Трубогиб своими руками для круглой трубы: чертежи, размеры, видео
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Трубогиб своими рукамиУстройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка.
 Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет. - Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
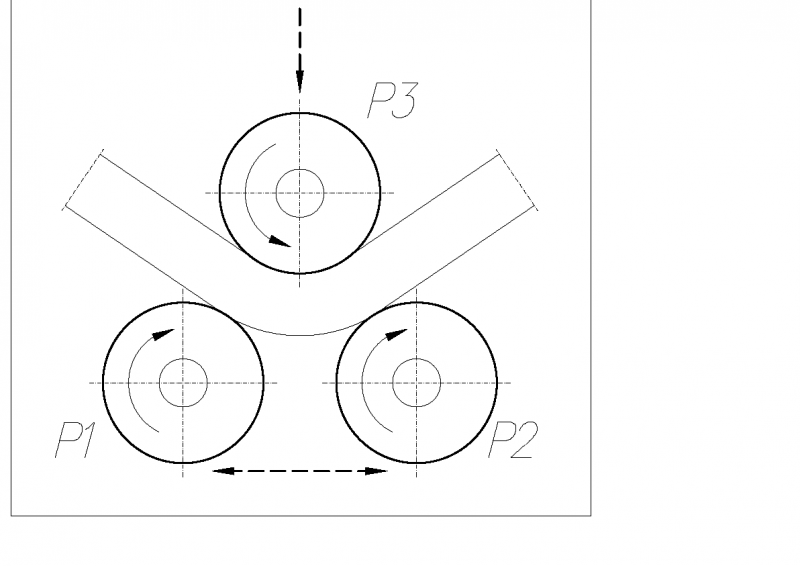
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция.
 Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства. - По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки.
 Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз. - Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов.
 Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром. - Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования.
 Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения. - Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая.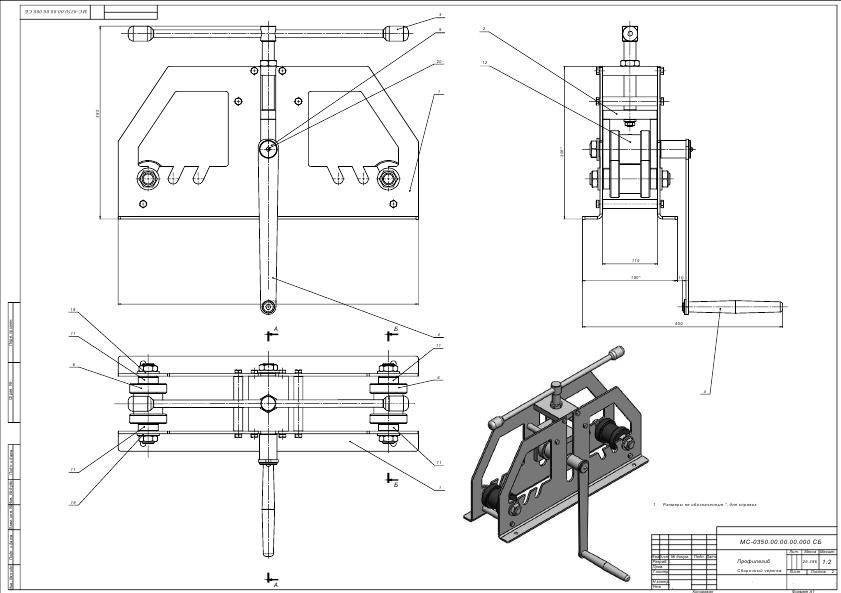 Для этого проводится установка редуктора или клиноременной передачи.
Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.
Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.

- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.

- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
Трубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции.
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
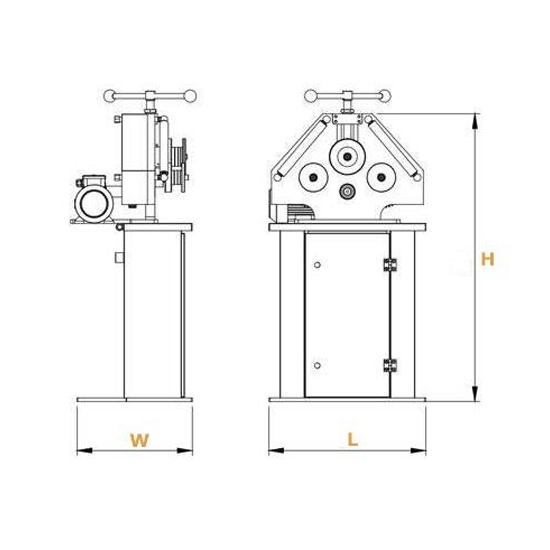
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания.

- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.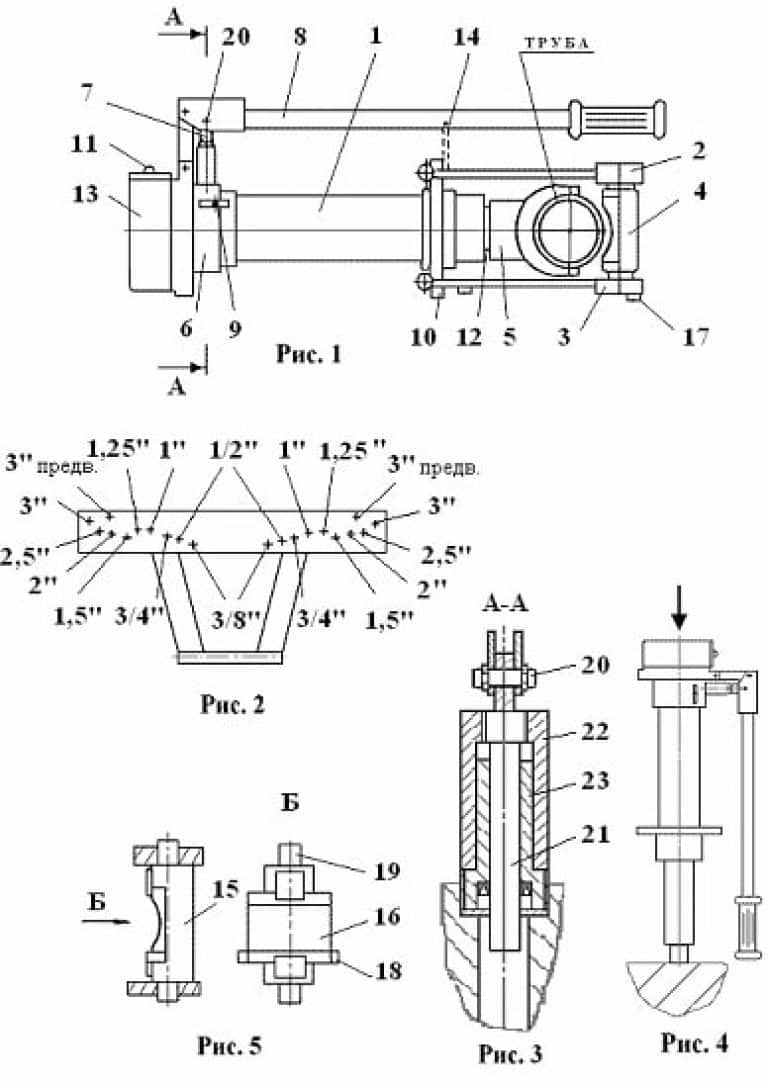
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
чертежи и схемы с размерами, процесс изготовления
Мы приветствуем нашего уважаемого читателя и предлагаем Вашему вниманию статью о том, как изготовить трубогиб для профильной трубы своими руками. Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Процесс гибки трубных заготовок не слишком сложен, но для него необходимы приспособления – трубогибы. Вполне возможно изготовить приспособление для гнутья самостоятельно.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол. Использование именно профильной конструкции обусловлено высокими технологическими характеристиками – прочностью, жесткостью, высокой устойчивостью к смятию или скручиванию.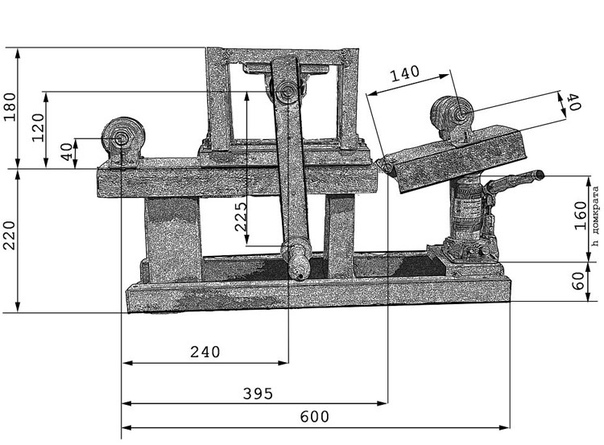
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Главные технические моменты при изготовлении трубогиба
- Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
- Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии.
 Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции!
Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции! - Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать. Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
- Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
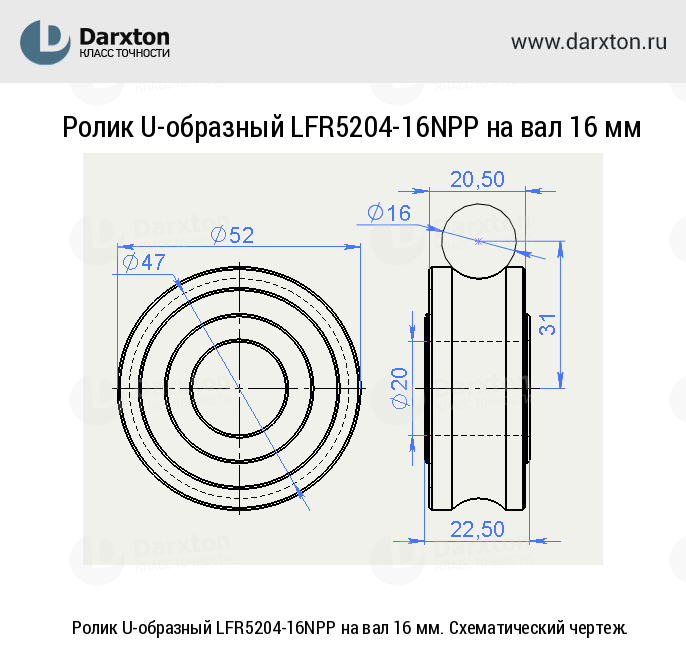
- Чтобы согнуть круглую трубу используются специальные ролики с выемкой. Обычные ролики сплющат круглую трубу в овал.
Какой профилегиб выбрать?
В данной статье мы не будем рассматривать промышленные профилегибы с гидро или электроусилителями, остановимся на том, что легко сможем соорудить в гараже из подручных материалов и с минимальными затратами. Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Ручной роликовый трубогиб своими руками
Обкатные (роликовые) трубогибы бывают с 3 или 2 роликами, в первом случае дополнительный ролик служит прижимной силой и при правильном подходе даёт более идеальную деталь на выходе, во втором варианте усилие нужно приложить большее и точность немного меньше. Такая конструкция используется для маленьких профилей, с небольшой толщиной стенки.
Изготавливаем ролики для трубогиба без токарных работ
Нам понадобятся несколько обрезков от листового металла разной толщины. Она зависит от ширины профиля, так что выбирайте под свои задачи, в нашем случае это 10, 8 и 6 мм.
Чтобы сделать валец, нам нужны круги, с помощью циркуля отмечаем их на листах, из 8 мм сделаем 1 круг, а из 10 и 6 сделаем по 2 штуки. Самое главное отметить центр и нарисовать правильную окружность.
Самое главное отметить центр и нарисовать правильную окружность.
Берём в руки болгарку и стараемся максимально возможно обрезать лишнее, чтобы остался практически ровные круг. Проще на этом этапе удалить всё лишнее, так как дальше это будет сделать сложнее и дольше.
Необходимо сделать отверстие в центре круга, закрепляем в тисках и берём сверло, у меня это будет 10 мм.
После того, как сделали все заготовки, нужно превратить их в идеальные окружности. Для этого вставляем болт, закрепляем его, не забудьте контргайку!
Зажимаем в дрель и идём к наждаку или можно в болгарку закрепить лепестковой круг.
У вас должно получиться примерно вот так
У центрального круга нужно закруглить края, так как он будет вдавливать трубу, нужно чтобы металл не порвался.
Собираем все круги вместе и валец (ролик) готов. Вы можете рассверлить отверстие под больший диаметр, я так и сделаю. Нагрузка всё таки не меленькая, пусть будет потолще. Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Этот ролик сделан под 20 трубу, внутренние два круга по 6 мм и центральный 8 мм. У этой конструкции есть большой плюс, Вы можете менять центральный круг, ну скажем, на 4 мм и получится трубогиб под 15 профиль. Далее собираем сам основу и ручку и пробуем, что получилось.
Изготавливаем основу и собираем трубогиб под малые радиусы
Для основы можно взять так же листовое железо и несколько уголков. В нашем случае сама станина будет сделана из листа 8 мм, обрезаем её болгаркой и делаем отверстия под ролик и крепёж. Центральное отверстие для нашего ролика (который делали выше), все 6 нижних нужны для крепежа, 4 для уголка, чтобы крепить наш трубогиб в тески и 2 для крепления упора.
Для надежного крепления профилегиба в тесках, изготавливаем Т-образный элемент из двух кусков уголка. Надёжнее всего приварить их друг к другу и потом зачистить шов, чтобы поверхность была ровная. Делаем отверстия с резьбой 8 мм.
Делаем отверстия с резьбой 8 мм.
Прикрепляем болтами уголок к основе, учтите, с обратной стороны болты торчать не должны.
Зажимаем в тисках основную конструкцию и берём шпильку, на которую будет крепиться основной ролик.
Закрепляем ролик на основу.
Нужно изготовить упор, на примере это сделано из уголка и небольшого листа металла, с одной стороны он крепиться на шпильку ролика, с другой к основанию на болты.
Крепим упор к основанию, получается вот такая конструкция.
Следующим шагом нам нужно сделать ручку, конструкция может быть любая, это не принципиально важно. Края крепятся к шпильке. В примере ручка сделана из кусков уголка, куска профиля и вспомогательный ролик сделан из обычных подшипников, которые были под рукой.
Крепим ручку и можно работать.
На видео показаны первые тесты, автор согнул несколько профильных труб 20 мм, так же на видео показан более подробный процесс сборки и некоторые нюансы с размерами. К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
Универсальный трубогиб своими руками без токарки
Данная модель действительно является самой универсальной (на взгляд редактора), автор этого трубогиба подошёл к делу с головой и придумал новую конструкцию. Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Изготавливаем вал для трубогиба без токарных работ (с чертежом)
Нам понадобятся следующие материалы:
- Стержень 20 мм (у нас взят кусок стабилизатора от жигулей)
- 204 подшипники
- Шайбы 24 х 44 мм
На стержень одеваем первый подшипник и провариваем со всех сторон
Далее одеваем шайбу 24 х 44 мм и тоже провариваем
После каждого слоя с шайбой придётся обрабатывать болгаркой поверхность
В итоге получится вот такая конструкция, использовано 5 подшипников и 6 шайб
Начинаем проваривать по внешнему контуру каждое соединение
У вас должна получиться вот такая заготовка, старайтесь проварить всё очень тщательно
Зажимаем заготовку в тисках и сбиваем неровности болгаркой с зачистным кругом
Следующим шагом нужно закрепить наш вал так, чтобы он мог крутиться, можно взять 2 подшипника и 2 куска трубы
Устанавливаем на болгарку лепестковый диск и доводим вал до идеального состояния
Вот такой результат работ получается, монолитная конструкция, очень прочная и надёжная
Чертеж вала для трубогиба без токарных работ
Сердцевина — это труба закалённого металла 20 мм, взят кусок стабилизатора от классических жигулей. Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Видео изготовления вала для профилегиба
Изготавливаем и собираем универсальный трубогиб своими руками (с чертежами)
Для начала посмотрите на схему, чтобы было понимание как он выглядит и что у вас должно получиться по итогу.
Нам понадобятся следующие материалы:
- 12 швеллер
- труба ¾»
- круг диаметром 20 мм
- серьга рессоры от Газели — 2 шт.
- домкрат
- шайба кузовная 20 мм — 4 шт
- труба ½»
- шпильки М10×50
- квадрат 10×10 мм
- болты М6×25
- труба водопроводная 2″
- болты М6×30
- гайки М8
- гайки М6
- шайбы М6
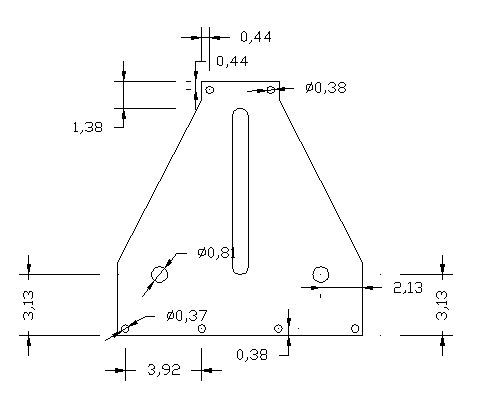
Чертежи с размерами трубогиба для профильной трубы
Далее идут 2 видео с полным описанием изготовления каждой детали и полноценной сборкой. Обязательно посмотрите, автор очень доходчиво объясняет почему каждый элемент конструкции трубогиба сделан именно так.
Видео изготовления корпуса для вала трубогиба под профильную трубу
Видео изготовления трубогиба своими руками
Заключение
Изготовление трубогибочного агрегата вполне доступно своими руками. Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Как сделать трубогиб для профильной трубы своими руками
Содержание статьи
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.
Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Вернуться к содержанию ↑Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного.
Вполне закономерно, что иностранные шестерни будут более высокого качества.
Опора для станка
Прижимной вал
Площадка
Установка валов
Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Трубогиб своими руками
| Автор | Поделитесь | Оцените | Виктор Самолин |
|---|
Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится.
Поэтому минимального радиуса обязательно надо придерживаться.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции.
Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей. Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера.
 Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕМАТЕРИАЛ Загрузка… ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕТрубогиб ручной для профильной трубы шириной до 60 мм
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.000 — Трубогиб.a3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.000 — Вал.a3d
УГТ. 001.00.00.000 — Трубогиб\УГТ.001.00.02.000 — Вилка.a3d
001.00.00.000 — Трубогиб\УГТ.001.00.02.000 — Вилка.a3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.03.000 — Основания.a3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.000 — Трубогиб.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.001 — Втулка ручки.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.002 — Ось.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.003 — Ручка.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.004 — Полка.cdw
УГТ. 001.00.00.000 — Трубогиб\УГТ.001.00.00.005 — Гайка.cdw
001.00.00.000 — Трубогиб\УГТ.001.00.00.005 — Гайка.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.006 — Прижим.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.007 — Ограничитель.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.008 — Втулка ручки.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.000 — Вал.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.001 — Вал.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.002 — Втулка.cdw
УГТ. 001.00.00.000 — Трубогиб\УГТ.001.00.01.003 — Кольцо.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.004 — Шайба.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.000 — Вилка.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.001 — Плита.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.002 — Крышка.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.003 — Плита.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.004 — Вал приводной.cdw
УГТ. 001.00.00.000 — Трубогиб\УГТ.001.00.02.005 — Проставка.cdw
001.00.00.000 — Трубогиб\УГТ.001.00.02.005 — Проставка.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.006 — Винт ходовой.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.03.000 — Основание.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.03.001 — Основание.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.03.002 — Стенка.cdw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.03.003 — Косынка.cdw
УГТ.001.00.00.000 — Трубогиб\~$Т.001.00.00.004 — Винт ходовой.m3~
УГТ. 001.00.00.000 — Трубогиб\УГТ.001.00.00.001 — Втулка ручки.m3d
001.00.00.000 — Трубогиб\УГТ.001.00.00.001 — Втулка ручки.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.002 — Ось.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.003 — Ручка.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.004 — Полка.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.005 — Гайка.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.006 — Прижим.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.007 — Ограничитель.m3d
УГТ. 001.00.00.000 — Трубогиб\УГТ.001.00.00.008 — Втулка ручки.m3d
001.00.00.000 — Трубогиб\УГТ.001.00.00.008 — Втулка ручки.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.001 — Вал.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.002 — Втулка.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.003 — Кольцо.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.01.004 — Шайба.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.001 — Плита.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.002 — Крышка.m3d
УГТ. 001.00.00.000 — Трубогиб\УГТ.001.00.02.003 — Плита.m3d
001.00.00.000 — Трубогиб\УГТ.001.00.02.003 — Плита.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.004 — Вал приводной.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.005 — Проставка.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.02.006 — Винт ходовой.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.03.001 — Основание.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.03.002 — Стенка.m3d
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.03.003 — Косынка.m3d
УГТ. 001.00.00.000 — Трубогиб\УГТ.001.00.00.000 — Трубогиб.spw
001.00.00.000 — Трубогиб\УГТ.001.00.00.000 — Трубогиб.spw
УГТ.001.00.00.000 — Трубогиб\УГТ.001.00.00.000 — Трубогиб.jpg
УГТ.001.00.00.000 — Трубогиб
Трубогиб для профильной трубы своими руками. Чертежи самодельного трубогиба.
Практически в каждом доме имеется набор инструментов и приспособлений домашнего мастера, состоящий из всякого рода отверток, плоскогубцев, дрели, кусачек, пинцетов, который после каждой поломки, каждой починки обновляется дополнительными приборами.
Содержание этой статьи
Одним из подобных инструментов, наиболее часто используемых в секторе частных домов, является трубогиб, который предназначен для сгибания труб и металлических листов. Это приспособление можно приобрести и на рынке, но обойдется это гораздо дороже, чем изготовить трубогиб для профильной трубы своими руками при помощи инструкций или чертежей.
Смотрите также статью о котлах на твердом топливе.
Для начала определимся с областью применения труб, для того чтобы решить для себя, действительно ли необходим самодельный трубогиб в хозяйстве. Трубы часто применяются при изготовлении и монтаже:
- оград;
- теплиц;
- мебели для сада;
- скамеек, павильонов, беседок;
- козырьков, навесов и др.
Если вам приходится иметь дело с такого рода работами, вам, наверняка, известно, что при этом часто приходится сгибать профильные трубы. В этом деле вам и поможет трубогиб, который может согнуть трубу до 180 градусов.
Разберем виды трубогибов по типам приводов:
- ручной – применяется для работы с маленькими диаметрами;
- гидравлический – подразделяется на ручной и стационарный. Этот вид профессионального трубогиба чаще всего работает от электросети. Способен согнуть трубы диаметром до 3 дюймов;
- электромеханический – с его помощью можно задать точный угол и радиус сгиба.
 Также он позволяет менять формы тонкостенных труб, не деформируя при этом внутренний профиль.
Также он позволяет менять формы тонкостенных труб, не деформируя при этом внутренний профиль.
Изготовление трубогиба своими руками, чертежи.
Необходимое:
- труба;
- упор;
- ролики;
- лебедка;
- болгарка;
- сварочный аппарат.
Для начала отрезаем от трубы кусок и свариваем его к оставшемуся более длинному куску трубы таким образом, чтобы получилось что-то вроде швабры.
Далее на горизонтальной части закрепляются лебедка и один из роликов, совпадающий по диаметру с трубой, при помощи цепи. На вертикальной части нашей “швабры” крепится второй такой же ролик.
При необходимости сгиба, трубу нужно расположить таким образом, чтобы один ее конец был зажат между роликами, а второй – лег на лебедку. Движение лебедки и производит процесс изгиба.
Вас заинтересует эта статья — Экран на батарею отопления своими руками.
Это устройство позволяет гнуть трубы, в том числе и профильные, небольшого диаметра – до 20 мм.
Принцип действия трубогиба, видео:
Трубогиб ручной гидравлический
Наиболее часто используемый вид данного приспособления является трубогиб ручной гидравлический.
Основной частью, выполняющей силовую функцию, является гидравлический цилиндр. В его верхней части находится отверстие с пробкой для масла.
Работу по сгибанию выполняет выдвигающийся шток цилиндра.
Для того чтобы гидравлический трубогиб не изнашивался, нужно следить за уровнем масла и периодически очищать все детали от грязи и пыли, а также их смазывать.
Трубогибы и трубогибы | Качественное трубогибочное оборудование
Ротационные волочильные машины для труб и трубогибовErcolina идеально подходят для большинства операций по гибке.
Ротационная гибка с вытяжкой на сегодняшний день является основным методом высококачественной гибки труб.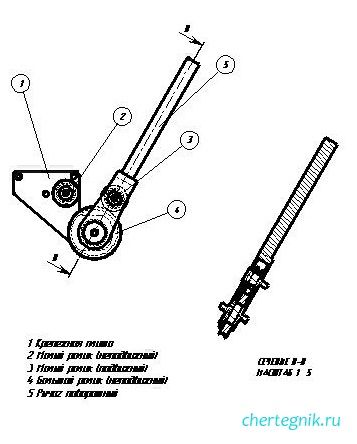 Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, касательная вперед трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг и в канавку гибочной матрицы.Матрица встречного изгиба или пресс-форма прилагает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания. Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, касательная вперед трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг и в канавку гибочной матрицы.Матрица встречного изгиба или пресс-форма прилагает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания. Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Подробнее о ротационных вытяжных машинах Ercolina
Ротационные волочильные станки являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, колена поручней и возврат стен, поручни для инвалидов, мебель и рамы для знаков, специальные детали транспортных средств, такие как каркасы, щетки и т.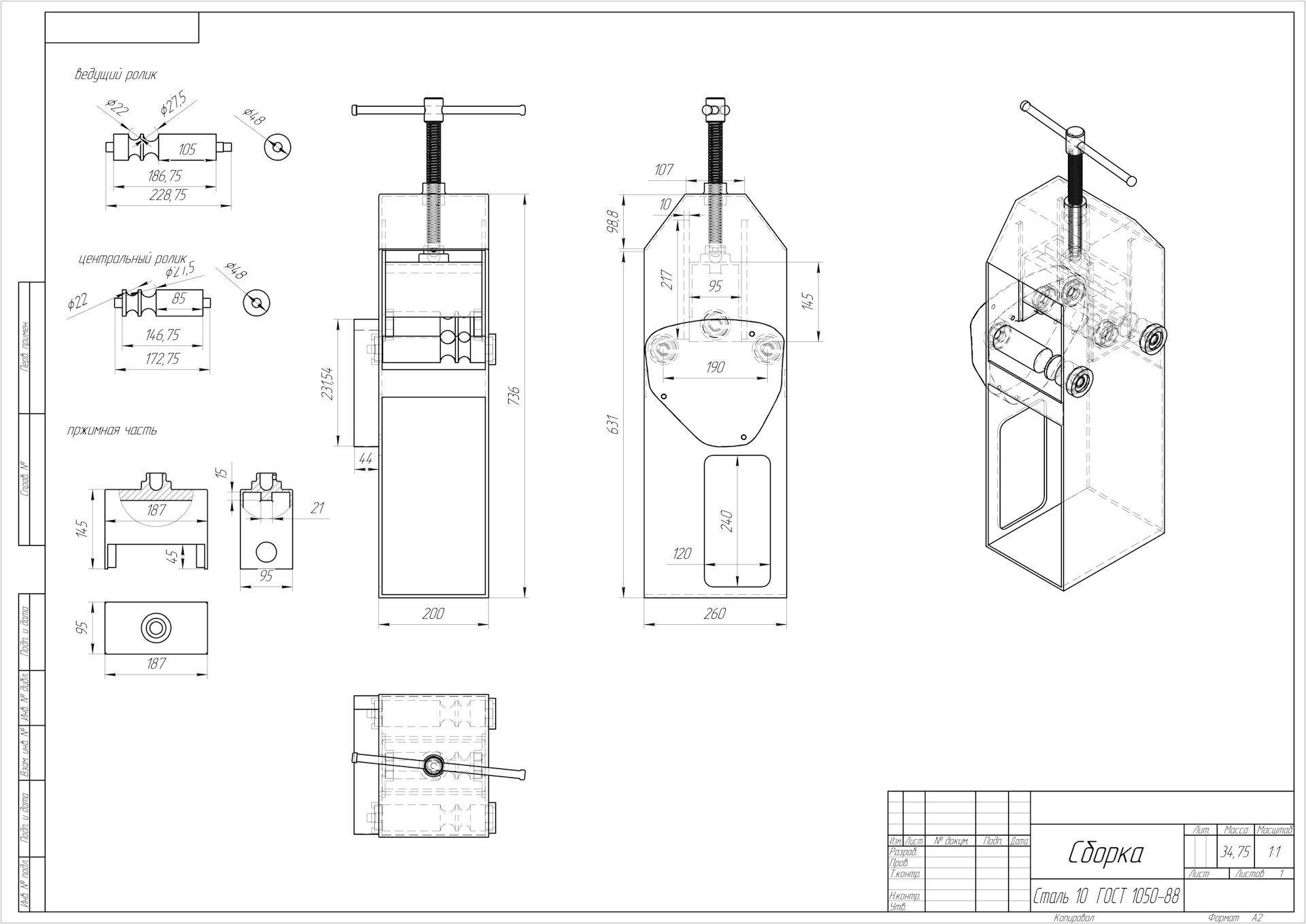 Д. нерф-бары, легкие стойки, подножки и многое другое.Ротационные волочильные станки Ercolina создают эстетически приятные изгибы, если для этого подобрана правильная оснастка. Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Д. нерф-бары, легкие стойки, подножки и многое другое.Ротационные волочильные станки Ercolina создают эстетически приятные изгибы, если для этого подобрана правильная оснастка. Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб. Ответ: «Да». и с отличными результатами. Гибочные штампы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам из стали, алюминия и нержавеющей стали.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные машины, способные производить гибки высокого качества, потому что нет ничего важнее, чем гибка с точностью и эффективностью. Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращательной вытяжкой. С нашими моделями поворотно-вытяжных машин Super и Top Bender у вас есть возможность точно контролировать процесс гибки трубы от начала до конца. Ercolina предлагает модели станков для всех уровней производительности гибки в цехе от прототипа до производства с ЧПУ или ЧПУ.
Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращательной вытяжкой. С нашими моделями поворотно-вытяжных машин Super и Top Bender у вас есть возможность точно контролировать процесс гибки трубы от начала до конца. Ercolina предлагает модели станков для всех уровней производительности гибки в цехе от прототипа до производства с ЧПУ или ЧПУ.
Быстрая и повторяемая качественная гибка
Конструкция ротационной вытяжной машины для гибки труб Ercolina внесла новшества и изменила рынок, предлагая быструю и стабильную качественную гибку по разумной цене.Наша компактная и мощная конструкция обеспечивает большую гибкость и требует ограниченного пространства в цехе. Машины Ercolina производятся с использованием передовых компонентов и доказали свою надежность, предлагая клиентам душевное спокойствие на протяжении многих лет производства гибки. Для клиентов Ercolina это означает высококачественный продукт, обеспечивающий невероятные результаты. Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Почему сейчас хорошее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему заказчику-изготовителю требуются рентабельные решения, позволяющие конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб и труб, часто увеличивают свою долю на рынке и увеличивают важность для своих текущих клиентов.С помощью трубогибов и трубогибов Ercolina вы можете быстро производить гибочные работы в своем цехе и контролировать время и трудозатраты.
Цены на продукцию и гибочный станок Ercolina вполне укладываются в бюджетный диапазон большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты, имеющие право на получение кредита, находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для максимальной финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды и различных сроков в соответствии с вашими требованиями.Посетите нашу страницу вариантов аренды, чтобы получить дополнительную информацию о доступных вариантах аренды и получить оценку стоимости.
Хотя финансирование оборудования может быть сложной задачей, клиенты, имеющие право на получение кредита, находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для максимальной финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды и различных сроков в соответствии с вашими требованиями.Посетите нашу страницу вариантов аренды, чтобы получить дополнительную информацию о доступных вариантах аренды и получить оценку стоимости.
Остались вопросы?
Если вам требуется помощь в определении того, какие трубогибы Ercolina подходят для вашего цеха, наши сотрудники хорошо обучены, чтобы помочь вам с вашими приложениями для гибки труб и труб. Звоните (563) 391-7700 или свяжитесь с нами.
Ротационные вытяжные машины | Трубогибы
Ручной трубогиб от Baleigh Industrial обеспечивает точных результатов по невысокой цене — отличный вариант для любителей и магазинов, изготавливающих единичные детали. Вы получите преимущества нашего лидирующего в отрасли дизайна и качественных материалов , не тратя больше на производственный гибочный станок.
Вы получите преимущества нашего лидирующего в отрасли дизайна и качественных материалов , не тратя больше на производственный гибочный станок.
Почему стоит покупать ручной трубогиб от Baileigh?
- Эффективная конструкция без штифта — Изогните трубку на 180 ° без необходимости перемещать фиксирующие штифты. Ваш магазин сэкономит время, так как вам не придется останавливаться и повторно приколоть матрицу.
- Конструкция из стали или чугуна — Наши ручные гибочные станки изготавливаются из прочных материалов, поэтому они служат долго и остаются точными.
- Пожизненная техническая поддержка по телефону — Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
Мы производим 2 вида ручных трубогибов:
- Простые ручные гибочные станки , такие как RBD-10 и RDB-25 — эти модели позволяют изгибать трубки и трубы небольшого диаметра.
 Они поставляются с несколькими наборами штампов.
Они поставляются с несколькими наборами штампов. - Гибочные станки с храповым механизмом , такие как RBD-50 и RDB-100 — эти модели могут выполнять гибку большей грузоподъемности.Длинная ручка дает вам возможность сгибать материал без напряжения.
325 долларов.00 $
В наличии
- Диаметр круглой трубы 7/8 «
- Вместимость трубы квадратного сечения 1 дюйм
- .
 047 «толщина стенки
047 «толщина стенки - Включает 8 штампов для круглых и квадратных труб
940 долларов.00 $
Свяжитесь с нами по телефону
- Ручной трубогиб для гидравлических линий
- Изгибы до 180 °
- Включает 10 наборов матриц, наружный диаметр от 1/4 «до 5/8»
1334 доллара.
 00
$
00
$В наличии
- Трехскоростной трубогиб с ручным управлением.
- Изгибается до 200 °.
- 2.Емкость трубки 5 дюймов из низкоуглеродистой стали и трубки 2 дюйма из хром-молибдена.
2570 долларов.
 00
$
00
$Свяжитесь с нами по телефону
- Ручной ротационный трубогиб и трубогиб
- Диаметр трубки 1,75 дюйма
- Диаметр трубы из низкоуглеродистой стали 1 дюйм сортамента 40
- Максимум 10.5 «CLR
Ручной трубогиб RDB-050 | Бейли Бендер
Нужен доступный, но мощный гибочный станок с мощностью, достаточной почти для любого цеха по изготовлению шасси ? Запатентованный компанией Baileigh ручной трубогиб RDB-050 является революционным по функциям, производительности и эффективности.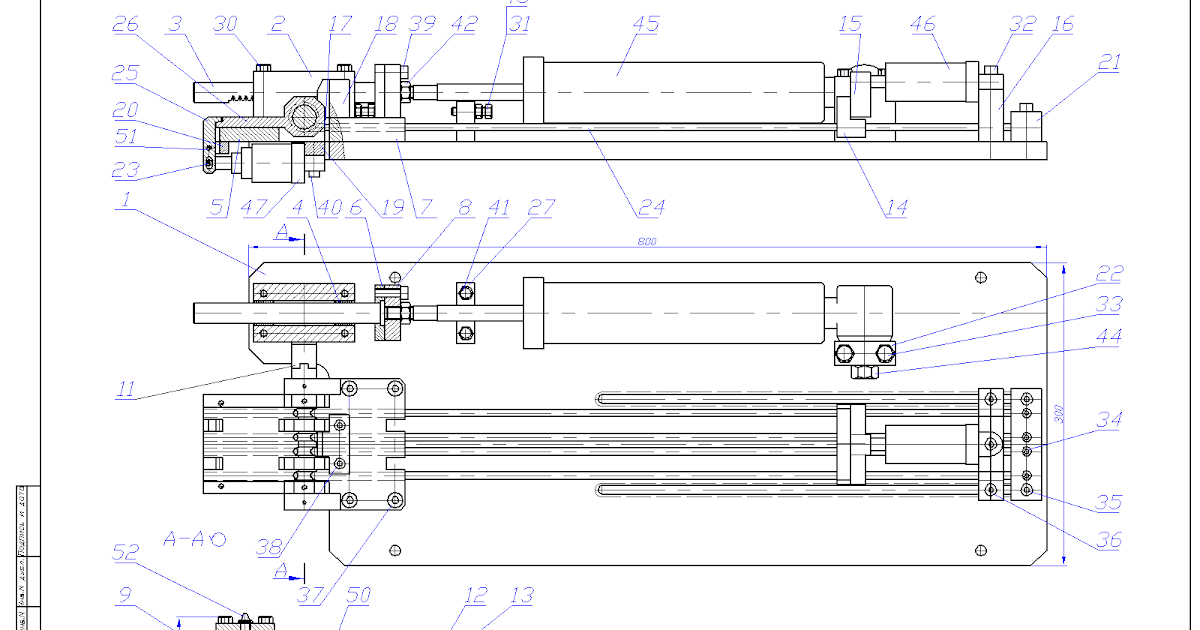
- Отборы до 2.Низкоуглеродистая сталь с внешним диаметром 5 дюймов и толщиной стенки 0,120 дюйма и хромомолибденом с наружным диаметром 2 дюйма и толщиной стенки 0,120 дюйма.
- Выберите из 3 скорости гибки , в зависимости от типа материала, внешнего диаметра и толщины стенки, до подходящей скорости для каждого применения.
- Скорость 1 обеспечивает 4 ° за одно усилие. Эта скорость имеет наибольший крутящий момент, подходящий для гибки хромомолибденовой стали с внешним диаметром 2 дюйма или низкоуглеродистой стали с внешним диаметром 2,5 дюйма.
- Скорость 2 обеспечивает 8 ° за тягу для промежуточных материалов.
- Скорость 3 обеспечивает 12 ° за один проход для более легких материалов.
- Изгиб до 200 ° за один выстрел без остановки и перезапуска станка.
- Механизм предотвращения пружинения удерживает каждый изгиб на месте, пока оператор движется вперед.
- Нет необходимости в сборке или разборке для выполнения изгиба.
- Во всех шарнирах используются втулки из алюминиевой бронзы и упорные шайбы для увеличения срока службы машины.
- Быстроразъемные вставки для рычагов помогают при замене машины на трубки другого размера. Вы можете выполнить полное переключение за 1 минуту или меньше .
- Просто подойдите к машине, вставьте трубку во вставку крюка и начните сгибать. Когда изгиб будет завершен, верните тренажер в исходное положение, вытяните изгиб — и все готово.
- Поставляется в комплекте с подставкой, поворотной ручкой и циферблатом .Просто добавьте инструменты, и вы готовы изгибать трубу.
Добавьте этот ручной трубогиб в корзину уже сегодня!
Если вам нравится RDB-050, вам также может понравиться ручной трубогиб RDB-100.
Позвоните нам по телефону 1-920-684-4990 , чтобы поговорить с представителем службы поддержки клиентов или , заполните нашу контактную форму .
Патент США № 8,171,765
Образец списка инструментов
Ручной гибочный станок (RDB-10) | Металлический трубогиб
Если ваша работа связана с постройкой гоночных автомобилей, восстановлением автомобилей и самолетов или работой с автоматическим сборщиком машин , вы знаете ценность правильно изогнутых линий.Наш простой и точный ручной трубогиб сэкономит вам время и деньги с первого раза.
- Изгиб трубы до 180 ° .
- Без труда изгибает змеевик с очень малым радиусом (в зависимости от наружного диаметра, материала и толщины стенки).
- Стандартно поставляется с 10 различными комбинациями размеров , с наружным диаметром от 1/4 «до 5/8» с радиусом в 3 или 5 раз больше диаметра.
- Работает с низкоуглеродистой сталью , нержавеющей сталью и некоторыми видами меди и алюминия .

- Включает тяжелую стойку и стойку для инструментов (в дополнение к самому гибочному станку).
Ручной гибочный станок RDB-10 рекомендуется для: Изгиба воздуховодов, тормозных магистралей, топливных магистралей и общих гидравлических магистралей.
| Комплекты штампов в комплекте | |
| 1/4 x 3D | 6.350 мм x 3D |
| 1/4 x 5D | 6,350 мм x 5D |
| 5/16 x 3D | 7.938 мм x 3D |
| 5/16 x 5D | 7,938 мм x 5D |
| 3/8 x 3D | 9,525 мм x 3D |
| 3/8 x 5D | 9,525 мм x 5D |
| 1/2 x 3D | 12,7 мм x 3D |
| 1/2 x 5D | 12,7 мм x 5D |
| 5/8 x 3D | 15,875 мм x 3D |
| 5/8 x 5D | 15. 875 мм x 5D 875 мм x 5D |
Вам также может понравиться ручной трубогиб RDB-050.
Вопросы? Позвоните нам по телефону и поговорите со специалистом по Бейли: (920) 684-4990 .
Ручной трубогиб | Ручной трубогиб
Для производителя, которому необходимо сгибать нижние тиражи , этот ручной трубогиб поддерживает высокие стандарты сгибов профессионального вида .
- Изгиб до трубы с наружным диаметром 1,75 дюйма с максимальной толщиной стенки 0,095 дюйма и трубы 1 дюйм, сортамент 40 .
- Индексирование большого диаметра позволяет вам изгибать до 206 ° (180 ° плюс возвратная пружина) без повторной индексации и повторной установки штифтов — в отличие от большинства других ручных трубогибов на рынке.
- Быстросъемная контр-матричная система позволяет легко загружать и выгружать материал.

- Механизм возврата пружины натяжения удерживает положение, когда механизм изгиба захватывает следующий зуб на индексном колесе.
- Градусная шкала отображает угол изгиба для быстрой справки.
- Вся оснастка снабжена индикатором начала изгиба , поэтому вы можете выполнять сложные изгибы с точностью и уверенностью.
- Система гибки с храповым механизмом позволяет легко переключиться на ручное дублирование для более легких материалов .
- Корабли в основном предварительно собранные ; просто прикрепите ручку и подставку.
- Принимает сотен комплектов штампов для круглых и квадратных труб. , а также комплектов штампов для круглых труб.
- Включает подставку , шкалу градуса и ручку .
- Конструкция из стального листа обеспечивает прочность и точность.
- С годовой гарантией на детали .

- Включает пожизненную техническую поддержку . Свяжитесь с нашей опытной командой по телефону или электронной почте, пока вы используете трубогиб.
Рекомендуется для: Проекты с использованием тонкостенных труб.
Вопросы? Позвоните нам по телефону 1-920-684-4990 или , заполните нашу контактную форму .
Образец списка инструментов
Bender Tech — Rogue Fabrication
Наша команда имеет опыт, чтобы предоставить вам правильные матрицы с правильным OD (внешний диаметр) и CLR (радиус центральной линии или «размер изгиба») с вашим трубогибом. Большинство из этих применений — сталь, но некоторые другие. Некоторые материалы более склонны к растрескиванию, например, алюминий. Некоторые материалы, например медь и нержавеющая сталь, более склонны к образованию складок. Хорошо изгибаемые материалы включают Docol R8, 4130 Chromoly, углеродистую сталь и Sandvik 2507 Duplex Stainless.
Есть два соотношения, о которых вы должны хотя бы знать, когда дело касается штампов, это соотношение D и соотношение стенок (или просто «D и WR»). «D» матрицы — это CLR, деленная на наружный диаметр трубы или трубы, которую она изгибает. Таким образом, матрица 3,5 CLR для трубки диаметром 1 дюйм — это матрица 3,5D. Более низкие значения всегда хуже для качества гибки, при этом 3.0 является обычным нижним порогом для большинства отраслей. WR (или соотношение стенок) основывается только на материале, но не имеет отношения к выбору штампа.Это отношение наружного диаметра материала к толщине стенки. Таким образом, труба с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75 / 0,120 = 14,58. Все, что для WR старше подросткового возраста, попадает в сложную зону для изгиба. Когда у вас отношение D на уровне 3 или ниже и соотношение стенок от среднего до высокого подросткового возраста или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая трубка деформируется примерно до 1,80 в середине сгибать).
 Наша диаграмма производительности, конечно, намного более точна, чем общая теория, изложенная в этом параграфе, поэтому, пожалуйста, полагайтесь на этот ресурс для ваших окончательных критериев выбора кристалла.Вот несколько рекомендаций по выбору кубиков в зависимости от того, что вы делаете:
Наша диаграмма производительности, конечно, намного более точна, чем общая теория, изложенная в этом параграфе, поэтому, пожалуйста, полагайтесь на этот ресурс для ваших окончательных критериев выбора кристалла.Вот несколько рекомендаций по выбору кубиков в зависимости от того, что вы делаете:4х4 проекты:
(каменные шезлонги, багги, клетки для экзо, клетки кабины, джипы, тойоты и т. Д.): Используйте трубную матрицу с внешним диаметром 1,75 (1 3/4). Вы будете использовать стенку .120, и она будет лучше всего смотреться на матрице 6 дюймов CLR (радиус изгиба), но ее можно сделать на 4,5 CLR с большей деформацией.
Клетки NHRA / SFI:
1,625 (1 5/8) x 0,083 — это трубка, на которой основано большинство спецификаций NHRA, но вам нужно будет получить свой свод правил, чтобы определить все нужные вам размеры.Например, 25.3 SFI также использует 3/4 ″, 1 ″, 1 1/8 ″, 1 1/4 ″ и 1 1/2 ″. Приобретите 6.0 CLR для всех размеров, которые вы покупаете с наружным диаметром более 1,25, чтобы иметь возможность изгибаться с использованием тонкостенных трубок. Помните, что в своде правил указаны минимальная толщина стенок и минимальный диаметр, вы всегда можете увеличивать и увеличивать толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта. Справочник NHRA охватывает автомобили за 8,50 секунд (прошедшее время) на дистанции 1/4 мили и медленнее, и это бесплатно из онлайн-NHRA.Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их в SFI).
Помните, что в своде правил указаны минимальная толщина стенок и минимальный диаметр, вы всегда можете увеличивать и увеличивать толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта. Справочник NHRA охватывает автомобили за 8,50 секунд (прошедшее время) на дистанции 1/4 мили и медленнее, и это бесплатно из онлайн-NHRA.Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их в SFI).
SCCA / NASA / автокросс / ралли-кросс / Pro Touring / шоссейные клетки:
Технические характеристики SCCA / NASA сильно различаются в зависимости от гоночного класса и веса автомобиля, из которых наиболее распространены трубки с внешним диаметром 1,625 (1 5/8 ″). Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется наружный диаметр 1,75 (1 3/4). Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA / SFI выше.
ОЦЕНКА на бездорожье:
(Ultra4, Trophy Trucks, Baja 500/1000, другие гоночные серии): перейдите на веб-страницу SCORE для получения дополнительной информации. По состоянию на 05.06.17 автомобили с гоночной длиной более 4400 фунтов должны использовать трубы с внешним диаметром 2,00 дюйма и стенкой минимум 0,120 дюймов для основной конструкции каркаса. Мы предлагаем только 2-дюймовые матрицы с радиусом 6 дюймов, которые изгибают стену на 0,120 ″. В 2017 году компания SCORE опубликовала поправку к своим правилам, согласно которой все сепараторы должны быть «изгибами оправочного типа». Мы полагаем, что это не было хорошо понятно автором при написании.SCORE ежегодно утверждает множество каркасов, которые не изгибаются на оправке, но технически этого требует их документация. Посмотрите в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным по цене станком для гибки стержней в мире. Вы должны иметь возможность изготавливать клетку, отвечающую требованиям SCORE, без оправки, но теперь это серая область из-за того, что их процесс проверки не соответствует их документации.
Вы должны иметь возможность изготавливать клетку, отвечающую требованиям SCORE, без оправки, но теперь это серая область из-за того, что их процесс проверки не соответствует их документации.
Sand Cars:
(песчаные рельсы, багги и т. Д.): Как правило, они никоим образом не регулируются.У нас есть калькулятор трубок, который поможет вам сравнить материалы, и помните, что это ваша безопасность на линии. Свет быстр, а легкий и быстрый может быть опасен. Эти проекты варьируются от легких машин с двигателями VW до автомобилей с двигателями LS мощностью 1000+ лошадиных сил. С небольшой стороны, для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте матрицу CLR с внешним диаметром 1,5 x 6). Для более тяжелых и быстрых проектов рекомендуется использовать 1,75 x 0,095 (внешний диаметр 1,75 x 6 CLR). Сэкономьте на более коротких опорных трубках, купив вторую и третью матрицу, уменьшив размер первичной трубки на 1/4 ″ и 1/2 ″.Рекомендуемые матрицы: 1,5 x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
По бокам, SXS, RZR и т. Д .:
Мы рекомендуем использовать тот же диаметр, что и у вас, рядом, чтобы клетка могла использовать все болты на всем, что идет с ней (зеркала, крепления для ремня, огнетушитель, фары и т. Д.). Это 1.75 OD почти для всех бок о бок, за исключением Can-Am Maverick, у которого OD 2.0. Мы рекомендуем матрицу 6.0 CLR для обоих этих материалов. Популярный размер поддержки — 1.25 OD, и мы рекомендуем матрицу 4,5 CLR для этого приложения.
Другие автомобили:
Если ваша сборка предназначена для отдыха (не описанная в другом месте в этом разделе), мы рекомендуем внешний диаметр 1,75 для автомобилей весом более 3500 фунтов, 1,625 (1 5/8 ″) для автомобилей весом более 3000-3499 фунтов и трубку с внешним диаметром 1,50 для автомобилей весом менее 3000 фунтов. . Мы не несем ответственности за решения, которые вы принимаете в отношении своей сборки. Это всего лишь руководство, которое поможет вам учиться. Толщина стенок варьируется и обычно бывает в пределах .120 и .095, а иногда и составляет 0,083 (.083).083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам нужно будет обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
Толщина стенок варьируется и обычно бывает в пределах .120 и .095, а иногда и составляет 0,083 (.083).083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам нужно будет обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
JEEP Wrangler (TJ / LJ / JK):
Большинство наших клиентов используют стенку 1.75×120, вы можете выбрать матрицу CLR 4.5 или 6.0. Клетка OEM на TJ / LJ имеет наружный диаметр 2,125 (2 1/8 ″). Jeep использовал этот большой наружный диаметр в попытке компенсировать серьезное отсутствие трубок и триангуляции, присутствующей на стандартной клетке, а также все неподдерживаемые изгибы.Стандартный каркас безопасности совершенно не подходит для многих ситуаций, связанных с опрокидыванием бездорожья, но может быть сильно усилен / реконструирован для обеспечения безопасности, если все сделано правильно.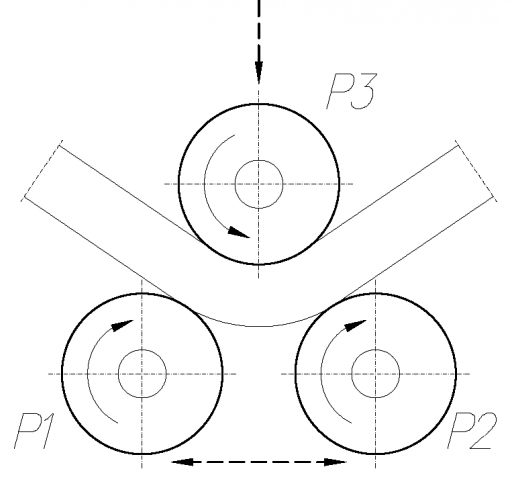
Поручни:
Труба сортамент 40 диаметром 1 1/4 дюйма является наиболее распространенным материалом из стали, нержавеющей стали или алюминия. Этот удобный размер соответствует строительным нормам в большинстве областей и стоит очень недорого. Вы можете использовать кристалл CLR 4.5 или 6.0. Этот материал имеет наружный диаметр 1,66.
Работа на лодке:
Спортивные лодки имеют вейк-башни, построенные из 1.50 (материал с внешним диаметром 1,90… труба, а не труба) в большинстве случаев. Алюминий — предпочтительный материал. Приобретите пресс-форму CLR размером 1,90 x 6 из нашего ассортимента пресс-форм для труб, а также прижимные ролики или пресс-формы из сверхвысокомолекулярного сплава, чтобы вы могли гнуть алюминий. Рыболовные и другие прогулочные катера часто имеют ракетные установки, стойки для удочек, бимини и топы от купальника, Т-образные топы и т. Д. Они могут быть сделаны из чего угодно, но алюминиевая труба 1 1/4 является наиболее распространенной, поскольку она доступна и доступна по цене.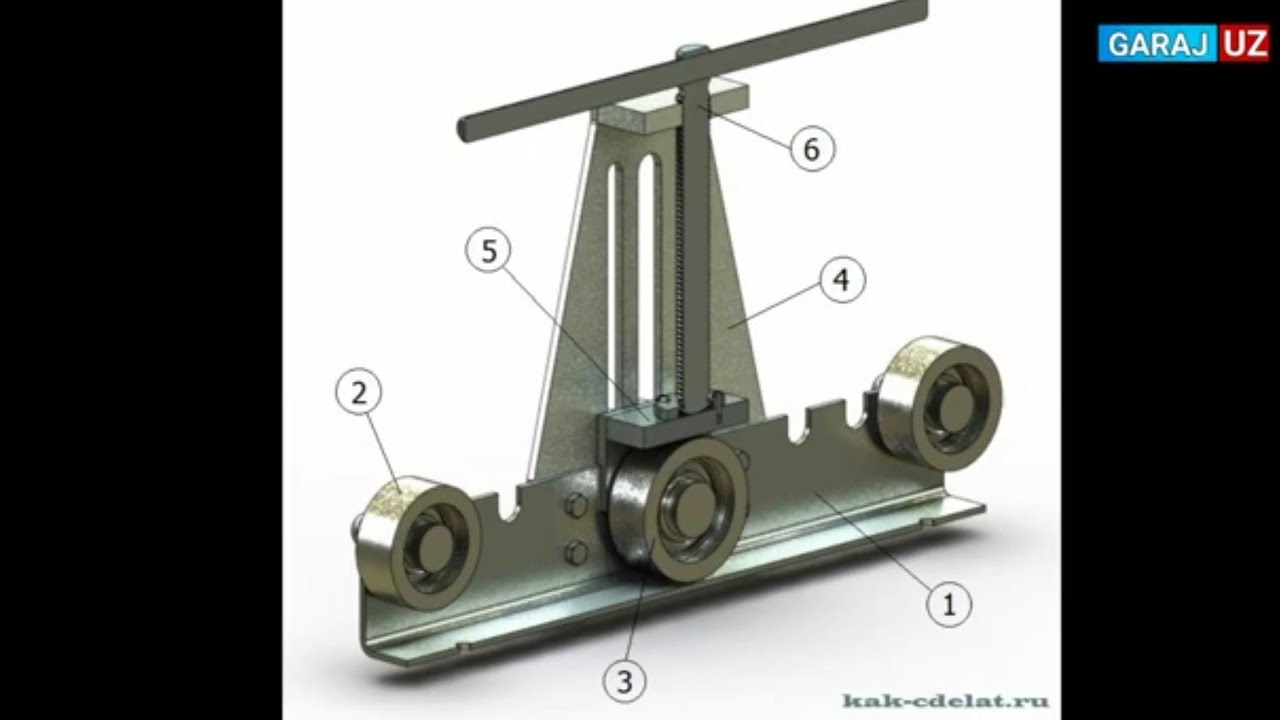 не ржавеет. Этот материал 1.66 OD и лучше всего гнуть на матрице 6.0 CLR. Яхты, катамараны, круизеры с каютами и другие виды топлива, моторные и парусные лодки немного чаще используют нержавеющую сталь по сравнению с алюминием, обычно из сплава 304L (или 316L). При гибке нержавеющей стали выберите большой радиус матрицы (самый большой радиус, который мы продаем для вашего внешнего диаметра). Машинное отделение, перила в носовой части и другие перила для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с внешним диаметром 1,25 и 0,065, которые прекрасно изгибаются на нашей штампе 1,25 OD x 6 CLR. 1 дюйм 0,065 также используется на этих поделках, и он отлично гнется на нашем 1.0 OD x 4,5 CLR матрица. В нашей таблице характеристик (доступной из нашего технического индекса) представлен полный диапазон значений толщины стенок изгиба труб для алюминия и нержавеющей стали.
не ржавеет. Этот материал 1.66 OD и лучше всего гнуть на матрице 6.0 CLR. Яхты, катамараны, круизеры с каютами и другие виды топлива, моторные и парусные лодки немного чаще используют нержавеющую сталь по сравнению с алюминием, обычно из сплава 304L (или 316L). При гибке нержавеющей стали выберите большой радиус матрицы (самый большой радиус, который мы продаем для вашего внешнего диаметра). Машинное отделение, перила в носовой части и другие перила для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с внешним диаметром 1,25 и 0,065, которые прекрасно изгибаются на нашей штампе 1,25 OD x 6 CLR. 1 дюйм 0,065 также используется на этих поделках, и он отлично гнется на нашем 1.0 OD x 4,5 CLR матрица. В нашей таблице характеристик (доступной из нашего технического индекса) представлен полный диапазон значений толщины стенок изгиба труб для алюминия и нержавеющей стали.
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и манипуляционного производства, важно понимать различные методы гибки труб. Существует три основных подхода, известных соответственно как гибка под давлением, гибка под вытяжкой и гибка валком.
Существует три основных подхода, известных соответственно как гибка под давлением, гибка под вытяжкой и гибка валком.
Гибка компрессионных труб
Сгибание компрессионной трубки похоже на сгибание медной трубки вокруг колена; вы удерживаете один конец трубки неподвижно и придаете ей форму вокруг первого (в данном случае колена). Следующим шагом будет простой ручной инструмент для гибки труб, который водопроводчики часто используют для изготовления медных труб. Для изготовления более сложных деталей с несколькими гибками, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием.Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, например стали, тогда мощность станка станет существенной, и гибка с вытяжкой станет обычным используемым методом формования. Ключевое отличие состоит в том, что инструмент тянет или протягивает трубу вокруг предыдущего инструмента.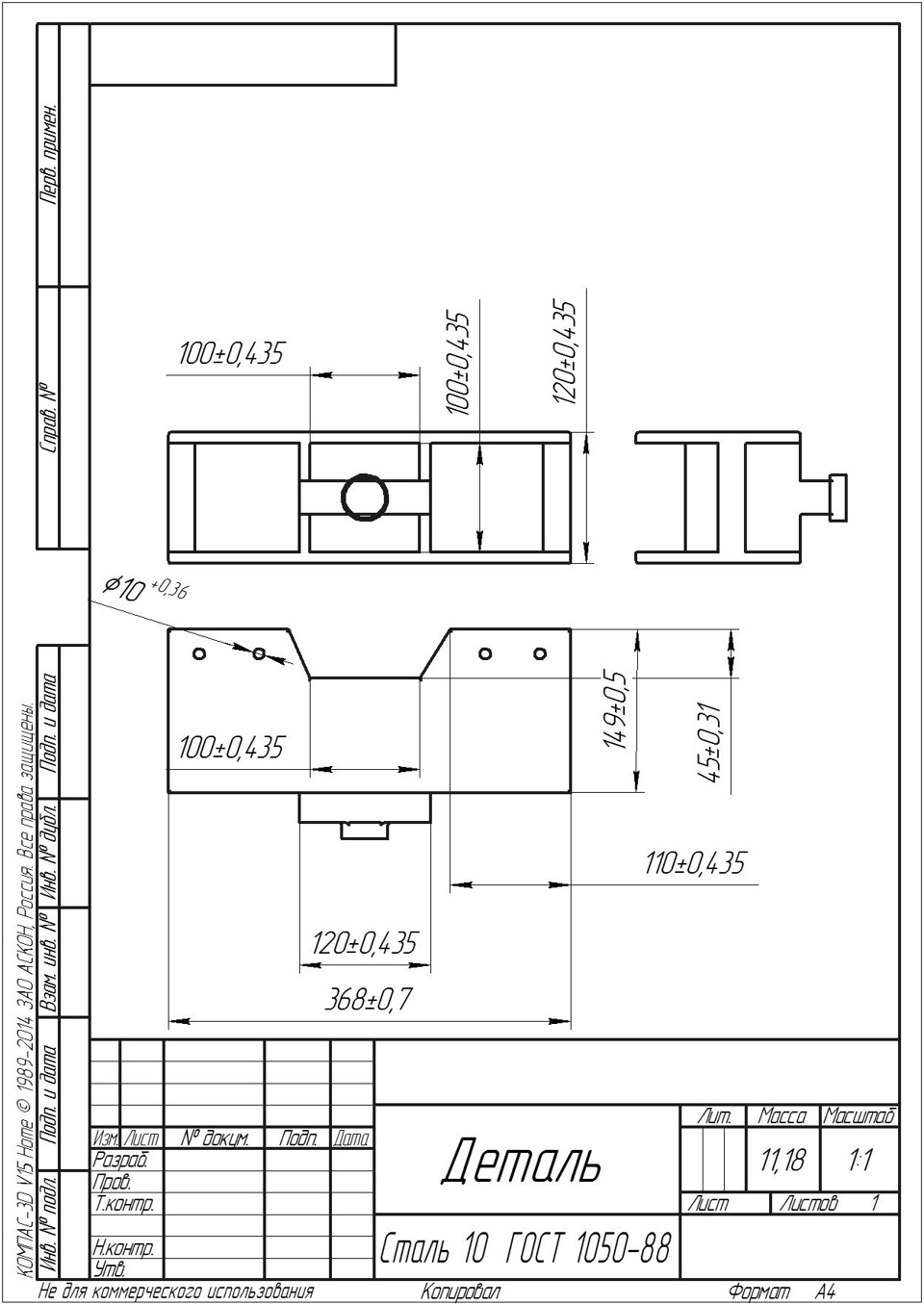 Фактически, вместо того, чтобы зажимать трубку позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаемой к каркасу прессом.
Фактически, вместо того, чтобы зажимать трубку позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаемой к каркасу прессом.
Как следует из названия, пресс-форма не зажимает трубку, а просто прижимает ее к штампу, но трубку можно протянуть мимо нее. Изгиб при вытяжке решает некоторые проблемы сжатия, которые могут возникнуть при изгибе сжатием.
Изгибание вытяжкой
Тягово-гибочные станки могут быть простыми с ЧПУ (с числовым управлением) или полностью с ЧПУ (с числовым управлением от компьютера). Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (в зависимости от диаметра или спецификации материала) трубки могут разрушиться при изгибе, и в процессе гибки с вытяжкой (в отличие от изгиба сжатием) можно поддерживать трубку в точке, где происходит изгиб, вставляя оправку по центру трубы. По этой причине изгиб под вытяжкой иногда называют изгибом на оправке.
Валковая гибка
Если вам нужен очень пологий изгиб, т. Е. Большой радиус кривизны, то вытяжное изгибание становится невозможным, поскольку размер инструмента (и станка, на котором он устанавливается) становится недопустимым.Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Он работает, проталкивая трубку, как правило, через три ролика — два с одной стороны трубки и один между ними с другой. Если ролики слегка опираются на трубку, то очевидно, что она просто пройдет через них без изгиба, но по мере увеличения давления роликов трубка начнет деформироваться, становясь вогнутой на стороне одного ролика, поскольку два внешних ролика пытаются протолкните его вокруг внутреннего ролика.