| о компании | ||||||||
Компания АТЛАС ИНВЕСТ основана 15 ноября 1993 года. | ||||||||
| ||||||||

 Применяется преимущественно в строительстве или для домашнего использования. Основные характеристики уровней ADA : — …
Применяется преимущественно в строительстве или для домашнего использования. Основные характеристики уровней ADA : — …Как определить цену деления микрометра
Объект-Микрометр предназначен для измерения линейных размеров объектов и выполнения иных расчетов, основанных на измерении и обработке линейных размеров в поле зрения микроскопа в проходящем свете, темном поле, фазовом контрасте, люминесценции, поляризации, в отраженном свете и иных видах исследований на микроскопе.
В цифровых микроскопах Объект-Микрометр применяется для проведения калибровки цифровой системы визуализации микроскопа для последующего автоматического измерения расстояний. Цифровая система визуализации микроскопа состоит из Программного Обеспечения (далее по тексту ПО) и цифровой камеры. Чтобы в ПО появилась возможность измерения и анализа изображений, необходимо определить коэффициент пересчета размера микрообъекта, измеренного в условных единицах «Пиксель» (разрешение цифровой камеры) в размеры метрической системы СИ «Микрометры» (или нм, мм).
Сняв изображение шкалы Объект-Микрометра при каждом рабочем увеличении микроскопа и указав известное расстояние в режиме калибровки, Вы задаете коэффициент пересчета на реальные единицы длины в международной системе СИ (метр, миллиметр, микрометр, нанометр и т.д.).
Также Объект-Микрометр используется для определения увеличения и линейного поля зрения микроскопов, микропроекторов, а также цены деления окуляр-микрометра, окулярных шкал и сеток.
Стеклянная пластина 75 х 25 х 1 мм
Шкала длиной – 1 мм в окружности диаметром 5 мм
Цена деления шкалы – 0,01 мм
Количество делений в шкале – 100 шт
Толщина риски деления – около 0,003 мм
На Объект-Микрометр нанесена маркировка 1 DIV = 0.01mm
Объект-Микрометр представляет собой стеклянную пластину 75 мм х 25 х 1 мм, что соответствует стандартным размерам предметного стекла, используемого в микроскопии. В центре стекла выгравирована линейка длиной 1 мм, разделенная на 100 частей. Следовательно, Показание одного деления соответствует 0,01 мм, что равно 10 мкм.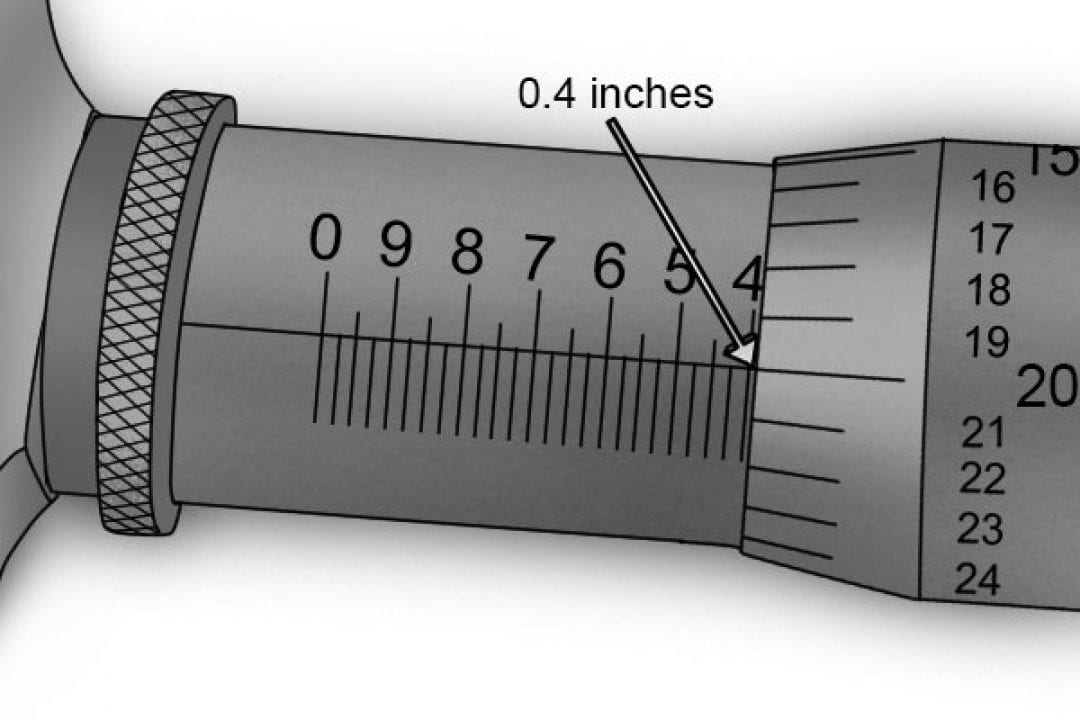
Объект-Микрометр поставляется в штатном пластиковом футляре с мягкими прокладками, что позволяет защитить стекло Объект-Микрометра от повреждения при транспортировке и хранении.
Окружность вокруг самой шкалы позволяет удобно и быстро находить шкалу Объект-Микрометра в окуляры микроскопа или в поле зрения микроскопа с цифровой системой визуализации при выводе изображения на экран монитора компьютера.
Внешний вид шкалы Объект-Микрометра под увеличением 10х:
Внешний вид шкалы Объект-Микрометра под увеличением 40х:
Следует помнить, что для калибровки на увеличении 100Х необходимо использовать иммерсионное масло (для масляных объективов).
Объект-Микрометр беречь от ударных нагрузок и изгибов, хранить в штатном пластиковом футляре. При чистке Объект-Микрометра от остатков биоматериала и иммерсионного масла исключить использование абразивных чистящих средств.
Вариант 1. Применение в оптической системе
- Извлечь Объект-Микрометр из футляра.
Убедиться в чистоте стекла, при необходимости – очистить;
- Поместить Объект-Микрометр на предметный стол микроскопа, стороной, на которую нанесена шкала – к образцу светопроницаемого биологического или гистологического материала.
- Используя объектив 4х, поймать с помощью регулировок микроскопа фокус на биологическом объекте и отцентровать в поле зрения шкалу Объект-Микрометра путем перемещения предметного стола.
- Переключиться на необходимый для измерения биологического препарата объектив, отрегулировать фокусное расстояние и откорректировать положение предметного стола с помощью регулировок микроскопа;
- Сделать измерение размеров клеток биологического или гистологического препарата, совмещенного со шкалой Объект-Микрометра для микроскопа.
Вариант 2. Калибровка системы цифровой визуализации
- Средствами ПО вывести изображение с цифровой камеры на экран монитора компьютера;
- Извлечь Объект-Микрометр из футляра. Осмотреть стекло микрометра, при необходимости – очистить;
- Поместить Объект-Микрометр на предметный стол микроскопа;
- Используя объектив 4х, установить с помощью регулировок микроскопа фокус на шкале микрометра, используя окружность, и отцентровать в поле зрения шкалу Объект-Микрометра путем перемещения предметного стола.

- Переключиться на необходимый для измерения объекта объектив.
- Установить наиболее часто используемое разрешение цифровой камеры микроскопа,
- Добиться резкого изображения шкалы калибровочного Объект-Микрометра, отрегулировав фокусное расстояние и положение предметного стола с помощью регулировок микроскопа;
- Получить на экране монитора контрастное изображение шкалы Объект-Микрометра и сделать фотографию изображение средствами ПО, на основании руководства к ПО.
- Средствами ПО для видеозахвата осуществить калибровку единиц измерения, осуществляемую сохранением коэффициента для пересчета количества единиц «пиксели» в «микрометры» или иные метрические единицы системы СИ.
Общие рекомендации.
Калибровку необходимо проводить для каждого используемого объектива. Проверьте рекомендации в Руководстве пользователя ПО используемой вами цифровой камеры. При работе с объективами 40х и более, для повышения точности измерения/калибровки стоит учитывать толщину риски деления, которая составляет от 3 до 4 мкм. Поэтому необходимо в качестве эталонного расстояния использовать расстояние между правой стороной левой риски и правой стороной правой риски. Посмотрите, как выглядит процесс калибровки в окне Программного Обеспечения Дианел-Микро для автоматизации исследований на цифровых микроскопах:
В качестве эталонного расстояния рекомендуем использовать максимальное большое количество делений в поле зрения – это снизит погрешность калибровки и, следственно, погрешность всех последующих измерений.
При работе с объективом 100х oil необходимо на сам Объект-Микрометр добавить иммерсионное масло, после чего подвести объектив и выполнить калибровку.
Благодаря калибровке цифровой камеры микроскопа совместно с программным обеспечением, появляется возможность удобно и быстро проводить измерения любых объектов вне зависимости от типа исследования: проходящий или отраженный свет, темное поле, фазовый контраст, люминесценция, поляризация.
После калибровки, необходимо тщательно протереть Объект-Микрометр от иммерсионного масла или биологических жидкостей чистой мягкой тканью, смоченной спиртосодержащей жидкостью – см. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ.
По окончанию работ убрать стекло Объект-Микрометра в штатный футляр.
Микрометр представляет собой прозрачное стекло с нанесенными на него микрометрической шкалой с ценой деления 0,01 мм, что равно 10 мкм. Шкала располагается по горизонтали.
Объект-микрометр применяется для калибровки как цифровых, так и просто оптических микроскопов, Калибровка или поверка шкалы измерения микроскопа осуществляется как в проходящем, так и в отраженном свете, люминесценции, поляризации, фазовом контрасте, темном поле и т.п.
Размеры стекла объект-микрометра 25,4 мм х 76,2 мм, что равно размерам стандартного предметного стекла, используемого в микроскопии.
Настройка и калибровка.
1. Поместить стекло для калибровки на предметный стол микроскопа.
2. Выбрать рабочий объектив и установить максимальное разрешение камеры.
3. Получить на экране монитора чёткое изображение шкалы и сделать снимок шкалы.
4. Вызвать в используемой программе команду «Калибровка».
5. Указать двумя щелчками мыши начало и конец линии и ввести значение длины линии в реальных единицах.
6. Ввести название настройки калибровки и сохранить результат.
7. Программа запомнит коэффициент, и в дальнейшем Вы сможете выбрать любую единицу измерения, все результаты будут пересчитываться в соответствии с Вашим выбором.
Цена – деление – микрометр
Цена деления микрометра определяется с помощью объект-микрометра. [2]
Цены делений микрометров и индикатора составляют 0 01 мм. [3]
Для определения цены деления окулярно-агштового микрометра применяют объектный микрометр – шкалу с известной ценой деления. Объектный микрометр рассматривают в микроскоп как предмет, и совмещая в поле зрения две: шкалы – объектную и окулярную, определяют цену деления окулярного микрометра. [4]
Для определения размеров предмета необходимо знать цену деления окуляр-но-винтового микрометра . Под ценой деления окулярно-винтового микрометра понимают выраженную в миллиметрах длину отрезка, рассматриваемого в микроскоп, изображение которого занимает одно деление шкалы микрометра. [5]
[5]
В зависимости от увеличения объектива и окуляра цена делений микрометра различна. Для каждого данного увеличения необходимо окулярный микрометр калибровать. Это осуществляется при помощи объективного микрометра, цена деления которого равна 0 01 мм. [6]
В зависимости от увеличения объектива и окуляра цена делений микрометра различна. Для каждого данного увеличения необходимо окулярный микрометр калибровать. Для калибровки используют объект-микрометр, цена деления которого равна 0 01 мм. [7]
Кроме того, погрешность, связанная с неточностью фиксации соприкосновения острия микрометра с исследуемым стержнем, может превысить цену деления микрометра . [8]
При проведении проверки внешнего вида и технического состояния должно быть установлено соответствие длиномера следующим требованиям: изображения штрихов миллиметровой шкалы, индекса круговой шкалы и шкалы десятых долей миллиметра должны быть отчетливыми и резкими; цена деления отсчетного микрометра 1 мкм. Проверка внешнего вида и технического состояния производится наружним осмотром. [9]
[9]
Поворот кристалла вокруг вертикальной оси 90, поворот счетчика вокруг вертикальной оси 90, поворот кристалла вокруг горизонтальной оси, параллельной рентгеновскому лучу, 360, поворот кристалла вокруг горизонтальной оси, перпендикулярной рентгеновскому лучу, 3; величина отсчета по нониусам 6; цена деления микрометров 0 01 мм, цена деления индикаторов 0 01 мм; величина сканирования 30 мм, максимальная скорость сканирования 20 мм / час; предельные размеры кристалла – наименьший 20 X 10 X 0 5 мм, наибольший 60 X 20 X 10 мм; питание камеры переменным током 220 в; габаритные размеры 290 х 230 X 260 мм; вес 80 кг. [10]
Проверку прямолинейности вертикально расположенных поверхностей длиной от 3 до 50 ж производят при помощи натянутой струны и микроскопа с окулярным микрометром. Цена деления микрометра должна быть не грубее 0 01 мм; для проверки применяется стальная рояльная проволока. [11]
Цена деления окулярного микрометра зависит от увеличения данной оптической системы. При замене одного окуляра или объектива другим цена деления микрометра также изменяется. [12]
При замене одного окуляра или объектива другим цена деления микрометра также изменяется. [12]
Продольный штрих и деления через 0 5 мм наносятся либо непосредственно на стебле, либо на втулке, надетой на стебель. Так как шаг микровинта равен 0 5 мм, а на барабане нанесено 50 делений, то цена деления микрометров равна 0 01 мм. [13]
Барабан 5 имеет скошенную фаску, разделенную по окружности на 50 равных частей. По шкале барабана отсчитывают сотые доли миллиметра. Это и есть цена деления микрометра . [15]
Прежде чем приступать к измерению толщины любого материала, устанавливают величину (цену) одного деления окуляр-микрометра, которую обозначают переводным коэффициентом К. Его устанавливают при помощи объект-микрометра с ценой деления 0,01 мм, т.е. 10 мкм.
Объективный микрометр помещают на предметный столик микроскопа и закрепляют между зажимами. В поле зрения микроскопа будут видны две шкалы: окулярная и объективная, и изображения обеих шкал накладываются друг на друга. Число делений окулярной и объективной шкал в пределах двух совпадений подсчитывают. Например: совпадения двух границ деления идут от цифр 65—50, т.е. 15 окулярных делений равны 5 делениям объективной шкалы. Если окулярные деления обозначить через К, то получим:
Число делений окулярной и объективной шкал в пределах двух совпадений подсчитывают. Например: совпадения двух границ деления идут от цифр 65—50, т.е. 15 окулярных делений равны 5 делениям объективной шкалы. Если окулярные деления обозначить через К, то получим:
откуда
Для установления переводного коэффициента расчеты необходимо произвести дважды и из результатов вывести среднюю арифметическую величину.
При более сильном увеличении соотношения делений окулярной и объективной шкал будут иными, цена одного деления окулярного микрометра уменьшится по сравнению с более слабым увеличением микроскопа, а точность измерений повысится. Цена одного деления окулярного микрометра не должна превышать 5 мкм.
Цена — деление — микрометр
Цена — деление — микрометр
Cтраница 1
Цена деления микрометра определяется с помощью объект-микрометра. [2]
Цены делений микрометров и индикатора составляют 0 01 мм. [3]
[3]
Для определения цены деления окулярно-агштового микрометра применяют объектный микрометр — шкалу с известной ценой деления. Объектный микрометр рассматривают в микроскоп как предмет, и совмещая в поле зрения две: шкалы — объектную и окулярную, определяют цену деления окулярного микрометра. [4]
Для определения размеров предмета необходимо знать цену деления окуляр-но-винтового микрометра. Под ценой деления окулярно-винтового микрометра понимают выраженную в миллиметрах длину отрезка, рассматриваемого в микроскоп, изображение которого занимает одно деление шкалы микрометра. [5]
В зависимости от увеличения объектива и окуляра цена делений микрометра различна. Для каждого данного увеличения необходимо окулярный микрометр калибровать. Это осуществляется при помощи объективного микрометра, цена деления которого равна 0 01 мм.
В зависимости от увеличения объектива и окуляра цена делений микрометра различна. Для каждого данного увеличения необходимо окулярный микрометр калибровать. Для калибровки используют объект-микрометр, цена деления которого равна 0 01 мм. [7]
Кроме того, погрешность, связанная с неточностью фиксации соприкосновения острия микрометра с исследуемым стержнем, может превысить цену деления микрометра. [8]
При проведении проверки внешнего вида и технического состояния должно быть установлено соответствие длиномера следующим требованиям: изображения штрихов миллиметровой шкалы, индекса круговой шкалы и шкалы десятых долей миллиметра должны быть отчетливыми и резкими;  [9]
[9]
Поворот кристалла вокруг вертикальной оси 90, поворот счетчика вокруг вертикальной оси 90, поворот кристалла вокруг горизонтальной оси, параллельной рентгеновскому лучу, 360, поворот кристалла вокруг горизонтальной оси, перпендикулярной рентгеновскому лучу, 3; величина отсчета по нониусам 6;
Проверку прямолинейности вертикально расположенных поверхностей длиной от 3 до 50 ж производят при помощи натянутой струны и микроскопа с окулярным микрометром. Цена деления микрометра должна быть не грубее 0 01 мм; для проверки применяется стальная рояльная проволока.
Цена деления окулярного микрометра зависит от увеличения данной оптической системы. При замене одного окуляра или объектива другим цена деления микрометра также изменяется. [12]
Продольный штрих и деления через 0 5 мм наносятся либо непосредственно на стебле, либо на втулке, надетой на стебель. Так как шаг микровинта равен 0 5 мм, а на барабане нанесено 50 делений, то цена деления микрометров равна 0 01 мм. [13]
Барабан 5 имеет скошенную фаску, разделенную по окружности на 50 равных частей. По шкале барабана отсчитывают сотые доли миллиметра. Это и есть цена деления микрометра. [15]
Страницы: 1 2
8.2.2. Определение цены деления шкалы окулярного микрометра
В тобусы микроскопов ввинчиваются два одинаковых объектива , соответствующих требуемому увеличению для предполагаемой шероховатости поверхности детали
Цену
деления шкалы окулярного микрометра
определяют с помощью объект-микрометра,
который представляет собой стеклянную
пластину с нанесенной на ней шкалой (в
большинстве случаев с ценой деления
0,01 мм).
Ослабляют винт 9, крепящий окулярный микрометр 8, последний по-ворачивают вокруг оси таким образом, чтобы направление винта окулярного микрометра было параллельно направлению изображения щели. Деления не-подвижной шкалы окулярного микрометра при этом параллельны делениям шкалы объект микрометра (рис. 96,а).
Затем
перекрестие окулярного микрометра
совмещают с каким-либо штрихом объект
микрометра и делают отсчет по барабану
окулярного микрометра. Наблюдая в
окуляр, переводят перекрестие на другой
штрих объект микрометра, отстоящий на
некоторое число делений (чем больше
расстояние между штрихами, тем больше
точность определения масштаба), и делают
второй отсчет по барабану окулярного
микрометра. При подсчете разности
следует помнить, что барабан может
сделать несколько полных оборотов, и
каждый полный его оборот соответствует
100 делениям. Отсчет полных оборотов
барабана производят с помощью двойного
штриха, (см. рис. 96,а), перемещающегося
относительно неподвижной шкалы окуляра
одновременно с перекрестием
Наблюдая в
окуляр, переводят перекрестие на другой
штрих объект микрометра, отстоящий на
некоторое число делений (чем больше
расстояние между штрихами, тем больше
точность определения масштаба), и делают
второй отсчет по барабану окулярного
микрометра. При подсчете разности
следует помнить, что барабан может
сделать несколько полных оборотов, и
каждый полный его оборот соответствует
100 делениям. Отсчет полных оборотов
барабана производят с помощью двойного
штриха, (см. рис. 96,а), перемещающегося
относительно неподвижной шкалы окуляра
одновременно с перекрестием
Рис. 96. Положение перекрестия окулярного микрометра: а − определение
цены деления по объект-микрометру; б − измерение высоты неровностей
Цену деления барабана окулярного микрометра при измерении высоты профиля (горизонтальная линия перекрестия параллельна щели) определяют по формуле:
Е= Tt/2A , (62)
где z −
число делений шкалы объект-микрометра,
пройденных перекрестием окуляр-микрометра; Т −
цена деления объект-микрометра; А − разность
отсчетов, полученных при двух совмещениях
перекрестия, выраженная в делениях
барабана.
Цифра 2 в знаменателе формулы учитывает наклон тубуса под углом 45°, а также то обстоятельство, что при измерении изделия окулярный микрометр поворачивают на 45°.
Пример 11. z = 11 делений объект-микрометра, А = 200 делений бараба-на.
Е= 11*0.01/ (2* 200)= 0,275 мм.
Цену деления шкалы барабана окулярного микрометра при измерении шага микронеровностей (перекрестие устанавливают так, как показано на рис. 96,а) определяют по формуле:
E= Tt/A (63)
8.2.3. Порядок выполнения работы
− Изучают инструкцию по технике безопасности при выполнении лабораторных работ.
− Вворачивают
в тубусы микроскопов выбранные в
соответствии с предполагаемой высотой
неровностей одинаковые объективы.
− Включают источник света через понижающий трансформатор в сеть.
− Определяют цену деления шкалы окулярного микрометра (см. п. 8.2.2).
− Устанавливают объект измерения на столе прибора (непосредственно или в накладную призму).
− Производят фокусировку прибора: устанавливают кронштейн с корпусом микроскопов на требуемой высоте вращением гайки 17 (см. рис. 95) при освобожденном винте 15; стопорят винт 15; получают изображение световой щели, производя подъем или опускание микроскопов с помощью винта 12; вращением винта 19 устанавливают световую щель в центре поля зрения; устанавливают необходимую ширину световой щели с помощью кольца 18; вращая винт 11, производят окончательную фокусировку.
− Ослабив винт 9, поворачивают окулярный микрометр вокруг оси так, чтобы направление винта окулярного микрометра было параллельно на-правлению изображения щели (рис. 96, б).
− Поворачивают
объект измерения таким образом, чтобы
направление неровностей было
перпендикулярно изображению щели.
При необходимости повторяют фокусировку прибора (одна сторона фокусируется обычно более резко, чем другая; по ней рекомендуется производить измерение).
− Измеряют высоту наибольших микронеровностей в пяти точках исследуемой поверхности. Горизонтальную линию перекрестия вращением барабана 7 подводят сначала к вершине изгиба щели по выбранной стороне, а затем к впадине по той же стороне щели (см. рис. 96, б). Разность отсчетов на барабане 7 окулярного микрометра, умноженная на цену деления, определяют высоту неровностей в данной точке.
− Результаты измерений заносят в таблицу, выполненную по форме табл. .
− Подсчитывают среднюю высоту микронеровностей по десяти точкам по формуле
(64)
Таблица Результаты измерений
Порядковый номер измерения | Первый отсчет по окулярному микрометру | Второй отсчет по окулярному микрометру | Разность отсчетов | Высота не-ровностей Ri, мкм |
1 | ||||
2 | ||||
3 | ||||
4 | ||||
5 | ||||
6 | ||||
7 | ||||
8 | ||||
9 | ||||
10 |
— сравнить расчетную величину шероховатости с визуальным эталоном шероховатости;
—
выводы.
Микрометр окулярный винтовой МОВ-1-15x — SCOPICA
Для измерения линейного увеличения объектива микроскопа с помощью винтового окулярного микрометра в качестве объекта следует применять объект-микрометр (ОМО или ОМП), который надо установить на столик микроскопа.
Вращением окуляра 8 за накатанную часть нужно установить его на резкость изображения перекрестия, сфокусировать тубус на резкость изображения шкалы объект-микрометра, а затем приступить к измерению увеличения объектива.
По шкале объект-микрометра следует взять некоторое число делений, укладывающихся в 2/3 поля зрения окуляра. Не рекомендуется при измерении пользоваться всем полем зрения окуляра, так как на краю поля качество изображения несколько хуже, чем в центральной части.
Для удобства измерения биштрих окулярного микрометра подводят к делению «8» миллиметровой шкалы. Шкалу объект-микрометра устанавливают в поле зрения микроскопа так, чтобы первый штрих находился перед центром перекрестия на расстоянии 2—3 делений шкалы объект-микрометра, при этом штрихи шкалы объект-микрометра должны быть параллельны биштриху.
Наблюдая в окуляр, вращением барабана по часовой стрелке совмещают центр перекрестия окуляра с изображением первого штриха шкалы объект-микрометра. Снимают отсчет по шкалам окулярного микрометра. Продолжая наблюдать в окуляр, вращением барабана в ту же сторону совмещают центр перекрестия с изображением штриха объект-микрометра, отстоящего от противоположного края поля зрения примерно на то же расстояние, что и первый штрих.
Можно вести измерение и в обратном направлении, т. е. от «0» миллиметровой шкалы окулярного микрометра к делению «8», сохраняя направление вращения барабана в одну и ту же сторону и совмещая центр перекрестия с изображениями штрихов шкалы объект-микрометра при снятии первого и второго отсчетов.
Снимают второй отсчет по шкалам окулярного микрометра. Подсчитав число делений шкалы объект-микрометра, принятых при измерении, вычисляют разность отсчетов (из большего числа вычитают меньшее) по шкалам окулярного микрометра и данные подставляют в формулу
β = (II — I) / z * a
- β — линейное увеличение объектива;
- (II — I) — разность двух отсчетов по шкалам окулярного микрометра;
- z — число делений объект-микрометра, принятое при измерении;
- а — цена деления шкалы объект-микрометра.

Пример. Первый отсчет по окулярному микрометру 6,35 мм, второй отсчет — 2,50 мм; число делений шкалы объект-микрометра, принятое при измерении, — 25, цена деления шкалы объект-микрометра — 0,01 мм.
Тогда:
(6,35 — 2,50) / 0,01 * 25 = 3,85 / 0,25 = 15,4x
Следовательно, увеличение объектива 15,4x.
Окуляр для микроскопа 10x/22 со шкалой (D 30 мм)
Для выполнения сравнительных оценок линейных размеров отдельных составляющих объекта может быть применен окуляр со шкалой или с сеткой.
Шкала установлена в плоскости полевой диафрагмы окуляра увеличением 10 крат. Окуляр со шкалой устанавливается в окулярный тубус. Парный ему окуляр без шкалы установить в окулярный тубус с диоптрийной подвижкой. Наблюдая в окуляр со шкалой, сфокусироваться на резкое изображение шкалы, затем рукоятками грубой и точной фокусировки сфокусировать микроскоп на резкое изображение объекта. Наблюдая изображение объекта вторым глазом в окуляр без шкалы, вращением кольца диоптрийной подвижки тубуса добиться резкого изображения объекта, при этом не изменять положение рукояток грубой и точной фокусировки. Наблюдая изображение объекта двумя глазами, раздвинуть окулярные тубусы так, чтобы видимые поля в левом и правом тубусах наблюдались как одно, то есть установить их в соответствии глазной базой. При такой настройке наблюдатель увидит резкое изображение объекта одновременно с резким изображением шкалы окуляре, что позволит выполнить необходимые сравнительные оценки линейных размеров структур.
Наблюдая изображение объекта вторым глазом в окуляр без шкалы, вращением кольца диоптрийной подвижки тубуса добиться резкого изображения объекта, при этом не изменять положение рукояток грубой и точной фокусировки. Наблюдая изображение объекта двумя глазами, раздвинуть окулярные тубусы так, чтобы видимые поля в левом и правом тубусах наблюдались как одно, то есть установить их в соответствии глазной базой. При такой настройке наблюдатель увидит резкое изображение объекта одновременно с резким изображением шкалы окуляре, что позволит выполнить необходимые сравнительные оценки линейных размеров структур.
Для определения размеров структур в линейной мере (в миллиметрах или микронах) необходимо воспользоваться специальной линейкой – объект-микрометром (калибровочный слайд). Объект-микрометр следует положить на предметный столик вместо объекта (на прямых
микроскопах шкалой вверх, на инвертированных – шкалой вниз). По шкале объект-микрометра произвести градуировку шкалы окуляра для каждого объектива, с которым будут выполняться измерения. Для этого сфокусировать микроскоп на резкое изображение шкалы объект-микрометра в плоскости окуляра и развернуть окуляр в тубусе, установив штрихи обеих шкал параллельно. Определить, сколько делений объект-микрометра укладывается в шкале окуляра (при объективах среднего и большого увеличения) или сколько делений шкалы окуляра занимает весь объект-микрометр (при объективах малого увеличения).
Для этого сфокусировать микроскоп на резкое изображение шкалы объект-микрометра в плоскости окуляра и развернуть окуляр в тубусе, установив штрихи обеих шкал параллельно. Определить, сколько делений объект-микрометра укладывается в шкале окуляра (при объективах среднего и большого увеличения) или сколько делений шкалы окуляра занимает весь объект-микрометр (при объективах малого увеличения).
Вычислить цену деления шкалы окуляра при работе с каждым объективом по формуле:
Е=ТL/A, где
E — цена деления шкалы окуляра;
L – число делений объект-микрометра;
Т – цена деления шкалы объект-микрометра, указанная на объект-микрометре;
А – число делений шкалы окуляра.
Полученные данные рекомендуется записать в таблицу
| Увеличение объектива | Цена деления шкалы окуляра |
|
4 5 10 20 40 50 60 100 |
|
Пользуясь этими данными при определении истиной линейной величины объекта достаточно подсчитать число делений шкалы окуляра, накладывающихся на измеряемый участок объекта, и умножить это число на цену деления шкалы, указанную в данной таблице.

Микрометр со вставками (резьбовой) МВМ 100 (75-100) с ценой деления 0,01мм
Модель: Микрометр со вставками (резьбовой) МВМ 100 (75-100) с ценой деле
Краткое описание
Микрометры типа МВМ предназначены для измерения среднего диаметра метрических, дюймовых и трубных резьб. В комплект микрометра входит установочная мера (для микрометров с верхним пределом измерения свыше 25 мм).
|
Модель |
Диапазон измерения, мм |
Габаритные размеры, мм |
А |
В |
С |
|
MBM 100 |
75-100 |
216x105x23 |
4 |
3 |
3 |
|
цена деления, мм |
0,01 |
Вставки типа A
|
A |
Шаг метрической резьбы, мм |
|
4 |
1; 1,5; 2; 3; 4; 6 |
Вставки типа B
|
B |
Диапазон числа ниток дюймовой резьбы на длине 25,4 мм |
|
3 |
4,5-3 |
|
|
|
Вставки типа C
|
C |
Шаг трубной резьбы, мм (число шагов на длине 25,4 мм) |
|
3 |
2,309 (11) |
Как считывать внешний микрометр
Как считывать внешний микрометр
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но имеет ограниченные возможности. на меньший диапазон длин. Например, потребуется набор из шести предметов. микрометров для покрытия диапазона 6 штангенциркуля.
Детали внешнего микрометра
Правильное использование и уход за микрометром
Обязательно разблокируйте фиксирующий рычаг, прежде чем пытаться повернуть насадку.
Очистите измерительные поверхности чистой тканью до и после измерений.
Также рекомендуется время от времени чистить шпиндель, чтобы
загрязнения от попадания внутрь рукава. Держитесь за наперсток, когда
требуя большого количества поездок, но когда вы приближаетесь к
объект, который необходимо измерить, используйте ограничитель храповика, чтобы не перетягивать наперсток
и дают ошибочное прочтение. Никогда не оставляйте микрометр на палящем солнце
а затем попытайтесь измерить.Это также привело бы к ошибочному чтению.
Когда микрометр на минимальном значении, горизонтальная линия на рукаве
должен совпадать с 0 на наперстке. Если это не так, это будет
необходимо откалибровать микрометр, вращая гильзу. Каждый микрометр
поставляется с регулировочным ключом в виде полумесяца для этой цели. Сделать корректировку
просто загоните ключ сбоку от шпинделя и вставьте маленький наконечник
в отверстие для рычага. Для поворота шпинделя не потребуется много усилий.
однако в шпинделе имеется достаточное сопротивление, поэтому он никогда не сдвинется с места.
самостоятельно.Микрометры большего размера поставляются со стандартами для проверки правильности
калибровка. При проверке держите эталон прямо между
наковальня и шпиндель. Чтобы помочь с этим, попробуйте слегка повернуть эталон с помощью
пальцами, осторожно поворачивая наперсток, когда вы приближаетесь к стандарту.
- Как читать внешний микрометр
-
Щелкните, чтобы перейти к
1. Считывание шкалы 0,001
2. Считывание шкалы 0,0001
3.Считывание шкалы 0,01 мм
4. Считывание шкалы 0,001 ммПрежде всего, основы:
Шаг резьбы винта на стандартном шпинделе составляет 40 витков на дюйм. Один вращение наперстка продвигает лицевую сторону шпинделя к или от поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя градация на рукаве. Строка чтения на рукаве разделена на 40 равными частями вертикальными линиями, соответствующими количеству ниток на шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0.025 «. Каждый четвертый Линия, которая длиннее остальных, обозначает 0,100 «и пронумерована. скошенный край наперстка разделен на 25 равных частей с каждой линией представляет 0,001 «, и каждая строка может быть пронумерована или не нумероваться, однако каждый пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях, умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и к этому добавьте количество тысячных, указанное линией на наперстке, Лучше всего совпадает с центральной длинной линией на рукаве.А теперь несколько примеров:
Как читать микрометр с градуировкой 0,001 дюйма
Наперсток микрометра показывает 0,276 дюйма
На рисунке выше наперсток расположен в положении между 2-я и 3-я пронумерованные градации, таким образом, 2 x 0,100 = 0,200. Прошлое там есть три дополнительных подразделения, что составляет 3 x 0,025 = 0,075. Наконец градация 1 на наперстке — ближайшая к центральной длинной линии на рукав поэтому 1 х 0.001 = 0,001. Таким образом, значение будет 0,200 + 0,075. + 0,001, всего 0,276 дюйма.
Как прочитать внешний микрометр с градуировкой 0,0001 « (с дополнительным нониусом масштаб).
Многие микрометры включают нониусную шкалу на втулке в дополнение к регулярные выпускные. Это позволяет проводить измерения в пределах 0,001 миллиметра. производится на метрических микрометрах или 0,0001 дюймов на микрометрах дюймовой системы.
Дополнительная цифра этих микрометров получается путем нахождения линии на рукав, который лучше всего совпадает с линией на наперстке.Количество этого совпадающая линия нониуса представляет собой дополнительную цифру. В следующем примере используется от 1 до 2 микрометров (показано со стандартом 1).
Горизонтальная шкала на рукаве имеет деления каждые 0,025 (25 тысячные). Каждому 4-му выпуску (начиная с 0) присваивается номер. последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), что читается как 100 тысячных.
Вертикальная шкала на наперстке.001 (1 тысячная). Каждая 5-я градация пронумерована для наглядности.
Градуировка по вертикальной шкале на рукаве соответствует 0,0001 (десятая часть тысячные). Это нониусная шкала.Показания микрометра 1,1551 дюйма
-
Показание для этого примера определяется сложением пяти отдельных цифр.
А это:
Длина эталона — 1.0000
Пронумерованная градуировка на рукаве 1 или 0,1000
Две дополнительные градуировки на рукаве 2-й линии после 1, которая равна 2 x .025 = 0,050 (50 тысячных).
Число тысячных долей по вертикальной шкале наперстка — от 5 до 6, следовательно, .005
Лучшее совпадение двух вертикальных шкал, что означает 1.0001
Сумма всех пяти цифр:
1.0000
0,1000
0,0500
0,0050
0,0001
— это
1,1551, которое просто читается как 1,1551 дюйм или может быть прочитанным как один и один тысяча пятьсот пятьдесят одна десятитысячная дюйма.Другой пример в дюймах с использованием от 0 до 1 микрометра:
-
Как читать микрометр с нулевой шкалой.01 мм -
Шаг резьбы на метрическом шпинделе составляет полмиллиметра. (0,5 мм). Один оборот наперстка перемещает лицевую сторону шпинделя в сторону или в сторону. от поверхности наковальни точно 0,5 мм. Линия чтения на рукаве градуирована. над центральной длинной линией в миллиметрах (1,0 мм) с каждым пятым миллиметром пронумерованы. Каждый миллиметр также делится пополам (0,5 мм) ниже центральная длинная линия. Скошенный край наперстка делится на пятьдесят равных частей, где каждая строка представляет 0.01мм и каждая пятая строка нумеруется от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений на рукаве плюс количество сотых миллиметра, обозначенное значком градуировка наперстка, которая совпадает с центральной длинной линией на рукаве, дать чтение.
Чтение микрометра на наконечнике 5,78 ммНа рисунке выше наконечник расположен там, где край наконечника фаска расположена между 5-м и 6-м делением на верхней стороне масштабируйте таким образом 5.0миллиметр. На нижней стороне также прошла следующая градация. шкалы, таким образом, дополнительные 0,5 мм. Наконец выпуск 28 (.28) на наперсток совпадает с центральной длинной линией рукава. Тогда чтение будет 5,00 + 0,5 + 0,28 = 5,78 мм.
Как читать микрометр с градуировкой 0,001 мм
- Показание микрометра 5,783 миллиметра
На приведенном выше рисунке этот микрометр имеет дополнительную шкалу нониуса. рукав.Он читается примерно так же, как и в предыдущем примере, но более точные показания могут быть получены с помощью этой нониусной шкалы. Выпуск 31 на Наперсток лучше всего совпадает с отметкой 0,003 на рукаве. Таким образом значение будет 5,00 + 0,5 + 0,28 + 0,003 = 5,783 мм.
Для получения точных показаний всех прецизионных измерений важно держать обрабатываемую деталь перпендикулярно измерительному инструменту. Рассмотрите возможность покупки микрометра подставка, которая может служить третьей рукой. Стенд может значительно повысить точность измерения и фактически ускорить процесс, особенно при измерении части постоянно.
Класс отклонен!
Приобретайте наши продукты у следующих розничных продавцов:
Закрыть окно
Метрический микрометр
| Метрический микрометр очень похож на стандартный дюйм микрометра, пока вы не посмотрите на деления на рукаве и ствол (Рисунок 1). | |
| На рукаве метрики два отдельных ряда линий микрометр (рисунок 2). | |
Нижний ряд представляет деления в миллиметрах. Верхний ряд представляет половину миллиметра. Каждый полный оборот наперстка движется миллиметр шпинделя (0,5 мм).Окружность наперстка составляет разделены на 50 равных частей (рис. 2) или 0,01 мм.
Показания метрического микрометра
Чтобы прочитать метрический микрометр, сначала прочтите число целых миллиметров на нижнем ряду гильзы микрометра (рис. 3). Это целые миллиметры. Если есть дополнительная строка без покрытия в верхнем ряду, это равно половине миллиметра (рис. 3).Таким образом, к измеренному значению необходимо добавить 0,5 мм. Затем добавьте считывание показаний наперстка с точностью до показаний целого и полумиллиметрового рукава. Ссылаться на рисунки 3,4 и 5 и попробуйте прочитать измерения, прежде чем смотреть на ответ в объяснении рисунка.
| Открыто 23 целых деления = 23 миллиметра. 0 миллиметров деления открыты = 0,0 миллиметра 15 делений 0,01 миллиметра совпадают на гильзе = 0,15 миллиметры. |
| 18 целых делений открыты = 18 миллиметров. 0,5 миллиметра деления не покрыто = 0,5 миллиметра 10 делений 0,01 миллиметра совпадают на наперстке = 0,10 миллиметры. | |
| 15 — целые деления открыты = 15 миллиметров. 1 — 0,50 миллиметра открыта = 0,5 миллиметра 13 деления 0,01 миллиметра совпадают на гильзе = 0,13 миллиметры. |
Примечание: некоторые производители микрометров могут изменить положение цельной и половинной деления миллиметра. Порядок, в котором вы считывать микрометры останутся прежними, т.е. целые миллиметры, полмиллиметра и сотые доли миллиметра.
Считывание показаний нониусного метрического микрометра
Нониусный метрический микрометр может измерять до двух тысячные доли миллиметра (0,002 мм). 0,002 мм эквивалентно приблизительно 0,00008 дюйма.
Нониус градуируется с шагом 0,002 мм начальный и оканчивающийся на 0 (рисунок 5).
Если любой 0 на шкале деления нониуса совпадает с наперстком показания, никакие дополнительные тысячные доли миллиметра не добавляются к чтение.
Рис. 5 Линия шкалы нониуса в две тысячных долей, которая выстраивается
с градуированной линией на наперстке добавляется к показаниям. В этом
в корпусе необходимо добавить 0,006 мм.
Считывание показаний нониусного метрического микрометра осуществляется складывая целый миллиметр, полмиллиметра и сотые доли миллиметр, как и раньше.К этому чтению добавляется количество две тысячных миллиметра, считываемые по нониусной шкале (Рисунок 5).
| 15 — целые деления открыты = 15 миллиметров. 1 — 0,50 миллиметра открыта = 0,5 миллиметра 8 0.На наперстке совпадает 01 деление миллиметра = 0,08 миллиметры. 4 деления нониуса выстраиваются по нониусной шкале = 0,004 |
Микрометры — Измерительные инструменты | Craftsmanspace
Микрометр состоит из полукруглой рамки с цилиндрическим удлинением, цилиндра (гильзы) на правом конце и закаленной наковальни на другом конце. Канал ствола (втулки) имеет резьбу, а шпиндель ввинчивается в канал ствола.На шпинделе есть градуированный наперсток, который вращается заодно с ним.
Обычно используются три типа микрометров: внешний микрометр, внутренний микрометр и глубинный микрометр.
НАРУЖНЫЕ МИКРОМЕТРЫ
Наружные микрометры используются для измерения внешнего расстояния или диаметра с точностью до 0,001 дюйма.
ВНУТРЕННИЕ МИКРОМЕТРЫ
Внутренние микрометры используются для измерения внутреннего диаметра с точностью до.001 дюйма.
МИКРОМЕТРЫ ГЛУБИНЫ
Глубинные микрометры используются для измерения глубины с точностью до 0,001 дюйма.
— Детали микрометра
Микрометрыоснащены двумя усовершенствованиями, которые очень помогают пользователю. Первым из них является блокировка шпинделя, которая представляет собой устройство, позволяющее надежно заблокировать шпиндель в любых положениях. Микрометр можно установить в желаемое положение, а затем заблокировать.Вторая доработка — это храповой упор, который размещается на конце наперстка. Только относительно небольшое давление на гильзу может привести к появлению значительной силы между двумя наковальнями. Если бы сила была чрезмерной, то можно было бы перегрузить раму, что привело бы к необратимому повреждению микрометра, что, в свою очередь, привело бы к получению неверных показаний. Для решения этой проблемы установлен стопор с храповым механизмом, который пропускает гильзу через храповое устройство.
Имперский микрометр
Считывание микрометра — это всего лишь считывание шкалы микрометра или подсчет оборотов наперстка и прибавление к этому любой доли оборота. Винт микрометра имеет 40 витков резьбы на дюйм. Это означает, что за один полный и точный оборот микрометрического винта шпиндель перемещается от опоры или к ней ровно на 1/40 или 0,025 дюйма.
Линии на цилиндре соответствуют шагу микрометрического винта, каждая линия показывает 0.025 дюймов, и каждая четвертая строка пронумерована 1, 2, 3 и так далее. Скошенный край гильзы разделен на 25 частей, каждая линия показывает 0,001 дюйма или 0,025 дюйма, покрытых одним полным и точным оборотом гильзы. Каждая пятая строка на наперстке пронумерована, чтобы обозначить размер в тысячных долях дюйма.
— ЧТОБЫ ПРОЧИТАТЬ ИЗМЕРЕНИЕ, КАК ПОКАЗАНО ВЫШЕ.
Считайте самую высокую цифру, видимую на бочке … . . . 3 x 0,1 дюйма = 0.300 дюймов
Количество видимых линий между № 3 и краем наперстка. . . . . . . 1 x 0,025 дюйма = 0,025 дюйма
Линия на наперстке, которая совпадает с оборотом или длинной линией в стволе или превышает их. . … . . 16 x 0,001 дюйма = 0,016 дюйма
ИТОГО = 0,300 дюйма + 0,025 дюйма + 0,016 дюйма = 0,341 дюйма
Показания метрического микрометра
Тот же принцип применяется при считывании показаний метрического градуированного микрометра, но используются следующие изменения градуировки: Шаг микрометрического винта равен 0.5 мм. Один оборот шпинделя продвигает или отводит винт на расстояние, равное 0,5 мм.
На корпусе опорная линия градуирована двумя наборами линий: одна ниже точки отсчета в миллиметрах, а другая — в полмиллиметрах. Шкала наперстка делится на пятьдесят равных делений, деленных на пять, так что каждое маленькое деление на наперстке соответствует 1/50 от 1/2 мм, что равняется 1/100 мм, что составляет 0,01 мм.
— ДЛЯ ПРОСМОТРА ИЗМЕРЕНИЙ, КАК ПОКАЗАНО ВЫШЕ:
Сначала отметьте полное количество делений в миллиметрах на стволе (основные деления ниже базовой линии)……….. 15 x 1,0 мм = 15,00 мм
Затем посмотрите, видна ли половина мм (небольшие деления над базовой линией) ………… 3 x 0,50 мм = 1,50 мм
Наконец прочтите линию на наперстке, совпадающую с линией нулевой точки. Это дает сотые доли мм. ……….. 16 x 0,01 мм = 0,16 мм
ИТОГО: 15,00 мм = 1,50 мм + 0,16 мм = 16,66 мм
МИКРОМЕТРЫ ЦИФРОВЫЕ
Цифровой микрометрочень точен и требует вычислений, необходимых для стандартного микрометра.Когда шпиндель и опора соприкасаются с заготовкой, результат измерения можно считать непосредственно с цифрового дисплея.
УХОД ЗА МИКРОМЕТРАМИ
- Покройте металлические части всех микрометров тонким слоем масла для предотвращения ржавчины.
- Хранить микрометры в отдельных контейнерах, предоставленных производителем.
- Следите за чистотой и разборчивостью делений и отметок на всех микрометрах.
- Не роняйте микрометр. Небольшие зазубрины или царапины при сканировании приводят к неточным измерениям.
Как считывать показания внешнего микрометра _ Экспертиза
Введение
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но может измерять меньший диапазон длин. Очистите измерительные поверхности чистой тканью до и после измерения.
Детали внешнего микрометра
Как считывать внешний микрометр с шагом 0,001 дюйма
Наперсток микрометра показывает 0.276 дюймов
Шаг резьбы винта на шпинделе составляет 40 витков на дюйм. Один оборот наперстка продвигает шпиндель лицом к поверхности наковальни или от нее точно на 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя делениями на втулке. Линия считывания на втулке разделена на 40 равных частей вертикальными линиями, соответствующими количеству витков резьбы на шпинделе. Таким образом, каждая вертикальная линия обозначает 1/40 дюйма или 0,025 дюйма. Каждая четвертая строка, более длинная, чем остальные, обозначает 0.1 дюйм. Скошенный край наперстка разделен на 25 равных частей, каждая линия которых соответствует 0,001 дюйма, и каждая линия или каждая пятая строка пронумерованы последовательно. Чтобы измерить микрометр в тысячных долях, умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и добавьте к этому количество тысячных, обозначенное линией на наперстке, которая совпадает с центральной длинной линией на рукаве.
Предположим, что гильза была вывинчена так, что была видна градуировка 2 и три дополнительных деления (как показано на изображении), и что градуировка 1 на наперстке совпадала с центральной длинной линией на гильзе.Тогда значение будет 0,2000 + 0,075 + 0,001, или 0,276 дюйма.
Как считывать внешний микрометр с градуировкой 0,01 мм
Чтение микрометра 5,78 мм
Шаг резьбы винта на шпинделе составляет полмиллиметра (0,5 мм). Один оборот гильзы перемещает поверхность шпинделя к поверхности наковальни или от нее точно на 0,5 мм. Линия считывания на рукаве градуирована над центральной длинной линией в миллиметрах (1.0 мм) с пронумерованным каждым пятым миллиметром. Каждый миллиметр также делится пополам (0,5 мм) ниже центральной длинной линии. Скошенный край наперстка делится на пятьдесят равных частей, каждая линия представляет 0,01 мм, а каждая пятая линия пронумерована от 0 до 50. Таким образом, показание дается количеством миллиметровых и полумиллиметровых делений, видимых на гильзе, плюс количество сотых долей миллиметра, обозначенное градуировкой гильзы, которая совпадает с центральной длинной линией на гильзе.
Предположим, что гильза была выкручена так, что были видны градуировка 5 и еще одно деление 0,5 (как показано на изображении), и что градуировка 28 на гильзе совпадала с центральной длинной линией на гильзе. Тогда показание будет 5,00 + 0,5 + 0,28 = 5,78 мм.
Как читать нониусный миркометр с градуировкой 0,001 мм или 0,0001 дюйма
Гильза микрометра (с нониусом), показание 5,783 мм
Некоторые микрометры снабжены нониусной шкалой на гильзе в дополнение к обычным делениям.Они позволяют производить измерения в пределах 0,001 миллиметра для метрических микрометров или 0,0001 дюйма для микрометров дюймовой системы.
Дополнительная цифра этих микрометров получается путем нахождения линии на нониусной шкале рукава, которая точно совпадает с линией на наперстке. Номер этой совпадающей линии нониуса представляет собой дополнительную цифру.
Таким образом, показание для метрических микрометров этого типа — это количество целых миллиметров (если есть) и количество сотых долей миллиметра, как для обычного микрометра, и количество тысячных долей миллиметра, заданное совпадающей линией нониуса. по нониусной шкале рукава.
Например, измерение 5,783 миллиметра можно получить, сняв 5,5 миллиметра на гильзе, а затем прибавив 0,28 миллиметра, как определено гильзой. Затем верньер будет использоваться для чтения 0,003 (как показано на изображении).
Дюймовые микрометры считываются аналогичным образом.
При использовании метрического или дюймового микрометра без нониуса, конечно, можно получить меньшие показания, чем градуированные, путем визуальной интерполяции между градуировками.
Integrated Publishing — Ваш источник военных спецификаций и образовательных публикаций
Integrated Publishing — Ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности военнослужащих и т. Д.
Продвижение — Военное продвижение по службе книги и др.
Аэрограф / Метеорология
— Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководство по аэрографии и метеорологии ВМФ
Автомобили / Механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным запчастям, руководства по запчастям дизельных двигателей, руководства по запчастям для бензиновых двигателей и т. Д.
Автомобильные аксессуары |
Перевозчик, Персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранилище |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер / Хаммер) |
и т.п…
Авиация — Принципы полета,
авиастроение, авиационная техника, авиационные силовые установки, руководства по авиационным деталям, руководства по деталям самолетов и т. д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д …
Боевой — Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное оружие и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Инженерная машина |
и т.д …
Строительство — Техническое администрирование,
планирование, оценка, календарное планирование, планирование проекта, бетон, кладка, тяжелые
строительство и др.
Руководства по строительству военно-морского флота |
Агрегат |
Асфальт |
Битуминозный распределитель кузова |
Мосты |
Ведро, раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
Дробилка |
Самосвалы |
Земляные двигатели |
Экскаваторы | и т.п…
Дайвинг — Руководства по дайвингу и утилизации разного оборудования.
Чертежник — Основы, приемы, составление проекций, эскизов и др.
Электроника — Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. Д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Аккумуляторы |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
Техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.п…
Инженерное дело — Основы и приемы черчения, черчение проекций и эскизов, деревянное и легкое каркасное строительство и др.
Военно-морское дело |
Программа исследования прибрежных заливных отверстий в армии |
так далее…
Еда и кулинария — Руководства по рецептам и оборудованию для приготовления пищи.
Логистика — Логистические данные для миллионов различных деталей.
Математика — Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги — Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, аптека, токсикология и др.
Медицинские руководства ВМФ |
Агентство регистрации токсичных веществ и заболеваний
MIL-SPEC — Правительственные MIL-Specs и другие сопутствующие материалы
Музыка — мажор и минор масштабные действия, диатонические и недиатонические мелодии, ритм биения, пр.
Ядерные основы — Теории ядерной энергии,
химия, физика и др.Справочники
DOE
Фотография и журналистика
— Теория света,
оптические принципы, светочувствительные материалы, фотографические фильтры, копия
редактирование, написание для публикаций и т. д.
Руководства по фотографии и журналистике военно-морского флота |
Армейская фотография Полиграфия и пособия по журналистике
Религия — Основные религии мира, функции поддержки поклонения, венчания в часовне и т. д.
Как читать микрометр
Раскрытие информации о рекламе — как партнер Amazon я зарабатываю на соответствующих покупках, а также от других розничных продавцов.Они не влияют на наш контент или ваши покупки, но помогают поддерживать нашу работу. Спасибо!
Микрометр — это инструмент, который дает измерения, недоступные почти ни одному другому инструменту. Если вам нужно быть точным и измерять объекты с точностью до 1000-ой дюйма, микрометр — разумный выбор. На рынке есть несколько типов микрометров, и, поскольку эти инструменты настолько точны, вы захотите убедиться, что знаете, как правильно их читать. Давайте посмотрим, как читать микрометр.
Какой микрометр выбрать?
При выборе микрометра важно убедиться, что выбранная вами модель будет давать измерения в тех единицах, которые вам нужны. Кроме того, вы должны убедиться, что он может зажиматься или вставляться в подходящее место для ваших измерений.
Чаще всего выбирают наружный микрометр, внутренний микрометр и глубинный микрометр. Показания каждого из них будут немного отличаться в зависимости от марки и способа крепления микрометра.
Есть микрометры с цифровыми дисплеями. Для тех, кто действительно испытывает трудности с считыванием микрометра, иногда лучше всего подходит цифровой вариант. Если цифровой микрометр надежно закреплен на месте, вам не придется так беспокоиться о том, как читать отдельные шкалы.
Шаги для считывания микрометра
Когда вы покупаете микрометр, вам нужно будет проверить указания и руководство пользователя, чтобы убедиться, что вы правильно читаете микрометр.Это основные шаги, которым будет следовать большинство стандартных моделей.
Шаг 1. Настройте измерение
Вам необходимо убедиться, что ваш микрометр правильно настроен и ваша деталь находится между двумя измерительными поверхностями на микрометре. Убедитесь, что вы прикрепили микрометр так, как он предназначен для использования, чтобы вы могли получить правильные измерения.
Шаг 2: поверните измерительные грани
Затем вам нужно будет убедиться, что вы можете прочитать измерительные грани на микрометре.Для этого вы должны иметь возможность повернуть устройство так, чтобы вы могли видеть шкалу на измерительном приборе.
Шаг 3. Убедитесь, что микрометр плотно прилегает к корпусу
На микрометре должна быть трещотка, позволяющая затянуть посадку на детали. Микрометр должен быть плотным, иначе измерение будет неточным.
Шаг 4: стопорная гайка
Как только вы почувствуете, что микрометр на месте и он плотно затянут, вы можете заблокировать измерение с помощью стопорной гайки.Если у вас есть цифровой микрометр, это особенно важно, чтобы устройство знало, что вы действительно в безопасности и готовы к измерениям.
Шаг 5. Считайте линейную градацию
Линейная градация указывает миллиметры (в зависимости от микрометра, который у вас есть), это ваши приблизительные цифры, а затем измерения на градуировке наперстка дадут вам еще более точное измерение.
Вы заметите, что эта линейная градация имеет тенденцию давать вам диапазон; например, что ваше измерение составляет от 3 до 3.5 миллиметров, затем вам нужно будет перейти к градуировке наперстка, чтобы получить точное число.
Шаг 6. Прочтите градацию наперстка
После получения линейной градации можно переходить к градуировке наперстка. Здесь вы увидите десятки и сотни миллиметров. Вам придется потратить некоторое время на то, чтобы увидеть, как это делится, но через некоторое время это относительно не требует пояснений. Объедините это число с информацией из вашей линейной градуировки, и тогда у вас будет номер, который вам нужен для вашего проекта.
Советы по измерению микрометром
Чтобы привыкнуть к измерениям микрометром, нужно время. Иногда наличие нескольких важных советов перед началом работы может помочь обеспечить правильное измерение.
Тест с суппортом
Поскольку микрометры настолько точны, и вам нужно иметь некоторое математическое представление, чтобы использовать их правильно, мы рекомендуем сначала проверить измерение с помощью штангенциркуля. Вы можете найти список лучших суппортов здесь.Штангенциркуль не даст вам точного измерения, которое вам нужно, но вы можете убедиться, что общее измерение, которое вы получаете с помощью вашего микрометра, находится в допустимом диапазоне.
Посмотрите на разные наконечники для микрометров
Как мы уже упоминали, микрометры бывают разных размеров и форм. Однако вы также можете добавить к микрометру различные устройства, чтобы сделать его специализированным измерительным устройством. Такие вещи, как верхушка в форме шара или наконечник в форме лезвия, могут помочь вам попасть в определенные или труднодоступные места.Эти насадки обычно относительно легко добавить к микрометру, и они могут значительно облегчить задачу.
Итог
Микрометр не похож на другие инструменты; он может дать вам более точные измерения, чем вы можете получить с помощью других инструментов, представленных на рынке. Цифровой микрометр может давать вам измерения, не беспокоясь о том, как считать результаты; однако некоторые утверждают, что точность может быть не такой хорошей. Если вам нужен традиционный микрометр, эти шаги должны помочь вам добиться максимально близких результатов к идеальным.Скорее всего, если вы используете микрометр, точность очень важна.
Узнайте больше!Инженерная метрология Множественный выбор вопросов и ответов
Этот набор вопросов и ответов с множественным выбором для инженерной метрологии посвящен «Калибровке линейных и угловых измерительных приборов».
1. Какова связь между отклонениями, вызванными наблюдением, производственным процессом и процессом измерения продукта?
a) σ наблюдение = σ процесс + σ измерение
b) σ наблюдение = σ процесс — измерение σ
c) σ наблюдение = σ процесс * σ измерение
d) σ наблюдение = σ процесс / σ измерение
Просмотр ответа
Ответ: a
Пояснение: отклонения в наблюдении зависят от изменений в продукте из-за производственного процесса и отклонений из-за измерения процесс.Для обеспечения минимального значения σизмерения должны быть минимальными, чтобы продукт в целом был надежным.
2. Какая максимально допустимая погрешность для микрометров I класса?
a) 0,002 мм
b) 0,004 мм
c) 0,008 мм
d) 0,016 мм
Посмотреть ответ
Ответ: b
Пояснение: В микрометрах для покрытия всего диапазона погрешность показаний проверяется датчиками скольжения. Максимально допустимая погрешность для микрометров I класса составляет 0,004 мм и 0,008 мм для микрометров II класса.
3. Какова допустимая погрешность при перпендикулярном движении колонки окуляра микроскопа по отношению к. Этап работы более 100 мм движений?
a) 0,04 мм
b) 0,05 мм
c) 0,07 мм
d) 0,06 мм
Посмотреть ответ
Ответ: d
Пояснение: Допустимая погрешность при перпендикулярном движении колонны окулярного микроскопа относительно Рабочий этап при перемещениях на 100 мм составляет 0,06 мм.
4. Что из следующего используется для проверки изменения положения глазных линий из-за вращения колонки в универсальном микрометре?
a) Циферблатный индикатор
b) Индикаторы скольжения
c) Управляющий вал
d) Универсальный микроскоп
Посмотреть ответ
Ответ: c
Пояснение: Для проверки этого используется специальный управляющий вал, если лезвие расположено под прямым углом. к линии диаметра вала.Линия глаза совмещена с лезвием, столбец озаглавлен, отмечается смещение положения линии глаза, это смещение является необходимой погрешностью.
5. Какое наименьшее количество клинометра используется для проверки показаний вращения колонки, используемой для установки углов спирали в универсальном микрометре?
a) 1 ’
b) 2’
c) 3 ’
d) 4’
Посмотреть ответ
Ответ: a
Пояснение: Допустимая погрешность, которая допускается во всем диапазоне вращения колонки, составляет ± 5 ′.Для проверки этого используется клинометр, который имеет наименьшее значение на 1 фут. Клинометр надевается на верх колонки. Данное наклонение дополнительно проверяется клинометром.
6. Что из следующего верно для калибровки инструментов?
a) В литейном и технологическом цехах измерения имеют более точный характер по сравнению с измерениями, производимыми в механическом цехе и инструментальном цехе
b) Выполняется периодическая калибровка оптических измерительных приборов
c) Нет необходимости в периодической калибровке в универсальных приборах. микроскоп
d) Для оптических измерительных приборов профилактическое обслуживание не требуется.
Посмотреть ответ
Ответ: b
Пояснение: В механическом цехе и в инструментальном цехе измерения более точны, чем в литейных и производственных цехах, поэтому инструменты, используемые в эти магазины требуют более частой калибровки.Годовая программа может быть составлена для периодической калибровки и общего профилактического обслуживания оптических измерительных приборов, таких как универсальный микроскоп.
7. Какая допустимая погрешность при прямолинейном перемещении продольного и поперечного стола в горизонтальной плоскости? 0 .005 мм в вертикальной плоскости. Это можно проверить, используя прямоугольную линейку и циферблатный индикатор с наименьшим счетом 0,001 мм с приспособлением для крепления циферблатного индикатора.
8. Что из следующего верно для проверки относительного перпендикулярного движения продольной и поперечной каретки?
a) Допустимая погрешность составляет 0,005 мм на длине 2500 мм.
b) Проверяется с помощью датчиков скольжения
c) Используется квадрат точности класса I или 0
d) Максимальная погрешность точности составляет ± 10 дюймов при прямоугольности
Посмотреть ответ
Ответ: c
Пояснение: Допустимое Допустимая ошибка в этом случае — 0.005 мм на длине 1100 мм. Это может быть сделано с использованием прецизионного квадрата класса точности I или класса 0, имеющего максимальную погрешность прямоугольности ± 10 дюймов.
9. Какая максимально допустимая погрешность износа центров?
a) 0,04 мм
b) 0,03 мм
c) 0,02 мм
d) 0,01 мм
Посмотреть ответ
Ответ: d
Пояснение: Центры установлены и проверены на прямолинейность. Это можно наблюдать при вращении центров. Максимально допустимая погрешность износа центров равна 0.01 мм.
10. Какое наименьшее количество циферблатных индикаторов можно откалибровать с помощью счетчика?
a) 0,01 мм
b) 0,03 мм
c) 0,05 мм
d) 0,07 мм
Посмотреть ответ
Ответ: a
Пояснение: Циферблатные индикаторы с наименьшим счетом 0,01 мм можно откалибровать с помощью счетчика или компаратора микрометра.