (3): 383-387. DOI: 10.18240 / ijo.2021.03.08. Электронная коллекция 2021 г. Int J Ophthalmol. 2021 г. PMID: 33747813 Бесплатная статья PMC.
- Имплантация шунта Ex-PRESS при трудноизлечимой глаукоме с использованием факичной интраокулярной линзы задней камеры: отчет о клиническом случае.
Ху Р, Сюй В., Хуан Б., Ван Х. Hu R, et al. BMC Ophthalmol.2021 7 января; 21 (1): 20. DOI: 10.1186 / s12886-020-01784-4. BMC Ophthalmol. 2021 г. PMID: 33413216 Бесплатная статья PMC.
- Имплантация Ex-PRESS при различных формах глаукомы.
Алтинель М.Г., Канра А.Ю., Карадаг Р., Байрамлар Х. Altinel MG, et al. Int J Ophthalmol. 2019 18 августа; 12 (8): 1290-1297. DOI: 10.18240 / ijo.2019.08.09. Электронная коллекция 2019. Int J Ophthalmol.2019. PMID: 31456919 Бесплатная статья PMC.
Условия MeSH
- Водный юмор / физиология
- Глаукома / физиопатология
- Дренажные имплантаты от глаукомы *
- Внутриглазное давление / физиология
цитировать
КопироватьФормат: AMA APA ГНД NLM
Что такое машинный пресс? И как это работает?
Также известный как формовочный пресс, машинный пресс — это инструмент, используемый в обрабатывающей промышленности для деформации заготовки под высоким давлением.Существуют различные типы машинных прессов, в том числе листогибочные прессы, пробивные прессы, заводские прессы и многое другое. Однако определяющей характеристикой всех машинных прессов является то, что они прессуют заготовку с использованием высокого давления для изменения формы заготовки.
Истоки машинного пресса
До изобретения машинного пресса рабочие должны были вручную долбить металл вручную, чтобы изменить его форму. Это было не только физически, но и неэффективно при работе с твердыми и прочными металлами.Однако примерно в середине 1800-х годов был разработан паровой молот. Паровой молот, также известный как падающий молот, был, по сути, ранней версией современного машинного пресса. Единственная разница в том, что паровой молот приводился в действие паром, тогда как большинство современных машинных прессов приводились в действие гидравликой.
Как работают машинные прессы
Хотя точная механика варьируется в зависимости от типа машинного пресса, большинство машинных прессов работают, прижимая пластину или штамп к заготовке или против нее.Они контролируются одним или несколькими рабочими, известными как «наладчики инструмента», которые позиционируют заготовку и управляют прессом станка. Как только заготовка помещается под пластину или матрицу пресса, наладчик инструмента активирует пресс. Используя гидравлическое давление, машинный пресс прижимает пластину или матрицу к поверхности заготовки, что приводит к деформации формы заготовки.
Давление, создаваемое машинными прессами
Машинные прессы полагаются на высокое давление для работы по назначению.За исключением более легких машинных прессов, таких как оправочные прессы, большинство машинных прессов используют давление от 1 до 30 тонн. В результате они способны деформировать большинство материалов, включая бронзу, медь, алюминий, железо, сталь и композиты. Высокое давление станка сжимает даже самые твердые металлы, позволяя компаниям-производителям деформировать металлические заготовки в желаемую форму.
Что такое пробивной пресс?
Пробивной пресс выглядит как обычный машинный пресс, но он используется для создания отверстий в заготовках, а не для изменения формы заготовок.