Трубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой. ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
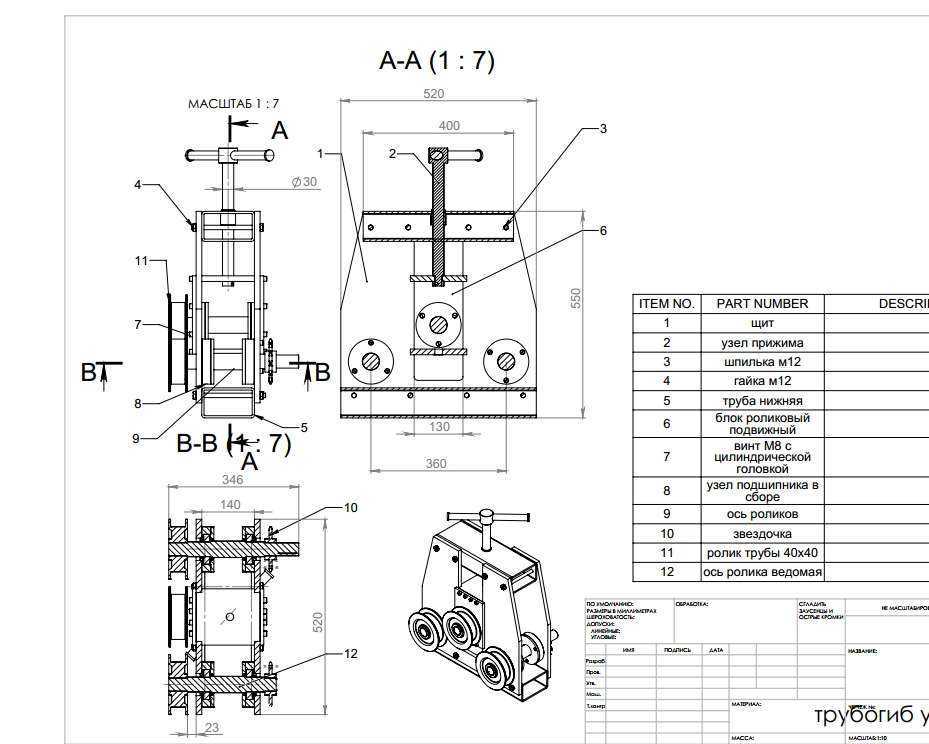
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.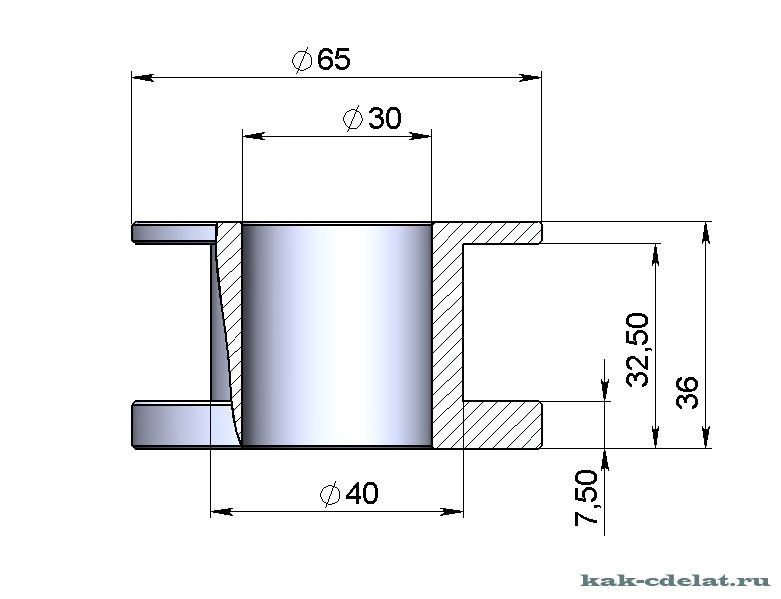
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
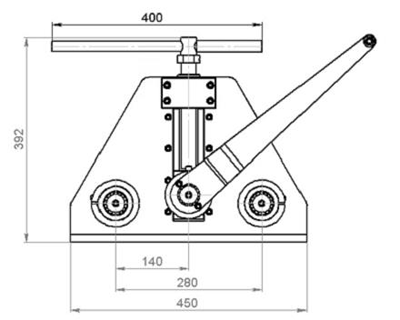
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.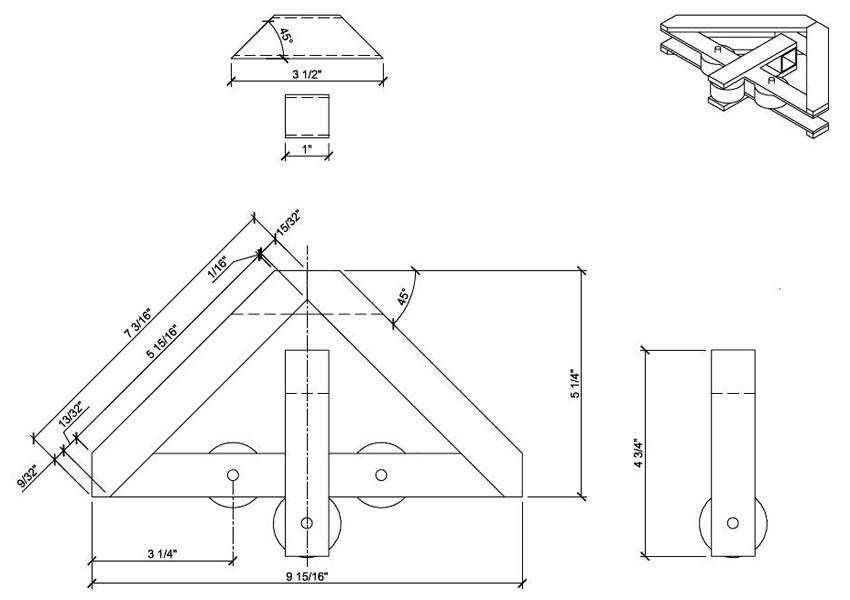
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.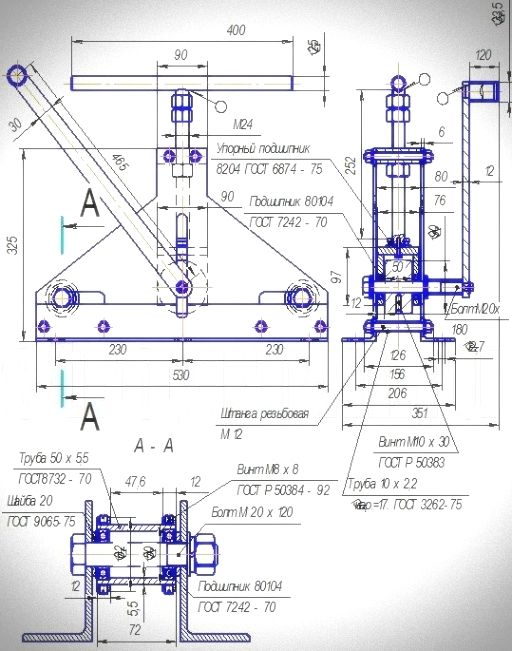
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.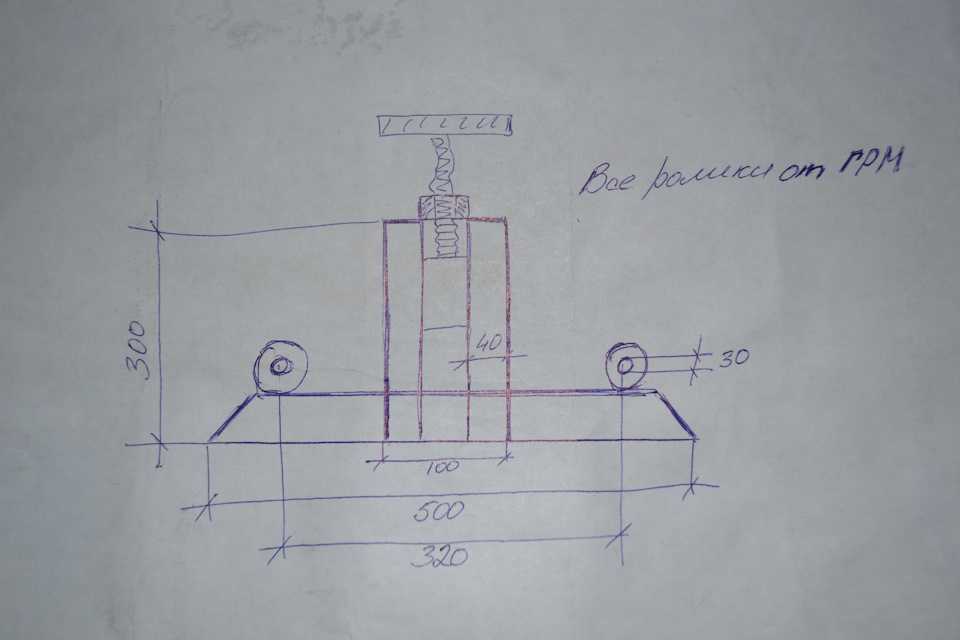
Примеры из жизни на тему: как я сделал трубогиб собственными руками
Простой трубогиб подробно с размерами и по шагамТрубогиб для профильной трубы чертежи и размеры
Самоделкитому назад 402 просмотра
Чертежи и размеры трубогиба для профильной трубы.
Понадобилось сделать навес перед гаражом, но платить большие деньги за гибку профильной трубы, стало просто жалко. Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
Ну и собственно результат показан на фото:
Звёзды и цепь взяты от ГРМ двигателя автомобиля.
Подшипники с полуоси ВАЗ классика.
Прижимной винт взят от советских тисков, такой винт можно приобрести на пунктах приёма металлолома.
На верхнем прижимном валике имеется бортик, он позволяет гнуть большой профиль без вмятин. Профиль 20 х 20 нормально и так гнет, остальные профиля до 60 х 60 нужно гнуть только с бортиком, иначе идет либо волна либо вмятины.
Также прилагаются чертежи трубогиба.
Станок гнёт профиль отлично, без вмятин и загибов.
Такой станочек обойдётся вам намного дешевле, чем покупной, с помощью такого приспособления можно гнуть профильную трубу сечением до 60 х 60 мм.
Также прилагается небольшое видео, автора самодельного трубогиба.
Автор самоделки: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Как сделать листогиб Содержание статьи: 1 Как сделать листогиб своими руками? 2 Самодельный листогиб и его характеристики Ручной листогиб —…
тому назад 205 просмотра
КАЭЛ-3 — это кабельная электротехническая лаборатория придвижная. Которая способна на месте установки силовых электрических кабеле произвести все необходимые электрофизические измерения…
тому назад 310 просмотра
Качественный уход за санузлами и их аксессуарами следует делать вовремя. Очень часто многие владельцы жилых помещений, домов или квартир, зайдя…
тому назад 245 просмотра
Сейчас необходимым стал анализ качества питьевой воды. Такая проверка является невероятно важной, поскольку воду пьют животные и люди.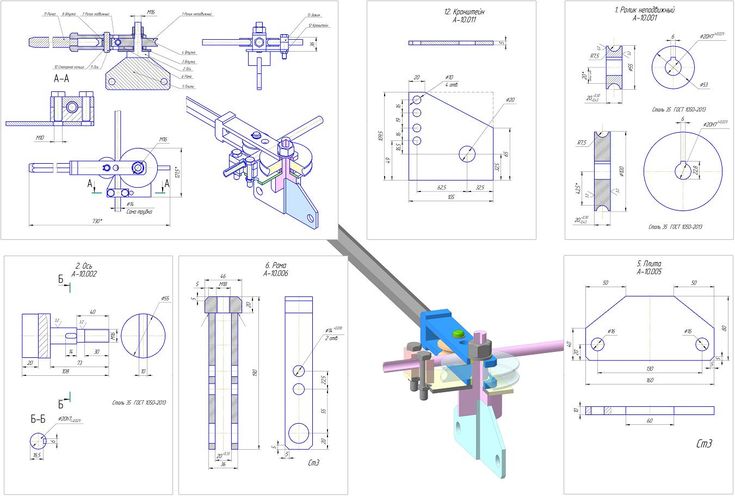 От этого…
От этого…
тому назад 263 просмотра
Вредны ли натяжные потолки Содержание статьи: 1 Вредны ли натяжные потолки 1.1 Мифы о вреде натяжных потолков Вопросами о том…
тому назад 190 просмотра
О правилах безопасности должен знать каждый. В особенности если это касается правил поведения при использовании электрических приборов. Конечно есть инструкция…
тому назад 252 просмотра
Трубогибочные станки — станки Bud
Для гибки или придания формы трубам или прямолинейным заготовкам труб различной формы требуется использование специальных гибочных станков. Компания Bud’s Machine Tools предлагает различные гибочные станки марок BMT и Ercolina для удовлетворения ваших потребностей. Эти машины хорошо работают с круглыми, квадратными или прямоугольными профилями.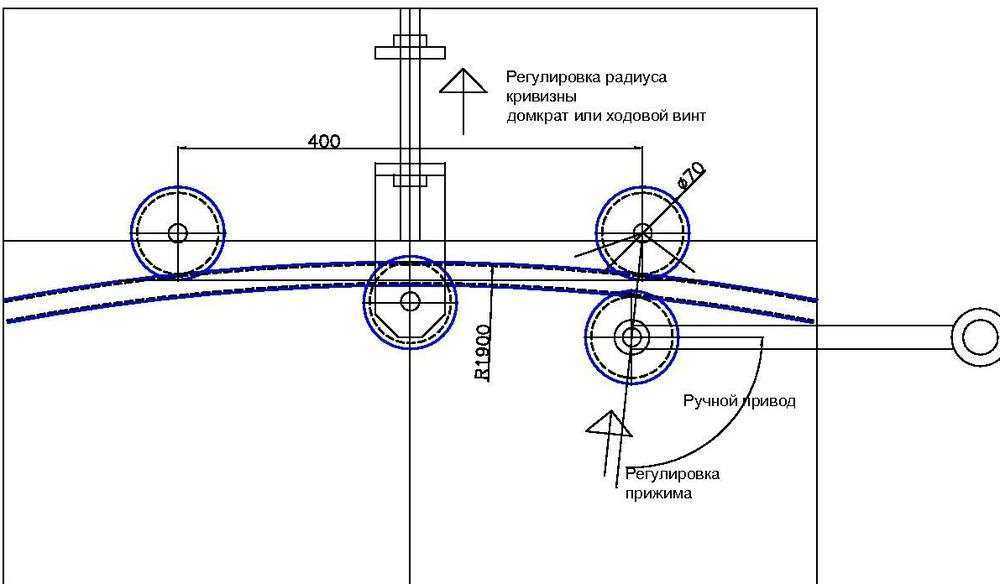
Мы продаем трубогибы нескольких типов, в том числе верхние гибочные станки, ротационные гибочные станки и трубогибочные станки на оправке. Независимо от того, делаете ли вы простую деталь с одним изгибом или формируете более сложную форму с несколькими изгибами, у нас есть подходящая машина для вашей работы.
Основной процесс гибки включает в себя приложение механической силы к стандартной трубе или трубке, прижимая ее к штампу, чтобы сформировать изгиб с желаемым радиусом. Этот процесс может привести к некоторой деформации трубы, что часто приводит к овальной форме поперечного сечения.
Ротационные волочильные станки очень популярны, потому что они создают эстетически привлекательные изгибы с помощью специальных инструментов или наборов штампов. Инструмент помогает поддерживать постоянный радиус центральной линии, что приводит к точному изгибу. Ротационные волочильные станки полезны при изготовлении сложных деталей с несколькими изгибами.
При использовании трубогиба с оправкой стальной стержень или связанный шарик вставляется внутрь трубы во время ее изгиба, чтобы придать материалу дополнительную опору. Эта дополнительная поддержка предотвращает деформацию материала.
Эта дополнительная поддержка предотвращает деформацию материала.
По мере развития станков (да, мы сказали станки), эти часто скромные трубогибы и трубогибы дают невероятные возможности в руки самых маленьких мастерских в стране. Посмотрим правде в глаза, если люди, некоторые из этих небольших трубогибов и трубогибов не стоят больших денег, чтобы купить. Что они делают, так это просто дают вам самую большую отдачу, когда дело доходит до универсальности этих машин, из практически любой другой машины, о которой вы только можете подумать.
Для производственных цехов, больших или малых, владение одним или несколькими такими гибочными станками является находкой для компаний, которые будут использовать их каждый день. На вопрос о важности этого типа оборудования один из наших бывших продавцов ответил: «Если бы у меня была мастерская, где мне приходилось делать много труб и трубопроводов, у меня была бы по крайней мере одна такая машина».
Теперь, в зависимости от того, сколько работы вы проделаете, это будет главным решающим фактором при выборе сложной машины. Читайте дальше, чтобы увидеть, насколько сложными они могут быть, и по-прежнему стоит небольших денег!
Читайте дальше, чтобы увидеть, насколько сложными они могут быть, и по-прежнему стоит небольших денег!
Это будет звучать как аплодисменты трубогибам и трубогибам. Дело в том, что за небольшие инвестиции вы можете получить столько производственных мощностей, сколько можете себе позволить. В настоящее время у нас доступно более десятка различных моделей машин. Несколько самых маленьких машин обозначены как настольные машины. Несмотря на то, что они установлены на верстаке (или фактически переносимы), мощность этих небольших трубогибов и трубогибов по-прежнему находится в диапазоне от ¼ до 1 ¼ дюйма для стальных или цветных труб. Это довольно хороший диапазон производительности для самого маленького из этих трубогибов.
На большом конце производительности эти автономные машины могут легко обрабатывать трубы или трубы диаметром 4 дюйма. Вау , с емкостью 4 дюйма мы все могли бы делать профессиональные выхлопные системы в стиле гоночных автомобилей по выходным в наших гаражах и продавать их нашим друзья. А если серьезно, ребята, эти недавно разработанные трубогибочные станки действительно работают в производственном отделе.
А если серьезно, ребята, эти недавно разработанные трубогибочные станки действительно работают в производственном отделе.
Мы упомянули «новую конструкцию» — все трубогибы, которые мы продаем, имеют конструкцию либо с ротационным вытяжным устройством, либо с верхним гибочным устройством, либо даже с верхним гибочным устройством с вращающимся вытяжным устройством. Любая из этих конструкций (на самом деле, все эти конструкции) считается намного лучше, чем старые устаревшие машины в стиле поршня прошлого.
Что является воплощением трубогибов? В верхней части шкалы вы обнаружите, что эти гибочные станки стали укладочной конструкцией, так как большинство из них будут работать (и работают) с 20-футовыми трубами. Теперь у вас есть трубогиб, который будет работать с 20 нижними колонтитулами, управляется ЧПУ, может принимать до 100 программ с десятью изгибами на программу в памяти. Эти машины оснащены 6-дюймовым сенсорным экраном для управления и программирования, который обычно расположен на отдельной панели управления. Эти машины обычно оснащены системой гибки с переменной скоростью и дополнительным гидравлическим зажимом.
Эти машины обычно оснащены системой гибки с переменной скоростью и дополнительным гидравлическим зажимом.
Опять же, при небольших инвестициях по сравнению со стоимостью других станков ваш новый трубогибочный станок может работать в 3-осевом режиме с показаниями DRO как для линейного направления, так и для направления вращения. Эти гибочные станки также могут быть оборудованы на этом уровне для полностью программируемой последовательности гибки и полностью автоматического отвода оправки.
У кого есть опыт и знания в области гибки труб? Этот ответ — станкостроение Бада в Солт-Лейк-Сити, штат Юта. Наш опыт работы с этими типами гибочных станков восходит к нашему началу. Мы регулярно храним эти машины и обладаем знаниями и опытом, чтобы порекомендовать подходящую машину с первого раза. У нас есть опытный обслуживающий персонал, который может установить вашу новую (или подержанную) машину и при необходимости провести обучение работе с ней. Наш отдел запасных частей готов оперативно и профессионально реагировать на ваши потребности.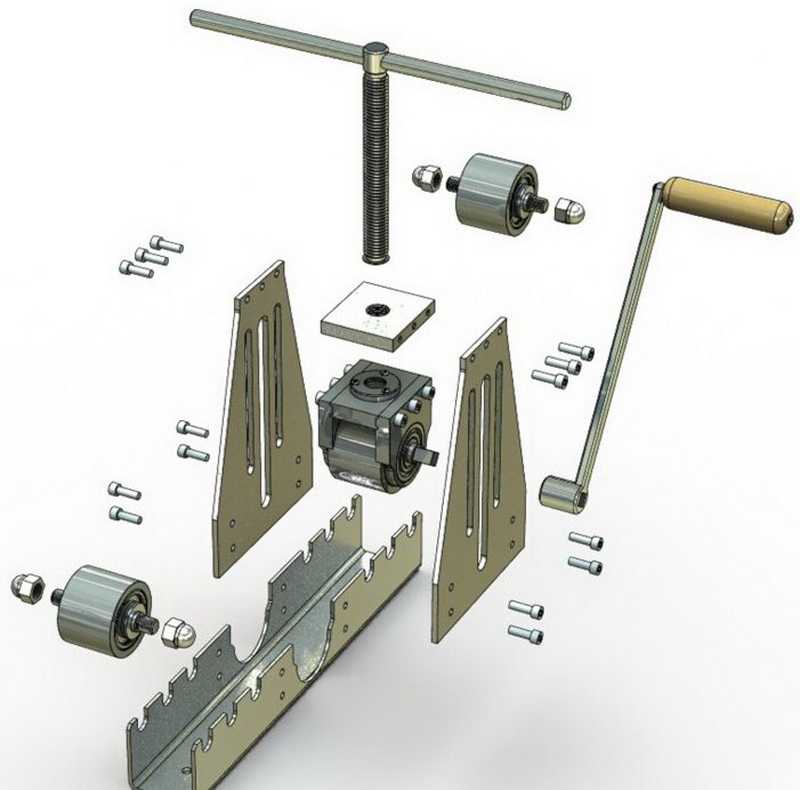 Ответ «Bud’s Machine Tools», потому что у нас всегда есть — и всегда будет — ставьте наших клиентов на первое место!
Ответ «Bud’s Machine Tools», потому что у нас всегда есть — и всегда будет — ставьте наших клиентов на первое место!
Трубогибы и трубогибы | Carell Corporation
НАВЕРХ
ТРУБОГИБЫ
Нажмите на изображение или прокрутите вниз, чтобы увидеть описания,
стандартное оборудование, опции и технические характеристики
Специальные предложения CARELL на складе
Запрос котировок
Процедуры гибки труб и труб, такие как «гибка прессом» или «гибка вращающейся вытяжкой», используются для придания заготовке формы штампа. Прямую трубную заготовку можно формовать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать заготовке желаемую форму.
— Подробнее о гибке труб и труб —
СЕРИЯ ETM
СЕРИЯ ETM
Серия ETM оснащена современными технологиями, предназначенными для гибки труб и профилей с оправкой или без нее, правое и левое направление. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов, и они могут изгибаться более чем на 180° с высочайшим качеством отделки при минимальном радиусе изгиба, равном 3-кратному диаметру трубы.
Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов, и они могут изгибаться более чем на 180° с высочайшим качеством отделки при минимальном радиусе изгиба, равном 3-кратному диаметру трубы.
Благодаря нашему новому «цифровому сенсорному экрану программирования гибки» эти станки чрезвычайно просты в использовании: он позволяет выбрать до 99 программ, каждая из них с последовательностью 5 остановов в операции гибки с автоматической регулировкой упругости материала. Более того, он также может сохранять каждый проект как повторяемую программу.
ETM60HD
НАВЕРХ
ETM80HD
НАВЕРХ
ETM90HD
НАВЕРХ
ETM120 90 003
НАВЕРХ
ETM150
НАВЕРХ
PEDRICK
РОТАЦИОННЫЕ КОМПРЕССОРНО-ГИБОЧНЫЕ МАШИНЫ
Запросить цену
НАВЕРХ
Корпорация Carell гордится тем, что является национальным дистрибьютором ротационных прессов Pedrick!
Компания Pedrick Tool & Machine Co. , основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку ротационных компрессионно-гибочных станков для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых современных материалов и компонентов в машиностроении для гибки тяжелых стен. трубы, трубы и конструкционные секции. Линейка включает 12 моделей для любого бюджета и сферы применения.
, основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку ротационных компрессионно-гибочных станков для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых современных материалов и компонентов в машиностроении для гибки тяжелых стен. трубы, трубы и конструкционные секции. Линейка включает 12 моделей для любого бюджета и сферы применения.
Изгибы, выполненные по радиусу 3D-изгиба, соответствуют спецификациям Американского института нефти (API) в отношении овальности (сплющивания) и утончения стенки.
КОНЦЕПЦИЯ: Вращательный принцип гибки сжатия использует стационарную формовочную матрицу и мощный грязесъемный рычаг, который вращается вокруг матрицы и тянет заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется на вращающейся верхней пластине. Различные конструкционные, профилированные и экструдированные профили также могут быть сформированы с использованием процесса ротационного прессования, что экономит время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю плиту из толстого нормализованного стального листа, установленного на прочной раме из литой или легированной стали.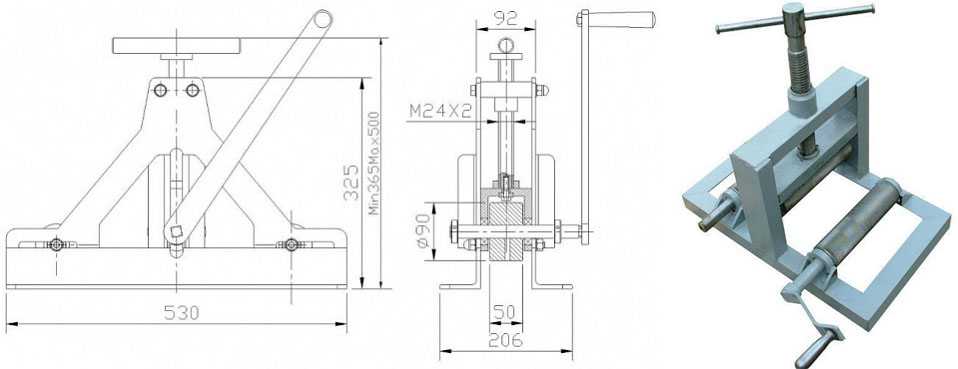 Гибочный рычаг приводится в действие электрическим самотормозящим бесщеточным прямоугольным мотор-редуктором SEW-Eurodrive, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф типа NEMA с внешним разъединителем с предохранителем Lock-Out/Tag-0ut. Регулируемые концевые выключатели и ручное управление входят в стандартную комплектацию.
Гибочный рычаг приводится в действие электрическим самотормозящим бесщеточным прямоугольным мотор-редуктором SEW-Eurodrive, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф типа NEMA с внешним разъединителем с предохранителем Lock-Out/Tag-0ut. Регулируемые концевые выключатели и ручное управление входят в стандартную комплектацию.
Особенности: (нажмите, чтобы открыть файл в формате pdf)
• Механический привод. (Гидравлика или
пневматика не используются для гибки труб или труб)
• Прочный чугунный или стальной корпус
• Редуктор с конической шестерней
с двигателем и тормозом TEFC
• Валы из термообработанного сплава 9000 3
• Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и портативных устройств!
Опции:
• Инструменты не являются обязательными и указываются в соответствии с
. Производственные потребности не являются обязательными. • Цифровые элементы управления не являются обязательными для замены.
Производственные потребности не являются обязательными. • Цифровые элементы управления не являются обязательными для замены.
(щелкните таблицу в формате pdf)
Машины доставляются прямо с нашего предприятия к вам после тщательного тестирования
нашими механиками, прошедшими обучение на заводе
СЕРИЯ UNI — БЕЗМАДРОННЫЕ
СЕРИЯ UNI ТРУБОГИБЫ И ТРУБОГИБЫ
Безвальные модели: UNI-42 UNI-60 UNI-63 UNI-70/C UNI-76 UNI-89
Вращающиеся гибочные станки, изготовленные из прочной стали, но недорогие по цене, с компактными размерами, системой быстрой смены инструментов и цифровым программированием для точной воспроизводимости.
Запросить цену
НАВЕРХ
UNI-42 BENDER 3/4″
Трубогибочный станок без стержня
Цифровое сохранение 9 программ, до 9 гибов в каждой
9000 2 односкоростных гибочных станкаЭлектрический Поворотный привод с питанием, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба
UNI-60 BENDER 1-1/2″
Вращающийся трубогиб
0002 Цифровое хранение 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Электрический вращающийся привод, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба, комплект оправки для гибки на оправке малого объема, аксессуары для малого радиуса
UNI60
UNI-60 Combi-Cal 1-1/2″
Роторный тянущий ролик без оправки Bender
Цифровое хранение 9 программ, до 9 бендов в каждой
Односкоростная гибка
Электрический привод вращения, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба
UNI-63 BENDER 1-1/2″
Бездорновый вращающийся трубогиб
Цифровое хранение 50 программ, до 9 изгибов в каждой
9 0002 Двойная скорость ГибкаПоворотный привод с электроприводом, 220/460 В, 3 фазы
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба, комплект оправки для гибки с малым объемом оправки, аксессуары для малых радиусов
UNI-70/C BENDER 2″
Вращающийся трубогиб без стержня
Цифровое хранение 50 программ, до 9 изгибов в каждой
Гибка на двух скоростях
Вращающийся привод с электроприводом
90 002 2 размера приводного вала в комплектеUNI-76 BENDER 2-1/2″
Вращающийся трубогиб без шпинделя
Цифровое хранение 50 программ, до 9 изгибов в каждой
Гибка на двух скоростях
Вращающийся привод с электроприводом
3 размера приводного вала в комплекте
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности для малых радиусов
UNI-89 BENDER 3″
Вращающийся трубогиб без шпинделя
Цифровое хранение 50 программ, до 9 изгибов в каждой 90 003
Двухскоростной гибочный станок
Электрический Поворотный привод с механическим приводом
3 размера приводной оправки в комплекте
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности для узких радиусов
СЕРИЯ UNI-МАДРЕЛЬ
Запрос-Цитирование
ВРАЩАЮЩИЕСЯ ТРУБОПРОВОДЫ ТИПА UNI
Модели с оправкой: UNI-70/HC UNI-80 UNI-90
Вращающиеся гибочные станки, изготовленные из прочной стали, но недорогие по цене, с компактными размерами, системой быстрой смены инструментов и цифровым программированием для точной воспроизводимости.