41. Технологический процесс пайки. Припои. Флюсы. Формы паяных соединений. Оценка качества соединения.
Пайкой называется процесс образования соединения с межатомными связями путем нагрева соединяемых материалов до температуры плавления, их смачивания припоем, затекания припоя в зазор и последующей его кристаллизации. Пайку применяют также для получения электрического контакта с малым переходным сопротивлением.
Соединение, образующееся при пайке, по составу неоднородно. Оно включает в себя паяный шов и зону сплавления. Паяный шов — это часть паяного соединения, закристаллизовавшаяся при пайке; зона сплавления—поверхность между паяным материалом и паяным швом или граница между ними в сечении паяного соединения. Зона сплавления состоит из диффузионной зоны и прокристаллизованного слоя, который образуется в результате выделения из расплава более тугоплавкой составляющей.
Диффузионная
зона представляет
собой слой основного материала с
измененным химическим составом и
микроструктурой, образовавшейся в
результате диффузии компонентов припоя
и паяемого материала.
свойств основного материала и припоя, условий и режимов пайки образующийся спай может иметь различное строение.
Припои. Выбор припоя производят в зависимости от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размера деталей требуемой механической прочности и коррозионной стой кости и др.
Припой должен хорошо растворять основной металл, легко растекаться по его поверхности, хорошо смачивать всю поверхность пайки, что обеспечивается лишь при полной чистоте смачиваемой поверхности основного металла.
В зависимости от химического состава и температуры плавления припоев различают пайку твердыми и мягкими припоями. К твердым относятся припои с температурой плавления выше 400°С, к легким — припои с температурой плавления до 400°С.
Наиболее
широко применяются в любительской
практике легкоплавкие припои. Рекомендации
по их применению, на основании которых
можно выбрать припой приведены в табл. Буквы ПОС в марке припоя означают припой
оловянно-свинцовый, цифры — содержание
олова в процентах. Для получения
специальных свойств в состав
оловянно-свинцовых припоев вводя сурьму,
кадмий, висмут и другие металлы. Например
ПОССу 4—6 — оловянно-свинцовый припой
с добавлением сурьмы, ПОСК 50—кадмия,
ПОСВ 33—висмута.
Буквы ПОС в марке припоя означают припой
оловянно-свинцовый, цифры — содержание
олова в процентах. Для получения
специальных свойств в состав
оловянно-свинцовых припоев вводя сурьму,
кадмий, висмут и другие металлы. Например
ПОССу 4—6 — оловянно-свинцовый припой
с добавлением сурьмы, ПОСК 50—кадмия,
ПОСВ 33—висмута.
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Подготовленные поверхности покрывают флюсом непосредственно перед горячим лужением или пайкой.
Механизм
действия флюса заключается в том, что
оксидные пленки металла и припоя
растворяются или разрыхляются и
всплывают на поверхность флюса. Вокруг
очищенного металла образуется защитный
слой флюса, препятствующий возникновению
оксидных пленок. Жидкий припой замещает
флюс и взаимодействует с основным
металлом.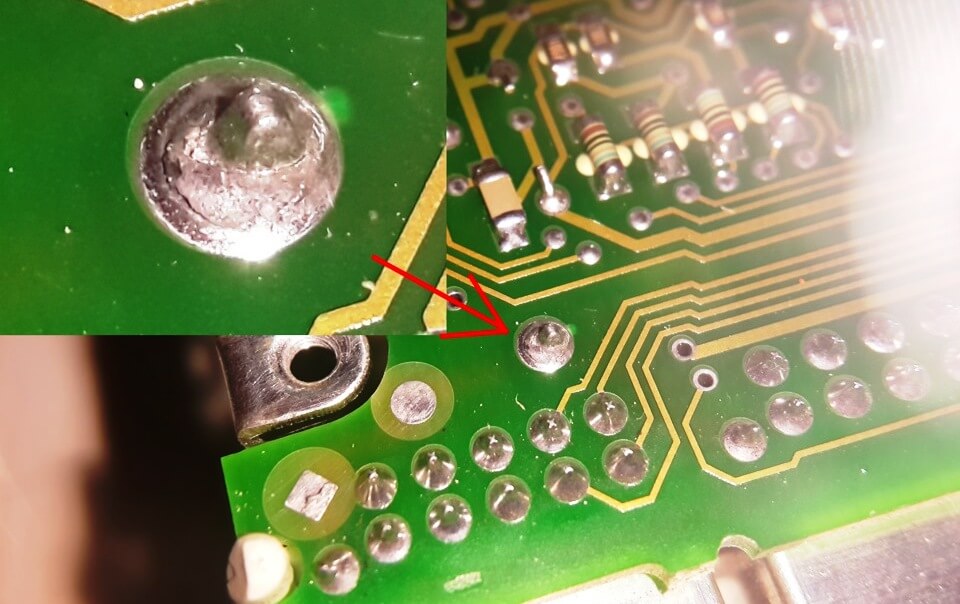
Флюсы по действию, которое они оказывают на металл, подвергающийся пайке, делят на кислотные (активные), бескислотные, антикоррозионные и активированные.
Кислотные флюсы (хлористый цинк и флюсы на его основе) интенсивно растворяют оксидные пленки, обеспечивая тем самым хорошее сцепление припоя с основным металлом. Остаток флюса после пайки вызывает интенсивную коррозию соединения и основного металла, поэтому необходимы тщательная промывка и полное удаление остатков флюса с поверхности соединения. При монтажной пайке активные флюсы не применяют.
Бескислотные
флюсы (канифоль
и флюсы, приготовляемые на ее основе с
добавлением неактивных веществ спирта,
глицерина и др.) химически малоактивны
и их можно применять при тщательной
зачистке деталей. Остаток канифоля
не
гигроскопичен
и является хорошим диэлектриком; это
важное преимущество канифоли при пайке
монтажных соединений. Широ-
Широ-
ко применяют флюс марки ФКСп представляющий собой раствор сосновой канифоли (10…40%) в этиловом спирте. Флюсы на основе канифоли не оказывают коррозионного действия.
Антикоррозионные флюсы (на основе соединений фосфорной кислоты с добавлением различных органических кислот) не вызывают коррозии черных металлов, вследствие чего отпадает необходимость удаления остатков флюса после пайки.
Активированные флюсы (на основе канифоли с добавкой акти-визаторов — салициловой кислоты и др.) применяют для сплавов, плохо поддающихся пайке. Высокая активность некоторых активированных флюсов позволяет выполнять пайку без предварительного удаления оксидов.
Для пайки твердыми припоями в качестве флюса используют буру или флюсы на ее основе (90% буры и 10% борной кислоты).
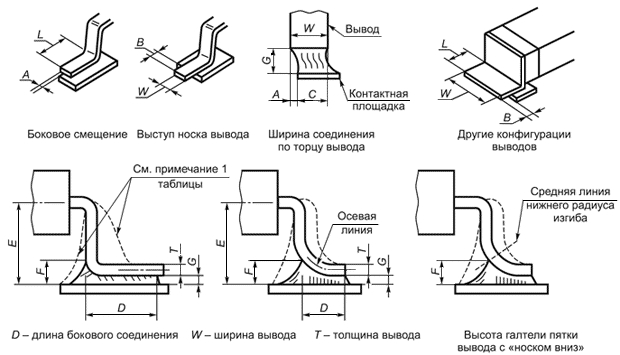
Форма
пайки может быть заливной, когда
соединяемые элементы полностью скрыты
припоем, и скелетной. В последнем
случае очертания вывода и контактной
площадки просматриваются через
тонкий слой припоя. Для скелетной пайки
требуется меньше припоя, визуальный
контроль ее осуществить проще. Заливная
пайка обеспечивает более надежное
соединение при значительных
механических нагрузках.
В последнем
случае очертания вывода и контактной
площадки просматриваются через
тонкий слой припоя. Для скелетной пайки
требуется меньше припоя, визуальный
контроль ее осуществить проще. Заливная
пайка обеспечивает более надежное
соединение при значительных
механических нагрузках.
Качество паяного соединения оценивают по:
Внешнему виду – оценивается визуально с увеличением в 10 раз и более. Поверхность должна быть гладкой, без наплывов.
Структуре – оценивают по ширине диффузионной зоны. Максимальная прочность соединения достигается при ширине диффузионной зоны от 0,9 до 1,0 мкм. Проверяют структуру различными видами анализа (например, металлографический анализ).
Механической точности – определяют по усилию разрушения на разрыв или срез.
Интенсивности отказов – качественно выполненное соединение имеет интенсивность отказов в пределах 10-7-10-8 1/час
Большое
влияние на качество соединения оказывает
режим пайки, т.
Chronolite — Техника пайки
Инструменты и материалыОсновной инструментСоединяемые детали (провода, выводы деталей, контактныея площадки) должно быть прогреты хорошо, но в то же время не черезмерно. Для этого нужен паяльник подходящей мощности. Для пайки деталей такого устройства, как Chronolite, очень подойдет паяльник на 25 Ватт. Можно и более традиционный — на 40 Ватт, но тогда я посоветовал бы переточить его жало так, чтобы оно сходилось к концу клином квадратного или прямоугольного сечения, длиной 25..30 мм. Кончик клина должен плоским, ровным, шириной 2,5..3 мм. Угол при вершине примерно 30 градусов. Плоский край наконечника должен быть залужен на расстояние 3. Главный материалЭто припой. Нужен оловянно-свинцовый (есть и другие), ПОС-61. Импортные аналоги имеют маркировку Sn60 (или Sn63). Припой представляет собой очень мягкую металлическую проволоку с каналом внутри. В канале — флюс (про то что это такое и зачем — чуть ниже). При нагревании флюс плавится. Проволока имеет различный диаметр. Припой с наружным диаметром более 1.5 мм. — это для починки кастрюль и паровозов. «Наши» припои тоньше — 1 мм., 0.7 мм., 0.5 мм. Есть и еще более тонкие, но это на другие контактные площадки. На те, которые без лупы не паяют.Самый главный материалЭто флюс.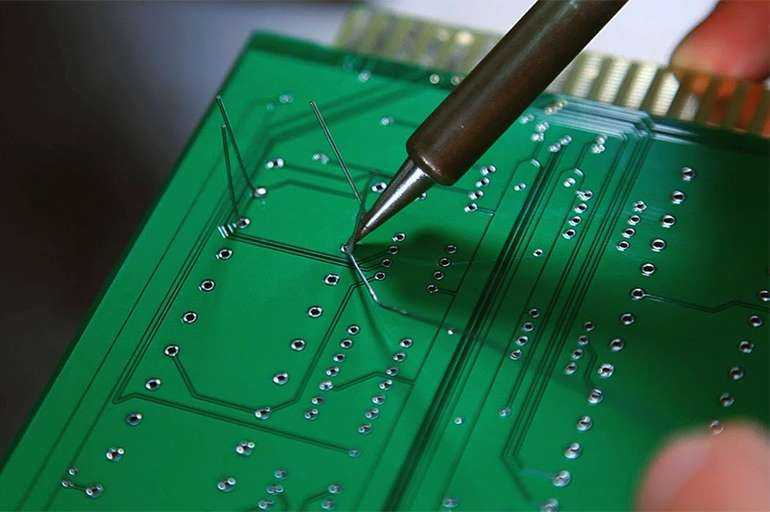 Того флюса, который есть внутри припоя, для хорошей пайки недостаточно. Считайте пока для простоты, что его хватает только на то, чтобы флюс нормально сцепился с паяльником при плавлении. В качестве флюса при сборке Chronolite применяйте нейтральные флюсы. В порядке убывания предпочтительности:
Никогда не паяйте без флюса! Даже не пытайтесь. Излишки флюса после пайки можно (и даже желательно) смыть спиртом, бензином, или ацетоном. Пользуясь ацетоном будьте осторожны, не повредите поверхности оптических элементов. Остальные детали (резисторы, конденсаторы, микросхемы, панели микросхем) к ацетону устойчивы. А вот после окончания изготовления и испытания устройства плату со стороны дорожек даже желательно покрыть тонким слоем спиртоканифольного флюса: спирт улетучится и образовавшийся слой канифольного лака защитит дорожки от окисления.
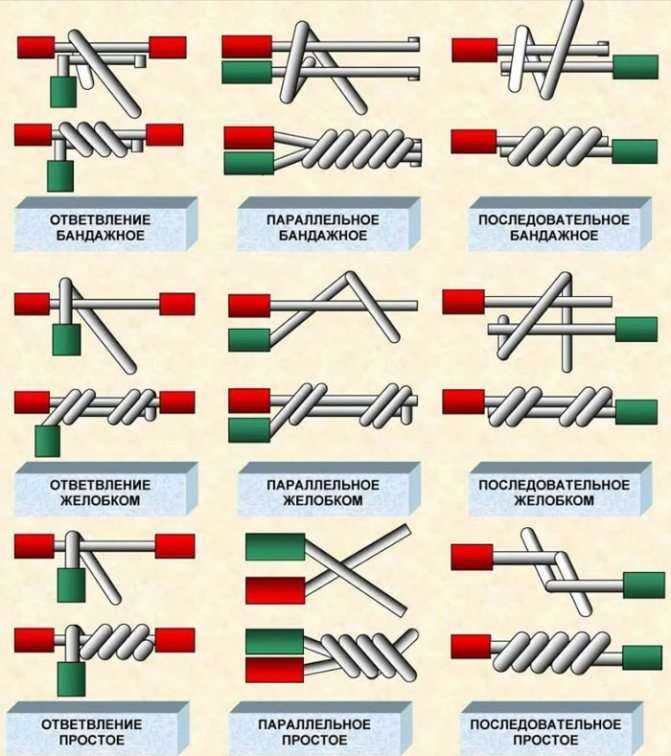
Как надо паять, чтобы паять правильноКачество пайкиКачественная пайка — это не тогда, когда на контактной площадке припоя много, а тогда, когда его достаточно. Припоем должна быть покрыта вся контактная площадка, а не какой-то один ее край. Припой должен окружать весь вывод; дырок и щелей между выводом и контактной площадкой даже на каких-то отдельных участках быть не должно. Припоем должна быть покрыта вся контактная площадка, а не какой-то один ее край. Припой должен окружать весь вывод; дырок и щелей между выводом и контактной площадкой даже на каких-то отдельных участках быть не должно.
При качественной пайке с минимально достаточным количеством припоя вокруг торчащего из контактной площадки вывода образуется конус с несколько вогнутыми стенками (отберите у доктора Айболита стетоскоп, разломите его на две половинки и поставьте их раструбами на стол — каждая половинка теперь похожа на хорошо выполненную пайку). Потому, что припой хорошо смачивает вывод детали и контактную площадку; силы поверхностного натяжения припой по ним растаскивают. Отсюда два вывода:
 В общем, не стремитесь ни к худосочной («скелетной») пайке, ни к каплям, висящим на площадках. В общем, не стремитесь ни к худосочной («скелетной») пайке, ни к каплям, висящим на площадках.
Техника пайкиВариантов два:
Слив припоя на площадку
И еще — хорошая пайка делается быстро. Примерно за 5..10 секунд. Потом начинаются процессы растворения меди в припое, что ухудшает качество пайки. Но это уже больше теория. Отличная пайка — ярко блестит. Пережженая — матовая (это, в общем, не беда). «Холодная» пайка выглядит зернистой, губчатой. Холодная пайка — это брак. Конечно, вы не гировертикаль для самолета паяете; но вы же делаете для себя, любимого…
Подача припоя на нагретую площадку
Ну и если говорить строго, то пайка подачей припоя может быть выполнена без дополнительного флюса. При условии, что диаметр припоя соответствует диаметру площадки (заметьте, я не говорю «равен диаметру площадки»! Просто тогда количество флюса внутри припоя будет достаточным). Но при недостатке опыта лучше наносите дополнительный флюс, как было сказано выше.
Как убрать затекания припояЗатекание припоя — это капля припоя там, где ее не должно быть. Как правило, припой затекает между двумя близко расположенными контактными площадками на плате, или между дорожками на плате, или между выводами детали. Чем меньше расстояние между площадками (дорожками, выводами) и чем длиннее участок, на котором они идут близко друг к другу, тем сложнее убрать затекание. И все же,
если оно случилось, то убирается оно элементарно. Как правило, припой затекает между двумя близко расположенными контактными площадками на плате, или между дорожками на плате, или между выводами детали. Чем меньше расстояние между площадками (дорожками, выводами) и чем длиннее участок, на котором они идут близко друг к другу, тем сложнее убрать затекание. И все же,
если оно случилось, то убирается оно элементарно.
Самое правильное — приобрести специальную «оплетку для удаления припоя». Это плетенка из тонких медных проволочек, покрытых флюсом немедленно после создания. Медь в ней осталось не окисленной (видите, какая она яркая и блестящая на фотографии?). Приложите ее конец на место с избытком припоя, приложите сверху паяльник с которого предварительно тряпочкой удален излишек припоя), и расплавленный припой всосется в эту оплетку как вода в сухой песок. Пропитавшийся припоем конец оплетки откусывают и выбрасывают.
Если поблизости специальной оплетки не продается, или жаба душит, то можно попробовать использовать оплетку от экранированного кабеля (если таковая имеется под рукой). Но тут медь может быть окисленная, и даже если Вы пропитаете оплетку флюсом, всасываение припоя может быть не слишком хорошим.
Ну а если никакой оплетки нет (или есть, но вся зеленая от старости и окислов), то затекание (и/или излишки припоя с контактной площадки) можно убрать так:
Резюме по технике пайки
На главную страницу |
 .. Или все же попробуйте разочек, для сравнения. Тогда Вам будет проще поверить в то, что в моем (отнюдь не профессиональном!) паяльном хозяйстве постоянно присутствуют и используются ПЯТЬ видов флюсов.
.. Или все же попробуйте разочек, для сравнения. Тогда Вам будет проще поверить в то, что в моем (отнюдь не профессиональном!) паяльном хозяйстве постоянно присутствуют и используются ПЯТЬ видов флюсов.
 Так что Вы очень быстро поймете, сколько припоя надо на одну пайку).
Так что Вы очень быстро поймете, сколько припоя надо на одну пайку).

 Продолжайте подавать припой до тех пор, пока на площадке не наберется необходимое количество расплавленного припоя.
Продолжайте подавать припой до тех пор, пока на площадке не наберется необходимое количество расплавленного припоя.
 Если за один заход весь припой не убрался, еще раз протрите паяльник и повторите операцию «слива припоя» на жало.
Если за один заход весь припой не убрался, еще раз протрите паяльник и повторите операцию «слива припоя» на жало.
Пайка 101 — Кольца и вещи
Пайка (обычно произносится как пайка ) — это метод соединения металлических деталей с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Flux — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — 9Мягкие припои 0017 и твердые припои требуют использования флюса.
Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Rings & Things предлагает полную линейку расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете использовать твердый припой на них впоследствии. Когда вы нагреваете стерлинговый + мягкий припой до точки текучести 9Твердый припой 0003 , мягкий припой соединяется со стерлинговым серебром, и ваши украшения превращаются в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавления компонентов из недрагоценных металлов, ремонта бижутерии и спаивания соединительных колец из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро объединяются и становятся сплавом, плавящимся при очень низкой температуре. Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. Мы предлагаем следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. Помимо флюса, твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряный твердый припой подходит для сборки серебряных украшений, а также может использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. Мы предлагаем следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояНажмите на изображения ниже, чтобы получить советы, списки деталей и продукты для создания этих дизайнов. | ||||||||||||||||||
| ||||||||||||||||||
 ниже).
ниже).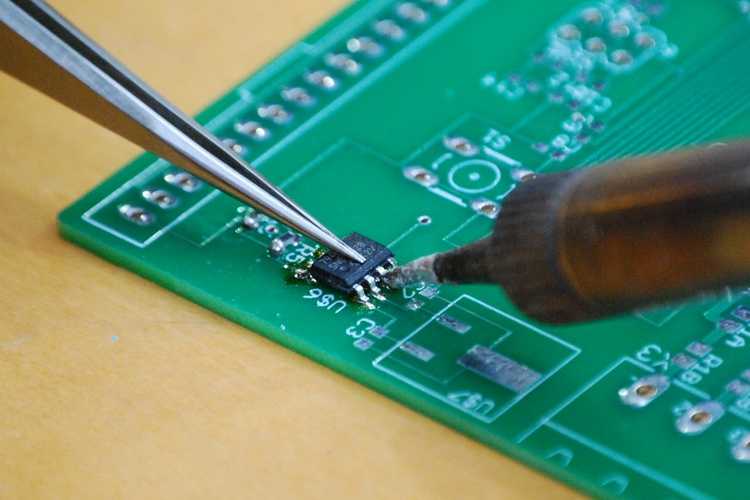 Отлично подходит для декоративной пайки и витражей. Флюс необходимо приобретать отдельно.
Отлично подходит для декоративной пайки и витражей. Флюс необходимо приобретать отдельно.
 Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Металлурги обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, изготовления штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д.
Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Металлурги обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, изготовления штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д. Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей.
Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром. Присутствие фосфора делает этот припой самофлюсующимся. Плавится при 1310°F и течет при 1460°F.
Присутствие фосфора делает этот припой самофлюсующимся. Плавится при 1310°F и течет при 1460°F. паяльный состав (может использоваться при температуре до 2000°F на драгоценных и недрагоценных металлах).
паяльный состав (может использоваться при температуре до 2000°F на драгоценных и недрагоценных металлах). Смешанная смесительская пряжка
Смешанная смесительская пряжка 27 октября 2021 г. Polly Nobbs-LaRue
Soldered Bone — Etsy.de
Etsy больше не поддерживает более старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.