паять — Викисловарь
Морфологические и синтаксические свойства[править]
па-я́ть
Глагол, несовершенный вид, переходный, тип спряжения по классификации А. Зализняка — 1a.
Корень: -па-; суффикс: -я; глагольное окончание: -ть [Тихонов, 1996].
Произношение[править]
Семантические свойства[править]

Значение[править]
- техн. соединять металлические части чего-либо при помощи сплава, припоя ◆ Каждый день до вечера он стучал тяжелой кувалдой по наковальне, учился паять кастрюли и точить ножики от мясорубок. В. П. Беляев, «Старая крепость», 1940 г. (цитата из Национального корпуса русского языка, см. Список литературы)
- перен., крим. жарг. добиваться (часто — обманными, нечестными, незаконными средствами) назначения срока наказания для подозреваемого, обвиняемого ◆ Отсутствует пример употребления (см. рекомендации).
Синонимы[править]
- —
- шить (жарг.)
Антонимы[править]
- —
- —
Гиперонимы[править]
- соединять
- присуждать
Гипонимы[править]
- запаивать, напаивать, припаивать
- —
Родственные слова[править]
Этимология[править]
Происходит от др.-русск. паяти «ковать». Обычно связывают с церк.-слав. съпоити «связать, спаять», сербохорв. спо̀jити, спо̏jи̑м «соединять, спаивать», словенск. spojíti, spojím — то же, чешск. pojit, spojit «соединить», польск. spoić — то же, spój «соединение, связь»; сближают также с пои́ть, пить. Использованы данные словаря М. Фасмера. См. Список литературы.
Фразеологизмы и устойчивые сочетания[править]
Перевод[править]
| соединять металлические части чего-либо при помощи сплава, припоя | |
| |
Пайка — это… Что такое Пайка?
 Отпайка контакта.
Отпайка контакта.Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов. Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
- Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
- Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
- Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
- Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов только при условии последующей промывки растворителями для полного удаления остатков флюса. В бытовых условиях такой вариант практически нереализуем.
- На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
- Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
- Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
- При необходимости флюс удаляется растворителем.
См. также
Ссылки
Литература
- Петрунин И. Е. «Физико-химические процессы при пайке. М., «Высшая школа», 1972;
- Максимихин М. А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
 возможность соединять сталь с цветными металлами;
возможность соединять сталь с цветными металлами;- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
 После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).

Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
 Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
 В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
 Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
 Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
 Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Пайка металлов появилась задолго до изобретения электрической сварки. Ее использовали в Древнем Риме и Вавилоне, о чем говорят археологические раскопки.
За это время технологии усовершенствовались, и появились новые виды пайки, в которых для нагрева металла используется электрический ток, пламя газовой горелки, энергия лазера или иные источники тепловой энергии.
Капиллярный
 Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
Диффузионный
Этот вид паяния отличается от остальных длительностью процесса, поскольку на диффузию требуется время.
 Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Сам процесс диффузии заключается в проникновении молекул одного вещества в структуру другого вещества. Спайка происходит на молекулярном уровне и дает возможность получить более прочный шов.
Диффузионный вид требует строго соблюдения температурного и временного режима. Температура нагрева в зоне пайки всегда выше, чем температура плавления припоя.
Контактно-реакционный
 Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Происходит фазовый переход металла из твердого в жидкое состояние с последующим отвердением и сплавлением. Часто такое соединение осуществляют через тонкую прослойку, которая нанесена на одну из заготовок гальваническим или иным способом.
Используются легкоплавкие материалы – эвтектики. Так можно соединить серебро и медь, где между деталями будет образован медно-серебрянный сплав. Проводят пайку олова и висмута, серебра и бериллия, графита и стали.
Можно спаивать алюминий с другими материалами через прослойку меди или кремния. Соединение получается прочным, время пайки занимает доли секунд.
Реакционно-флюсовой
 В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением. При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка.
Иногда при этом виде пайки приходится добавлять цинковый припой в небольших количествах, как дополнение к основному процессу. Обычно это делают, если две заготовки соединяются внахлест.
Пайка-сварка
Такое название технология получила потому, что сам процесс очень сильно напоминает сварку металла с присадочным материалом (проволокой или порошком).
Но в данном случае вместо присадки используется припой. Этот вид чаще всего используют для того, чтобы заделать дефекты и изъяны на поверхностях металлических деталей (литых).
Сам процесс можно проводить разными способами:
- пайка в печах;
- окунанием в ванну с жидким припоем;
- сопротивлением с помощью электрического тока;
- индукционным способом;
- радиационным;
- с помощью паяльников и газовых горелок.
Некоторые виды появились сравнительно недавно, еще исследуются и дорабатываются.
В печах
 Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
При этом разогрев в печи может проходить одним из многих существующих способов, начиная от нагрева пламенем, и до сложно технологических процессов, таких как индукция, электросопротивление.
Конструкция самих печей отличается друг от друга лишь подами, на которые укладывают паяемые заготовки. Для крупных деталей используются печи, в которых под не движется, а для маленьких – подвижные в виде конвейеров на роликах.
Главная задача этого вида пайки – создать внутри печи специальную газообразную субстанцию. Пайка в печах может быть полностью механизирована, что ведет к повышению производительности труда. А для производств с массовым выходом готовой продукции это идеальный вариант.
Применение индукции и сопротивления
Что касается индукционного вида, то для него используют токи высокой частоты. Электричество пропускается через спаиваемые детали, отчего они и нагреваются.
 Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Способ пайки сопротивлением чем-то схож с индукционным видом. Просто в этой технологии ток пропускается и через заготовки, и через паяльный элемент. То есть, соединяемые детали становятся частью электрической цепи.
Проводят такой процесс в электролитах или в специальных контактных машинах, действие которых очень похоже на стандартную электросварку. Контактные машины обычно используются в производствах, где необходимо паять между собой изделия из тонкого листового металла.
Пайка же в электролитах используется сегодня не часто за счет сложности настройки параметров технологического процесса. Ведь процесс проходит по принципу теплового эффекта, возникающего между катодом (спаиваемые детали) и анодом.
Вокруг заготовок образуется водородная оболочка, у которой очень высокое электрическое сопротивление. Отсюда и выделение большой тепловой энергии.
Погружение в ванну
 Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Радиационный метод
 Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Технология появилась относительно недавно, но показала, что таким способом можно достигать высокого качества пайки двух металлических заготовок. К тому же появилась реальная возможность контролировать процесс и по степени нагрева, и по временным срокам. При этом лазер удаляет оксидную пленку с припоя и с металла, что гарантирует высокое качество паяного шва.
Газовая оболочка в зоне соединения, образорванная за счет нагрева металлов, дает возможность при соединении не использовать флюсы. Поэтому, когда сегодня говорят о пайке без флюса, подразумевают лазерную технологию.
Горелка и паяльник
 Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
В первом способе – за счет сгорания газа, во втором – за счет образования плазмы (это сгораемый газ, который движется тонкой струей с большой скоростью). Необходимо отметить, что способ с газовыми горелками считается универсальным.
Горелки, испускающие поток плазмы, работают при высоком температурном режиме. А это позволяет паять между собой детали из титана, молибдена, вольфрама и прочие тугоплавкие материалы.
Сложность этой технологии заключается в том, что настроить электрическую дугу под определенную температуру нагрева (до определенной точности) практически невозможно.
Пайка паяльником используется давно. Если еще 5-10 лет назад можно было говорить только об электрических приборах или нагреваемых от огня, то сегодня предложений куда больше.
Хотелось бы отметить паяльники, работающие от ультразвука. То есть, сам ультразвук имеет отношение к процессу пайки лишь с позиции разрушения оксидной пленки.
Поэтому и появилась возможность паять различные металлы в воздушном окружении без флюсовых материалов. Непосредственно пайка происходит от нагрева припоя.
Вакуумный
 Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Как известно, присутствующий в воздухе кислород является причиной образования оксидной пленки, которая покрывает собою металлические заготовки и припой.
Пленка очень тугоплавка, при пайке теряются температурные градусы для нагрева соединяемых деталей. Поэтому все ученые до сих пор и ищут способы, как удалить оксидное покрытие или провести процесс без него. Пайка в вакууме – один из таких вариантов.
Препятствуют внедрению вакуумного вида в производство такие факторы:
- низкая производительность процесса, потому что приходится нагревать каждую отдельную деталь;
- таким способом можно паять лишь заготовки небольших размеров;
- сложность создания станков и дополнительного оборудования;
- сложность проведения процесса пайки.
Однако если говорить о космосе, где отсутствует атмосфера, то вакуумный вид считается весьма перспективным.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Температурный режим и материалы
 Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Пайку называют высокотемпературной или твердой, если припой разогревается до температуры 450 ℃ и выше. В противном случае приходится иметь дело с низкотемпературным видом (мягким).
Для низкотемпературного вида применяют легкоплавкие припои. К ним относятся сплавы олова и свинца, висмута, галлия, индия. К тугоплавким принадлежат медно-серебряные, медно-цинковые припои.
В связи с повелением новых материалов и требований экологической безопасности, технологии пайки постоянно меняются. Свинцовые припои применяют все меньше, устанавливают дымоуловители, разрабатывают лазерное и ультразвуковое оборудование.
Немалую роль в развитии пайки играет внедрение роботизированных систем, позволяющих значительно ускорить работу.
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
 Как правильно паять
Как правильно паятьЧто такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.

Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.

Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
С давних времен человечество знакомо с паяльником и техникой его эксплуатации, благодаря чему получается соединить в единое целое несколько разных металлических изделий. Впервые данный метод начали практиковать кузнецы-ювелиры, так как их стандартная сварка не позволяла создавать оригинальные украшения. Чуть позже данная технология стала применяться при починке посуды из нержавейки. А когда человечество освоило электричество, припой стал основным методом соединения электрокомпонентов. Освоить технику спаивания несложно, главное – проявлять особую внимательность, щепетильность и огромное терпение.
Техника безопасности
Любые производственные процессы требуют соблюдения техники безопасности. Особенно важно следовать всем правилам в работе, связанной с высокой температурой и электричеством.
К сожалению, не каждый человек в полной мере оценивает риски процесса паяльных работ. А ведь банальное соблюдение правил безопасности позволяет обеспечить защиту от термических ожогов и удара током. А самое главное – при правильном использовании паяльника предотвращается риск возникновения пожара.
Прежде чем приступать к пайке металлических элементов, необходимо убедиться, что кабель питания паяльника исправен. Жало ни в коем случае не должно соприкасаться с проводом и другими предметами, подвергающимися воздействию высокой температуры. В процессе работы необходимо откладывать паяльник на специальную подставку. Категорически запрещается касаться корпуса прибора и уж тем более хватать его голыми руками.
Как говорят мастера, правильно паять – значит, паять безопасно. Каждый процесс пайки преследует 2 фактора опасности:
- высокий уровень температуры;
- опасные газы, выделяемые при нагреве проволоки и флюса.
Далее предлагается познакомиться с основными правилами техники безопасности, которые должен соблюдать каждый специалист, будь то опытный профессионал или же начинающий мастер.
- Прежде чем подключать устройство к розетке, необходимо внимательно его смотреть. Проверить, чтобы не было каких-либо механических повреждений. Убедиться, что кабель и вилка целые, а жало крепко зафиксировано у основания ручки.
- Так как в процессе пайки выделяются вредные для здоровья газы, необходимо, чтобы рабочее место имело хорошую вентиляцию. В идеале это должно быть помещение, оснащенное вентиляционной вытяжкой.
- Ни в коем случае нельзя нагромождать рабочее место разными инструментами и материалами. Под рукой должны присутствовать только те предметы, которые требуются для выполняемой работы.
- Откладывать паяльник во включенном состоянии необходимо на специальную подставку, которая прочно фиксируется на рабочей поверхности.
- Во время припоя крайне важно защищаться от брызг флюса. Для этого необходимо использовать защитные перчатки, очки и щиток.
- Чтобы соединяемые детали не сдвигались, следует использовать только специальные инструменты: пинцет, зажим, «третья рука».
- Категорически запрещается прижимать спаиваемые элементы руками, нагретым корпусом паяльника или массивными предметами.
Если вдруг капли флюса или припоя случайно попали на кожный покров, требуется незамедлительно промыть участок поражения холодной воды. Сверху обработать рану заживляющим кремом или спреем. В случае если брызги поразили слизистую или глаза, необходимо срочно обратиться к врачу.
Что необходимо?
Для любого процесса соединения металлических изделий важно иметь основной источник тепла. Как становится понятно, речь идет о паяльнике. Работы с открытым пламенем, электрической спиралью или лазерным лучом чаще всего проводят в производственных масштабах. Для дома специалисты предпочитают приобретать привычные электрические модели. С их помощью можно отремонтировать и восстановить разные электросхемы, сконструировать электротехническое оборудование, а также сделать лужение припоя металлических конструкций.
Активация электрического паяльника происходит посредством подключения вилки устройства в розетку. Стандартная длина кабеля большинства моделей составляет 1 м, однако мастера утверждают, что этого размера не всегда хватает для комфортной эксплуатации, поэтому приходится использовать удлинитель. Кабель электрического паяльника встроен в рукоятку, которая может быть выполнена из дерева или пластика. Внешне она напоминает удлиненную ручку, форма которой удобно располагается в руке.
Для пайки электронных изделий предпочтительно использовать паяльник с невысокой мощностью, рукоятка которого отличается пистолетной формой с курком запуска нагрева. Именно на таких моделях жало довольно быстро приобретает высокую температуру.
Для соединения металлических изделий используется припой. Это сплав из олова и свинца. В некоторых случаях добавляются иные виды металлов. Припой представляет собой трубку или проволоку разных диаметров. В трубчатом припое внутренняя часть наполнена канифолью, благодаря чему процесс пайки протекает гораздо проще.
Благодаря введению в сплав свинца уменьшается стоимость расходных материалов. Его количество в составе можно узнать, познакомившись с маркой выбранной трубки. Например, ПОС-62, где «П» означает припой, «ОС» говорит об оловянно-свинцовом содержании, «62» – процент присутствия химического элемента.
В бытовой сфере предпочтительно использовать припой с низким содержанием олова. А для лужения посуды предпочтительно выбирать составы с большим его содержанием. Также в процессе пайки используются мягкие и твердые припои. К мягкой разновидности относятся расходные материалы, плавящиеся при температуре ниже 450 градусов.
Стоит отметить, что обычному электрическому паяльнику очень сложно расплавить твердые припои, именно поэтому мастера рекомендуют использовать в быту только мягкие разновидности.
Обязательное условие пайки заключается в применении флюса – дополнительного компонента, который обеспечивает растворение окислов пленки соединяемых конструкций. Он гарантирует отличное сцепление и улучшает условия растекания сплавов.
В домашней мастерской в качестве флюса применяется обычная канифоль. Ее размягчение начинается при нагреве в 50 градусов. Максимальная температура плавления составляет 200 градусов, но при такой температуре она начинает кипеть.
На сегодняшний день канифольный флюс можно встретить в разных формах: в виде порошка, густоватого раствора и небольших кусков. Но не всегда их можно применять для спаивания металлических элементов. Например, серебро или нержавейку предпочтительнее паять кислотным флюсом.
Наверняка о паяльной пасте слышали немногие, однако этот элемент обязательно используется мастерами в процессе соединения металлических изделий и в ремонте микросхем. Только используют ее в местах, куда сложно дотянуться обычным припоем. Наносится паста непосредственно на компонент, затем прогревается жалом паяльника.
Паяльную пасту можно приобрести в специализированном магазине либо сделать своими руками. Для этого потребуются оловянные опилки. Их необходимо смешать с жидким флюсом до получения густой консистенции. Хранить готовую пасту следует в плотно закрываемой упаковке. Но не стоит забывать, что даже домашняя паяльная паста имеет срок хранения. Использовать ее можно в течение 6 месяцев со дня приготовления.
Во время спаивания различных элементов основная часть работы возлагается на жало, которое нагревается до высокой температуры. После создания каждого соединительного шва паяльник откладывается в сторонку на небольшой промежуток времени. Ни в коем случае нельзя класть его на стол. Для домашних электрических моделей предпочтительно использовать специальные подставки. У мощных паяльников роль держателя выполняют 2 опоры, которые установлены на фанерном основании.
Для бытовых электрических моделей вполне сгодится конусообразный держатель, которой можно сделать самостоятельно либо приобрести в строительном магазине. Современные модели подставок оснащены регулировкой рабочей температуры. Они имеют дисплей, на котором указывается показатель нагрева жала.
Еще одним незаменимым элементом, предназначенным для спаивания металлических изделий, является оплетка. Ее используют только тогда, когда есть необходимость удалить припой. По внешнему виду она напоминает плотный сетчатый материал, поверхность которого покрыта флюсом из тончайших проволок меди. Принцип действия оплетки очень прост: сетка укладывается на рабочее место и впитывает расплавленный припой. Стандартная ширина оплетки составляет 5 мм. Продается она в виде рулонов, диаметр которых равен 5 см.
Из этого следует, что одного рулона оплетки хватит для длительного использования.
Подготовка
Прежде чем приступать к соединению металлических конструкций или восстановлению микросхем бытовых приборов, необходимо провести предварительную подготовку к предстоящим работам. В противном случае мастеру будет неудобно и некомфортно, а вся последовательность действий собьется.
Рабочего места
Очень важно, чтобы вентиляция в выбранном помещении работала бесперебойно, так как в процессе спаивания происходит образование вредных паров. А при отсутствии вытяжки они будут скапливаться в замкнутом пространстве, постепенно оседая в организме человека.
Если же помещения не оборудовано вытяжкой, можно воспользоваться привычной всем форточкой. Вот только процесс спаивания придется останавливать на некоторое время, чтобы сделать проветривание комнаты.
Очень важно, чтобы освещение в выбранном для работы пространстве было ярким. В качестве дополнительной подсветки на рабочей зоне можно установить лампу-прищепку.
Паяльника
Как известно, паяльники различаются по мощности. Модели с показателем в 20–50 Вт подходят для работы с электроникой. С их помощью можно восстанавливать разрывы тонких проводов. Модели мощностью 100 Вт и выше предназначены для спаивания слоев меди, толщина которых не превышает 1 мм. Инструмент в 200 Вт и выше позволяет специалистам работать с массивными конструкциями. Из этого следует, что для домашней эксплуатации вполне достаточно маломощного паяльника.
Современные модели имеют удобную и красивую форму, напоминающую слегка увеличенную шариковую ручку. Только держаться необходимо не за кончик, а за верхнюю защищенную часть конструкции.
Прежде чем приступать к работе, паяльник необходимо подготовить. Если это первичное включение, с корпуса инструмента необходимо убрать заводскую жидкость. Не сделав этого в процессе нагрева, возникнут задымление и неприятный запах. Если вдруг у мастера не возникает желания производить очистку от смазки, необходимо подключить паяльник к удлинителю и выставить его на улицу примерно на 20 минут. Устройство быстро нагреется, а остатки заводского масла выгорят, растворившись в воздухе.
Далее необходимо проковать молотком жало и придать ему форму. Далее требуется снять с жала оксидную пленку. Для этого необходимо взять мелкозернистую наждачку или бархатный напильник. После очищения жала необходимо облужить припой.
Деталей
Процесс спаивания всегда состоит из нескольких этапов, и прежде всего необходимо подготовить металлическую поверхность, а именно: удалить окисную пленку, обезжирить – и только после приступать к облуживанию.
Обязательное условие подготовки – это зачистка старых проводов. При помощи наждачки снимается окисная пленка, однако лезвием будет гораздо удобнее. При подготовке гибких проводов придется обработать каждую отдельную проволоку. Главный признак готовности деталей к спаиванию заключается в появлении равномерного блестящего цвета поверхности, не имеющего остатков оксидной пленки.
Прежде чем спаивать детали, важно их обезжирить гладкой (неворсистой) ветошью, смоченной в ацетоне.
Что касается новых проводов, у них окисная пленка отсутствует. Их облуживание делается сразу после снятия изоляции. Залужевывать медные провода требуется под флюсом. В случае когда работа происходит с алюминием, процедуры зачистки и облуживания придется совместить.
Как пользоваться паяльником?
Наверняка каждый человек знает принципы действия паяльника, но не каждому приходилось с ним работать. Соответственно, первичные попытки соединить несколько разных деталей не увенчиваются успехом. Профессионалы в данной области советует неопытным мастерам начинать с обрезков проводов. Таким образом, они смогут научиться с нуля правильно держать паяльник, наносить расходный материал и создавать аккуратные соединительные швы.
Начинать лучше всего с одножильных проводов. Освоив технику простого соединения, можно приступать к более сложным работам, а именно к многожильным проводам.
Существует несколько признаков, позволяющих понять, что молодой мастер сделал качественное соединение:
- поверхность твердого припоя приобрела серебристый цвет с небольшим отблеском;
- отсутствуют капли и потеки;
- соединенные элементы прочно зафиксированы относительно друг друга – их невозможно разорвать руками;
- изоляция не имеет признаков оплавления.
После успешного окончания обучения на многожильных проводах можно приступать к жилам большого сечения.
Далее предлагается познакомиться с пошаговой техникой пайки проводов, которую используют профессионалы.
- Необходимо снять примерно 3–5 см изоляции.
- Произвести зачистку и обезжиривание соединяемых жил.
- Требуется сформировать плотную закрутку проводов.
- Сделанный проводной сросток обрабатывается флюсом.
- Жалом паяльника набирается припой – делается спаивания скрутки. Нагрев необходимо продолжать до полного обволакивания припоем. При необходимости данную процедуру придется повторить несколько раз. В готовом исполнении припой должен покрывать все части сростка.
- Спаянный сросток изолируется.
Данная технология предназначена для проведения работ с медными и алюминиевыми проводами, которые чаще всего встречаются в бытовой жизни. По окончании спаечных работ необходимо обработать концы проводов флюсом. А затем убрать его остатки. Далее берется безворсистый тканевый материал, который необходимо обмакнуть в мыльную пену и обработать место спаивания. В качестве просушки можно использовать фен либо сухую ветошь.
Возможные проблемы
К сожалению, не всегда даже у опытных мастеров процесс спаивания разных металлических элементов проходит удачно. В некоторых случаях могут возникнуть проблемы, которые легко выявляются визуально.
- Слабое нагревание соединяемых элементов. Если говорить профессиональным языком, данная проблема называется «холодная пайка». В такой ситуации припой становится тусклым, а его механическая прочность ослабевает. Он очень быстро разрушается.
- Сильный нагрев компонентов. В такой ситуации припой не покрывает поверхность соединяемых элементов. Говоря простыми словами, фиксация полностью отсутствует.
- Случайный сдвиг соединяемых компонентов, произошедший до затвердевания припоя. К сожалению, такая проблема возникает очень часто, когда посторонние шумы и звуки не дают мастеру сконцентрироваться на своей работе. В такой ситуации возникает разрыв пленки припоя, что можно увидеть невооруженным взглядом. Соответственно, соединение между элементами пропадает.
Единственным решением для всех представленных дефектов является повторная процедура пайки.
О том, как правильно паять паяльником, смотрите в следующем видео.
Ваш веб-браузер не работает JavaScript.
JavaScript необходим для просмотра веб-сайта Walmart Canada. Пожалуйста, включите JavaScript в вашем браузере, или переключитесь на более новый веб-браузер.
JavaScript необходим для консультации с сайтом Web de Walmart Canada. Veuillez с поддержкой JavaScript и веб-навигации или с веб-навигацией и последними .
Ваш веб-браузер не принимает куки.
Файлы cookie — это небольшие фрагменты информации, которые надежно хранятся на вашем компьютере. Для просмотра веб-сайта Walmart Canada требуется браузер, способный хранить файлы cookie. Мы используем куки, чтобы сохранить информацию, такую как ваши языковые предпочтения и ближайший магазин Walmart. Личная информация, такая как адрес доставки, никогда не сохраняется в куки.
Пожалуйста, включите куки в вашем браузере или переключитесь на более новый веб-браузер .Вы также можете просмотреть флаер Walmart Canada без файлов cookie.
Les témoins sont de petits renseignements stockés de façon sécuritaire dans votre ordinateur. Он может работать с консультантом на сайте Web de Walmart Canada. Nous utilions des temoins for sauvegarder des renseignements, comme préféferences en matière de langue et de magasin. Персонал Vos Renseignements, Comme Votre Adresse D’Expédition, я не знаю, что это так.
Veuillez действует в течение нескольких дней с навигацией или через веб-сайт и последние . Советник Австралии по циркуляру Walmart Canada en ligne sans témoins.
БЕСПЛАТНОЙ доставки NextDay!
«,» tooltipDuration «:» 5 «,» tempUnavailableMessage «:» Скоро возвращаемся! «,» TempUnavailableTooltipText «:»Мы прилагаем все усилия, чтобы восстановить и запустить.
- Временно в ожидании из-за высокого спроса.
- Пожалуйста, продолжайте проверять наличие.
Скажите нам, что вам нужно
«, «tooltipDuration»: 5000, «nudgeTimePeriod»: 10000}}}, «uiConfig»: {» webappPrefix «:» » «артефакт»: «колонтитул-приложение», «ApplicationVersion»:» 20.0,26″ , «applicationSha»: «17ebb73d7c865c83106a9dc51a9155d82f2381f9», «ApplicationName»: «колонтитул», «узел»: «943097950», «облако»: «Prod-аз-eastus2-15», «oneOpsEnv»: «продукты, приме- а», «профиль»: «ПРОД», «BasePath»: «/ GlobalNav», «происхождение»: «https://www.walmart.com», «apiPath»: «/ колонтитул / электрод / апите» , «loggerUrl»: «/ колонтитула / электрод / API / регистратор», «storeFinderApi»: { «storeFinderUrl»: «/ магазин / Ajax / предпочтительным-выпадающей»}, «searchTypeAheadApi»: { «searchTypeAheadUrl»: «/ поиск / автополная / v1 / » «enableUpdate» ложь «typeaheadApiUrl»: «/ машинописные / v2 / полные», «skipSearchProxy» ложь}, «emailSignupApi»: { «emailSignupUrl»:» / счет / электрод / счета / API / подписаться «},» feedbackApi «: {» fixedFeedbackSubmitUrl «:» / клиент-опрос / отправить «},» каротаж «: {» logInterval «: 1000,» isLoggingAPIEnabled «: правда,» isQuimbyLoggingFetchEnabled «: правда,» isLoggingFetchEnabled «: правда,» isLoggingCacheStatsEnabled «: истинно},» окр «:» производства «},» envInfo «: {» APP_SHA «:» 5a5b2c822049f25935fcf8446e079275223f2fbd » «APP_VERSION»:» 20.0.26-20200709_175258.17ebb73d7 «},» expoCookies «: {}}Введите местоположение
Введите почтовый индекс или город, штат.Ошибка: Пожалуйста, введите действительный почтовый индекс или город и штатОбновите местоположение
Хорошие новости — Вы все еще можете получить бесплатную 2-дневную доставку, бесплатный самовывоз и многое другое.
Продолжить покупки Попробуйте еще один почтовый индекс

Доставка до
сейчас — БЕСПЛАТНАЯ доставка NextDay
Вы потеряете доставку NextDay, если ваша корзина содержит один или несколько предметов, не помеченных « Право на следующий день ».
Например:
NextDay + NextDay = NextDay!
NextDay + 2Day = 2Day для всего заказа
Вы не получите доставку NextDay по этому заказу, поскольку в вашей корзине есть товар (ы), которые не имеют права NextDay. Если вы хотите NextDay, мы можем сохранить другие элементы на потом.
Да — сохранить мои другие предметы на потом
Например:
NextDay + NextDay = NextDay!
NextDay + 2Day = 2Day для всего заказа
Упс — время доставки NextDay к завтрашнему дню прошло.
Закажите сейчас и получите.
Сделайте заказ, и мы сможем доставить ваши товары через NextDay.
Вы не получите доставку NextDay по этому заказу, потому что ваша корзина содержит товар (ы), которые не соответствуют критериям «NextDay, отвечающим критериям».
В вашей корзине сохраните другой товар (ы) для дальнейшего использования, чтобы получить доставку на следующий день.
Например:
NextDay + NextDay = NextDay!
NextDay + 2Day = 2Day для всего заказа
Мы переместили ваш товар (ы) в «Сохранено на потом».
Ой! При сохранении вашего элемента (ов) на потом возникла проблема. Вы можете пойти в корзину и сохранить там на потом.Микропаяльник не легкая работа. Сделать это без надлежащих инструментов для микро-пайки еще сложнее. В статье ниже я подробно расскажу обо всех инструментах и оборудовании для микропайки, которые вам понадобятся для начала работы.
Определение микропайки — возможность пайки через микроскоп, потому что компоненты настолько малы, что их практически невозможно увидеть без них. Просто чтобы понять, насколько малы эти компоненты, вот диаграмма компонентов поверхностного монтажа, которые обычно можно найти в iPhone и iPad:
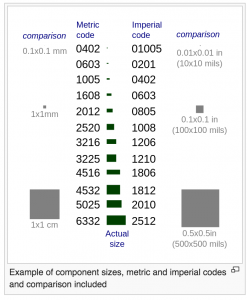
Я украл это из Википедии.орг.
На схеме вы увидите каждый компонент, идентифицированный вместе с их размером, примерно так:
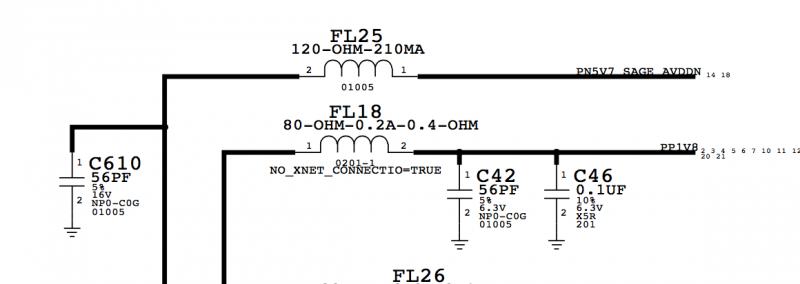
Для FL25, который является фильтром (индуктором), вы можете видеть, что размер компонента составляет 01005 (отображается внизу). Взглянув на приведенную выше таблицу википедии под «имперским кодом», вы увидите, что это самый маленький компонент для поверхностного монтажа. Черные прямоугольники на приведенной выше диаграмме размера — это фактический размер компонента, поэтому теперь вы можете видеть, что попытка припаять один из этих компонентов на плате логики практически невозможна без хорошего микроскопа.
Итак, что вам нужно знать о покупке микроскопа? Вам нужны линза Барлоу, подставка для штанги, линза объектива, 2x / 4x, тринокулярный, одновременный фокус и т. Д.? Если у вас нет микроскопа, пытаться выяснить, что вам на самом деле нужно для ремонта смартфона и планшета, просто невозможно.
Вам повезло, потому что я помогу вам расшифровать различные виды микроскопов, используемых для пайки.
Я бы определенно придерживался Amscope. Лучше всего купить его через Amazon.Линза с линзой 0,5x увеличит рабочее расстояние между головкой прицела и рабочим столом.
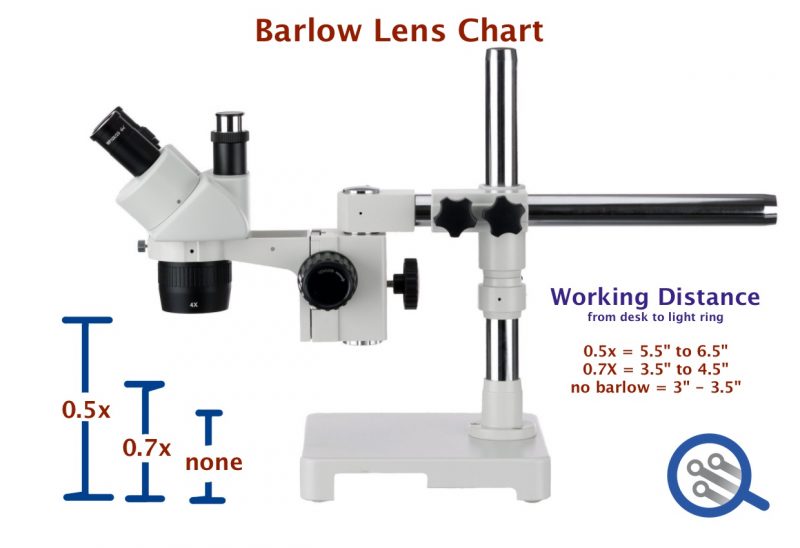
Чем меньше увеличение линзы Барлоу, тем больше рабочее расстояние. Для микроспайки я бы рекомендовал линзу с линзой 0,5x или 0,7x.
Объектив с фокусным расстоянием 0,7x-4,5x позволит вам увеличить масштаб платы логики, чтобы вы могли видеть, что вы паяете. Этот диапазон увеличения является стандартным для почти всех головок микроскопов. Окуляры и линза Барлоу — это то, что меняет увеличение от 0.7x до 0.35x (0,5x баррелей) или от 4,5x до 9x (2x барлоу), поэтому вы увидите 0,35x до 9x в качестве диапазона увеличения для некоторых микроскопов.
Тринокулярный порт позволит вам записывать видео через третий окуляр. И самое главное — это одновременная фокусировка, которая позволит вам видеть через оба окуляра и записывать видео через тринокулярный порт, не закрывая один окуляр. Без одновременной фокусировки вы сможете видеть только один окуляр во время записи видео.Вышеуказанная область не поставляется с цифровой камерой или световым кольцом, но вы можете получить дешевое световое кольцо на Ebay примерно за 10-20 долларов. Я определенно рекомендую получить источник света при заказе прицела.
Вот микроскоп, который мы рекомендуем:
Личное примечание: В этой области есть все необходимое, включая одновременную головку для записи видео. Единственное, чего не хватает, — это кольца с люминесцентными лампами. |
Вот некоторые другие альтернативы:
Каждый специалист по микропайке нуждается в хорошей ремонтной станции.Что такое паяльная станция? Станция восстановления обычно содержит, по меньшей мере, паяльник и пистолет с горячим воздухом. Вы можете купить дешевую станцию горячего воздуха X-tronic или Aoyue на Амазонке, но я думаю, что путь будет хорошим Хакко. Они не слишком дорогие, они работают намного лучше и, как правило, служат дольше, чем более дешевые альтернативы. Я также рекомендовал бы купить отдельные станции для вашего паяльника и вашего горячего воздуха. Станции, которые объединены, как правило, не работают. Возможно, вы захотите добавить хороший микропаяльный карандаш или микропинцет после того, как получите станцию для пайки.Это поможет с очень маленькими компонентами 0201 и 01005 smd.
Без лишних слов, вот мои рекомендации для хорошей переделки станции:
Personal Note: Лучшая микропаяльная станция, которую можно купить. Я переключился на этот блок JBC от Hakko. Кончики совмещены, и микро-карандаш хорошо нагревается. Я больше не использую паяльные изделия Hakko, потому что JBC намного лучше. |
Если вы ищете более дешевые альтернативы, то они также хороши:
Личное примечание: Я никогда не пользовался этой станцией, но она поддерживает микропенцет FM-2032 и микропинцет FM-2023, а также стандартный паяльник FM-2027. |
ОШИБКА ПРИЛОЖЕНИЯ: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
Личное примечание: Я также никогда не использовал это, но это выглядит многообещающе, особенно с ценой. |
Это микропаяльное оборудование, которое я рекомендую, но я знаю, что цена может быть фактором, поэтому вот некоторые альтернативы.
Микропаяльные станции горячего воздуха
- JBC Tools JT-1QD Станция горячего воздуха — $ 1300 (Я не могу себе позволить потратить столько на станцию горячего воздуха, но это то, что я получил бы, если бы это имело смысл.)
- Станция горячего воздуха Kohree — $ 59 (я никогда не использовал это, но отличные отзывы на Amazon)
- Quick 957DW + — 120 $ (у меня есть. Хорошо, но я бы потратил немного больше, чтобы получить Quick 861DW, потому что у него есть 3 запрограммированных канала. Хорошая особенность этой станции в том, что она работает с советами Aoyue и Hakko.)
Микропаяльник
Цифровой мультиметр необходим для ремонта платы логики. Вам действительно не нужно ничего необычного, так как большая часть того, с чем вы будете иметь дело, это низкое напряжение (~ 5 В), и вы будете проверять непрерывность, диодный режим, сопротивление, напряжение, а иногда и емкость. Конечно, вы можете получить один из этих удивительных, но дорогих мультиметров Fluke:
ОШИБКА ПРИЛОЖЕНИЯ: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов.Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
Но правда в том, что это, вероятно, излишне для микропайки. Лично я использую Uni-T UT139C. В Amazon он стоит около 40 долларов, и в нем есть практически все функции, которые вам когда-либо понадобятся для микропайки. Преимущество UT139C в том, что он также поставляется с термопарой, которая измеряет температуру. Я использую это, чтобы откалибровать мою станцию восстановления горячего воздуха. Кроме этого, он похож на любой другой цифровой мультиметр и довольно точен.
Личное примечание: Это отличный маленький мультиметр. Он имеет режим непрерывности, режим диода, режим напряжения, режим емкости и термопару. Почти все, что вам нужно для микропайки. |
Вам также понадобятся сверхтонкие мультиметровые пробники:
 Личное примечание: Это мультиметровые датчики, которые мы используем с нашим мультиметром.Советы очень хороши и могут поместиться между мелкими компонентами. Чтобы точить их еще больше, я бы порекомендовал купить алмазную точилку от Amazon. |
ZXW Tools — это программное обеспечение для микропайки, которое сообщает вам, к чему подключен каждый компонент на материнской плате. В некотором смысле, это лучше, чем схемы, потому что со схемами вы все еще не знаете, где выполняется каждое соединение на плате логики. Например, на iPhone 6 отсутствует подсветка, но это не фильтр подсветки, так какой компонент будет следующим после фильтра?
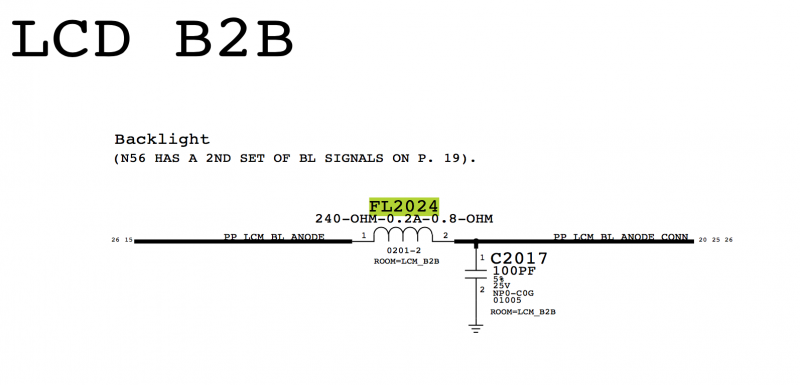
Вы можете искать схемы на предмет того, что будет дальше в строке, а затем вернуться наверх, где расположены чертежи, но это займет вечность при работе в реальной жизни.С ZXW Tools 3.0 вы можете очень быстро увидеть, какой компонент следующий в очереди.
Мы продаем серийный номер для доступа к программному обеспечению в нашем интернет-магазине. Вы можете скачать программное обеспечение бесплатно, но оно не будет работать без серийного номера и пароля. Программное обеспечение автоматически обновляется через Интернет с использованием последних версий iPhone, поэтому у вас всегда будут самые последние схемы. Помните, что вы должны покупать новую подписку каждый год. Этот инструмент необходим для ремонта iPhone.
 Личное примечание: Это важный инструмент схемы, используемый для устранения неисправностей ремонта платы логики. Купите его, если вы серьезно относитесь к микросайлингу. |
припой, флюс, изопропиловый спирт и т. Д.
Теперь, когда у вас есть микроскоп и хорошая станция для пайки, следующий шаг — купить припой, возможно, паяльную пасту, хороший флюс и кувшин изопропилового спирта.Это также может быть немного подавляющим, потому что существует так много разных типов припоя и флюсов.
Для припоя большинство новых устройств используют бессвинцовый припой, который имеет гораздо более высокую температуру плавления. Чем выше температура плавления, тем труднее работать с припоем. Для большинства микросольдеров мы заменяем бессвинцовый припой на этилированный припой при замене компонентов smd.
Я украл этот график у Кестера (большая компания, которая производит припой):
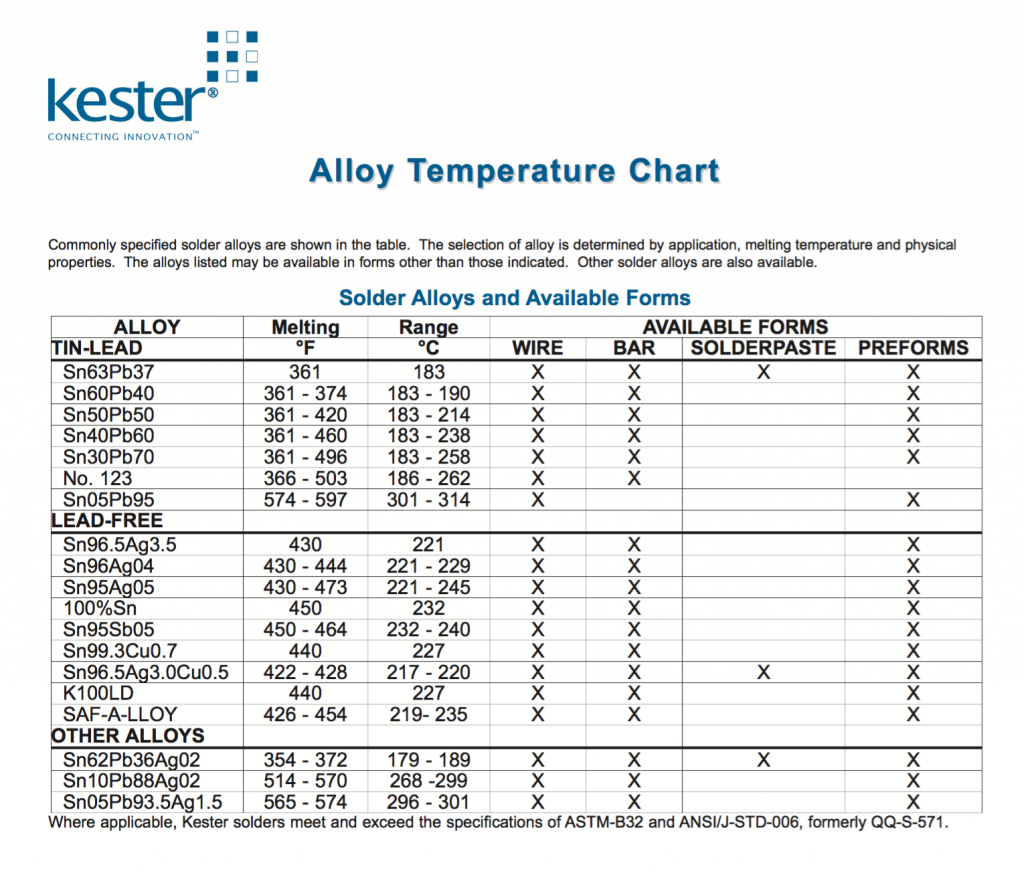
Как видно из таблицы, бессвинцовый припой плавится примерно при 220 ° C, а этилированный припой плавится при температуре 183 ° C и выше.«Sn» — это олово, а «Pb» — свинец. Стандартный припой, который используется в большинстве микрозонок, — это Sn63Pb37, который содержит 63% олова и 37% свинца. Сколько припоя вам понадобится в качестве микропаяльника? Очень мало. В зависимости от вашего объема, одна маленькая палочка, вероятно, прослужит вам довольно долго.
 Личное примечание: Это припой, который мы используем для всего. Один бросок этого должен длиться некоторое время, если вы просто любитель.Припой состоит из 63% олова и 37% свинца. Обладает высокой активностью основного потока канифоли РА. Это лучший припой для микропайки. Трубка 1/2 унции с диаметром 0,031 ″. |
В дополнение к свинцовому припою 63/37 вам, вероятно, понадобится что-то, что поможет вам удалить существующие микросхемы, например, Chipquik. Chipquik — легкоплавкий припой, который плавится при 58 ° C. Использование Chipquik позволяет удалять существующие микросхемы без чрезмерного нагревания окружающих компонентов.Это работает так, что вы наносите немного на конец паяльника, а затем смешиваете его с припоем на компоненте, что снижает температуру плавления любого припоя, который обычно находится на нем, обычно бессвинцовый припой. Как только температура плавления понизится, будет намного легче удалить компонент из платы.
Вы также можете купить эту пасту с низкой температурой плавления, которую мы имеем в нашем магазине. Это то, что мы используем:
 Личное примечание: Это материал, который мы используем.Тает при 138 ° С. Вам это не понадобится очень часто, поэтому один флакон из них, и вы должны быть настроены на некоторое время. Это позволяет удалять компоненты и разъемы без использования сверхвысокой температуры, необходимой для плавления бессвинцового припоя. |
также хороша для удаления стружки или разъемов благодаря низкой температуре плавления. Паяльная паста с низкой температурой плавления выше плавится при 138 ° C — намного меньше, чем этилированный припой, но не так низко, как Chipquik. Идея заключается в нанесении пасты с низкой температурой плавления на ножки соединителя, чтобы снизить температуру плавления бессвинцового припоя, чтобы легче было снимать соединитель с горячим воздухом.SRA низкоплавкая паяльная паста делает свою работу. Я предпочитаю паяльную пасту марки Mechanic.
Что такое паяльная паста? Паяльная паста представляет собой жидкий припой в виде маленьких шариков.
 Личное примечание: Это паяльная паста, которую мы используем для всех наших реболлингов. Тает при 183 ° С. Он поставляется в пластиковом контейнере 42 г. Один контейнер должен длиться долго. |
выпускается в виде трубки и смешивается с флюсом. Паяльная паста отлично подходит для случаев, когда легче использовать пистолет с горячим воздухом, чем микропаяльный карандаш или микропинцет. Например, вы можете повредить устройство возле разъема аккумулятора на iPhone 5. Практически невозможно получить доступ к фильтру 01005 с помощью чего-либо, кроме пистолета горячего воздуха и некоторой пасты для припоя.
Флюс, что такое флюс? Флюс — это вещество, похожее на желтое, которое помогает припою легче перетекать на компоненты SMD.Думайте о флюсе, как это … если вы положите масло в воду, масло не будет хорошо смешиваться, но если вы добавите немного моющего средства (флюса), то масло и вода в конечном итоге будут смешиваться. Флюс необходим для получения хорошего прочного паяного соединения. Это помогает течь припоя на компонент smd.
Существует много разных видов флюса. Моя любимая? Amtech NC-559-TF Amtech VS-213-A-TF. Убедитесь, что вы покупаете у уважаемого дилера Ebay или интернет-магазин, потому что там много подделок.Трубка 10CC должна стоить около 15 долларов, а 30CC — около 25 долларов. Все, что меньше, чем корабли из Китая, вероятно, не настоящие вещи.
 Личное примечание: VS-213A-TF — это самая последняя и самая современная чистая клейкая флюсовая композиция от AMTECH. NC-559-TF больше не должен использоваться, потому что это устаревший флюс со старой технологией. |
Одна трубка объемом 10 куб. См должна прослужить вам долго, в зависимости от вашего объема.Вы можете купить это в нашем интернет-магазине.
Вот диаграмма от Amtech, которая как бы описывает все виды потоков:

Amtech Flux Chart
После пайки компонентов вы неизбежно столкнетесь с отсутствующими контактными площадками. Чтобы исправить отсутствующие пэды, вам нужно будет использовать инструменты ZXW, чтобы проследить ближайшую подключенную точку и запустить микроперемычку на пораженный пэд. Вам понадобится очень тонкая перемычка для этого. Примерно так:
 Personal Note: Этот материал отлично подходит для запуска перемычек низкого напряжения / тока.Мы используем это каждый день для всего, от болезни iPhone touch IC до запуска тонких длинных перемычек для прокладок в середине чипа BGA. Вы не будете разочарованы. Один рулон должен длиться вечно. |
УФ-отверждаемая паяльная маска необходима для «маскировки» открытых поверхностей, на которых были обработаны. Эта зеленая жидкость затвердевает при попадании на нее ультрафиолета. Легко наносится и быстро лечится.
Вот что я использую:
 Личное примечание: Это зеленый материал, который я использую для покрытия открытых следов на плате логики.Он попадает в трубу в виде жидкости, но после воздействия ультрафиолетового света на жидкость он становится твердым. Одна труба этого материала должна длиться долго, долго. Нет необходимости в поршне или игле, потому что все, что вам действительно нужно, это немного этого материала на конце иглы. |
 Личная заметка: Это лучший ультрафиолетовый свет для отверждения паяльной маски. Я пробовал много других, и этот лечит за наименьшее количество времени.Вы смотрите на секунды, а не минуты. |
Вам также понадобится изопропилового спирта . Желательно что-то с 99% алкоголя или выше. Изопропиловый спирт используется, чтобы помочь растворить флюс, так что вы можете очистить его от платы логики или стереть с помощью KimWipe. Это алкоголь, поэтому он испарится. Это также поможет вам очистить логическую плату, не оставляя коррозийного элемента, такого как вода. Вы можете купить бутылку в местном магазине Walmart или в компьютерном магазине (Microcenter) или на Amazon.
ОШИБКА ПРИЛОЖЕНИЯ: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
Некоторые другие случайные вещи, которые вы, вероятно, захотите иметь под рукой:
ОШИБКА ПРИЛОЖЕНИЯ: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
ОШИБКА ПРИЛОЖЕНИЯ: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов.Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
 Личное примечание: Это пинцет, который мы используем каждый день. Я сгибаю их под прямым углом. Эти пинцеты достаточно тонкие, чтобы втиснуться между ними, и достаточно прочные, чтобы захватить их без компромиссов. Если бы мне пришлось выбрать один пинцет, чтобы получить, то это было бы это. У меня есть около 10 из них, которые я просто поменяю местами. |
 Личное примечание: Самый тонкий, самый дешевый и лучший прямой пинцет, которым я владею. |
Личное примечание: Вам также понадобится несколько пинцетов большего размера, когда вам понадобится крупный чип. |
 Личное примечание: Лучший держатель печатных плат, который я когда-либо использовал.Я использую это ежедневно. Механизм блокировки на этой вещи делает его таким, чтобы он никогда не скользил, в отличие от более дешевых с винтом. Он тоже тяжелый, так что он остается на месте, пока вы работаете над платой логики. |
ОШИБКА ПРИЛОЖЕНИЯ: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
Личное примечание: Вам понадобится источник питания не менее 5 В постоянного тока для проверки устройств, которые вы будете ремонтировать.Не нужно ничего особенного. |
 Personal Note: Вы хотите, чтобы этот кабель включал логическую плату iphone. Это хорошо для определения того, сколько тока ваша логическая плата потребляет при загрузке. Определенно необходимо для устранения неполадок. |
 Personal Примечание: Этот кабель питания постоянного тока будет загружать платы логики iPhone сам по себе, без необходимости использования аккумулятора и / или зарядного порта.Просто подключите один из концов к своему iPhone 6 6P 6S 6SP 7 7P 8 8P X, XS, Xs Max и затем нажмите левую кнопку, чтобы включить устройство, и правую кнопку, чтобы загрузить плату логики. Это необходимо для устранения неполадок платы логики iPhone! |
На этом пока все. По пути вы приобретете кучу вещей. Некоторые полезны, а некоторые не так уж и много. Не забудьте купить несколько хороших советов для вашего паяльника и, возможно, экстрактора дыма. Удачи!
,