расшифровка, размеры, цены полнотелых и пустотных
Плиты перекрытия относятся к конструкциям с несущими способностями, разделяющим этажи или разнотемпературные зоны. Изделия изготавливают из бетона и ж/б, вторая разновидность считается универсальной и подходит как для горизонтального, так и вертикального размещения. К главным критериям их выбора относят тип плиты, габариты и вес, выдерживаемые несущие способности, диаметр пустот, дополнительные условия применения. Эта информация обязательно указывается производителем в маркировке, порядок расположения знаковых обозначений регулируется ГОСТ 23009-2016.
Оглавление:
- Описание разных видов плит
- Расшифровка маркировки
- Стоимость
Виды плит перекрытия
В зависимости от конструктивного исполнения выделяют сплошные (полнотелые) и пустотные разновидности. По способу обустройства они могут быть монолитными, сборно-монолитными или сборными. Максимальную востребованность имеют многопустотные железобетонные плиты перекрытий, сочетающие в себе легкий вес и надежность.
Полнотелые изделия в зависимости от формы и функционального назначения разделяются на:
1. Сплошные безбалочные панели с гладкой поверхностью, оптимальные для закладки потолочных перекрытий. Востребованы в частном строительстве, ценятся на простоту отделки, их использование подразумевает отказ от подвесных систем. Значительная часть изготавливается из бетонов ячеистого типа.
2. Ребристые – с вертикальными ребрами жесткости, выполняющими роль опор. Надежность таких плит перекрытия объясняется удалением бетона с участков, подверженных нагрузкам на растяжение и увеличением его объема на точках сжатия. Характеристики и обозначения этой разновидности регламентируется ГОСТ 28042-89. Основная сфера применения – гражданское и жилое строительство, в частных домах ребристые перекрытия экономически нецелесообразны.
3. Кесонные (часторебристые или частобалочные) группы. Представляют собой монолитную плиту, уложенную поверх квадратных ячеек из балок перекрытий. Таким образом, с одной стороны они имеют ровную поверхность, с другой – напоминают вафли.
Эти конструкции предназначены для эксплуатации при больших нагрузках, в частном строительстве они практически не используются (согласно СП 52-103-2007 их рекомендуют при превышении длины пролета одного помещения свыше 12-15 м).
Стандартная маркировка плит перекрытия вне зависимости от их вида последовательно включает:
- Обозначение типа конструкции и изделия.
- Размеры цифрами: длина и ширина, высота относится к стандартным величинам и не указывается.
- Несущую способность плит перекрытия (1 единица в численном значении соответствует выдерживаемым 100 кг/м
- Класс испытуемой арматуры.
- Дополнительные характеристики и свойства, такие как: стойкость к агрессивным средам, сейсмическим воздействиям, низким температурам, обозначение закладных элементов или отверстий (при их наличии).

Типы перекрытия имеют буквенную маркировку, стоящее перед ними число указывается у пустотных разновидностей и характеризует диаметр внутренних отверстий. Примеры возможных обозначений и их расшифровка для востребованных сплошных видов приведены в таблице:
| Маркировка | Тип и особенности плиты |
| П, ПП, ПТС | Полнотелые монолитные перекрытия |
| ПГ, ПР | Сплошная ребристая плита |
| ПВ | То же, с проемами для вентиляции |
| ПС, ПФ | То же, с отверстиями для фонарей |
| ПЛ | То же, для легкосбрасываемой кровли |
| ПОВ, ПОС, ПОФ, ПОЛ | Арочные и сводчатые ребристые плиты с аналогичными свойствами |
Маркировка пустотных панелей включает буквенное обозначение числа сторон опирания плиты («Т» соответствует трем, «К» – четырем). Отсутствие третьей буквы подразумевает поддержку конструкции с двух сторон.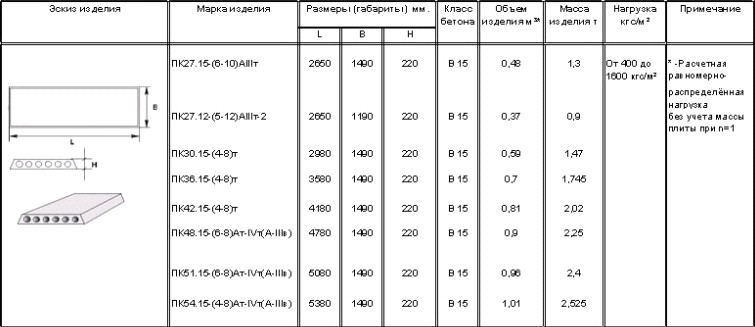
| Обозначение плит | Толщина, мм | Тип пустот, особенности | Номинальное расстояние между центрами пустот в плитах, не менее мм | Диаметр, мм |
| 1ПК (1 может не указываться) | 220 | Круглые | 185 | 159 |
| 2ПК | 140 | |||
| 3ПК | 127 | |||
| 4ПК | 260 | То же, с вырезами в верхней зоне по контуру | 159 | |
| 5ПК | Круглые | 235 | 180 | |
| 6ПК | 233 | 203 | ||
| 7ПК | 160 | 139 | 114 | |
| ПГ | 260 | Грушевидные | Назначают в соответствии с параметрами формовочного оборудования предприятия изготовителя пустотных плит | |
| ПБ | 220 | Изготовленные методом непрерывного формирования | ||
Основным отличием плит ПК и ПГ от панелей ПБ является метод изготовления: первые две заливаются в опалубочные конструкции, последнюю формуют непрерывном способом (конвейерная технология). Как следствие, перекрытия с маркировкой ПБ имеют более гладкую и защищенную от внешних воздействий поверхность. Они менее ограничены по длине и подходят для помещений с нестандартными габаритами. К недостаткам формовочных плит относят более узкие отверстия (диаметр пустот при маркировке ПБ не превышает 60 мм), в отличие от ПК и ПГ их нельзя сверлить насквозь для прокладки коммуникаций, по крайне мере это правило действует для высотных построек.
Как следствие, перекрытия с маркировкой ПБ имеют более гладкую и защищенную от внешних воздействий поверхность. Они менее ограничены по длине и подходят для помещений с нестандартными габаритами. К недостаткам формовочных плит относят более узкие отверстия (диаметр пустот при маркировке ПБ не превышает 60 мм), в отличие от ПК и ПГ их нельзя сверлить насквозь для прокладки коммуникаций, по крайне мере это правило действует для высотных построек.
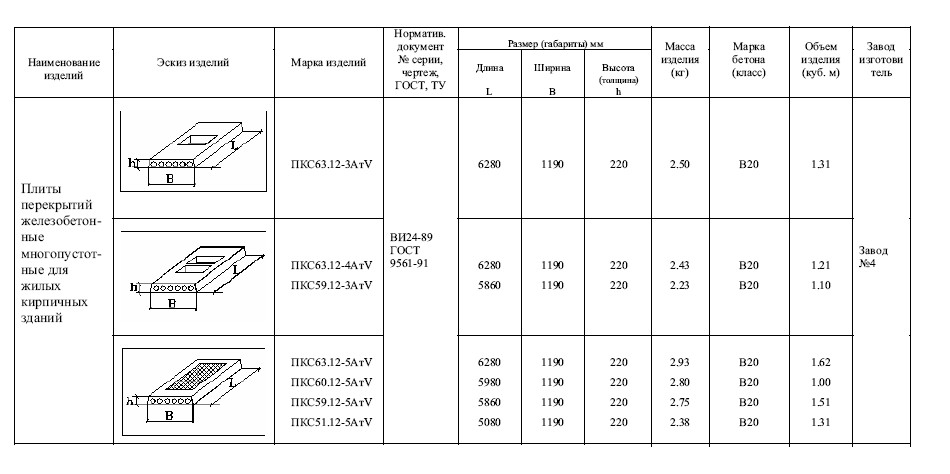
Длина и ширина каждого типа также ограничены стандартом, они указываются в дециметрах и округляются в большую сторону. Реальный размер ж/б многопустотных плит обычно меньше на 10-20 мм. Следующее цифровое обозначение характеризует расчетную нагрузку плиты, этот показатель зависит от качества бетона и используемого металла армирования. Класс арматуры указывается не всегда, его упоминание обязательно только у предварительно напряженных конструкций. При необходимости его обозначения ориентируются на технические условия на арматурную сталь.
Следующий пункт маркировки касается марки используемого бетона (не указывается для тяжелых групп). К другим видам относят: ячеистые (Я), легкие (Л), плотные силикатные (С), мелкозернистые (М), жаростойкие (Ж) и пескобетонные (П) составы. У плит перекрытий, предназначенных для работ в условиях воздействия агрессивных сред, указывают стойкость в буквенном выражении: нормальной проницаемости (Н), пониженной (П) и особо низкой (О). Еще одним показателем является сейсмическая устойчивость: конструкции, рассчитанные на такие нагрузки, обозначены буквой «С». Все дополнительные особенности указывают в маркировке изделий арабскими цифрами или буквами.
Стоимость плит
| Маркировка | Размеры: Д×Ш×В, см | Вес, кг | Несущая способность, кг/м2 | Розничная цена за шт, рубли |
| Пустотные плиты с круглыми отверстиями, опираемые на 2 стороны | ||||
| ПК-16.10-8 | 158×99×22 | 520 | 800 | 2940 |
ПК-30. 10-8 10-8 | 298×99×22 | 880 | 6000 | |
| ПК-60.18-8 | 598×178×22 | 3250 | 13340 | |
| ПК-90.15-8 | 898×149×22 | 4190 | 40760 | |
| Плиты перекрытия, стендового безопалубочного формирования. Изделия ставят на 2 торцевые стороны | ||||
| ПБ 24.12-8 | 238×120×22 | 380 | 800 | 3240 |
| ПБ 30.12-12 | 298×120×22 | 1200 | 3950 | |
| ПБ 100.15-8 | 998×145×22 | 2290 | 800 | 29100 |
| Ребристые перекрытия без проема в полке | ||||
| 2ПГ 6-3 АIV т | 597×149×25 | 1230 | 500 | 12800 |
| 4ПГ 6-4 АтVт | 597×149×30 | 1500 | 820 | 14150 |
Допустимая нагрузка на пустотные плиты перекрытия
ОТГРУЗИЛИ ИЗДЕЛИЙ
с 2008 года:
тонн
по чертежам
тонн
по сериям и ТУ
тонн
из артбетона
Допустимая нагрузка на плиты перекрытия пустотные – важнейшая характеристика изделия для строителей и ремонтников.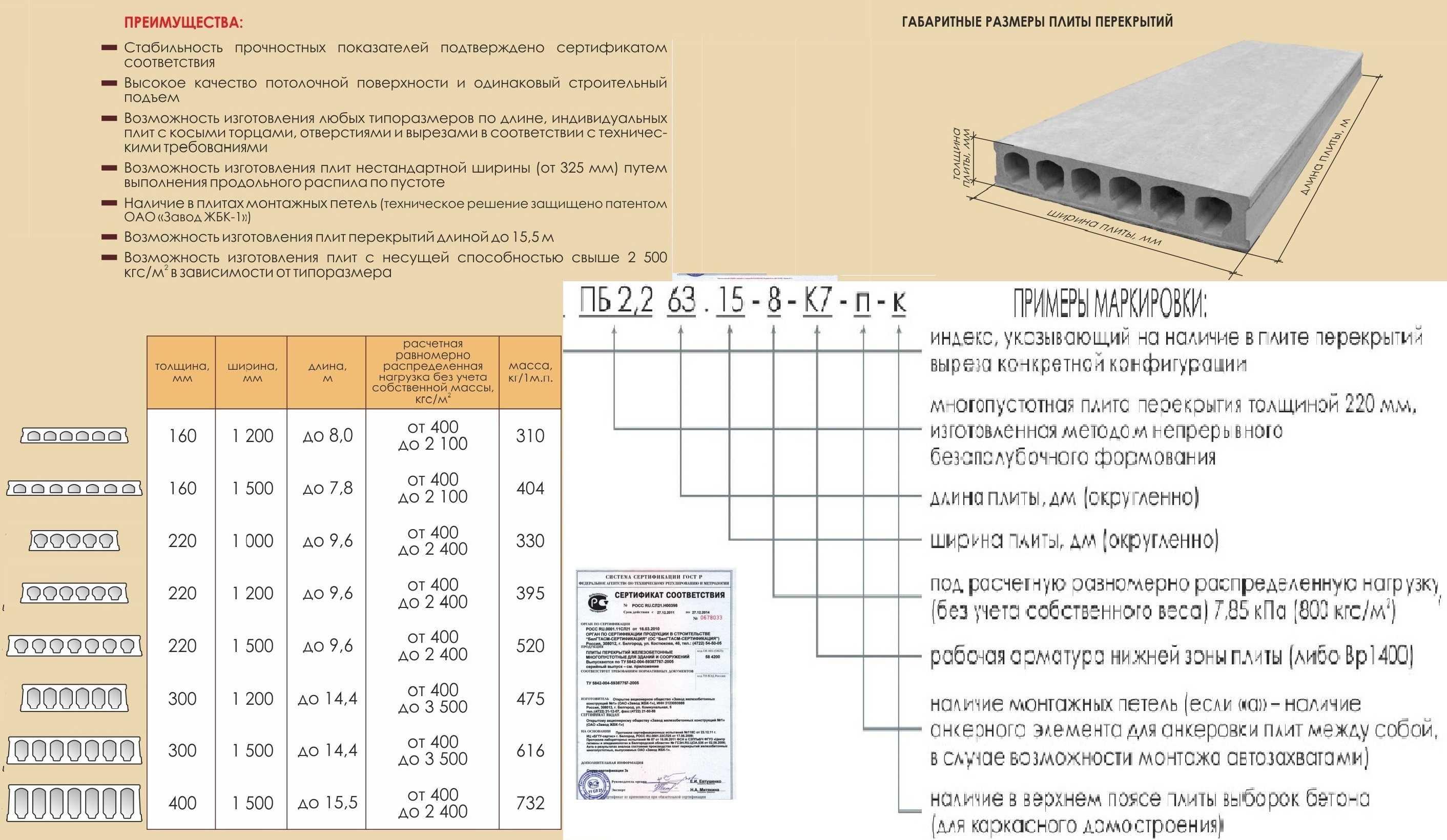 От верного проектирования перекрытия зависит итоговая прочность сооружения. Как читать маркировку, определять допустимый вес и хранить плиты без ущерба устойчивости к нагрузке?
От верного проектирования перекрытия зависит итоговая прочность сооружения. Как читать маркировку, определять допустимый вес и хранить плиты без ущерба устойчивости к нагрузке?
Что означает маркировка плит?
Сортамент плит перекрытия пустотных составлен с учетом их размеров и прочности.
Маркировка начинается с аббревиатуры ПК, то есть «плита круглопустотная», и содержит описание продукции.
Разберем значение цифр на примере названия ПК-30-12-8:
- 30 — длина пустотной плиты перекрытия в дециметрах
- 12 — ширина изделия в дм
- 8 — максимальная нагрузка на 1 дм2 в кг, то есть 800 кг на м2, в которые входит и вес самой плиты
В маркировке цифры округляются, в приведенном примере реальная длина плит перекрытия пустотных составит около 1180 см, а ширина – 1190 см.
Указанные параметры нагрузки используются чаще всего, однако возможны и другие значения – от 500 до 1500 кг на м2. В планировке жилых и офисных помещений стандартная нагрузка на плиты перекрытия пустотные 800 кг/м2, как правило, отвечает эксплуатационным требованиям.
Как рассчитывать допустимую нагрузку
Для проверки, выдержит ли выбранная плита внутренние элементы, вычитают из проектных значений разные виды нагрузок:
- собственную массу изделия на м2
- оформление напольного покрытия (стяжки, утеплители, декор)
- привнесенную статическую нагрузку (мебель, техника)
- динамическую нагрузку (люди, животные)
Сортамент пустотных плит перекрытия содержит множество изделий, нужно рассчитать оптимальное заполнение проема с учетом массы плит и нагрузок.
Пример расчета веса внутренней стены:
800 кг/м2 — 300 кг/м2 (вес конкретной плиты по ГОСТу) — 150 кг/м2 (максимальный вес стяжки, утеплителя и напольного покрытия по СНиП) – 150 кг/м2 (минимальные нормы на привнесенную статическую и динамическую нагрузку) — 200 кг/м2.
Итоговая цифра означает максимально допустимый вес планируемых конструкций. Располагать их следует ближе к торцам плит. Важно помнить, что постоянные статические нагрузки скапливаются и могут привести к прогибу изделия, поэтому лучше не достигать максимума.
Важно помнить, что постоянные статические нагрузки скапливаются и могут привести к прогибу изделия, поэтому лучше не достигать максимума.
Правильное хранение плит перекрытия
Чтобы не допустить уменьшения проектной прочности пустотных плит еще до монтажа, следует выполнять основные правила их складирования:
- Укладываются петлями вверх на твердую ровную поверхность, лучше асфальт или щебень, без контакта с землей, на перегородки от 15 см высотой.
- Между плитами в районе петель строго друг под другом – деревянные бруски толщиной 2,5-3 см.
- Высота штабеля – не более 2,5 м
- Сверху накрыть водонепроницаемой пленкой или рубероидом
Точное соблюдение условий хранения плит перекрытия и грамотный монтаж позволят легко выйти на расчетные показатели нагрузок.
Также рады Вам предложить:
- Особенности водоотводных лотков
- Наземные системы водоотвода
- Стеклопластиковые лотки для водоотвода
Понимание настила с точки зрения сканирования бетона
GPRS — крупнейшая в стране частная компания по поиску подземных объектов. Компания GPRS с номером предоставляет услуги по сканированию бетона, поиску инженерных коммуникаций, обнаружению утечек и видеоинспекции труб. Наша приверженность безопасности помогла нам достичь более 99,8% скорости сканирования для предотвращения повреждений подповерхностного слоя в сотнях тысяч проектов сканирования и определения местоположения. GPRS обладает непревзойденной точностью, и как компания мы хотим поднять отраслевой стандарт. Чтобы помочь развитию отрасли, GPRS выпускает статьи о нашей методологии обучения. В этой статье мы рассмотрим нашу учебную документацию и методы, касающиеся многопустотных плит.
Компания GPRS с номером предоставляет услуги по сканированию бетона, поиску инженерных коммуникаций, обнаружению утечек и видеоинспекции труб. Наша приверженность безопасности помогла нам достичь более 99,8% скорости сканирования для предотвращения повреждений подповерхностного слоя в сотнях тысяч проектов сканирования и определения местоположения. GPRS обладает непревзойденной точностью, и как компания мы хотим поднять отраслевой стандарт. Чтобы помочь развитию отрасли, GPRS выпускает статьи о нашей методологии обучения. В этой статье мы рассмотрим нашу учебную документацию и методы, касающиеся многопустотных плит.
ЧТО ТАКОЕ ПУСТОТНЫЕ ПЛИТЫ?
Пустотные плиты состоят из сборных панелей с полыми ячейками, проходящими через всю панель. Сборные железобетонные панели изготавливаются на заводе вместо заливки бетона на стройплощадке.
Несмотря на разные размеры, как видно выше, их всех объединяет то, что они имеют кабели, расположенные между каждой ячейкой в нижней части плиты.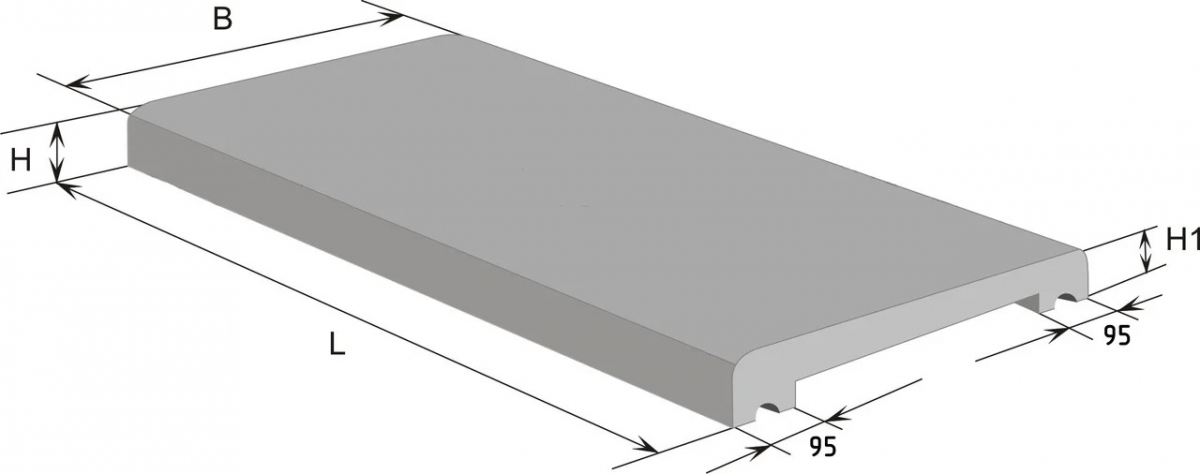 Иногда будут кабели наверху, но все же между ячейками. Мы хотим, чтобы клиенты просверливали полые ячейки, избегая тем самым кабелей.
Иногда будут кабели наверху, но все же между ячейками. Мы хотим, чтобы клиенты просверливали полые ячейки, избегая тем самым кабелей.
Пустотные плиты обычно имеют верхнюю плиту поверх панелей для создания гладкой поверхности. Верхняя плита обычно содержит проволочную сетку, но может иметь арматуру. Проволочную сетку не нужно будет размечать, если соблюдаются эти три шага, чтобы убедиться, что это проволочная сетка. Подтвердите идеальное расстояние (часто 6 дюймов) для каждого элемента, подтвердите диаметры армирования, подтвердите, что вся потенциальная сетка исчезает во время кросс-поляризованного сканирования.
Ниже приведен пример типичных данных пустотелых стержней с иллюстрациями. Проволочная сетка в верхней плите возле верхних полостей глубиной примерно 3 дюйма. Предполагается наличие тросов между полостями. Кабели и низ плиты не могут и не должны интерпретироваться по этим данным. Предположим, что между каждой полостью есть кабели, если нет возможности просканировать дно, чтобы доказать обратное.
2. Сравните оба направления. Полая сердцевина — одна из немногих плит, которые будут выглядеть совершенно по-разному при сканировании в двух противоположных направлениях. Если вы не видите дна, то вы должны увидеть почти идеальную картину неметаллических гиперболических отражений в одном направлении и плоское горизонтальное отражение на той же глубине в противоположном направлении. Достаточно длинное сканирование должно даже показать характер изменения расстояния между пиками из-за стыков между панелями, как показано в первом примере данных в этом документе.
Маркируйте кабели, а не пустоты. Вместо того, чтобы отмечать центр полостей и просить клиента просверлить маркировку или пытаться определить ширину полостей, вместо этого пометьте кабели. Известно, что кабели находятся ниже 1-1 ½ дюйма бетона между полостями, и известно, что бетон расположен по центру между полостями. В георадарных данных пересечение хвостов гипербол с впадинами будет точным центром между впадинами. Таким образом, нахождение точки пересечения пиков и маркировка шириной примерно 1 дюйм является точным способом маркировки предварительно напряженных тросов. Красными стрелками указаны места, которые следует отметить.
Таким образом, нахождение точки пересечения пиков и маркировка шириной примерно 1 дюйм является точным способом маркировки предварительно напряженных тросов. Красными стрелками указаны места, которые следует отметить.
ОБЩИЕ СТАНДАРТНЫЕ ПРОЦЕДУРЫ КОРОНКОВОГО БУРЕНИЯ
Маркируйте тросы, а не пустоты. Вместо того, чтобы отмечать центр полостей и просить клиента просверлить маркировку или пытаться определить ширину полостей, вместо этого пометьте кабели. Известно, что кабели находятся ниже 1-1 ½ дюйма бетона между полостями, и известно, что бетон расположен по центру между полостями. В данных георадара точки пересечения концов гипербол с впадинами будут точными центрами между впадинами. Следовательно, нахождение пересечения между пиками и маркировка шириной примерно 1 дюйм является точным способом маркировки предварительно напряженных тросов. Красными стрелками указаны места, которые следует отметить.
Предварительное сканирование
1. Завершить авторизацию работ и JHA в Infor
2. Запросить исполнительные чертежи у клиента
Запросить исполнительные чертежи у клиента
3. Пройтись по площадке с клиентом
4. Осмотреть нижнюю часть плиты
5. Определить, необходим отчет и необходимо ли сохранять данные георадара
6. Обновление JHA
Сканирование
1. Сбор длинных сканов для оценки плиты
2. Определение нижней части плиты в данных георадара
3. Трассировка одной цели за раз в одном направлении за раз
4. Нанесите все выводы на поверхность
5. Проверьте выводы с помощью сканов под углом 45°
6. Сканирование с перекрестной поляризацией
7. Проверьте точность с помощью контрольных штрихов
8. Используйте локатор для трассировки трубопроводов/коммуникаций
9. Пассивная развертка
10. Отметьте границы сканирования
11. Документируйте выводы
Пост-сканирование
1. Прогулка по объекту с клиентом
2. Сводный отчет о работе
ДЕТАЛИ СТАНДАРТНОЙ ОПЕРАЦИОННОЙ ПРОЦЕДУРЫ ДЛЯ ПОЛЫХ СЕРДЕЧНИКОВ
• Определите направление полости основной.
• Разметьте предварительно напряженные тросы, используя кросс-поляризованные сканы, и отметьте пересечения хвостов по реакциям полого сердечника.
• Следуйте общим СОП по колонковому бурению для верхней части плиты. инспекция труб, а также услуги по картированию и моделированию. Наши менеджеры проектов обладают оборудованием и опытом для решения всех возникающих проблем, связанных с подземными работами. GPRS делает это, используя различное оборудование в сочетании с ведущим в отрасли SIM-процессом.
Нажмите здесь, чтобы запланировать проект с помощью GPRS, и позвольте нашим высококвалифицированным менеджерам проектов обеспечить выполнение ваших проектов вовремя, в рамках бюджета и в безопасности.
Производство — IPHA — Международная ассоциация преднапряженных пустотелых конструкций
Процесс производства многопустотных плит начинается с чертежа и проектирования планировки пола внутри здания. Использование здания и приложенные нагрузки будут определять глубину, структуру предварительно напряженной проволоки и пролет плит.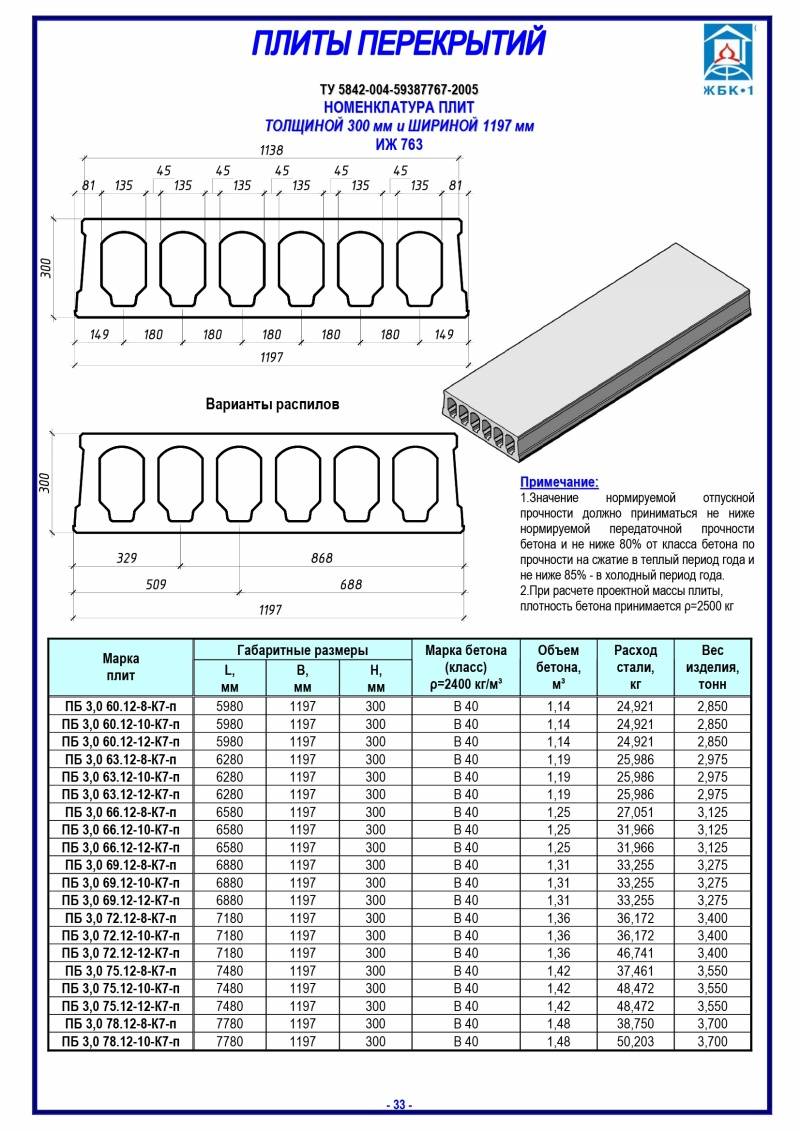
Дизайн выполнен с использованием программного обеспечения 3D CAD. Затем это может быть переведено в производственный план для завода по производству многопустотных плит. Любые дополнительные детали, такие как вставка подъемных штифтов, вырезы и узкие элементы включены.
Производство осуществляется командой фабричных рабочих и часто распределяется на несколько рабочих смен. Планирование производства является важной частью максимизации эффективности и минимизации отходов сырья.
Пустотные плиты представляют собой предварительно напряженные железобетонные элементы. Это означает, что они армированы высокопрочной стальной проволокой или прядом с низкой степенью релаксации. Напряжения натягиваются до заданной нагрузки перед заливкой плит.
Предварительное напряжение позволяет многопустотным плитам преодолевать естественную слабость бетона при растяжении, облегчая более длинные пролеты между опорными точками. Связь между бетоном и предварительно напряженными связями имеет решающее значение в этом процессе.
Из-за больших усилий предварительное напряжение является потенциально опасной операцией, требующей соблюдения строгих правил техники безопасности и охраны здоровья. Для этого также требуется специальное гидравлическое оборудование, как для одноручьевой, так и для многонапряженной системы.
После того, как бетон был приготовлен в соответствии с требованиями заливочной машины, он доставляется через распределительную систему. Литейные машины обычно делятся на 3 категории: экструдеры, слипформеры и флоуформеры.
Литейные машины работают на стальных станинах/поддонах, длина которых обычно превышает 100 м. Помимо литья, при производстве пустотелых изделий существуют различные процессы, которые можно выполнять с помощью машин.
Они могут включать: очистку, смазку и электромонтаж станин, маркировку и детализацию плит, резку плит до необходимой длины, а также оборудование для подъема и штабелирования готовой продукции. Заводы могут варьироваться от трудоемких до высокоавтоматизированных производств.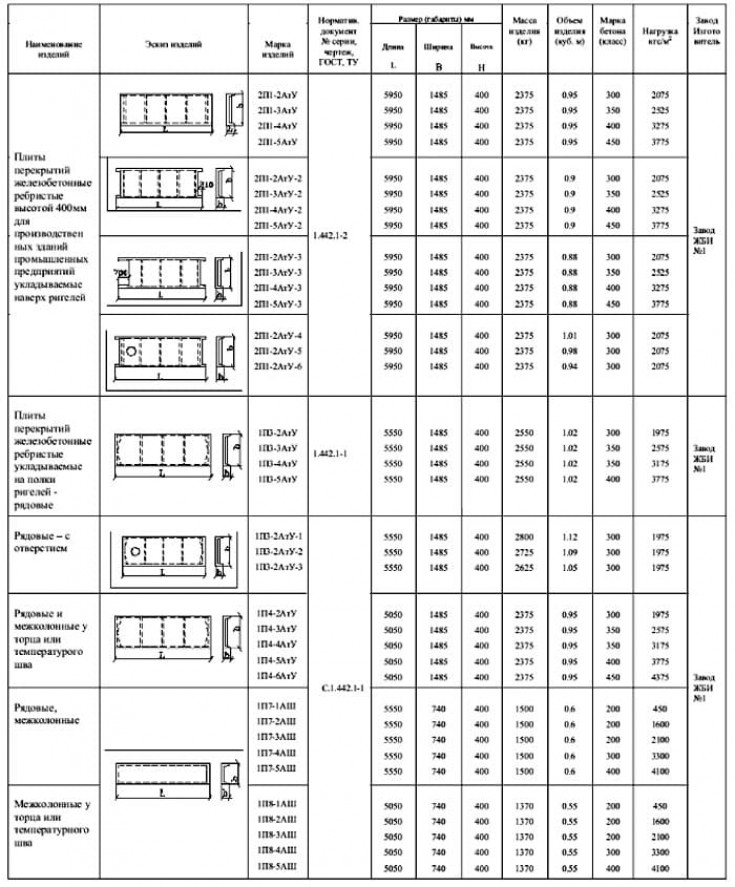
Процесс производства многопустотных плит
Чертеж, проектирование и планирование
Схема перекрытий многопустотных плит в здании спроектирована с использованием программного обеспечения 3D CAD. На этом этапе расчетные нагрузки используются для расчета глубины и проволочных рисунков плит в зависимости от требуемых пролетов.
Затем это переводится в производственный план завода, чтобы максимизировать эффективность и минимизировать отходы. Производственные планы включают в себя такую информацию, как резка плит по длине, а также требования к детализации, такие как вставка подъемных штифтов, выемки и открытые стержни.
Подготовка поддонов
Пустотные плиты отливают на стальные поддоны или поддоны, длина которых обычно превышает 100 м.
Перед заливкой необходимо выполнить ряд операций по ее подготовке. Они должны быть очищены от любого мусора от предыдущих циклов литья и распылены смазочным составом. Обычно это выполняется с помощью многоцелевой машины или очистителя кроватей.
Предварительно напряженные напрягаемые элементы должны быть спущены по всей длине станины для подготовки к натяжению.
Предварительное напряжение
Предварительное напряжение включает в себя приложение нагрузки к высокопрочным напрягающим элементам с низким уровнем релаксации перед литьем.
Обычно это либо однослойная проволока, либо многопроволочная проволока диаметром от 5 мм до 15 мм. Сухожилия натягиваются либо по отдельности, либо все сразу, что известно как мультинапряжение.
Это достигается с помощью гидравлических насосов и домкратов/цилиндров, при этом арматура закрепляется на опорах на обоих концах станины.
После достижения желаемой нагрузки (обычно 70% UTS) сухожилия фиксируются на месте.
Комплектование и раздача бетона
Бетонная смесь, необходимая для изготовления пустотных плит, зависит от используемой разливочной машины. Обычно используются планетарные или двухвальные смесители.
Желательны высококачественные материалы, которые могут быть дополнены химическими добавками.
После замеса и смешивания бетон может быть доставлен к бетоноукладчику через бетонный скип с использованием передвижной установки, мостовых или полупортальных кранов.
Литье
После того, как бетон доставлен в машину для литья, из него начинают формовать многопустотную плиту. Существует 3 основных типа литейных машин:
Экструдер – отливает плиту из сухой смеси с низким содержанием цемента и уплотняет бетон высокочастотной вибрацией. Накопление бетона и привод шнека перемещают экструдер вниз по бетонной платформе.
Слипформер – отливает плиту в 2 или 3 этапа, используя приводной механизм и вибрацию для формирования плиты вокруг движущихся стальных стержней. Они также могут отливать другие элементы, имеющие непрерывный профиль.
Флоуформер – заливает бетон без механизмов и приводов. Бетон течет под действием силы тяжести и вибрации. В процессе используется бетон пластичного качества для универсальности вариантов профиля поперечного сечения с гладкой, шероховатой или рифленой поверхностью.
Детализация
Многопустотные плиты часто требуют дополнительной детализации, такой как проемы, углы полок, узкая ширина и вставка подъемных штифтов.
Некоторые фабрики могут использовать автоматизированный плоттер, связанный с программным обеспечением для проектирования/планирования, для точной разметки этих деталей и записи данных.
Вакуумные аспираторы/аспираторы могут использоваться для удаления бетона и создания отверстий.
Пилы для мокрой резки используются для выполнения продольных или продольных пропилов в свежем бетоне.
Отверждение
После заливки изолирующие покрытия обычно используются для отверждения плит и удержания влаги.
Дополнительный подогрев воды или пара под литейными станинами может еще больше ускорить этот процесс.
Снятие напряжения
После достижения необходимой прочности бетон эффективно сцепляется с предварительно напряженными арматурными элементами.
Затем их можно ослабить, восприняв предварительное напряжение внутри плиты.
Резка
Пилы используются для резки плит нужной длины и под разными углами. Вода используется для увлажнения лезвия и уменьшения пыли.
Дополнительные станции резки иногда могут использоваться за пределами завода.
Распалубка
Слябы снимаются с литейной дорожки с помощью захватов и подъемных траверс вместе с кранами.
Хранение
Плиты могут вывозиться с завода на тележках, с помощью вилочных погрузчиков или боковых погрузчиков. Их укладывают на бревенчатые тележки на скотном дворе.
Доставка и установка
Отслеживание от программного обеспечения для проектирования и планирования производства осуществляется до склада, чтобы можно было идентифицировать отдельные плиты.
Они загружаются на прицепы и доставляются на место, где их можно установить с помощью подъемных захватов с траверсами или цепями.
Ассоциированные члены
Ассоциированные члены IPHA включают компании, предлагающие все, начиная от 3D CAD проектирования и программного обеспечения для планирования производства, заканчивая оборудованием для предварительного напряжения, производственным оборудованием и подъемным оборудованием.