Восстановление и ремонт задней бабки токарного станка
Задняя бабка токарного станка – элемент строения, служащий для фиксации заготовки в ходе ее обработки. Этот узел – дополнительная база крепления для детали. В ходе выполнения сверлильных работ, бабка примыкает к узлу суппорта и получает через него подачу механического типа. В этом случае сверло вставляется в пиноль, а не в центр.
- Функции задней бабки
- Устройство и принцип работы
- Восстановление и ремонт узла
- Восстановление акрилопластом
Функции задней бабки
Данный элемент конструкции станка отвечает за качество фиксации и обработки деталей. Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра. К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.
Кроме этих функций, такой узел также должен обладать возможностью оперативной установки на оси станка и опцией точной фиксации детали на обоих центровых отверстиях аппарата. Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.
Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.
Таким образом, данная деталь также предотвращает возникновение аварийных ситуаций во время эксплуатации станка. В случае неисправного состояния этого узла, деталь может вылететь из центров и повредить станок или ранить оператора.
Устройство и принцип работы
Несмотря на различия в строении задних бабок у многих станков, схема их работы и производства в большинстве случаев приблизительно одинакова. Исходя из этого, можно сложить общую схему строения этой детали в большинстве станков. Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:
- Хвостовик центра конического типа.
- Ручка управления.
- Винт для вращения.
- Пиноль. Подвижная полая деталь, выполненная в форме цилиндра, предназначена для фиксации вращательного винта. При помощи специальной шпонки пиноль (шпиндель) страхуется от поворота. Шпиндель фиксируется посредством специальной рукоятки, которая имеет прямую и обратную резьбу.

- Гайка.
- Рукоятка.
- Основа.
- Плита.
- Винт.
- Штыри.
- Паз шпоночного типа.
Данный узел обладает отверстием в шпинделе, куда устанавливаются инструменты для работы с заготовками. Во время эксплуатации станка, узел двигается станиной для подбора походящей дистанции в зависимости от размеров обрабатываемой детали. Учитывая специфику выполняемых работ, шпиндель можно настроить как на вращающиеся, так и на неподвижные детали. Все передвижения данного узла осуществляются в рамках подготовительных работ.
Узел в устройстве двигается путем зацепления выступа планок. В этом же случае активируется автоматическое передвижение суппорта. Перемещать узел параллельно станине можно посредством специальной рукоятки. Так делают в том случае, если надо закрепить заготовку в центрах, для подводки режущей поверхности к детали и для перемены положения револьверной головки.
В станках с небольшими параметрами, передвижение шпинделя осуществляется посредством специальной шестерни, которая находится в кронштейне.
Восстановление и ремонт узла
Поскольку задняя бабка – один из наиболее задействованных узлов во время работы, то она довольно часто выходит из строя. Чаще всего приходится восстанавливать нормальное соотношение мостика и станины, регулировать высоту центров и настраивать точность отверстия. Часто ремонта требуют отдельные детали задней бабки: пиноль, элементы управления.
Труднее всего восстановить точность отверстия корпуса и отрегулировать высоту центров. Наиболее эффективный метод исправления большинства поломок задней бабки – акрилопласты. Незначительные дефекты отверстия под пиноль можно ремонтировать посредством притир, но после этого желательно использовать тот же акрилопласт.
Для регулировки высоты центров используют растачивание и восстанавливают их параметры при помощи специальных накладок, которые устанавливают на направляющие. После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта.
После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта.
Ремонт пиноли осуществляется также посредством шлифовальных работ с наружной стороны. Чтобы восстановить конусное отверстие применяют втулку, которая выполняет компенсаторную функцию. Снаружи у этой детали форма цилиндра, и только внутри – конуса. Изготовлена она из каленой стали. Внешней диаметр втулки делают по расточенному отверстию, при этом обязательно оставляют небольшой люфт.
Нередко случается такое, что необходимо ремонтировать отверстие для подшипников. Проще всего осуществить ремонт посредством замены испорченного узла. Затем необходимо подстроить внутренний диаметр в соответствии с наличными подшипниками.
Видео: самодельная задняя бабка токарного станка.
Восстановление акрилопластом
- Отверстие для шпинделя расширяют с помощью, снимая металл толщиной 3-4 миллиметра.
 Показатели овальности не должны превышать полсантиметра.
Показатели овальности не должны превышать полсантиметра. - В шпинделе передней бабки монтируют полую оправу. Внешний диаметр цилиндрической оправки равняется внешнему диаметру обновленной пиноли.
- Относительно оси пиноли оправку устанавливают от центра. Перед этим следует приделать специальную прокладку (например, из бумаги) в конусное отверстие пиноли.
- После этого тестируют и регулируют биение поправки. Показатели должны находиться в районе 0,16-0,19 мм. Затем монтируют пиноль таким образом, чтобы формирующая оправки располагалась над ней с небольшим отклонением. Такое положение детали гарантирует отличие высоты центров и передней бабки на необходимом уровне (0,06-0,08 мм).
- Над отверстием шпинделя необходимо просверлить три маленьких дырки (диаметром около 7 мм). Их следует расположить посредине и на краях корпуса задней бабки.
- Просвет в корпусе обрабатывают обезжиривающим средством и сушат на протяжении 25-30 минут.
- Оправку обрабатывают мылом и монтируют корпус задней бабки.
 Деталь необходимо закрепить на станине посредством болтов.
Деталь необходимо закрепить на станине посредством болтов. - Отверстие под пиноль следует загерметизировать при помощи специальных колец и пластилина. Таким же образом необходимо поступить и с отверстиями для крепления шпинделя.
- Над ранее проделанной тройкой отверстий делают три пластилиновые воронки.
- В среднюю воронку заливают ранее подготовленный раствор акрилопласта. Лить его надо до тех пор, пока частично не заполнятся самые крайние воронки.
- Затем обработанную акрилопластом заднюю бабку оставляют засыхать при температуре 19-20 градусов.
- После этого узел сдвигают и очищают от остатков пластилина, создают специальные канавки, проделывают отверстия, формируют паз шпоночного типа и окончательно собирают всю конструкцию задней бабки.
Задняя бабка является одним из ключевых узлов токарного станка. Именно поэтому каждый оператор подобной установки должен знать строение этой детали, обладать минимальной информацией о наиболее вероятных причинах и «симптомах» ее поломки.
Republished by Blog Post Promoter
Последние новости туризма на сегодня 2022
Отдых и Туризм — Новости туризма 2022
Февраль 12, 2022 8 комментариев
С чем у любого туриста ассоциируется Хорватия? В первую очередь — отличная экология, чистейшее лазурного цвета Адриатическое море и невероятно живописные берега…
Февраль 1, 2022
Февраль 1, 2022
Февраль 1, 2022
Февраль 2, 2022
Правильное питание
Ноябрь 19, 2022 5 комментариев
Хотя общая идея заключается в том, что замороженные фрукты не несут никакой пользы для здоровья, многочисленные доказательства противоречат.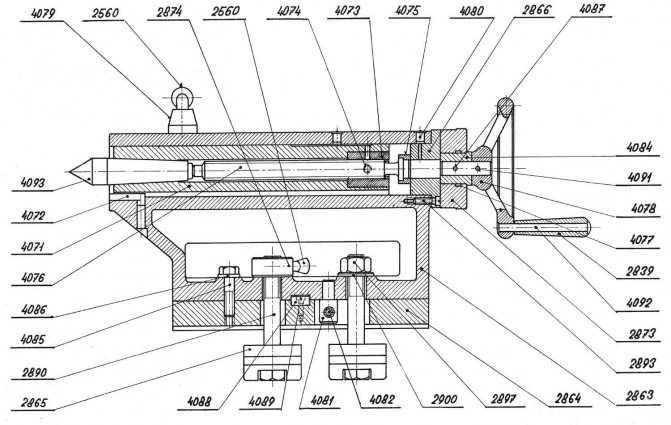
Ноябрь 19, 2022 17 комментариев
Ноябрь 19, 2022 10 комментариев
Общество
Ноябрь 19, 2022 7 комментариев
Найти идеальный подарок на Новый год для близких и друзей — непростая задача. Если нет уверенности в правильности своего решения, то может…
Если нет уверенности в правильности своего решения, то может…
Ноябрь 19, 2022 4 комментария
Ноябрь 19, 2022 5 комментариев
Cпорт отдых туризм
Ноябрь 20, 2022 16 комментариев
Занять всю семью непросто. И что ж, нужно время, чтобы постоянно придумывать новые…
И что ж, нужно время, чтобы постоянно придумывать новые…
Бизнес
Ноябрь 20, 2022 2 комментария
Во французском языке существительное menu имеет два совершенно разных…
Спорт
Ноябрь 21, 2022 8 комментариев
Если вы все-таки решились на покупку первого сноуборда, при выборе однозначно не стоит…
▷ 3d модели самодельной задней бабки 【STLFinder 】
Задняя бабка
грабкад
Задняя бабка
Задняя бабка
грабкад
задняя бабка konjic
задняя бабка
грабкад
Задняя бабка для токарного станка.
задняя бабка
грабкад
задняя бабка токарного станка .. …добавлены анимации
Задняя бабка
грабкад
Простая задняя бабка
Задняя бабка
грабкад
Задняя бабка токарного станка
Задняя бабка
грабкад
Задняя бабка в сборе с деталями
Задняя бабка
грабкад
Mazak Integrex 200 IV Задняя бабка
Задняя бабка
грабкад
дизайн задней бабки Proe
задняя бабка
грабкад
простая конструкция задней бабки.
ЗАДНЯЯ БАБКА
грабкад
Задняя бабка — конструкция станка в SolidWorks!
Задняя бабка
грабкад
Задняя бабка для токарного станка с ЧПУ
Задняя бабка
грабкад
задняя бабка после твердосплавного станка
задняя бабка
грабкад
Задняя бабка является составной частью токарного станка.
Задняя бабка
грабкад
Коническая задняя бабка 60 градусов, для двухшпиндельных токарных станков.
задняя бабка
грабкад
Задняя бабка здесь i hv с помощью pro-e
Задняя бабка
грабкад
Задняя бабка используется на токарном станке для удержания длинных круглых заготовок.
ЗАДНЯЯ БАБКА
грабкад
Задняя бабка токарного станка используется для удержания конца заготовки, противоположного ведущему диску, от раскачивания.
Задняя бабка
грабкад
Задняя бабка служит для поддержки продольной оси вала вращения, а также для сверления и растачивания.
Задняя бабка
грабкад
Реверс-инжиниринг задней бабки по чертежному листу.Разработан на SolidWorks 2018.Поставляется сборка и все комплектующие детали.
Задняя бабка
грабкад
Я должен был представить эту модель задней бабки в качестве финального проекта моего курса SolidWorks, который был частью моей программы бакалавриата.
Задняя бабка
грабкад
Задняя бабка, также известная как ножная бабка, представляет собой устройство, часто используемое как часть инженерного токарного станка, токарного станка по дереву или используемое вместе с поворотным столом на фрезерном станке.
Задняя бабка
грабкад
Эта модель задней бабки — мой проект для школы, но она еще не закончена, поэтому я хотел бы услышать ваше мнение о ней, чтобы улучшить ее или исправить какие-либо проблемы с ней… ….
Задняя бабка
грабкад
Задняя бабка, также известная как опорная бабка[1], представляет собой устройство, часто используемое как часть инженерного токарного станка, токарного станка по дереву или используемое вместе с поворотным столом на фрезерном станке.
Задняя бабка
грабкад
Задняя бабка, используемая для крепления инструментов для сверления, нарезания резьбы, развертывания или нарезания конусов. …Кроме того, он обычно используется для поддержки продольной оси вращения обрабатываемой детали.
…Кроме того, он обычно используется для поддержки продольной оси вращения обрабатываемой детали.
Задняя бабка
грабкад
Если не использовать заднюю бабку, это может вызвать «вибрацию», когда заготовка чрезмерно изгибается во время резки. Она также используется на токарных станках для удержания инструментов для сверления или развертывания для обработки отверстия в заготовке. В отличие от сверления на сверлильном станке или фрезерном…
задняя бабка
грабкад
Задняя бабка, также известная как опорная бабка[1], представляет собой устройство, часто используемое как часть инженерного токарного станка, токарного станка по дереву или используемое вместе с поворотным столом на фрезерном станке. Обычно используется для поддержки продольно-поворотного. ..
..
Задняя бабка
грабкад
Задняя бабка, также известная как ножная бабка, представляет собой устройство, часто используемое как часть инженерного токарного станка, токарного станка по дереву или используемое вместе с поворотным столом на фрезерном станке. …Обычно используется для поддержки продольной оси вращения…
Задняя бабка
грабкад
Задняя бабка, также известная как ножная бабка, представляет собой устройство, часто используемое как часть инженерного токарного станка. Обычно он используется для поддержки продольной оси вращения обрабатываемой детали. …Он также используется на токарных станках для сверления или развертывания…
Задняя бабка токарного станка
грабкад
Задняя бабка
Держатель штампа задней бабки для токарных станков [Проект Easy Machining]
Примечание редактора. Это был один из первых проектов ручной обработки, который я выполнил много лет назад на своем новом токарном станке с ручным управлением. Я использовал его в течение многих лет после этого.
Это был один из первых проектов ручной обработки, который я выполнил много лет назад на своем новом токарном станке с ручным управлением. Я использовал его в течение многих лет после этого.
Каким-то образом мне всегда удается открыть много банок с червями, прежде чем я что-то закончу. В этом случае я работал над задней пластиной патрона для установки моего 6-кулачкового патрона Buck, когда понял, что было бы очень удобно иметь держатель матрицы задней бабки. Есть группа людей, которые сделали это и предоставили информацию в сети о том, как это сделать. Я взглянул на них, а затем решил просто создать собственный дизайн. Он в значительной степени заимствует из многих из этих источников, а также использует преимущества некоторых предметов, которые у меня были под рукой, таких как шестигранный приклад. Вот основная идея:
Сделать держатель матрицы было очень просто. Есть две части — оправка и сам держатель штампа. Их можно сделать из чего угодно, но у меня оказался нержавеющий стержень диаметром 15/16″ для оправки, а действительно классной деталью был шестигранный стержень 2″ 12L14. Это казалось идеальным, так как установочные винты, которые удерживают матрицу, должны быть просверлены точно под углом сторон шестигранника. Я должен сказать, что и нержавеющая сталь, и 12L14 также очень хорошо обрабатывались с помощью моего инструмента для карбидных вставок.
Это казалось идеальным, так как установочные винты, которые удерживают матрицу, должны быть просверлены точно под углом сторон шестигранника. Я должен сказать, что и нержавеющая сталь, и 12L14 также очень хорошо обрабатывались с помощью моего инструмента для карбидных вставок.
Мои действия были примерно такими:
Оправка:
1. Поверните и подгоните большой конец 3/4″ по размеру, оставив увеличенный фланец в качестве упора против держателя шестигранной матрицы. Я использовал 3-х кулачковый патрон, так как это не особо точная деталь, которую мы делаем.
2. Пока вы находитесь на этом конце оправки, я бы сделал 45-градусный скос на большом конце и запилил все заусенцы хорошо мелованным напильником. Я купил немного железнодорожного мела в магазине Brownell’s, и он отлично режет напильники. Я также получил на eBay партию деревянных ручек для напильников, которые обеспечивают безопасность и удобство при обработке токарной заготовки. Для этого не нужно много напильника — вам просто нужно сбить острые края и любые заусенцы.
Для этого не нужно много напильника — вам просто нужно сбить острые края и любые заусенцы.
3. Переверните оправку в патроне, чтобы можно было работать с ее узким концом. Так как мои сверлильные патроны все 1/2″, и я хочу припарковать эту штуку в сверлильном патроне задней бабки, а не возиться с поворотом конуса (может быть, в другой раз), я уменьшил его чуть меньше, чем 1/2″, чтобы 7/16″. Кстати, это хорошая практика, чтобы увидеть, насколько близко вы можете подобраться к этим размерам. Они на самом деле не имеют значения в этой части, но вы также можете попытаться поразить цифры. Вы узнаете много нового о своем токарном станке.
4. В завершение сделайте несколько скосов под углом 45 градусов в нужных местах. Вы можете видеть на моих фотографиях то, что я считал уместным. Я поворачиваю фаски с верхним ползунком, установленным под углом 45 градусов, и делаю окончательную очистку несколькими проходами напильника. Прекрасно работает!
Держатель штампа:
1. Основная проблема здесь заключается в том, что штопаное центральное отверстие должно проходить насквозь и имеет довольно большой диаметр. Закрепите шестигранник в 3-х челюстях (да, он очень хорошо подходит своей формой к челюстям) и начните с торца. Я почти решил, что мне нужно всегда сталкиваться с концами этих вещей, как только они находятся в патроне, и, возможно, также делать легкий токарный рез после того, как я забыл сделать это пару раз и должен был вернуться!
Основная проблема здесь заключается в том, что штопаное центральное отверстие должно проходить насквозь и имеет довольно большой диаметр. Закрепите шестигранник в 3-х челюстях (да, он очень хорошо подходит своей формой к челюстям) и начните с торца. Я почти решил, что мне нужно всегда сталкиваться с концами этих вещей, как только они находятся в патроне, и, возможно, также делать легкий токарный рез после того, как я забыл сделать это пару раз и должен был вернуться!
2. Теперь просверлите конец по центру патроном для задней бабки и начните продвигаться к самому большому отверстию, которое вы можете просверлить. Если вы можете пройти весь путь до 3/4″, у вас будет больше мощности! Я мог перейти только к 1/2″, и я делал это медленно и с большим трудом. К счастью, мне удалось просверлить шестигранник насквозь, но едва. Вы должны быть очень осторожны, чтобы отступить и очистить стружку, и вам нужна смазка. Я использую Tap Magic, щедро нанося его на сверло щеткой для стружки каждый раз, когда очищаю от стружки. Эта операция займет смехотворно много времени, но такова жизнь.
Эта операция займет смехотворно много времени, но такова жизнь.
3. Когда вы, наконец, закончите, вам нужно решить, какой конец у вас есть и что вы хотите сделать. Сначала я решил сделать конец штампа, поэтому вышла моя расточная планка. Сначала я попробовал свой маленький 1/4-дюймовый стержень — он был бесполезен для этого! Затем я выломал 1/2-дюймовый стержень с карбидной вставкой, и он справился со своей задачей, как если бы он прорезал жопу! Очень хорошо. Медленно приближайтесь к диаметру штампа, тщательно проверяя и вырезая меньше по мере приближения. Вы же не хотите переборщить! Отверстие, которое мне было нужно для моих штампов, было чуть больше 1″. Попробуйте поставить кубик, когда вы приблизитесь, и успокойтесь, сколько вы отрежете. Помните, то, что вы поворачиваете на циферблате, увеличивается в 2 раза на диаметр!
4. Последним моим шагом на конце матрицы было создание небольшого входного скоса, чтобы помочь направить матрицу в отверстие. Это еще один из тех 45-градусных конусов, которые я повернул, установив верхний ползун под углом 45 градусов и разрезав его поперек. Обратите внимание, что для получения достаточного зазора вам придется использовать расточный стержень на этом внутреннем диаметре.
Это еще один из тех 45-градусных конусов, которые я повернул, установив верхний ползун под углом 45 градусов и разрезав его поперек. Обратите внимание, что для получения достаточного зазора вам придется использовать расточный стержень на этом внутреннем диаметре.
5. Хорошо, переверните деталь и давайте поработаем с другой стороны. Начните с того конца (естественно!).
6. Большая работа здесь состоит в том, чтобы просверлить отверстие 1/2″, чтобы оно стало отверстием 3/4″. Это глубокая глубокая яма, и я очень беспокоился о том, чем она обернется. В моей голове мелькали образы сломанного и застрявшего бурового стержня. Без проблем! Я делал это медленно и отступал, чтобы убрать стружку в середине каждого прохода. Это был часовой процесс, но я использовал ходовой винт в качестве силовой подачи, так что это действительно было не так уж плохо. Опять же, когда вы приближаетесь, делайте более мелкие разрезы и чаще измеряйте. Когда вы подойдете совсем близко, начните пробную установку беседки.
7. После того, как вы хорошо подошли к беседке, вы можете добавить несколько декоративных штрихов, как это сделал я. В основном я просто экспериментировал и учился. Я начал с того, что повернул примерно 7/8 дюйма задней части держателя штампа с шестигранной на круглую. Прерванный рез издавал интересный звук циркулярной пилы, когда острые края ударялись о мою твердосплавную вставку, но никаких побочных эффектов не было, и вскоре у меня там появилось очень красивое круглое плечо. Я попробовал накатку, которая вышла не так уж плохо, но я не мог довести ее до шестигранной части, не задев держатель, поэтому я сдался и повернул накатку вниз и выключил. Я решил закончить, скосив конец шестигранника, а также цилиндрический конец держателя штампа еще раз, установив верхний ползун под углом, обрезав, а затем зачистив напильником. Мне показалось, что получилось очень красиво! Вся эта ерунда исключительно для украшения, так что если вам нужна чистая функциональность, просто пропустите ее.
8. Последним шагом было просверлить и нарезать установочные винты. Это было легко из-за шестигранной формы, и я просто использовал свой сверлильный станок и пилотные держатели метчиков.
Перекладины Tommy Bars:
Шестигранная форма заставила меня задуматься, смогу ли я обойтись без перекладин Tommy Bars, но в конце концов я решил, что было бы интересно попробовать ручку с накаткой для проекта. Как вы увидите на фотографиях, у меня получилась очень легкая накатка — недостаточное давление. Я думаю, что это выглядит хорошо, но в следующий раз я буду давить намного сильнее. Между прочим, этот маленький Tommy Bar имеет правильную пропорцию для этого станка и прекрасно лежит в руке. Я также подумал о том, чтобы ненадолго перейти на три из них, но один работает просто отлично.
Посмотрим, насколько хорошо все получилось:
ЦИФРОВАЯ КАМЕРА OLYMPUS
Это мой глушитель калибра .