Основы плазменной резки
Вам нужен инструмент резки для периодического ремонта и обслуживания? Вы начали новый проект, который предполагает большие объемы резки металлов? Или Вам нужна альтернатива механической пиле? В таких случаях мы советуем обратить внимание на возможности плазменной резки. Учитывая падающую стоимость и широкое предложение устройств и технологий плазменной резки, резка металлов стала значительно проще, доступнее и эффективнее. Преимущества плазменной резки включают простоту в эксплуатации, высокое качество и скорость реза.Что такое плазменная резка?
Процесс плазменной резки основан на использовании высокоскоростного потока ионизированного газа, поступающего из сужающегося отверстия. Этот ионизированный газ, т. е. плазма, служит проводником электричества от плазменной горелки к рабочему изделию. Плазма нагревает рабочее изделие и плавит материал. Кроме этого высокоскоростной поток ионизированного газа механически сдувает расплавленный металл и тем самым разделяет материал.
Каковы преимущества плазменной резки перед кислородно-газовой?
Плазменная резка подходит для любых токопроводящих металлов – например, углеродистой стали, алюминия и нержавеющей стали. В случае углеродистой стали резка отличается большей скоростью и шириной отверстий по сравнению с легированной.
Кислородно-газовая резка основана на сгорании, или окислении, металла. Следовательно, она применима только к стали и другим черным металлам, которые вступают в реакции окисления. Такие металлы, как алюминий и нержавеющая сталь, при этом образуют оксид, который замедляет и останавливает дальнейшее окисление, что делает традиционную кислородно-газовую резку невозможной. Плазменная резка не зависит от процесса окисления и поэтому также подходит для алюминия, нержавющей стали и любых других токопроводящих материалов.
Хотя для плазменной резки пригодны различные газы, сегодня для этого чаще всего используется сжатый воздух. Сжатый воздух легкодоступен и поэтому плазма не требует использования горючего газа и сжатого кислорода.
Сжатый воздух легкодоступен и поэтому плазма не требует использования горючего газа и сжатого кислорода.
Для новичков плазменная резка обычно проще в освоении, а в случае тонкопрофильных материалов плазменная резка значительно быстрее кислородно-газовой резки. Однако для плазменной резки стали большого сечения (2,5 см и больше) требуются источники питания очень высокой мощности. Поэтому для таких случаев больше подходит традиционная кислородно-газовая резка, которая вдобавок в таких условиях обеспечивает большую скорость резки.
Для чего можно использовать плазменную резку?
Плазменная резка идеально подходит для резки стали и цветных металлов толщиной менее 2,5 см. Кислородно-газовая резка требует, чтобы для поддержания процесса окисления оператор тщательно контролировал скорость резки. Плазма в этом отношении более неприхотлива. Плазменная резка особенно хорошо подходит для некоторых узкоспециализированных задач, например, резки растянутых металлических пластин, что почти невозможно в случае кислородно-газовой резки. Если сравнивать с механической резкой, плазменная резка отличается значительно большей скоростью и пригодностью для нелинейной резки.
Какие ограничения имеет плазменная резка? В каких случаях предпочтительна кислородно-газовая резка?
Системы плазменной резки обычно имеют большую стоимость. Кислородно-газовые устройства не требуют доступа к сети питания и баллонам сжатого воздуха, что оказывается более удобно для некоторых пользователей. Кислородно-газовая резка больше подходит для резки изделий большого сечения (>2,5 см), так как в таких условиях она имеет большую скорость по сравнению с плазменными системами.
На что обратить внимание при покупке системы плазменной резки?
1. Определите, металл какой толщины Вам нужно будет разрезать
Один из самых важных факторов, который Вам нужно определить – это толщина металла. Мощность большинства систем плазменной резки рассчитывается на основе производительности резки и силы тока. Следовательно, если чаще всего Вам приходится разрезать материал толщиной 6 мм, Вам подойдет устройство низкой мощности. Для резки металлов толщиной более 1,2 см нужен аппарат большей мощности. Даже если для этого подойдет менее мощная система, она не сможет обеспечить достаточное качество резки. Вместо этого разрез будет едва достигать другой стороны пластины и оставлять окалину и шлак. Для каждой системы существует оптимальный диапазон толщины материала – убедитесь, что он будет соответствовать Вашим задачам. Как правило, системы для резки по толщинам около 6 мм имеют мощность около 25А, 12 мм – 50-60А, 19-25 мм – 80А.
Мощность большинства систем плазменной резки рассчитывается на основе производительности резки и силы тока. Следовательно, если чаще всего Вам приходится разрезать материал толщиной 6 мм, Вам подойдет устройство низкой мощности. Для резки металлов толщиной более 1,2 см нужен аппарат большей мощности. Даже если для этого подойдет менее мощная система, она не сможет обеспечить достаточное качество резки. Вместо этого разрез будет едва достигать другой стороны пластины и оставлять окалину и шлак. Для каждой системы существует оптимальный диапазон толщины материала – убедитесь, что он будет соответствовать Вашим задачам. Как правило, системы для резки по толщинам около 6 мм имеют мощность около 25А, 12 мм – 50-60А, 19-25 мм – 80А.
2. Выберите оптимальную скорость резки
Как будет проходить резка – в условиях производства или более свободной обстановке, где не так важна скорость? При покупке системы плазменной резки производитель должен предоставить информацию о скорости резки по различным толщинам, которая обычно указывается в сантиметрах в секунду. Даже если чаще всего Вам приходится заниматься резкой по небольшим толщинам (около 6 мм), более мощное устройство позволит провести резку быстрее. Опыт показывает, что для резки на производстве лучше всего выбирать устройства, которые позволяют вести резку по толщинам примерно в два раза больше обычной. Например, для того, чтобы быстро и качественно выполнять продолжительную резку стали толщиной 6 мм, рекомендуется использовать систему с максимальной глубиной резки 1,2 см (мощностью 60А).
Если Вы планируете продолжительную автоматическую резку, обязательно узнайте о рабочем цикле аппарата. Рабочий цикл обозначает, как долго можно вести непрерывную резку до перегрева аппарата или горелки. Рабочий цикл обозначают в виде доли 10-минутного периода. Например, рабочий цикл 60% при 50А означает, что вы можете вести непрерывную резку с мощностью 50А на протяжении 6 минут каждые 10 минут. Чем больше рабочий цикл, тем меньше время простоя.
3. Поддерживает ли устройство альтернативные методы зажигания дуги, помимо высокочастотного?
В большинстве систем плазменной резки используется высокочастотная вспомогательная дуга, которая служит для образования электрического контура в воздухе. Тем не менее, высокочастотный ток может вызывать помехи в работе компьютеров и другого офисного оборудования. Поэтому альтернативные методы зажигания, которые позволяют избавиться от потенциальных проблем из-за высокогочастотного тока, могут оказаться более предпочтительными.
Например, метод зажигания точечным касанием электрода предполагает использование форсунки с постоянным током обратной полярности, внутри которой расположен электрод с током прямой полярности. Сначала форсунка и электрод соприкасаются. При нажатии триггера горелки между электродом и форсункой возникает электрический ток. После этого электрод отводят от форсунки, из-за чего образуется вспомогательная дуга. Когда вспомогательная дуга приближается к рабочему изделию, она преобразуется в режущую. Это преобразование вызывается разностью потенциалов форсунки и рабочего изделия.
4. Сравните стоимость и срок службы изнашивающихся деталей
Горелки плазменной резки имеют множество изнашивающихся деталей, которые требуют регулярной замены. Поэтому постарайтесь найти производителя, который предлагает устройства с минимальным числом изнашивающихся деталей. Чем их меньше, тем меньше придется тратить на их замену.
Срок службы деталей должен быть указан в спецификациях от производителя. При этом учтите, что некоторые производители указывают эти данные в виде числа разрезов, а другие – числа зажиганий дуги.
5. Проведите испытания и оцените качество резки
Проведите пробные испытания нескольких устройств с одной и той же скоростью сварки и одинаковой толщиной материала, чтобы сравнить качество резки. При этом не забудьте убедиться в отсутствии окалины с нижней стороны пластины и том, что линия разреза расположена под заданным углом.
Горелка должна образовывать сфокусированную, жесткую дугу. Изнашивающиеся детали от Lincoln Electric специально разработаны так, чтобы сконцентрировать поток плазмы и собрать энергию в одной точке.
Также в качестве теста во время резки можно приподнять горелку над пластиной. Проверьте, насколько высоко Вы сможете поднять горелку до того, как разомкнется дуга. Длинная дуга означает большее напряжение и возможность резки по пластинам большой толщины.
6. Преобразование от вспомогательной к режущей и от режущей к вспомогательной дуге
Преобразование от вспомогательной к режущей дуге происходит в тот момент, когда она приближается к рабочему изделию. Это зависит от разницы потенциалов форсунки и рабочего изделия. Обычно для создания этой разницы в используется большой резистор в контуре вспомогательной дуги. Она непосредственно влияет на максимальное расстояние, на которое может распространяться дуга. После того, как вспомогательная дуга переместится на рабочее изделие, с помощью переключателя (реле или транзистора) включается токовая цепь.
Поэтому Вам нужно устройство, которое обеспечит быстрый переход от вспомогательной к режущей дуге на большом расстоянии от рабочего изделия. Такие модели «прощают» ошибки оператора и лучше подходят для строжки. Хороший способ проверить характеристики трансфера – провести резку растянутого металла или просечно-вытяжной стали. В таких случаях дуга должна очень быстро преобразовываться из вспомогательной в режущую и обратно. При этом часто рекомендуют использовать только силу тока вспомогательной дуги.
7. Проверьте поле обзора
Во время работы оператор должен хорошо видеть зону работ. Особенно это касается фигурной резки. Поле обзора зависит от геометрии горелки – маленькие, компактные горелки и удлиненные форсунки упрощают наблюдение за ходом резки.
8. Портативность
Многие клиенты используют свои системы плазменной резки для нескольких задач, из-за чего им часто приходится перемещать аппарат по территории предприятия или даже перевозить его на другие заводы. Легкое, портативное устройство и средство транспортировки – например, тележка или наплечный ремень – могут это значительно упростить. Кроме того, в случае ограниченного пространства полезно иметь компактную модель.
Легкое, портативное устройство и средство транспортировки – например, тележка или наплечный ремень – могут это значительно упростить. Кроме того, в случае ограниченного пространства полезно иметь компактную модель.
Также удобно, когда устройство имеет место для хранения кабелей, горелок и изнашиваюихся деталей. Это значительно упрощает перевозку аппарата, потому что в противном случае такие аксессуары часто волокутся по земле и теряются.
9. Надежность
Для работы в тяжелых промышленных условиях нужны надежные устройства с защитой элементов управления. Например, защищенные соединения и разъемы горелок меньше изнашиваются. Некоторые модели также включают защитную решетку вокруг воздушного фильтра и других внутренних узлов. Эти фильтры имеют большое значение, так как они удаляют из сжатого воздуха масло и влагу, которые могут приводить к возниканию дуговых разрядов. Соответственно, эти фильтры важно защищать от повреждений.
10. Выясните, насколько легко и комфортно пользоваться аппаратом
Выбирайте системы с большой удобочитаемой панелью управления. Такая панель позволяет пользоваться аппаратом даже тем, кто никогда не занимался плазменной резкой. Кроме того, работу с аппаратом значительно упрощают нанесенные инструкции на корпусе.
Удобно ли Вам держать в руке горелку? Она должна быть удобной и эргономичной.
11. Функции безопасности
По возможности выбирайте модели с предохранительным датчиком наличия форсунки. Оно не позволит устройству работать без установленной форсунки. Некоторые системы безопасности можно обмануть и заставить «думать», что форсунка на месте, хотя это не так. Если при этом включить питание, оператор подвергнется риску поражения током напряжением 300В. Это невозможно при наличии датчика Lincoln.
Некоторые модели также имеют функцию предупреждения о включении горелки до зажигания дуги. Например, устройство может подать звуковой сигнал за три секунды до включения горелки, чтобы оператор успел убрать от нее все части тела.
Как пользоваться системой плазменной резки максимально эффективно?
После того, как Вы выбрали подходящую систему плазменной резки, Вы можете повысить качество резки с помощью следующих подсказок:
1. Процедура настройки
Перед началом работы убедитесь в выполнении следующих условий:
Подача чистого сжатого воздуха без частиц влаги и масла. Быстроизнашивающиеся детали и черные отметины на пластине могут указывать на загрязненный воздух
Правильное давление воздуха – оно показано на индикаторах устройства
Правильная установка форсунки и электрода
Рабочий зажим надежно зафиксирован на чистой строне рабочего изделия
2. Техника безопасности
Во время работы необходимо соблюдать технику безопасности. Прочтите руководство по эксплуатации. Вы должны хорошо понимать, как работает аппарат. Во время резки рекомендуется носить длинные рукава и перчатки, так как при этом образуются брызги расплавленного металла. Для защиты глаз необходимо пользоваться затемненными очками или сварочным щитком. Обычно при этом используются степени затемнения от 7 до 9. Также соблюдайте все приведенные в инструкции советы и рекомендации по технике безопасности.
3. Прожигание рабочего изделия
Многие начинающие пользователи ведут резку вертикально вниз перпендикулярно рабочей поверхности (под углом 90°). Из-за этого расплавленный металл сдувается обратно в горелку. Более эффективный метод – наклонить металл под углом (60° по горизонтали, 30° по вертикали) и затем повернуть горелку вертикально. Таким образом расплавленный металл будет сдуваться в сторону от горелки.
4. Не прикасайтесь форсункой к рабочему изделию
Не касайтесь форсункой рабочей поверхности при силе тока более 45А. Это значительно сокращает срок службы форсунки, так как через нее проходит двойная дуга. Двойная дуга и повышенный износ также могут возникать, если перемещать горелку непосредственно по трафарету.
5. Новички должны пользоваться насадкой для контактной резки
Многие системы имеют изолированную насадку, которая защелкивается на форсунке. Благодаря ней горелку можно прислонить к изделию и плавно перемещать по поверхности, создавая ровный разрез.
6. Правильная скорость резки
При правильной скорости резки поток расплавленного металла должен выходить с нижней стороны пластины под углом 15-20°. При слишком низкой скорости будет возникать окалина, которая представляет собой скопление расплавленного металла с нижней стороны разреза. Окалина также может возникать и при слишкой высокой скорости перемещения, потому что тогда у дуги не будет достаточно времени на полное проплавление металла. Другими словами, слишком большая или малая скорость приведет к падению качества резки. Окалину из-за низкой скорости резки можно узнать по простоте удаления. Обычно ее можно снять рукой, в то время как для удаления окалины, образующейся при слишкой высокой скорости резки, требуется шлифовка.
7. В начале работы увеличьте мощность на максимум
Сначала задайте максимальную мощность аппарата, а затем снизьте ее до наиболее эффективной. Чем выше мощность, тем обычно лучше, особенно при высокоточной резке или необходимости в небольшом разрезе.
8. Сократите длительность горения вспомогательной дуги
Из-за повышенного износа деталей горелки необходимо максимально сократить время горения вспомогательной дуги. Для этого перед включением плазменную горелку нужно поместить непосредственно возле рабочего изделия.
9. Поддерживайте постоянное расстояние до рабочего изделия
Оптимальное расстояние между горелкой и рабочим изделием составляет 3-5 мм. Колебания горелки вверх и вниз только затруднят резку.
10. Ведите резку в наиболее подходящем направлении
Если Вам нужно создать разрез в виде окружности и использовать внутреннюю круглую деталь, горелку необходимо перемещать по часовой стрелке. Если Вам нужна внешняя часть заготовки, из которой был вырезан круг, нужно перемещаться против часовой стрелки.
Если Вам нужна внешняя часть заготовки, из которой был вырезан круг, нужно перемещаться против часовой стрелки.
Так как Вы направляете горелку от себя, более высокое качество реза и более ровные края будут с правой стороны по направлению резки.
11. Наклоняйте горелку в направлении, противоположном направлению сварки
При резке материалов большой толщины при приближении к последнему сегменту материала горелку можно немного повернуть, чтобы направить поток плазмы в направлении, противоположном направлению резки. Таким образом вначале будет прорезана нижняя часть детали и не образуется уголок, который обычно остается при резке пластин большой толщины. Последний сегмент разреза нельзя отламывать постукиванием горелки.
Подобрав подходящую модель для своей задачи и овладев некоторыми приемами профессиональной резки, Вы сможете выполнить любой проект. Помните, что плазменная резка обладает множеством преимуществ и позволяет наладить высокопроизводительную и качественную резку металла.
Что такое плазменная резка металлов
Для резки металлов используют несколько различных методов отличающихся друг от друга себестоимостью и эффективностью. Некоторые способы используются исключительно для промышленных целей другие также можно применять и в быту.
К последним относится плазменная резка металлов. Эффективность плазменного раскроя ограничивается опытом мастера и правильным выбором установки.
- Что такое плазменная резка металла?
- На чем основан принцип проведения работ?
- Какие сферы применения имеет этот способ раскроя материалов?
Основы резки металлов плазмой
Чтобы понять основы резки металла с помощью плазменного метода следует для начала уяснить, что же такое плазма? От правильного понимания того как устроен плазматрон и принципов работы с ним зависит качество конечного результата.
Термическая плазменная обработка металлов зависит от параметров рабочей струи газа или жидкости, направленной под давлением на обрабатываемую поверхность. Для достижения необходимых результатов струю доводят до следующих характеристик:
Для достижения необходимых результатов струю доводят до следующих характеристик:
- Скорость – струя направляется под высоким давлением на поверхность материала. Можно сказать, что плазменный раскрой металла основан на разогревании металла до температуры плавления и быстрого выдувания его. Рабочая скорость струи при этом составляет от 1,5 до 4 км в сек.
- Температура – для образования плазмы необходимо практически моментально разогреть воздух до 5000-30000°C. Высокая температура достигается благодаря созданию электрической дуги. При достижении необходимой температуры воздушный поток ионизируется и меняет свои свойства, приобретая электропроводность. Технология плазменной резки металла подразумевает использование систем нагнетания воздуха, а также осушителей, которые удаляют влагу.
- Наличие электрической цепи. Все о раскрое металла плазмой можно узнать только на практике. Но некоторые особенности необходимо учитывать еще до приобретения установки. Так, существуют плазмотроны косвенного и прямого воздействия. И если для вторых обязательно, чтобы обрабатываемый материал пропускал электричество и был включен в общую электрическую сеть (выступая в роли электрода), то для первых такой необходимости нет. Плазма для резки металла в таком случае получается с помощью встроенного электрода внутри держателя. Этот способ используют для металлов и других материалов, которые не проводят электричество.
Еще один важный момент, который следует учитывать, это то, что плазменная резка толстого металла практически не выполняется, так как это ведет к увеличенным материальным затратам и малоэффективно.
Характеристики и принцип резки металла плазмой
Основной принцип работы плазменной резки металла можно описать следующим образом:
Компрессор под давлением подает воздух на горелку плазмотрона.

- Воздушный поток моментально разогревается благодаря воздействию на него электрического тока. По мере нагревания воздушная масса начинает пропускать сквозь себя электричество, в результате чего и образуется плазма. В некоторых моделях вместо воздуха используют инертные газы.
- Резка стали плазмой, если рассмотреть ее более подробно осуществляется методом быстрого узконаправленного нагревания поверхности до необходимой температуры с последующим выдуванием расплавленного металла.
- При выполнении работ неизбежно образуются отходы от плазменной резки. Отходы включают высечку или остатки листа после высечения необходимых деталей, а также окалины или остаток расплавленного металла.
Так как процесс связан с моментальным разогревом разрезаемого материала до жидкого состояния, толщина металла при резке составляет:
- алюминий до 120 мм;
- медь 80 мм;
- углеродистая и легированная сталь до 50 мм;
- чугун до 90 мм.
Существуют два основных способа обработки материалов, от которых зависят характеристики плазменной резки. А именно:
- Плазменно-дуговая – способ подходит для всех видов металла, которые в состоянии проводить электрический ток. Обычно плазменно-дуговую резку используют для промышленного оборудования. Суть способа сводится к тому, что плазма образовывается за счет дуги, которая появляется непосредственно между поверхностью обрабатываемого материала и плазмотроном.
- Плазменно-струйная – в этом случае дуга возникает в самом плазмотроне. Плазменно-струйный вариант обработки более универсален, позволяет разрезать неметаллические материалы. Единственным недостатком является необходимость периодической замены электродов.
Плазменная резка металла работает как обычная дуговая, но без использования привычных электродов. Но эффективность способа обработки прямо пропорциональна толщине обрабатываемого материала.
Скорость и точность резки металла плазмой
Как и при любом другом виде термической обработки, при плазменной резке металла происходит определенное оплавление металла, что отражается на качестве реза. Существуют и другие особенности, которые являются характерными для этого метода. А именно:
Существуют и другие особенности, которые являются характерными для этого метода. А именно:
Конусность – в зависимости от профессионализма мастера и производительности установки, конусность может составлять от 3° до 10°.
- Оплавление кромки – независимо от того, какие режимы резки металла используются и от профессионализма мастера выполняющего работы по обработке металла, не удается избежать небольшого оплавления поверхности при самом начале выполнения работ.
- Характеристики реза – качество и скорость плазменной резки металла зависит от того, какие именно операции необходимо выполнить. Так разделительный рез с низким качеством выполняется быстрее всего, при этом большинство ручных установок способны разрезать металл до 64 мм. Для фигурной резки возможна обработка деталей толщиной всего до 40 мм.
- Скорость выполнения работ – обычная резка металла с помощью плазматрона осуществляется быстро и с минимальным расходом электроэнергии и напряжения. Скорость плазменной резки металла согласно техническим характеристикам ручных установок и ГОСТ составляет не более 6500 мм в минуту.
От профессионализма мастера во многом зависит качество выполнения работ. Чистый и точный рез с минимальным отклонением от необходимых размеров может выполнить только работник с профильным образованием. Без соответствующей подготовки выполнить фигурную резку вряд ли получится.
Плазменная резка цветных металлов
При обработке цветных металлов используются разные способы резки в зависимости от типа материала, его плотности и других технических характеристик. Для разрезания цветных сплавов требуется соблюдения следующих рекомендаций.
Резка нержавеющих сталей – для выполнения операций не рекомендуется использование сжатого воздуха, в зависимости от толщины материала может применяться азот в чистом виде, либо смешанный с аргоном.
 Необходимо учитывать, что нержавеющая сталь чувствительна к воздействию переменного тока, это может привести к изменению ее структуры и как следствие быстрому выходу из эксплуатации. Резка нержавейки плазмой осуществляется с помощью установки использующей принцип косвенного воздействия.
Необходимо учитывать, что нержавеющая сталь чувствительна к воздействию переменного тока, это может привести к изменению ее структуры и как следствие быстрому выходу из эксплуатации. Резка нержавейки плазмой осуществляется с помощью установки использующей принцип косвенного воздействия.- Плазменная резка алюминия – для материала с толщиной до 70 мм, может использоваться сжатый воздух. Применение его нецелесообразно при малой плотности материала. Более качественный рез листа алюминия до 20 мм достигается при использовании чистого азота, а более 70 мм до 100 мм включительно с помощью азота с водородом. Резка алюминия плазмой при толщине от 100 мм осуществляется смесь аргона с водородом. Этот же состав рекомендовано использовать для меди и высоколегированной толстостенной стали.
Где применяется плазменный раскрой металла
Использование плазмотронов не зря пользуется такой большой популярностью. При относительно простой эксплуатации и незначительной стоимости ручной установки (по сравнению с другим оборудованием для резки) удается достичь высоких показателей относительно качества реза.
Применение плазменной резки металла получило распространение в следующих сферах производства:
Обработка металлопроката – с помощью плазмы удается разрезать практически любой тип металла, включая цветной, тугоплавкий и черный.
- Изготовление металлоконструкций.
- Художественная ковка и обработка деталей. С помощью плазменного резака можно сделать деталь практически любой сложности.
- Различные виды промышленности, машиностроение, капитальное строительство зданий авиастроение и др. – во всех этих сферах деятельности не обойтись без использования плазменных резаков.
Применение станков с плазменной резкой не заменило ручных установок. Так художественная резка металла плазмой позволяет сделать уникальные детали точно соответствующие замыслу художника, для использования их в качестве декоративных украшений для заборов и лестниц, а также перил, ограждений и т. д.
д.
Резка металла плазмой – преимущества и недостатки
Без резки металла не может обойтись практически ни одно промышленное предприятие, так или иначе связанное с металлопрокатом. Быстрое разрезание листового материала на заготовки, декоративная фигурная резка металла плазмой, вырезание точных отверстий – все это можно выполнить достаточно быстро с помощью плазмотрона. Плюсы, которые имеет метод, заключаются в следующем:
- Высокая производительность и скорость обработки деталей. По сравнению с обычным электродным методом можно выполнить объемы работ от 4 до 10 раз больше.
- Экономичность – плазменный метод намного выигрывает на фоне стандартных способов обработки материалов. Единственные ограничения связанны с толщиной металла. Нецелесообразно и экономически невыгодно разрезать с помощью плазмы сталь толще 5 см.
- Точность – деформации от тепловой обработки практически незаметны и не требуют дополнительной обработки впоследствии.
- Безопасность.
Все эти преимущества плазменной резки металла объясняют, почему метод пользуется настолько широкой популярностью не только в промышленных, но и бытовых целях.
Но говоря о плюсах необходимо заметить и некоторые отрицательные стороны:
- Ограничения, связанные с толщиной реза. Даже у мощных установок максимальная плотность обрабатываемой поверхности не может быть выше, чем 80-100 мм.
- Жесткие требования относительно выполнения обработки деталей. От мастера требуется четко придерживаться угла наклона резака от 10 до 50 градусов. При несоблюдении этого требования нарушается качество реза, а также ускоряется износ комплектующих.
Сравнение плазменной и лазерной резки металла
Отличие лазерной резки металла от плазменной заключается в методах воздействия на поверхность материала.
Лазерные установки обеспечивают большую производительность и скорость обработки деталей, при этом после выполнения операции наблюдается меньший процент оплавленности. Минусом лазерного оборудования является его высокая стоимость, а также то, что толщина разрезаемого материала должна быть меньше 20 мм.
Минусом лазерного оборудования является его высокая стоимость, а также то, что толщина разрезаемого материала должна быть меньше 20 мм.
По сравнению с лазером плазмотрон имеет меньшую стоимость, более широкую сферу применения и функциональные возможности.
Страница не найдена — stroy-plys.ru
Телескопические погрузчики 211 просмотров
Независимо от модели, телескопические погрузчики производства ТЕРЕКС существенно отличаются от своих аналогов. Основное отличие
Вилочные погрузчики 184 просмотров
Несомненно, все слышали о неких «азиатских тиграх» но лишь немногие знают, что в их
Бульдозеры 201 просмотров
Свою историю первые бульдозеры ведут от обычных тракторов, к которым навешивали мощный рабочий орган
Автокраны 568 просмотров
Автокраны широко применяются в современном строительстве, причем во всех его областях. Начиная от производства
Электрогенераторы 6 972 просмотров
Традиционно считается, что самыми производительными и простыми в обслуживании являются генераторы, работающие на солярке.
Козловые и Мостовые краны 124 просмотров
Для работы на складах, производственных участках цеха, сельскохозяйственных предприятиях, для ТЭЦ и иных площадок,
Страница не найдена — stroy-plys.ru
Мини погрузчики 364 просмотров
Машиностроительная компания из США New Holland Construction в настоящее время является конгломератом из пяти
Бульдозеры 129 просмотров
Бульдозеры относятся к наиболее применяемой категории спецтехники и предназначены для выполнения широкого круга задач
Резка и сварка металла 12 755 просмотров
Алмазные диски являются незаменимым инструментом для различных видов строительных работ по реке и шлифовке
Телескопические погрузчики 146 просмотров
Фильтры для погрузчиков являются необходимой составляющей грузоподъёмной техники. Обычно их работа незаметна, если они
Обычно их работа незаметна, если они
Мини краны 228 просмотров
Краны данного типа применяются как вспомогательные или основные подъемные устройства на производстве, в торговле
Электрогенераторы 6 972 просмотров
Традиционно считается, что самыми производительными и простыми в обслуживании являются генераторы, работающие на солярке.
Страница не найдена — stroy-plys.ru
Фронтальные погрузчики 208 просмотров
Китайская компания (Xuzhou Construction Machinery Group Inc.), начавшая свою деятельность сравнительно недавно – в
Бульдозеры 209 просмотров
Широкое применение тяжёлого SD7 при прокладке и восстановлении дорог, совершении ирригационных и мелиорационных работ,
Штабелёры 117 просмотров
Складская техника, предлагаемая под маркой Xilin, не что иное, как немецкие штабелеры, разработанные фирмой
Мини погрузчики 261 просмотров
История погрузчиков Bobcat началась в 1957 году, когда братья-изобретатели Келлер из США сконструировали первый
Эскаваторы 377 просмотров
Английская фирма JCB (J. C. Bamford Excavators Ltd) относится к числу ведущих мировых изготовителей
C. Bamford Excavators Ltd) относится к числу ведущих мировых изготовителей
Резка и сварка металла 395 просмотров
Инверторные плазморезы отечественного производства пользуются заслуженной популярностью. Невысокая стоимость и оптимальное соотношение цены и
теория, использование станков, выбор оборудования
Плазменная резка — способ обработки материалов (чаще всего — металла, но подойдут и неметаллические проводниковые материалы), при котором в качестве режущего инструмента выступает не резец, а дуга или струя плазмы.
Требования к резке металла, особенно на крупном производстве, затрагивают скорость работы без потери качества. Под эти критерии как раз подходит плазменная резка, которая обеспечивает высокую скорость работы при изначально низких эксплуатационных расходах. Под плазменной резкой подразумевается подача неионизированного газа в столб дуги, где этот газ становится нагретой плазменной струей. Сама дуга дополнительно сжимается скоростным потоком газа, из-за чего резка металла выполняется без проблем.
Принципы плазменной резки металла
Плазменная резка имеет два направления — поверхностная и разделительная. Наиболее популярной является разделительная резка. Что касается методов, то их тоже всего два:
- Резка дугой плазмы, при которой металл, подлежащий резке, попадает в электрическую цепочку. Дуга возникает между электродом и самим материалом, что выдвигает особенные требования к материалу, так как он должен проводить ток.
- Резка струей плазмы, при которой материал не участвует в электрической цепочке, так как дуга появляется между электродами, в резаке. С помощью резака косвенного воздействия можно разрезать практически любой металл, в том числе и диэлектрики.

Принцип работы плазменного резака заключаются в следующем. Сформированный в газовом канале сжатый воздух поступает в зону с зажженной электрической дугой, которая отвечает за преобразование газа в плазму. Материал разрезается путем его плавления, лишние частички металла сразу удаляются потоком воздуха, поэтому зачистка рабочей зоны происходит моментально. Материал греется только в локальных зонах.
Преимущества плазменной резки металла:
- Скорость работы. Предварительно нагревать материал не требуется, ширина разреза получается минимальной. Кроме того, так как зона термического влияния относительно небольшая, то слой краски или другое покрытие не будет разрушено.
- Универсальность заготовок. Если газовая резка не подходит для работы с алюминием или с нержавеющей сталью, то плазменная резка совместима с практически всеми типами металлов.
- Безопасность работы. В оборудовании для газовой резки, в отличие от оборудования для плазменной резки, существует вероятность обратного удара пламени или даже взрыва газовых баллонов при неправильном подключении устройства.
- Позволяет обрабатывать листы большего размера чем при лазерной резке. На выходе получаются детали с меньшим количеством дефектов.
- Слабое загрязнение воздуха.
Газы для плазменной резки
В установках для получения плазменной струи могут использоваться следующие газы:
- обычный воздух;
- технический кислород;
- азот;
- водород;
- аргон.
Газы имеют решающее значение для качества резки материалов. В зависимости от типа разрезаемого металла применяются различные газы или сочетания газов. Каждый газ имеет свои физические свойства. При выборе газа необходимо учитывать энергию ионизации и диссоциации, теплопроводность, атомную массу и химическую реакционную способность. Для резки нержавеющих сталей не рекомендуется использовать сжатый воздух, в зависимости от толщины материала может применяться азот в чистом виде, либо смешанный с аргоном.
Для резки нержавеющих сталей не рекомендуется использовать сжатый воздух, в зависимости от толщины материала может применяться азот в чистом виде, либо смешанный с аргоном.
Плазменная резка алюминия толщиной до 70 мм может осуществляться сжатым воздухом. Более качественный рез листа алюминия до 20 мм достигается при использовании чистого азота, а с 70 мм до 100 мм включительно с помощью азота с водородом. Резка алюминия плазмой при толщине от 100 мм осуществляется смесью аргона с водородом. Этот же состав рекомендовано использовать для меди и высоколегированной толстостенной стали.
Виды плазменной резки
В технологии плазменной резки металла выделяют:
- воздушно-плазменную резку металла;
- газоплазменную;
- лазерно-плазменную резку.
Первые два способа похожи по принципу действия: электродуга и ионизированный поток раскалённого газа. Основное отличие в рабочем теле, в первом случае — это воздух, во втором — газ или водяной пар. Переносные (ручные) аппараты режут металл с помощью воздушной ионизированной струи.
Лазерно-плазменный раскрой металла используется в промышленности и представляет собой комбинацию способов лазерной и плазменной резки на одном станке с ЧПУ, что повышает производительность оборудования.
Оборудование для плазменной резки металла
Станки бывают ручными, портальными и переносными.
Ручной станок представляет собой относительно небольшой короб, к которому подводится плазморежущая горелка. Специальный компрессор может спускать воздух, азот вместе с воздухом и другие газы. Такие аппараты могут работать, как с переменным, так и с постоянным током, но первое допускается, только если материалом заготовки является нетвердый сплав. Устройства компактные, их легко транспортировать на рабочее место, а для работы требуется только подключить устройство в розетку. Ручные станки хороши там, где подобные работы выполняются редко, а точность проведения операций не критична.
Портальные установки намного крупнее ручных, а их конструкция специально разработана для выкладки металлических листов. Процесс максимально автоматизирован, темп работы портального оборудования высокий, высока и точность резки. Портальные станки могут использоваться для резки заготовок, с толщиной не более 80 мм. С учетом того, что оборудование потребляет много энергии, важно грамотно просчитать объем выполняемых операций.
Наиболее функциональные — переносные аппараты, которые имеют секцию для укладки металлических листов. Листы укладываются автоматически, а управление станком происходит посредством ЖК-монитора с клавиатурой. Подобное оборудование обеспечивает еще большую точность работы по металлу, полную автоматизацию всех процессов и экономию энергии. Оправдает себя только в цеховом помещении или на объектах строительства.
Отдельно нужно выделить следующие два важных элемента, которые встречаются во всех перечисленных станках: сопло и компрессор.
В первую очередь сказать нужно о сопле. Основные характеристики сопла — сечение и длина. Первый параметр влияет на точность резки, второй параметр определяет скорость работы, поэтому тут нужно искать золотую середину. У резаков косвенного действия отдельно подбираются электроды, которые могут изготовляться из разных материалов. Считается, что лучшим материалом является гафний.
Теперь поговорим о втором важно элементе – компрессоре. От качества работы компрессора зависит многое, например, скорость реза заготовки. Воздух, подаваемый в рабочую зону, должен быть не только нагретым до определенной температуры, но и чистым. Соответственно, никаких примесей там быть не должно. Для домашнего пользования подойдут резаки, в которых компрессор встроенный, с функцией очистки и осушки воздуха.
Рекомендации по работе резака
Подготовка оборудования подразумевает подачу в аппарат сжатого воздуха, что может быть выполнено за счет небольшого компрессора, системы сжатого воздуха или баллона. Практически все аппараты способы регулировать поток воздуха. Чтобы выбрать оптимальную температуру, стоит сначала попробовать разрезать на самом большом напряжении, после чего постепенно уменьшать ее. Нужно добиться максимально чистого разреза, так как при слишком большом напряжении или при маленькой скорости резки на заготовке может появиться окалина.
Практически все аппараты способы регулировать поток воздуха. Чтобы выбрать оптимальную температуру, стоит сначала попробовать разрезать на самом большом напряжении, после чего постепенно уменьшать ее. Нужно добиться максимально чистого разреза, так как при слишком большом напряжении или при маленькой скорости резки на заготовке может появиться окалина.
Горелку нужно располагать как можно ближе к краю заготовки. Как только режущая дуга будет зажжена, то нужно начинать движение, причем, сама дуга должна быть направлена под прямым углом к листу. Признаком качественного разреза являются искры с обратной стороны металла – это будет означать, что материал прорезан насквозь. Если требуется выполнить строжку плазменной дугой, то это будет возможно, только если средний угол наклона горелки будет составлять 40 градусов. Длина горящей плазменной дуги в начале строжки должна быть минимальной, но ее можно увеличить в процессе работы.
Для выполнения отверстия также потребуется перевести начальное положение аппарата таким образом, чтобы угол наклона составлял 40 градусов. После запуска режущей дуги останется повернуть горелку так, чтобы угол составил 90 градусов. Дуга без проблем расплавит металл, но только при условии, что толщина заготовки не превышает предельно допустимой толщины, которая прописывается в аппарате устройства.
Как выбрать аппарат плазменной резки металла
При выборе аппарата плазменной резки металла обратите внимание на следующие показатели: выходная и входная мощности, размер наконечника и скорость работы.
Выходная мощность оборудования подбирается в соответствии с тем, какой толщины будет заготовка и из какого материала она будет изготовлена. Выбор размера наконечника тоже зависит от материала. Например, устройство, которое работает на мощности 27 А при 90 разрежет заготовку с толщиной около 12 мм. Для более толстых заготовок потребуется использовать уже более мощные устройства.
На скорость резки станка нужно обращать внимание только тогда, когда предстоит массовое производство. Некоторые устройства могут обрабатывать заготовку с одними и теми же параметрами с разницей в 4 минуты. Показатель скорости измеряется сантиметрами в минуту.
Некоторые устройства могут обрабатывать заготовку с одними и теми же параметрами с разницей в 4 минуты. Показатель скорости измеряется сантиметрами в минуту.
Чтобы определить входную мощностью, которой будет достаточно для работы устройства, потребуется проверить первичное напряжения и допустимую для аппарата силу тока. Существуют универсальные аппараты, которые способны работать при любом напряжении и при любой силе тока, но и цена их будет выше.
Особенность таких устройств в том, что они через некоторое время начинают перегреваться, из-за чего в работе нужно делать перерыв. Например, при показателе в 70%, только три из десяти минут устройство должно будет находиться в режиме простоя.
У аппарата плазменной резки могут быть дополнительные элементы, позволяющие держать его на расстоянии от заготовки. Плазменные горелки могут изготовляться из разных материалов, рекомендуется остановиться на горелках с эпоксидным соплом, которые прочнее керамических. Также обращать внимание нужно на режим температур – предпочтительным считается порог в 40 градусов и выше.
К оглавлению
особенности, компоненты систем, варианты резки
Плазменный раскрой металла – один из самых востребованных на сегодняшний день методов резки металлических листов. Это стало возможно благодаря тому, что именно плазменная резка позволяет получить высокое качество реза, производительность, низкие эксплуатационные затраты и универсальность. Плазменный раскрой металла представляет собой сложный технологический процесс. Поток плазмообразуещого газа локально выдувает частицы металла в месте среза. Электрическая дуга, горящая между деталью и плазмотроном, оказывает воздействие и образует плазму при постоянной подаче плазменного газа.
Что такое плазма?
Плазма является четвертым состоянием вещества. Обычно на ум приходят всего три состояния вещества: твердое, жидкое и газообразное. Для такого распространенного вещества как вода, эти три состояния: лед, вода и пар.
Обычно на ум приходят всего три состояния вещества: твердое, жидкое и газообразное. Для такого распространенного вещества как вода, эти три состояния: лед, вода и пар.
Разница между этими состояниями связана с их уровнями относительной энергии. При воздействии энергии в виде тепла на лед он тает и превращается в воду; дальнейшее нагревание приводит к испарению воды и образованию пара. Передача значительно большего количества энергии пару — нагрев его до температуры приблизительно 11 700 °C — приведет к разложению пара на некоторое количество составляющих его газов; при этом пар приобретет способность проводить электрический ток, то есть становится ионизированным. Такой ионизированный газ высокой температуры называется плазмой.
В системе плазменной резки для передачи энергии электропроводящему обрабатываемому материалу используется поток плазмы. Как правило, поток плазмы образуется путем подачи газа, например азота, кислорода, аргона или даже воздуха через узкое сопло под давлением. Электрический ток, генерируемый внешним источником тока, передает определенное количество энергии потоку газа, достаточное для его ионизации и перехода в состояние плазменной дуги; при этом значение температуры находится в районе 40 000 ˚F. Под воздействием плазменной дуги происходит расплавление материала заготовки и выдувание расплавленного металла; таким образом осуществляется резка обрабатываемого материала.
Компоненты систем плазменной резки
Система плазменной резки в базовой конфигурации включает в себя следующие компоненты:
- Источник тока. Источник питания постоянного тока. Напряжение холостого хода обычно находится в диапазоне от 240 до 400 В пост. тока. Выходной ток и киловатты источника определяет скорость резки и толщину материала, который способна обрабатывать система. Основная функция источника тока состоит в обеспечении достаточной энергии для поддержания плазменной дуги после ионизации.

- Контур зажигания дуги. В большинстве резаков с жидкостным охлаждением с силой тока 130 А или выше контур представляет собой высокочастотный генератор, подающий на выход переменное напряжение от 5 000 до 10 000 В с частотой 2 МГц. Это напряжение используется для создания дуги высокой интенсивности внутри резака, чтобы ионизировать газ и получить плазму. В отличие от указанной выше высокочастотной пусковой схемы, в резаках систем воздушно-плазменной резки для ионизации газа как правило используется технология движущегося электрода или контактного пуска.
- Резак. Служит держателем для расходных деталей — сопла и электрода — и обеспечивает охлаждение этих деталей газом или водой. Сопло и электрод сжимаются и поддерживают плазменную струю.
Варианты применения для резки:
- Резка под прямым углом
- Резка со скосом
- Строжка
- Резка отверстий
- Резка и строжка в труднодоступных местах
- Резка мелких деталей
- Маркировка
Отрасли промышленности и рынки включают в себя следующие:
- Сельское хозяйство
- Судостроение
- Добыча полезных ископаемых
- Энергетика
- Изготовление механических конструкций
- Металлообрабатывающие центры
- Строительное оборудование
- Восстановление автомобилей
- Художественные изделия и декоративные изделия, указатели
- Трубы и трубопроводы
- Общестроительные работы
- Строительные работы нулевого цикла
- Производство изделий общего назначения и ремонтные мастерские
Не уверены, какой процесс или метод выбрать?
При выборе метода раскроя, следует учитывать тот факт, что плазменный раскрой металла эффективен для раскроя горячекатаного проката и металлов, проводящих ток.
 Использование данного метода имеет ряд преимуществ, которые ценятся на современном производстве:
Использование данного метода имеет ряд преимуществ, которые ценятся на современном производстве:
-
во-первых, плазменный раскрой металла имеет высокие показатели экономичности. Благодаря предварительному раскрою, удается максимально эффективно использовать всю площадь металлического листа, за счет чего в несколько раз уменьшается процент отходов.
-
во-вторых, габариты стола, используемого для плазменной резки металла, составляют 2000х6000мм (в стандартном исполнении машины), что позволяет работать с достаточно крупными изделиями. А толщина обрабатываемого листа достигает 50 мм.
|
Процесс резки |
Гидроабразивная резка |
Лазерная резка |
Плазменная резка |
Кислородная резка |
Другие механические инструменты |
|
|
Традиционная плазменная технология |
Высокопро |
|||||
|
Материалы |
Диапазон материалов |
Металл, дерево, пластик, вспененный материал |
Большинство электропроводящих металлов |
Большинство электропроводящих металлов |
Низкоуглеродистая сталь |
Металл, дерево, пластик |
|
Толщина |
Диапазон |
Исторически применялась для материалов небольшой толщины, однако можно использовать для резки материалов толщиной до 1-1/4 дюйма |
Ручная резка материалов до 3 дюймов Механизированный прожиг материалов до 1-1/4 дюйма |
До 3 дюймов (низкоуглеродистая |
Диапазон значений толщины |
Обычно до 1 дюйма |
|
Качество резки |
Отличное |
Отличное качество с высокими допусками |
Хорошее качество, может требовать некоторых операций вторичной обработки |
Очень хорошее |
Качество от плохого до очень хорошего в зависимости от опытности оператора |
Очень хорошее качество, если оператор опытен и выполняет резку на низких скоростях |
|
Производи |
от низкой до высокой в зависимости от материала |
Высокая производительность на материалах небольшой толщины |
Средняя |
От средней до высокой в зависимости от толщины материала |
Низкая, но ее можно повысить, используя одновременно несколько резаков |
Низкая |
|
Скорость |
от низкой до высокой в зависимости от материала |
Высокие скорости резки для материалов небольшой толщины, небольшие скорости резки для материалов большой толщины |
Средняя |
Высокие скорости резки |
Низкие скорости резки, можно использовать несколько резаков для повышения производительности |
Низкие скорости резки |
|
Вторичная обработка |
|
|
Иногда необходимо шлифование |
Периодически требуется снятие окалины |
Почти всегда необходимо шлифование и снятие оксидов на поверхности |
Почти всегда необходимо опиловка или шлифование |
|
Эксплуатационные затраты |
$$$ |
$$$ (Более высокие затраты на лазеры CO2 ) |
$ |
$ |
$$ |
$$$$ |
|
Капитальные затраты на оборудование |
$$$ |
$$$$ |
$ |
$$$ |
$ |
$ – $$$$ |
|
Портативность |
Нет |
Нет |
Да (только в системах плазменной резки) |
Нет |
Да |
Да |
|
Зона термического воздействия |
Отсутствует |
Да |
Да |
Да |
Да |
Возможно |
Плазменная резка — Функции, преимущества и недостатки
Режущие инструменты Плазменная резка — Функции, преимущества и недостатки
Редактор: Steffen Donath
Заготовки из электропроводящих материалов разрезаются с помощью ускоренной струи горячей плазмы. Это эффективный способ резки толстого листового металла.
Связанная компания
Hypertherm также разработала систему резки X-Definition, которая предлагается с системой XPR300.Этот процесс повышает качество и функциональность плазменной резки.(Источник: Hypertherm)
Создаете ли вы произведения искусства или производите готовые детали, плазменная резка предлагает неограниченные возможности для резки алюминия, нержавеющей стали и др. Но что именно стоит за этой относительно новой технологией? Мы проясняем наиболее важные вопросы в нашем кратком обзоре с наиболее важными фактами о плазменной резке и плазменной резке.
Как работает плазменная резка
Плазменная резка — это процесс, в котором электропроводящих материалов разрезаются посредством ускоренной струи горячей плазмы . Типичными материалами, которые можно разрезать с помощью плазменной горелки, являются сталь, нержавеющая сталь, алюминий, латунь, медь и другие проводящие металлы. Плазменная резка широко используется в производстве, ремонте и реставрации автомобилей, промышленном строительстве, утилизации и утилизации . Благодаря высокой скорости и точности резки при невысокой стоимости, плазменная резка широко используется как в крупных промышленных приложениях с ЧПУ, так и в небольших хобби-компаниях, где материалы впоследствии используются для сварки.Плазменная резка — Проводящий газ с температурой до 30 000 ° C. делает плазменную резку особенной.
Основной процесс плазменной резки и сварки состоит в создании электрического канала перегретого, электрически ионизированного газа, то есть плазмы , от самого плазменного резака через обрабатываемую деталь, таким образом формируя готовую схему обратно в плазму. резак через клемму заземления . Это достигается с помощью сжатого газа (кислород, воздух, инертный газ и другие, в зависимости от разрезаемого материала), который на высокой скорости вдувается в заготовку через сфокусированное сопло. Внутри газа дуга образуется между электродом около газового сопла и самой заготовкой . Эта электрическая дуга ионизирует часть газа и создает токопроводящий плазменный канал. Когда ток от резака плазменного резака проходит через эту плазму, он выделяет тепла, достаточного для того, чтобы расплавить заготовку . В то же время большая часть высокоскоростной плазмы и сжатого газа выдувает горячий расплавленный металл, разделяя заготовку.
Внутри газа дуга образуется между электродом около газового сопла и самой заготовкой . Эта электрическая дуга ионизирует часть газа и создает токопроводящий плазменный канал. Когда ток от резака плазменного резака проходит через эту плазму, он выделяет тепла, достаточного для того, чтобы расплавить заготовку . В то же время большая часть высокоскоростной плазмы и сжатого газа выдувает горячий расплавленный металл, разделяя заготовку.
Плазменная резка — эффективный способ резки тонких и толстых материалов. Ручные резаки обычно могут резать стальной лист толщиной до 38 мм , более сильные резаки с компьютерным управлением могут резать стальной лист толщиной до 150 мм . Поскольку плазменные резаки производят очень горячий и очень локализованный «конус» для резки, они очень полезны для резки и сварки листов изогнутой или угловой формы.
Преимущества и недостатки плазменной резки
Преимущества:
- работа одной или нескольких горелок в зависимости от серии
- резка всех электропроводящих материалов
- резка высоколегированной стали и алюминиевых материалов средней и большой толщины
- отличная производительность на малых и средних толщина низкоуглеродистой стали
- резка высокопрочной конструкционной стали с меньшим тепловложением
- высокие скорости резания (до 10 раз выше, чем у кислородного топлива)
- любая обработка высококачественных заготовок на средние и толстые листовой металл
- плазменная резка гарантирует автоматизацию
- плазменная резка под водой позволяет очень низкое тепловое воздействие и низкий уровень шума на рабочем месте
Недостатки:
- ограничение использования до 160 мм (180 мм) для сухой резки и 120 мм для подводной резки
- 9 0055 относительно высокое энергопотребление
- лазеры предлагают еще более высокое качество резки
- дороже, чем системы кислородно-ацетиленовой резки
- возможно развитие шума при сухой резке
Применения плазменной резки
Ручные плазменные резаки обычно используются мастерскими для обработки тонкого металла, заводского обслуживания, сельскохозяйственного обслуживания, сварочных ремонтных центров, сервисных центров по металлу (лом, сварка и демонтаж), строительных работ (например. грамм. здания и мосты), торговое судостроение, производство прицепов, ремонт автомобилей и произведений искусства (изготовление и сварка).
грамм. здания и мосты), торговое судостроение, производство прицепов, ремонт автомобилей и произведений искусства (изготовление и сварка).
Резка мягкой стали с Flash 101.
(Источник: Kjellberg)
Механизированные плазменные резаки обычно намного больше, чем ручные плазменные резаки, и используются вместе со столами для резки. Механизированные плазменные резаки могут быть интегрированы в систему вырубки, лазерной или роботизированной резки.Размер механизированного плазменного резака зависит от используемого стола и портала. Этими системами нелегко маневрировать, поэтому перед установкой следует рассмотреть все их компоненты вместе с компоновкой системы.
Между тем производители также предлагают комбинированные устройства, подходящие как для плазменной резки, так и для сварки. В промышленном секторе существует практическое правило: чем сложнее требования к плазменной резке, тем выше затраты.
Когда были разработаны первые устройства плазменной резки?
Плазменная резка возникла из плазменной сварки в 1960-х годах и превратилась в очень продуктивный процесс резки листового металла в 1980-х годах .По сравнению с традиционной резкой «металл против металла» при плазменной резке не образуется металлическая стружка, а обеспечивается точная резка. Первые устройства плазменной резки были большими, медленными и дорогими. Поэтому они в основном использовались для повторения схем раскроя в режиме массового производства. Как и в случае с другими станками, технология CNC (Computer Numerical Control) использовалась в установке плазменной резки с конца 1980-х по 1990-е годы . Благодаря технологии ЧПУ, плазменные резаки получили большую гибкость при резке различных форм на основе серии различных инструкций, запрограммированных в числовом управлении станка .Однако станки плазменной резки с ЧПУ обычно ограничивались вырезанием шаблонов и деталей из плоских стальных листов только с двумя осями движения.
За последние десять лет производители различных устройств плазменной резки разработали полностью новых моделей с меньшим соплом и более тонкой плазменной дугой . Это обеспечивает лазерную точность на кромках плазменной резки. Несколько производителей используют комбинированное устройство управления точностью с ЧПУ с этими горелками для производства деталей, которые требуют незначительной доработки или не требуют ее вообще , что упрощает другие процессы, такие как сварка.
Что такое термическое разделение?
Термин «термическое разделение» используется как обобщающий термин для процессов, в которых материалы разрезаются или формируются под действием тепла с или без резания потока кислорода таким образом, что при дальнейшей обработке не требуется переделка. Три основных процесса: Газокислородная, плазменная и лазерная резка .
Плазменная горелка со скосом.
(Источник: Lind)
Кислородная резка
Когда углеводороды окисляются, они выделяют тепло.Как и в случае с другими процессами сжигания, газокислородная резка не требует дорогостоящего оборудования, источник энергии легко транспортировать, и для большинства процессов не требуется ни электричества, ни охлаждающей воды. Обычно достаточно горелки и баллона с топливным газом. Газокислородная резка является преобладающим процессом для резки тяжелой, нелегированной и низколегированной стали , а также используется для подготовки материала для последующей сварки . После того, как собственное пламя довело материал до температуры воспламенения, включается струя кислорода, которая вызывает горение материала.Как быстро достигается температура воспламенения, зависит от топливного газа. Скорость правильной резки зависит от чистоты кислорода и скорости струи газообразного кислорода. Кислород высокой чистоты, оптимизированная конструкция сопла и правильный топливный газ гарантируют высокую производительность и минимизируют общие производственные затраты.
Плазменная резка
Плазменная резка была разработана в 1950-х годах для резки металлов, которые нельзя было обжигать (например, нержавеющих сталей, алюминия и меди). При плазменной резке газ в сопле ионизируется и фокусируется благодаря специальной конструкции сопла.Только с помощью этого потока горячей плазмы можно резать такие материалы, как пластмассы (без перенесенной дуги). В случае металлических материалов плазменная резка также зажигает дугу между электродом и заготовкой для увеличения передачи энергии. Очень узкое отверстие сопла фокусирует дугу и плазменный ток. Дополнительную перевязку разрядного тракта можно обеспечить вторичным газом (защитным газом). Выбор правильной комбинации плазма / защитный газ может значительно снизить общие производственные затраты.
Лазерная резка
Система Autorex от Esab — первый шаг к автоматизации плазменной резки. Его можно легко интегрировать в существующие производственные линии.
(Источник: Esab Cutting Systems)
Лазерная резка — это новейшая технология термической резки, которая была разработана после плазменной резки. Лазерный луч генерируется в резонаторной полости системы лазерной резки. Хотя расход газа в резонаторе невелик, его чистота и правильный состав имеют решающее значение.Специальные газы для резонатора защищают устройства от цилиндра в полость резонатора и оптимизируют производительность резки. Для резки и сварки лазерный луч направляется от резонатора к режущей головке через систему пути луча. Убедитесь, что в системе нет растворителей, частиц и паров. Особенно для высокопроизводительных систем (> 4 кВт) рекомендуется азот из жидкого источника. При лазерной резке кислород или азот могут использоваться в качестве режущего газа. Кислород используется для нелегированной и низколегированной стали , хотя процесс аналогичен газокислородной резке.Здесь также важную роль играет чистота кислорода. Азот используется для нержавеющей стали, алюминия и никелевых сплавов для достижения чистой кромки и сохранения критических свойств основного материала.
Впрыск воды для плазменной резки и сварки
Вода используется в качестве охлаждающей жидкости во многих промышленных процессах, которые вызывают высокие температуры в процессе. То же самое и с впрыском воды при плазменной резке. Вода впрыскивается через инжектор в плазменную дугу аппарата плазменной резки.Плазменная дуга обычно возникает, когда в качестве плазменного газа используется азот, как в случае с большинством аппаратов плазменной резки. Как только вода впрыскивается в плазменную дугу , это приводит к высокому сужению . В этом особом процессе температура значительно повышается до 30 000 ° C и выше . Если сравнить упомянутые выше преимущества процесса с традиционной плазмой, можно увидеть, что качество резки и прямоугольность реза значительно улучшаются, и материалы идеально подготовлены для сварки.Помимо улучшения качества резки во время плазменной резки, можно также наблюдать увеличение скорости резки, снижение риска двойной кривизны и уменьшение эрозии сопла .
Плазменная резка с повышенным сужающим эффектом
Вихревой газ часто используется в индустрии плазменной резки для достижения лучшего удержания плазменного столба и более стабильной дуги сужения. По мере увеличения количества вихрей входящего газа центробежная сила перемещает точку максимального давления к краю камеры повышенного давления, а точку минимального давления намного ближе к оси.Разница между максимальным и минимальным давлением увеличивается с увеличением количества завихрений. Большой перепад давления в радиальном направлении сужает дугу и приводит к высокой плотности тока и омному нагреву вблизи оси.
Это приводит к значительно более высокой температуре возле катода . Следует отметить, что закручивающий газ ускоряет эрозию катода по двум причинам: увеличение давления в камере и изменение структуры потока около катода .Также следует учитывать, что газ с большим числом закрутки увеличивает составляющую скорости закрутки в точке резания в соответствии с сохранением углового момента. Предполагается, что это вызывает разные углы у левой и правой кромок пропила.
Предполагается, что это вызывает разные углы у левой и правой кромок пропила.
А теперь ваша очередь!
Оставьте отзыв об этой статье. Какие вопросы остаются открытыми, какие аспекты вас интересуют? Ваши комментарии помогут нам стать лучше!
(ID: 45939723)
| Вам нужен режущий инструмент для периодических работ по ремонту и техническому обслуживанию? Вы недавно приступили к реализации нового проекта, требующего больших объемов резки? Или вы ищете новую альтернативу вашей нынешней механической пиле? Все эти сценарии дают веские причины для исследования плазменной резки.Стоимость оборудования снижается, рынок наводняется портативными станками меньшего размера, а технологии предлагают большие преимущества и более простое использование — возможно, пришло время серьезно взглянуть на плазму для ваших приложений резки. Преимущества плазменной резки включают простоту использования, более высокое качество резки и более высокую скорость перемещения. Что такое технология плазменной резки? Проще говоря, плазменная резка — это процесс, в котором используется высокоскоростная струя ионизированного газа, которая выходит из сужающего отверстия.Ионизированный газ с высокой скоростью, то есть плазма, проводит электричество от горелки плазменного резака к заготовке. Плазма нагревает заготовку, плавя материал. Высокоскоростной поток ионизированного газа механически выдувает расплавленный металл, разрывая материал. Чем плазменная резка отличается от газокислородной резки? Плазменная резка может выполняться на любом типе проводящего металла — например, на мягкой стали, алюминии и нержавеющей стали.Низкоуглеродистая сталь позволяет операторам резать быстрее и толще, чем сплавы. Кислородное топливо режет металл путем сжигания или окисления. Поэтому он ограничен сталью и другими черными металлами, которые поддерживают процесс окисления. Хотя для плазменной резки можно использовать разные газы, сегодня большинство людей используют сжатый воздух для плазменного газа. В большинстве цехов сжатый воздух легко доступен, поэтому для работы плазмы не требуется топливный газ и сжатый кислород. Плазменная резка обычно легче освоить новичку, а для более тонких материалов плазменная резка выполняется намного быстрее, чем кислородная резка. Однако для тяжелых стальных профилей (1 дюйм и более) кислородное топливо по-прежнему является предпочтительным, поскольку кислородное топливо обычно работает быстрее, а для более тяжелых листов требуются источники питания очень высокой мощности для приложений плазменной резки. |
 Такие металлы, как алюминий и нержавеющая сталь, образуют оксид, который препятствует дальнейшему окислению, что делает невозможным обычную газокислородную резку. Плазменная резка, однако, не зависит от окисления, поэтому она может резать алюминий, нержавеющую сталь и любые другие проводящие материалы.
Такие металлы, как алюминий и нержавеющая сталь, образуют оксид, который препятствует дальнейшему окислению, что делает невозможным обычную газокислородную резку. Плазменная резка, однако, не зависит от окисления, поэтому она может резать алюминий, нержавеющую сталь и любые другие проводящие материалы.Что такое плазменная резка
Станок для плазменной резки, вырезающий внутренние части металлической детали.Изображение предоставлено: портретные изображения в Азии от Nonwarit / Shutterstock.com
Плазменно-дуговая резка, также называемая плазменной резкой плавлением или плазменной резкой, представляет собой производственный процесс, в котором используется перегретый ионизированный газ, проходящий через плазменную горелку для нагрева, плавления и, в конечном итоге, резки электропроводящего материала на индивидуальные формы и конструкции.Этот процесс подходит для широкого спектра металлических материалов, включая конструкционную сталь, легированную сталь, алюминий и медь, и позволяет резать материалы толщиной от 0,5 мм до 180 мм.
Процесс плазменной резки часто представляется как альтернатива лазерной резке, гидроабразивной резке и газокислородной резке и предлагает определенные преимущества по сравнению с этими вариантами, включая более быстрое время резки и более низкие начальные инвестиции и эксплуатационные расходы. Хотя плазменная резка демонстрирует некоторые преимущества по сравнению с этими другими процессами резки, ее использование в некоторых производственных приложениях может быть проблематичным, например, при резке непроводящего материала.
Хотя плазменная резка демонстрирует некоторые преимущества по сравнению с этими другими процессами резки, ее использование в некоторых производственных приложениях может быть проблематичным, например, при резке непроводящего материала.
Хотя каждый процесс резки имеет свои преимущества и недостатки, в этой статье основное внимание уделяется плазменной резке, излагаются основы процесса плазменной резки, а также необходимые компоненты и механизмы установки плазменной резки. Кроме того, в статье рассматриваются различные варианты плазменной резки и предлагаются альтернативы процессам плазменной резки.
Что такое плазма?
Три наиболее часто упоминаемых состояния вещества — твердое, жидкое и газообразное. Плазма, однако, часто упоминается как четвертое состояние материи и технически является наиболее часто встречающимся состоянием — по объему и массе, — поскольку она встречается повсюду и за пределами галактики (например,г., в центрах звезд и в виде молнии).
Плазма возникает, когда к газу добавляется дополнительная энергия, которая позволяет молекулам газа двигаться быстрее и сталкиваться с большей силой. Столкновения между молекулами позволяют молекулам разделиться на составляющие их атомы, а эти отдельные атомы отделяются от электронов своей внешней оболочки, образуя ионы. По мере того, как все больше атомов теряют свои электроны, газ достигает критической точки, когда количество атомов, теряющих электроны, и количество атомов, принимающих свободные электроны, достигают баланса.В этот момент ионизированный газ становится плазмой.
Плазма, обычно встречающаяся в астрофизической сфере, естественным образом встречается в звездах, а также в межпланетных, межзвездных и межгалактических средах. В земном царстве это происходит только в виде редких явлений, таких как молния или полярные сияния. Однако его можно создать искусственно путем перегрева газа или воздействия на газ сильного электромагнитного поля до тех пор, пока газ не станет ионизированным и не будет иметь высокую электропроводность. Этот искусственно созданный ионизированный газ используется в машинах плазменной резки и в процессе плазменной резки для резки электропроводящего материала.
Этот искусственно созданный ионизированный газ используется в машинах плазменной резки и в процессе плазменной резки для резки электропроводящего материала.
Изображение предоставлено: John Wollwerth / Shutterstock.com
Процесс плазменной резки
Процесс плазменной резки представляет собой термический процесс изготовления, в котором используется суженная, перенесенная плазменная дуга для резки широкого спектра металлов, включая конструкционную сталь, легированную сталь, алюминий и медь. Хотя доступно несколько вариантов, основные принципы процесса и необходимые компоненты остаются неизменными для всех.Первичный процесс плазменной резки включает следующие этапы:
- Зажигание вспомогательной дуги
- Генерация основной дуги
- Отопление и плавление локализованное
- выброс материала
- движение дуги
Зажигание пилотной дуги
Процесс начинается с команды запуска, побуждающей источник питания генерировать до 400 В постоянного тока напряжения холостого хода — i.например, напряжение холостого хода — и инициирование потока сжатого плазменного газа в узел плазмотрона, который содержит электрод и плазменное сопло. Как показано на схеме инициирования пилотной дуги на рис. 1 выше, источник питания также прикладывает отрицательное напряжение к электроду, устанавливая его в качестве катода цепи пилотной дуги, и замыкает нормально разомкнутые контакты цепи сопла, помещая временное положительное напряжение на сопле, которое затем служит анодом цепи вспомогательной дуги.Затем консоль зажигания дуги (ACS) создает высокочастотный потенциал высокого напряжения между электродом и соплом, который генерирует высокочастотную искру. Искра ионизирует плазменный газ, позволяя ему стать электропроводным и создавать путь тока с низким сопротивлением между электродом и соплом. Вдоль этого пути тока образуется начальная дуга с низким энергопотреблением, т. Е. Вспомогательная дуга, когда энергия течет и разряжается между двумя компонентами.
Вдоль этого пути тока образуется начальная дуга с низким энергопотреблением, т. Е. Вспомогательная дуга, когда энергия течет и разряжается между двумя компонентами.
Генерация основной дуги
После инициирования вспомогательная дуга выходит вместе с плазменным газом через отверстие сопла к заземленной электропроводящей заготовке, которая частично ионизирует область между ними и формирует новый путь тока с низким сопротивлением.Поскольку поток газа заставляет пилотную дугу выходить дальше через отверстие, дуга в конечном итоге входит в контакт и передается на заготовку. Как проиллюстрировано на схеме Генерация основной дуги на Рисунке 1 выше, этот перенос дуги создает основную дугу, т. Е. Плазменную дугу, которая выполняет фактическую операцию резки, и делает заготовку частью вновь созданной цепи основной дуги. вместе с электродом. Перенос дуги также побуждает источник питания повторно размыкать нормально открытые контакты сопла, удаляя сопло из цепи вспомогательной дуги, а основную дугу увеличивать до оптимальной силы тока резки.
Локальное отопление и плавление
Сопло сужает ионизированный газ и основную дугу, когда они проходят через отверстие сопла, увеличивая плотность энергии и скорость плазмы. Машины плазменной резки производят плазму с температурой до 20 000 ° C, которая движется к заготовке со скоростью до трех раз быстрее звука. Эта тепловая и кинетическая энергия используется для операции резания.
В процессе плазменной резки используется метод резки расплавлением и выдуванием, при котором происходит нагрев, плавление и испарение определенной области детали.Когда плазма ударяется о поверхность заготовки, материал заготовки поглощает тепловую энергию дуги и плазменного газа, увеличивая внутреннюю энергию и выделяя тепло, которое ослабляет материал и позволяет удалить его для получения желаемых разрезов.
Выброс материала
Ослабленный материал детали выталкивается из пропила — на ширину удаляемого материала и разрезаемого продукта — за счет кинетической энергии используемого плазменного газа. Оптимальный поток плазменного газа определяется током и соплом, при этом слишком низкие или слишком высокие уровни потока плазмы приводят к менее точным резкам и отказу компонентов.
Оптимальный поток плазменного газа определяется током и соплом, при этом слишком низкие или слишком высокие уровни потока плазмы приводят к менее точным резкам и отказу компонентов.
Дуговый механизм
После начала локального нагрева, плавления и испарения заготовки плазменная дуга вручную или автоматически перемещается по поверхности заготовки, чтобы произвести полный рез. В случае ручных систем плазменной резки оператор вручную запускает процесс и перемещает резак по поверхности для создания желаемых разрезов. Для автоматизированных систем плазменной резки машина запрограммирована на перемещение головки резака с оптимальной скоростью для обеспечения точных и точных разрезов.
Ручной плазменный резак для резки.Изображение предоставлено: Игорь В. Подкопаев / Shutterstock.com
Варианты процесса плазменной резки
Основные принципы процесса плазменной резки остаются неизменными для различных доступных вариантов. Тем не менее, каждый вариант процесса обеспечивает определенные преимущества в отношении производственных приложений на основе разрезаемого материала и его свойств, выходной мощности и конкретных требований приложения.Варианты обычно различаются в зависимости от их системы охлаждения, типа плазменного газа, конструкции электрода и типа используемой плазмы.
Некоторые из доступных вариантов плазменной резки:
- Стандартная (или обычная) плазменная резка
- Плазменная резка с использованием вторичной среды
- Плазменная резка с впрыском воды
Стандартная (или обычная) плазменная резка
При традиционной плазменной резке оборудование для плазменной резки включает в себя узел плазменной горелки, в котором используется один плазменный газ, который используется как в качестве газа для зажигания, так и в качестве газа для резки.Обычно в стандартном процессе используется азот, кислород или смесь водорода с аргоном. Сжатие плазменной дуги и газа осуществляется только соплом без помощи какой-либо вторичной среды.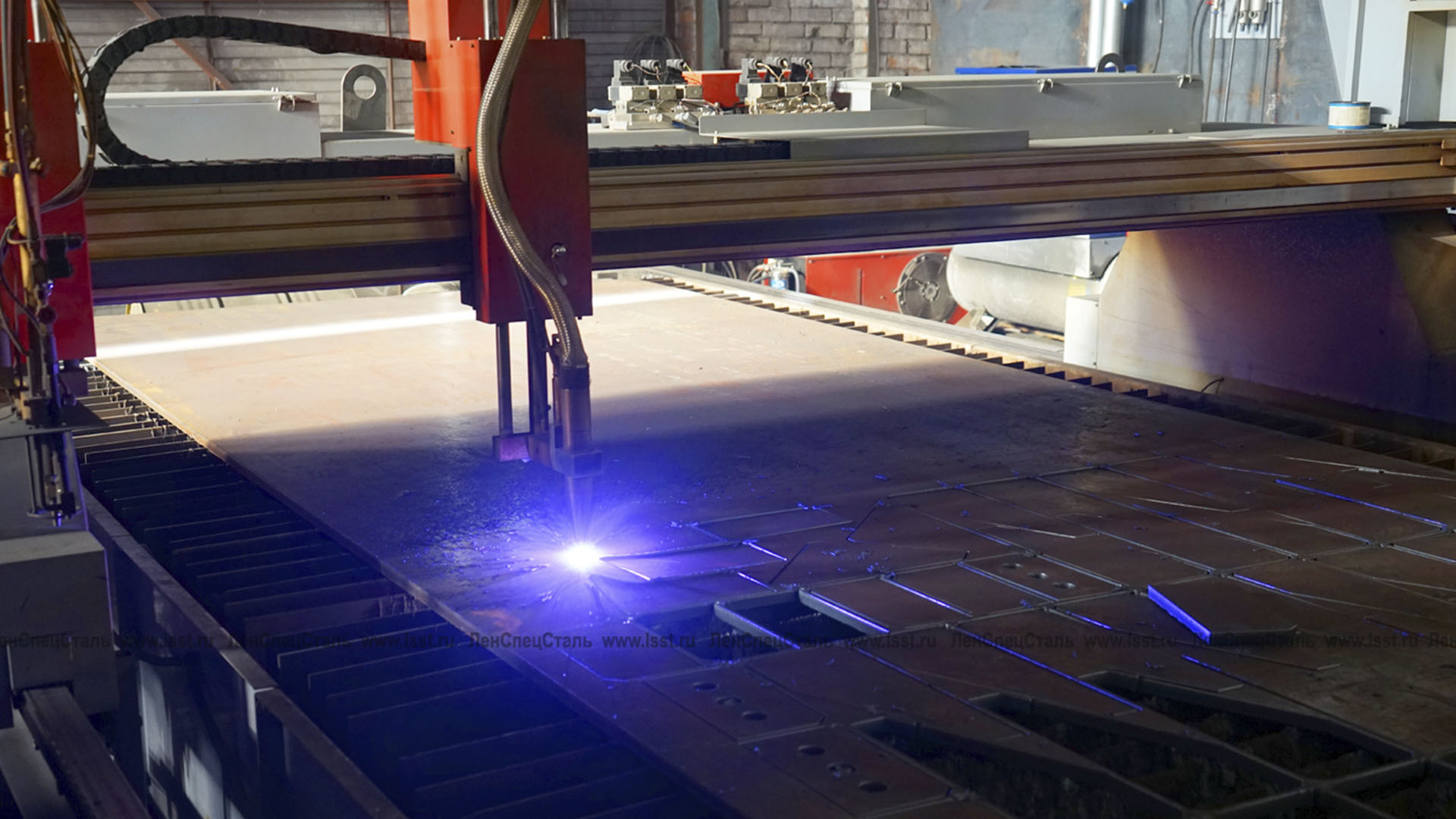 В качестве охлаждающей жидкости для плазмотрона можно использовать воду или воздух.
В качестве охлаждающей жидкости для плазмотрона можно использовать воду или воздух.
Плазменно-дуговая резка со вторичной средой
Для плазменной резки, в которой используется вторичная среда, дополнительная среда, то есть вода или газ, закачивается в плазменный резак для дальнейшего сужения плазменной дуги и получения определенных характеристик для конкретного применения резки.
Введение вторичного газа в процесс плазменной резки может повысить удельную мощность, качество резки и скорость резки. Кроме того, вторичный газ может уменьшить повреждение системы и риск возникновения двойной дуги, а также продлить срок службы расходных деталей резака. Этот вид плазменной резки подходит для металлических листов толщиной до 75 мм.
Некоторые из наиболее распространенных комбинаций вторичного газа включают:
- воздух, кислород и азот для резки стали
- азот, аргон-H 2 и CO 2 для резки нержавеющей стали
- аргон-H 2 , азот и CO 2 для резки алюминия
Добавление воды в процесс плазменной резки позволяет получать поверхности заготовок с более высокой отражательной способностью.Вода действует как барьер или экран во время процесса резки, поскольку она перекачивается в плазменный резак, разряжается и испаряется плазменной дугой. Этот вид плазменной резки подходит для алюминия и высоколегированных сталей толщиной до 50 мм.
Плазменно-дуговая резка с впрыском воды
В процессе плазменной резки с впрыском воды также используется вода. В плазменную горелку впрыскивается вода, которая дополнительно сужает плазменную дугу. В отличие от плазменной резки с использованием вторичной среды, большая часть воды остается неиспаренной и вместо этого действует как охлаждающая жидкость для компонентов плазменной горелки и заготовки.Охлаждающий эффект воды позволяет уменьшить деформацию материала, повысить качество резки и увеличить срок службы расходных деталей резака. Этот тип плазменной резки подходит для использования с машинами для подводной плазменной резки металлов толщиной от 3 до 75 мм.
Этот тип плазменной резки подходит для использования с машинами для подводной плазменной резки металлов толщиной от 3 до 75 мм.
Другие варианты
Другие варианты плазменной резки включают:
- Плазменная резка с повышенной перетяжкой
- Подводная плазменная резка
- Плазменная строжка
- Плазменная маркировка
В отличие от ранее упомянутых вариантов, увеличенное сужение плазменной дуги достигается за счет использования специальных сопел, которые обеспечивают определенные возможности, такие как вращение плазменного газа или регулировка сопла во время процесса резки.
Подводная плазменная резка выполняется на глубине от 60 до 100 мм под водой, что позволяет снизить уровень шума, пыли и загрязнения воздуха, но требует больше энергии и времени резки, чем плазменная резка при атмосферном давлении.
Плазменная строжка и плазменная маркировка — это процессы, при которых обычно не прорезают заготовку; При плазменной строжке удаляется только поверхностный материал детали, чтобы получить более гладкую поверхность, а плазменная маркировка оставляет следы на поверхности готовых компонентов.
Процесс плазменной резки предлагает множество вариантов, которые подходят для широкого спектра производственных приложений. Пригодность каждого варианта зависит от технических характеристик и требований режущего инструмента.
Машина для плазменной резки
В то время как в процессе лазерной резки используются станки для лазерной резки, а в процессе / услугах гидроабразивной резки используется оборудование для гидроабразивной резки с водой под давлением и абразивными материалами, в процессе плазменной резки используется оборудование плазменной резки для получения желаемых разрезов на заготовке.Машины плазменной резки различаются от модели к модели, приложения и приложения с настройками от простых (например, ручные резаки, подключенные к источнику питания) до сложных (например, программируемые и автоматизированные станки с ЧПУ). В базовую комплектацию этих машин для плазменной резки входят источник питания для плазменной резки, пульт зажигания дуги, узел горелки, подача газа, система охлаждения и электропроводящая деталь.
В базовую комплектацию этих машин для плазменной резки входят источник питания для плазменной резки, пульт зажигания дуги, узел горелки, подача газа, система охлаждения и электропроводящая деталь.
Источник питания: Источник питания обеспечивает энергию для инициирования вспомогательной дуги и поддержания основной дуги на протяжении всего процесса плазменной резки.Как правило, они имеют высокое напряжение без нагрузки (т. Е. Напряжение холостого хода) в диапазоне от 240 В до 400 В постоянного тока для создания вспомогательной дуги, но требуют только 50–60 В постоянного тока для поддержания основной дуги после ее образования.
Консоль зажигания дуги (ACS): ACS производит начальную искру, которая инициирует цепь вспомогательной дуги.
Используемые газы и среды: Плазменные газы подразделяются на газы зажигания (зажигает плазменную дугу), режущие газы (используются с плазменной дугой во время процесса резки) и вторичные газы (сужают и охлаждают плазменную дугу).Используемые газы могут быть инертными, реактивными или смесью двух предыдущих типов. Вода также используется в качестве вторичной среды во время процесса резки.
Узел горелки: Узел горелки и детали включают электрод и сопло, подключен к источнику питания и использует плазменный и режущий газ для инициирования и выполнения операции плазменной резки.
Система охлаждения: Система охлаждения охлаждает компоненты узла резака и заготовку, продлевая срок службы расходных деталей.Система может иметь водяное или газовое охлаждение.
Заготовка: Заготовка — это обрабатываемый материал. Для плазменной резки материал должен быть электропроводным, поскольку заготовка служит компонентом основной цепи дуги.
Другие варианты установок для плазменной резки включают столы для резки, оборудование для борьбы с загрязнением воздуха и подвесные путевые системы. Режущий стол служит рабочей поверхностью для резки заготовки, а оборудование управления — средством удаления выбросов, образующихся в процессе резки.В автоматах для резки резак подвешен наверху на рельсовой системе, чтобы обеспечить перемещение по поверхности заготовки.
Режущий стол служит рабочей поверхностью для резки заготовки, а оборудование управления — средством удаления выбросов, образующихся в процессе резки.В автоматах для резки резак подвешен наверху на рельсовой системе, чтобы обеспечить перемещение по поверхности заготовки.
Изображение предоставлено: Nordroden / Shutterstock.com
Материальные аспекты
Поскольку в процессе плазменной резки используются переносимые плазменные дуги, его использование ограничивается резкой только материалов, которые являются электропроводными. Однако он подходит для широкого спектра металлов, в том числе:
- Конструкционная сталь
- Сталь нелегированная, низколегированная и высоколегированная
- Алюминий
- Металлические плакированные пластины
Плазменная резка также может использоваться для обработки таких материалов, как медь, латунь, титан и чугун, хотя некоторые из их температур плавления могут оказаться проблематичными для получения высококачественной резки кромки.В зависимости от технических характеристик машины для плазменной резки и материала заготовки, процесс позволяет резать материал толщиной от 0,5 мм до 180 мм.
Альтернативные способы резания
Некоторые из преимуществ плазменной резки, продемонстрированные перед другими методами резки, включают:
- Более быстрое выполнение работ
- Более качественная резка
- Возможности для работы с более толстыми материалами
- Минимальный риск деформации материала
- Снижение затрат на оборудование и эксплуатационные расходы
Однако, несмотря на эти преимущества, он может не подходить для каждого производственного применения, а другие процессы резки могут оказаться более подходящими и рентабельными.Альтернативы плазменной резке включают газокислородную резку, гидроабразивную резку и лазерную резку.
Сводка
Выше описаны основы установки и процесса плазменной резки, различные варианты плазменной резки и некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли плазменная резка наиболее оптимальным решением для их конкретной резки. заявление.
заявление.
Чтобы получить дополнительную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для изготовления на заказ, посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- http://www.techno-isel.com
- http://www.boc-gas.co.nz/en/legacy/attachment?files=tcm:y435-68107,tcm:435-68107,tcm:35-68107
- https://www.esabna.com/us/en/education/blog/the-basics-of-plasma-cutting.cfm
- https://www.researchgate.net
- https://www.lincolnelectric.com/en-us/equipment/plasma-cutters/process-and-theory/Pages/how-a-plasma-cutter-works.aspx
- https://www.twi-global.com/technical-knowledge/job-knowledge/cutting-processes-plasma-arc-cutting-process-and-equipment-considerations-051
- http: // www.esabna.com/us/en/education/blog/what-is-plasma-cutting.cfm
- https://weldguru.com/plasma-arc-cutting/
Прочие изделия для резки
Больше от Custom Manufacturing & Fabricating
8 советов по плазменной резке для улучшения результатов
Максимально эффективное использование плазменного резака
Плазменные резакинастолько просты в использовании, что возникает соблазн вынуть новый плазменный резак из коробки и приступить к работе. Однако есть несколько приемов, которые могут повысить вашу эффективность, улучшить качество резки и продлить срок службы вашего оборудования.
Будет ли ваш плазменный резак использоваться в магазине или для домашних работ, искусства или автоспорта, использование правильных методов даст лучшие результаты.
Узнайте больше о выборе подходящего оборудования, а также о настройке и эксплуатации плазменной резки.
Основы плазменной резки
Plasma обеспечивает качественную резку, строжку и пробивку на очень высоких скоростях, что делает этот процесс подходящим для многих отраслей промышленности и приложений.
Плазменная дуговая резка — это процесс, при котором открытая дуга может быть сужена путем прохождения через небольшое сопло от электрода к заготовке.Хотя технология может показаться сложной, сам процесс очень легко освоить и выполнить.
Процесс плазменной резки может использоваться для любого типа электропроводящего металла и материалов различного размера — от тонкого алюминия до нержавеющей и углеродистой стали до нескольких дюймов, в зависимости от мощности режущего станка.
Этот процесс также имеет много преимуществ по сравнению с газокислородной резкой. Плазменная резка быстрее, цикл предварительного нагрева не требуется, ширина получаемого реза меньше, а зона термического влияния меньше, что предотвращает деформацию окружающих участков.
Помните несколько советов и передовых методов при выборе и использовании устройства плазменной резки, чтобы улучшить результаты.
Совет 1. Выберите подходящий плазменный резак
Некоторые из ключевых факторов, которые следует учитывать при выборе устройства плазменной резки, — это выходная мощность, скорость резки, входная мощность, рабочий цикл, а также вес и размер. При выборе машины подумайте о задачах, которые вы будете выполнять чаще всего.
- Выходная мощность: Необходимая выходная мощность зависит в первую очередь от толщины и типа разрезаемого материала.Миллер использует два стандарта: расчетные и строгие сокращения. Номинальная толщина резки — это толщина мягкого металла, которую оператор может вручную разрезать со скоростью 15 дюймов в минуту (IPM). Резка — это максимальная толщина, с которой может работать плазменный резак. Скорость движения ниже, и разрез может потребовать очистки.
- Скорость резания: Обычно указывается в дюймах в минуту (IPM). Машине, которая режет материал толщиной 1/2 дюйма, может потребоваться пять минут, тогда как другой машине может потребоваться одна. Скорость резки существенно влияет на время производства.
- Входная мощность: Будете ли вы всегда использовать плазменный резак в одном и том же месте или вам нужна портативность и возможность использовать различные источники питания? Выбирайте аппараты плазменной резки с различными вариантами мощности. У некоторых есть возможность переключаться с 120 вольт на 240 вольт.
- Рабочий цикл: Рабочий цикл — это время, в течение которого машина может резать в течение 10-минутного цикла без перегрева. Если рабочий цикл машины составляет 60%, машина может работать непрерывно шесть из каждых 10 минут, а затем ей необходимо охладиться в течение оставшихся четырех минут.Увеличенный рабочий цикл важен при выполнении длинных резов, в приложениях с высокой производительностью или при использовании станка в жарких условиях.
- Вес и размер: Если вам нужна портативность, доступно множество портативных устройств, которые весят менее 45 фунтов. Miller® Spectrum® 375 X-TREME ™ обеспечивает максимальную портативность, весит всего 19 фунтов.
Совет 2: Прочтите руководство
Внимательно прочтите руководство пользователя, чтобы ознакомиться с безопасным и правильным функционированием вашего плазменного резака.Это поможет вам оптимизировать возможности вашего плазменного резака, а также будет способствовать его безопасному использованию.
Совет 3. Обратите внимание на настройку
Закрепляйте зажим заземления только для чистки металла. При необходимости удалите ржавчину или краску, поскольку они препятствуют прохождению электрического тока.
Кроме того, поместите зажим заземления как можно ближе к разрезу или поместите зажим на саму заготовку, если это возможно. Проверьте кабели на наличие изношенных участков, ослабленных соединений или чего-либо, что может добавить ненужное сопротивление электрическому потоку.
Чтобы установить силу тока или нагрев режущего блока на надлежащий уровень, сделайте несколько практических сокращений с высокой установленной силой тока. Затем вы можете уменьшить силу тока в соответствии со скоростью вашего движения. Если сила тока слишком высока или ваша скорость движения слишком низкая, материал, который вы режете, может нагреться и накапливать окалину.
Затем вы можете уменьшить силу тока в соответствии со скоростью вашего движения. Если сила тока слишком высока или ваша скорость движения слишком низкая, материал, который вы режете, может нагреться и накапливать окалину.
Совет 4. Проследите путь перед резкой
Не нажимая на курок, проследите путь, который вы планируете разрезать. При выполнении длинных разрезов попрактикуйтесь в движениях, прежде чем нажимать на спусковой крючок, чтобы убедиться, что у вас достаточно свободы движений для выполнения одного непрерывного разреза.Остановка и повторный запуск в том же месте трудны и обычно создают неровности на кромке реза.
Вы также можете сделать пробный надрез из того же материала, с которым вы будете работать. Это помогает убедиться, что вы используете правильные настройки и скорость движения.
Совет 5: Используйте правильную технику
Используйте не режущую руку как опору для другой руки. Это стабилизирует вашу режущую руку, обеспечивает свободу движений во всех направлениях и помогает поддерживать постоянный зазор от 1/16 дюйма до 1/8 дюйма.Учтите, что большинству людей легче притянуть фонарик к телу, чем оттолкнуть его.
Использование зазора от 1/16 до 1/8 дюйма увеличивает режущую способность небольших станков и продлевает срок службы расходных деталей.
Используйте защитный экран, если он есть на вашей машине. Это позволяет поставить резак на заготовку, сохраняя при этом оптимальное расстояние, не касаясь наконечником металла, что отрицательно скажется на качестве резки и сроке службы расходных деталей.
Начните резку, поместив резак как можно ближе к краю основного металла.Нажмите на спусковой крючок, чтобы запустить предварительную подачу воздуха; загорится пилотная дуга, а за ней — режущая дуга. Как только зажгется режущая дуга, медленно перемещайте резак по металлу. Отрегулируйте скорость так, чтобы режущие искры выходили из нижней части металла. В конце реза слегка наклоните резак к концу реза или ненадолго остановитесь, чтобы полностью закончить рез. Подача воздуха после отпускания будет продолжаться в течение короткого периода после отпускания спускового крючка для охлаждения резака и расходных деталей.
Подача воздуха после отпускания будет продолжаться в течение короткого периода после отпускания спускового крючка для охлаждения резака и расходных деталей.
Совет 6. Проверьте расходные материалы
Если наконечник или электрод изношены или повреждены, качество резки ухудшится, поэтому регулярно проверяйте расходные детали.Если отверстие для наконечника станет неправильным и / или покроется брызгами, выбросьте его. Если на кончике электрода образовалась ямка, выбросьте его.
Расходные детали изнашиваются при каждой резке, но такие факторы, как влажность в подаваемом воздухе, резка слишком толстых материалов или плохая техника, увеличивают износ расходных деталей. Лучше всего заменять наконечник и электрод вместе для получения оптимального качества резки.
Не перетягивайте крышку, удерживающую расходные детали. Детали внутри действительно должны сдвинуться (разделиться), чтобы образовалась дуга, поэтому затягивайте чашку только пальцами.
Совет 7. Следите за скоростью движения
Чем выше скорость вашего движения (особенно по алюминию), тем чище будет ваш срез. При резке более толстого материала установите машину на полную мощность и измените скорость движения. На более тонком материале уменьшите силу тока и используйте наконечник с меньшей силой тока для обеспечения узкого пропила.
При правильной скорости движения дуга должна выходить из материала под углом от 15 до 20 градусов, противоположным направлению движения. Если он идет прямо вниз, значит, вы двигаетесь слишком медленно.Если он разбрызгивается, это означает, что вы двигаетесь слишком быстро.
Движение с правильной скоростью и использование нужного количества тепла даст очень чистый рез с меньшим количеством окалины на дне пропила, а также с небольшим искажением металла или без него.
Совет 8: Соблюдайте правила техники безопасности
Надлежащая безопасность плазмы требует защиты открытых участков кожи. Вам понадобятся сварочные перчатки и сварочная куртка или другая огнестойкая одежда. Застегните манжеты, карманы и воротник рубашки, чтобы на них не попадали искры.
Застегните манжеты, карманы и воротник рубашки, чтобы на них не попадали искры.
Защитите глаза линзами подходящего оттенка для плазменного резака, который вы планируете использовать. В инструкции по эксплуатации будет указан необходимый оттенок для силы тока. Вы можете использовать традиционные очки для плазменной резки / газокислородной резки или сварочный шлем с режимом резки.
При любой плазменной резке необходимо строго соблюдать правила техники безопасности.
Оптимизация плазменной резки
При правильном использовании ваш аппарат плазменной резки обеспечит чистую качественную резку на очень высоких скоростях.Следуйте некоторым основным передовым методам, и использование правильного оборудования для работы поможет вам оптимизировать плазменную резку для получения лучших результатов, повышения производительности и снижения эксплуатационных расходов.
Какие типы металлов можно резать с помощью инструмента для плазменной резки
Плазменная резка началась с плазменной сварки 1960-х годов до эффективного и действенного метода резки проводящих металлов за пару десятилетий.Сегодня он остается популярным и мощным инструментом для производителей металла в магазинах любого размера.
Инструменты для плазменной резки позволяют резать электропроводящие металлы с высокой точностью, получая более чистый рез, чем альтернативные методы, такие как газокислородная резка. Вместо того, чтобы разрезать материал (как при любом механическом методе) или сжигать металл (как при газокислородной резке), плазменные резаки плавят металл с помощью высокоскоростного ионизированного газа. В процессе резки газ сдувает расплавленный материал от разреза, образуя относительно гладкую кромку.
Хотя кислородная резка основана на окислении, она ограничивается черными металлами (например, сталью), которые реагируют на окисление. С другой стороны, плазменная резка может применяться для более широкого спектра металлов, поскольку требуется проводимость. Металлы включают:
Металлы включают:
- Низкоуглеродистая сталь
- Нержавеющая сталь
- Алюминий
- Медь
- Латунь
- Просечно-вытяжной
Плазменная резка легче освоить и освоить, чем кислородно-ацетиленовая, и отличные результаты могут быть достигнуты, особенно на более тонких материалах.В то время как плазма все еще может работать с более толстыми материалами, превышающими 1 дюйм, более надежное оборудование и повышенные требования к электроэнергии могут сделать его более медленным и более дорогостоящим.
Выбор плазменного резака
Наиболее важные факторы при выборе оборудования для плазменной резки:
- Толщина материала: выберите устройство, способное работать с материалами, с которыми вы будете работать чаще всего.
- Долговечность: выберите проверенный бренд с отличной репутацией, например Hypertherm Powermax
- Непрерывное использование: сокращаете ли вы короткие импульсы или часы напролет? Какая скорость требуется для резки? Общие рекомендации по мощности заключаются в том, чтобы купить станок, способный обрабатывать вдвое большую толщину материала, с которым вы будете регулярно работать (например, 1 дюйм, если вы обычно режете ½ дюйма).
- Мобильность: для легких работ выберите машину, достаточно мощную, чтобы выполнять работу, но достаточно легкую, чтобы ее было легко маневрировать.
Ваш идеальный плазменный резак — это надежный станок с длительным сроком службы расходных деталей, доступный в различных моделях для работы с разной толщиной и продолжительностью использования. Hypertherm, один из крупнейших производителей устройств плазменной резки, предлагает полную линейку устройств плазменной резки Powermax для различных сценариев использования и известен своей превосходной надежностью и сроком службы расходных деталей.Ознакомьтесь с имеющимися у нас аппаратами плазменной резки Hypertherm Powermax и сделайте свою работу по плазменной резке на новый уровень.
← Предыдущий пост Следующее сообщение →
- Эндрю Блатнер
Что такое плазменная резка? — TWI
Плазменная резка (плазменная резка) — это процесс плавления, при котором струя ионизированного газа при температуре выше 20 000 ° C используется для расплавления и удаления материала из разреза.Во время процесса между электродом (катодом) и заготовкой (анодом) зажигается электрическая дуга. Электрод утоплен в сопло для газа с водяным или воздушным охлаждением, которое сужает дугу, вызывая образование узкой высокотемпературной высокоскоростной плазменной струи.
Когда струя плазмы попадает на заготовку, происходит рекомбинация, и газ возвращается в свое нормальное состояние, выделяя при этом сильное тепло. Это тепло плавит металл, и поток газа выбрасывает его из разреза. Плазменные газы обычно представляют собой аргон, аргон / водород или азот.Эти инертные газы можно заменить воздухом, но для этого потребуется специальный электрод из гафния или циркония. Использование сжатого воздуха делает этот вариант плазменного процесса более конкурентоспособным по сравнению с кислородно-топливным процессом резки углеродисто-марганцевых и нержавеющих сталей толщиной до 20 мм. Инертные газы предпочтительны для высококачественной резки реактивных сплавов.
Плазменная дугапозволяет резать широкий спектр электропроводящих сплавов, включая углеродистую и нержавеющую сталь, алюминий и его сплавы, никелевые сплавы и титан.Первоначально метод был разработан для резки материалов, которые нельзя было удовлетворительно разрезать с помощью кислородно-топливного процесса. Обычно разрезаемый компонент или лист остается неподвижным, а плазменный резак перемещается. Кроме того, поскольку стоимость плазменного резака невысока по сравнению с ценой манипуляционного оборудования, обычно на стол для резки помещают несколько резаков.
Плазменная резка также может производиться под водой на специализированном оборудовании.
Плазменная резка с высокими допусками (HTPAC) — важное развитие плазменной дуги.Этот процесс обеспечивает лучшую точность при обработке материалов толщиной менее 12 мм и может быть недорогой альтернативой лазерной резке.
Дополнительную информацию о плазменной резке можно найти в разделе «Профильная резка — руководство по выбору процесса».
Плазменно-дуговая резка — особенности процесса и оборудования
Процесс плазменной дуги всегда рассматривался как альтернатива кислородно-топливному процессу. В этой части серии описываются основы процесса с упором на рабочие характеристики и преимущества многих вариантов процесса.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Основы процесса
Процесс плазменной резки показан на Рис. 1 . Основной принцип заключается в том, что дуга, возникающая между электродом и деталью, сужается с помощью медного сопла с мелким отверстием. Это увеличивает температуру и скорость плазмы, выходящей из сопла. Температура плазмы превышает 20 000 ° C, а скорость может приближаться к скорости звука.При использовании для резки поток плазменного газа увеличивается, так что глубоко проникающая плазменная струя прорезает материал, а расплавленный материал удаляется в вытекающей плазме.
Этот процесс отличается от кислородно-топливного процесса тем, что в плазменном процессе используется дуга для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло от экзотермической реакции плавит металл. Таким образом, в отличие от кислородно-топливного процесса, плазменный процесс может применяться для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, алюминий, чугун и сплавы цветных металлов.
Источник питания
Источник питания, необходимый для процесса плазменной дуги, должен иметь падающую характеристику и высокое напряжение. Хотя рабочее напряжение для поддержания плазмы обычно составляет от 50 до 60 В, напряжение холостого хода, необходимое для зажигания дуги, может достигать 400 В постоянного тока.При зажигании пилотная дуга образуется внутри корпуса горелки между электродом и соплом. Для резки дуга должна передаваться на заготовку в так называемом «переносном» режиме дуги.Электрод имеет отрицательную полярность, а деталь — положительную полярность, так что большая часть энергии дуги (примерно две трети) используется для резки.
Состав газа
В традиционной системе с вольфрамовым электродом плазма инертна и образуется с использованием аргона, аргона-H 2 или азота. Однако, как описано в Варианты процесса , можно использовать окисляющие газы, такие как воздух или кислород, но электрод должен быть медным с гафнием.Расход плазменного газа имеет решающее значение и должен быть установлен в соответствии с уровнем тока и диаметром отверстия сопла.Если поток газа слишком мал для текущего уровня или уровень тока слишком высок для диаметра отверстия сопла, дуга гаснет, образуя две последовательные дуги, электрод к соплу и сопло к заготовке. Эффект «двойной дуги» обычно катастрофичен при плавлении сопла.
Качество резки
Качество кромки плазменной резки такое же, как при кислородно-топливной технологии. Однако, поскольку плазменная резка плавлением, характерной особенностью является более высокая степень плавления по направлению к верхней части металла, что приводит к скруглению верхней кромки, плохой прямоугольности кромки или скосу на кромке реза.Поскольку эти ограничения связаны со степенью сужения дуги, доступны несколько конструкций горелок для улучшения сужения дуги и обеспечения более равномерного нагрева в верхней и нижней части реза.Варианты процесса
Варианты процесса, Рис. 2a — 2e , в основном были разработаны для улучшения качества резки и стабильности дуги, уменьшения шума и дыма или увеличения скорости резки.
Двойной газ
Процесс работает в основном так же, как и в традиционной системе, но вокруг сопла установлен вторичный газовый экран, Рис.2а . Благоприятные эффекты вторичного газа заключаются в увеличении сужения дуги и более эффективном «удалении» окалины. Плазмообразующий газ обычно представляет собой аргон, аргон-H 2 или азот, а вторичный газ выбирается в соответствии с разрезаемым металлом.
Сталь
воздух, кислород, азот
Нержавеющая сталь
азот, аргон-H 2 , CO 2
- Алюминий
аргон-H 2 , азот / CO 2
Преимущества по сравнению с обычной плазмой:
- Сниженный риск возникновения двойной дуги
- Более высокая скорость резания
- Уменьшение закругления верхней кромки
Впрыск воды
В качестве плазменного газа обычно используется азот.Вода впрыскивается в плазменную дугу радиально, Рис. 2b , чтобы вызвать большую степень сжатия. Температура также значительно повышается до 30 000 ° C.
Преимущества по сравнению с обычной плазмой:
- Улучшение качества и прямоугольности пропила
- Повышенная скорость резания
- Меньше риска возникновения двойной дуги
- Уменьшение эрозии сопла
Водяной кожух
Плазма может работать с водяным кожухом, Рис.2c , или даже с заготовкой, погруженной на 50-75 мм ниже поверхности воды. По сравнению с обычной плазмой вода действует как барьер, обеспечивая следующие преимущества:
Удаление дыма
- Снижение уровня шума
- Увеличение срока службы сопла
В типичном примере уровней шума при высоких уровнях тока 115 дБ для обычной плазмы водяной кожух эффективно снизил уровень шума до примерно 96 дБ и резку под водой до 52–85 дБ.
Поскольку водяной кожух не увеличивает степень сжатия, прямоугольность режущей кромки и скорость резания заметно не улучшаются.
Воздушная плазма
Инертный или инертный плазмообразующий газ (аргон или азот) можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония, установленный в медном держателе, Рис. 2d . Воздух также может заменить воду для охлаждения горелки. Преимущество воздушной плазменной горелки в том, что в ней вместо дорогих газов используется воздух.
Следует отметить, что, хотя электрод и сопло являются единственными расходными материалами, электроды с гафниевым наконечником могут быть дорогими по сравнению с вольфрамовыми электродами.
Плазма с высокой толерантностью
В попытке улучшить качество резки и конкурировать с превосходным качеством резки лазерных систем, доступны системы высокоточной плазменно-дуговой резки (HTPAC), которые работают с сильно сжатой плазмой. Фокусировка плазмы осуществляется путем принуждения генерируемой кислородом плазмы к закручиванию, когда она входит в отверстие для плазмы, и вторичный поток газа впрыскивается после плазменного сопла, Рис.2e . В некоторых системах дугу окружает отдельное магнитное поле. Это стабилизирует плазменную струю, поддерживая вращение, вызванное закрученным газом. Преимущества систем HTPAC:
- Качество резки находится между обычной плазменной резкой и лазерной резкой
- Ширина узкого пропила
- Меньше искажений за счет меньшей зоны термического влияния
HTPAC — это механизированная техника, требующая высокоточного высокоскоростного оборудования. Основные недостатки заключаются в том, что максимальная толщина ограничена примерно 6 мм, а скорость резки обычно ниже, чем при обычных плазменных процессах, и составляет примерно 60-80% от скорости лазерной резки.
Эта статья была подготовлена Биллом Лукасом в сотрудничестве с Дерриком Хилтоном, BOC
.