Схемы компоновки токарных станков | Станочный Мир
Любой металлорежущий станок состоит из корпусных узлов, узлов для закрепления обрабатываемой детали и режущего инструмента. Корпусные узлы составляют основу станка — это станина, стойка, колонна. Узел для закрепления обрабатываемой детали — это стол, передняя и задняя бабки. Узел для закрепления режущего инструмента— это суппорт (суппорты).
Под компоновкой станка принято понимать объединение и увязку отдельных его узлов и механизмов в единое целое. Расположить основные узлы станка необходимо так, чтобы обеспечить удобное управление и наблюдение за работой станка.
Схема компоновки основных узлов токарно-винторезного станка дана на рис. 1. а.
Станина 1 служит для установки на ней перёдней бабки 4 с коробкой скоростей и шпинделем 5, задней бабки 7, а также для перемещения по ней суппорта 6 с резцедержателем и фартуком 9. Коробка подач 2 привертывается к станине, ее механизм обеспечивает необходимые подачи и шаг нарезаемой резьбы через ходовой винт 8 и ходовой вал 10.
Рис. 1. Схемы компоновки основных типов токарных станков
Схема компоновки токарно-винторезного станка, у которого коробка скоростей 1 расположена в тумбе станка, приведена на рис. 1, б. От коробки скоростей движение посредством ременной передачи передается на переднюю бабку 2. Такую схему компоновки назывывают схемой с разделенным приводом.
Токарно-револьверный станок с вертикальной осью поворота револьверной головки
Токарно-револьверный станок с горизонтальной осью поворота револьверной головки показан на рис. 1, г. На станине 5 расположены передняя бабка с коробкой скоростей 1 и шпинделем 8, коробка подач 4, револьверная головка 7. Ходовой вал 6 передает движение от коробки подач на перемещение револьверной головки. В трубе 3 устанавливают прутковый материал, а механизм 2 служит для подачи прутка.
1, г. На станине 5 расположены передняя бабка с коробкой скоростей 1 и шпинделем 8, коробка подач 4, револьверная головка 7. Ходовой вал 6 передает движение от коробки подач на перемещение револьверной головки. В трубе 3 устанавливают прутковый материал, а механизм 2 служит для подачи прутка.
Схема компоновки узлов одностоечного токарно-карусельного станка представлена на рис. 1, д. На планшайбу 4 устанавливают обрабатываемую деталь. В корпусе станины расположена коробка скоростей 5. На вертикальных направляющих стойки 1 закреплена траверса 3 с горизонтальными направляющими, по которым перемещается суппорт 2 с резцедержателем револьверного типа. Боковой суппорт 6 с резцедержателем получает движения от коробки подач 7, а коробка подач 8 обеспечивает подачу вертикальному суппорту 2,
Двухстоечные токарно-карусельные станки (рис. 1, е), в отличие от одностоечных, имеют большее количество суппортов. На вертикальных направляющих стоек 6 и 7 расположена траверса 3 с вертикальными суппортами 5 и 8.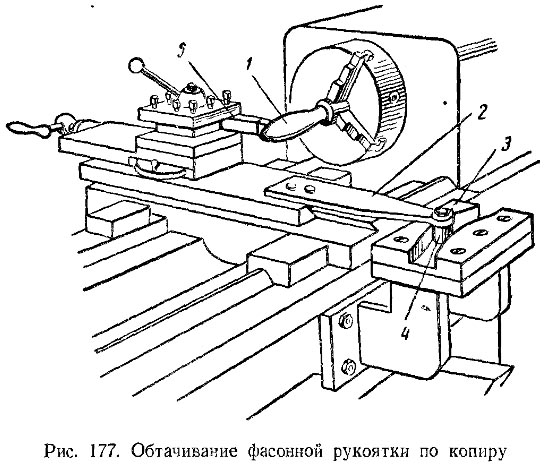
Многорезцовый станок показан на рис. 1, ж. На станине 5 установлена передняя бабка 1 с коробкой скоростей и шпинделем 9. Особенностью многорезцовых станков является наличие нескольких суппортов, в данном случае двух — переднего 4 и заднего 8. Механизм подач 3 со сменными колесами обеспечивает продольное перемещение суппорта 4, а гитара сменных колес определяет величины подач заднего суппорта 7. Задняя бабка 6 установлена на направляющих станины.
Схема компоновки узлов токарно-затыловочных станков дана на рис. 1, з. Внешне токарно-затыловочные станки мало отличаются от станков токарно-винторезных. Передняя бабка 1 с коробкой скоростей и шпинделем 10 установлена на станине 4. Затыловочный суппорт с резцедержателем 9 и фартуком 7 установлен на направляющие станины 4. Под крышками 2 и 3 расположены узлы регулирования перемещениями станка. Станок имеет заднюю бабку 8, ходовой винт 5 и ходовой вал 6.
Затыловочный суппорт с резцедержателем 9 и фартуком 7 установлен на направляющие станины 4. Под крышками 2 и 3 расположены узлы регулирования перемещениями станка. Станок имеет заднюю бабку 8, ходовой винт 5 и ходовой вал 6.
На всех схемах компоновки стрелками обозначены направления движения перемещающихся и вращающихся частей исполнительных органов. Эти движения обеспечиваются кинематической связью между исполнительными органами станка.
Расположение электродвигателей станков может быть различным, в зависимости от типа и типоразмера станка. То же относится и к расположению электрооборудования, гидравлических и пневматических устройств.
Источник: ТОКАРНЫЕ СТАНКИ Батов В. П.
Устройство токарного станка 16К20 — полезная информация Токарные станки по металлу
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен, 12 — электро -пусковая аппаратура, 13 — коробка скоростей, 14 — шпиндель.
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм).
.jpg)
16К20 Характеристики станка 16К20 завода «Красный пролетарий»
.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Механизм подач и коробка скоростей 16К20 токарного станка.
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное.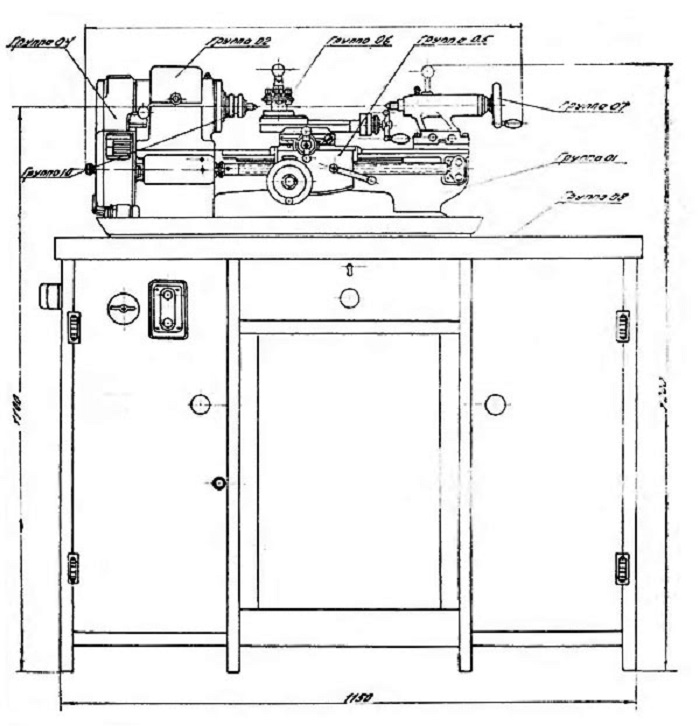 В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач.
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорт
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе.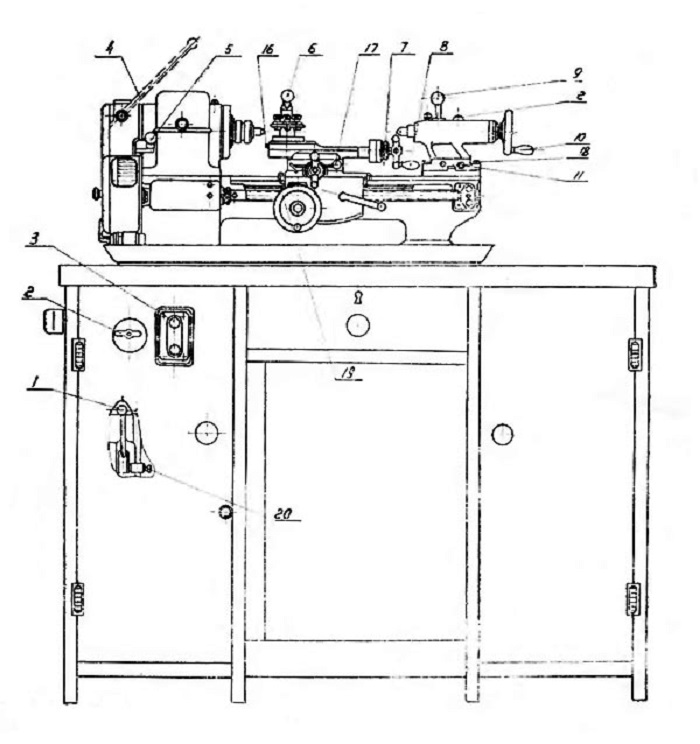 Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке сверху. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.
В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
СТД-120М, СТД-120 Станок токарный по дереву. Паспорт, схемы, описание, характеристики
Сведения о производителе токарного станка по дереву СТД-120М
Производителем токарного станка по дереву стд-120м является ИП Чупраков Роман Викторович, город Киров. Адрес сайта: http://std120.ru
СТД-120М Станок токарный по дереву настольный учебный. Назначение, область применения
Токарный станок по дереву СТД-120М предназначен для изготовления малогабаритных деталей из древесины. Он выгодно отличается от своего предшественника — станка СТД-120 прежде всего тем, что травмоопасные зоны имеют защитное ограждение, рабочее место оборудовано местным освещением, усовершенствована электрическая схема управления, приняты меры по снижению уровня шумов и вибрации, специально разработана система механизированного удаления отходов — пылестружкоулавливающая установка.
Учебный токарный станок по дереву СТД-120М предназначен для выполнения легких токарных работ по дереву и в центрах, на планшайбе или в патроне, а также для выполнения несложных сверлильных работ:
- точение цилиндрических и профильных тел вращения
- торцевание, закругление и отрезание заготовок под различными углами
- внутреннее точение по заданному профилю и сверление
- профильную и декоративную обработку плоских поверхностей большого диаметра на планшайбе (типа тарелки, чашки)
СТД-120М Общий вид токарного деревообрабатывающего станка
Фото токарного станка СТД-120М
СТД-120М Общий вид токарного деревообрабатывающего станка без защитного кожуха и ограждения
Фото токарного станка СТД-120М без защитного кожуха и ограждения
Состав токарного станка СТД-120М
Основные узлы токарного станка СТД-120М
Станок состоит из следующих сборочных единиц и деталей:
- электродвигатель
- кнопочный выключатель
- клиноременная передача
- шпиндель
- передняя бабка
- кнопочный блок
- светильник
- корпус с центром-вилкой
- подручник
- защитный экран
- рукоятка зажима
- ограждение станка
- задняя бабка
- маховик
- станина с направляющими
- опорная лапа
- закрепляющая гайка
- пиноль
- центр
- рукоятка стопора
- держатель (каретка)
- двухрожковая гайка
- деревянная платформа
- опорные бруски
- щель для отсасывания отходов
Схема кинематическая токарного станка СТД-120М
Кинематическая схема токарного станка СТД-120М
Передняя бабка токарного станка СТД-120М
Передняя бабка токарного станка СТД-120М
Конструкция передней бабки токарного станка СТД-120М
Конструкция передней бабки токарного станка СТД-120М
Передняя бабка станка токарного СТД-120М служит для установки и крепления заготовки и передачи ей вращательного движения.
Передняя бабка состоит из фасонного корпуса, отлитого из чугуна. В нем соосно расточены два отверстия для радиальных сферических подшипников.
Шпиндель представляет собой стальной фасонный вал, на правом конце которого нарезана резьба для навертывания патрона, планшайбы и других специальных приспособлений для закрепления заготовок.
На левом конце шпинделя насажен двухступенчатый приводной шкив, получающий движение через клиноременную передачу от электродвигателя. С обеих сторон на бабке крепятся крышки с войлочными набивками.
Для пуска и остановки шпинделя станка СТД-120М на корпусе передней бабки размещен пост управления, а сверху — светильник.
Клиноременная передача. На валу электродвигателя станка токарного СТД-120м жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка СТД-120. Переставляя ремень с одной ступени на другую, можно менять частоту вращения шпинделя. Клиноременная передача станка СТД-120м закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем. При ее открывании происходит отключение электродвигателя и шпиндель станка СТД-120м останавливается.
На валу электродвигателя жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка. Клиноременная передача закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем так, что при ее открывании происходит отключение электродвигателя и станок останавливается. Крышка ограждения запирается при помощи винта.
Приспособления для закрепления и обработки заготовок на токарном станке СТД-120М
Приспособления для закрепления заготовок на токарном станке
- а — спиральный самоцентрирующий патрон
- б — чашечный патрон
- в — трезубец
- г — тисочный патрон
- д — планшайба
- е — цилиндрический патрон
- ж — корпус с центром-вилкой
- з — специальный патрон с зубцами
- 1 — зубцы
- 2 — центральный зубец
- 3 — ограждение зубцов
- 4 — конус патрона
В зависимости от вида заготовки и выполняемых работ на шпиндель станка СТД-120м должно быть установлено одно из приспособлений, входящих в комплект станка: патрон, центр-вилка или планшайба. Патрон СТД-120М служит для закрепления коротких заготовок при обработке с торца. Центр-вилка станка СТД-120 предназначена для закрепления длинных деревянных заготовок при обработке в центрах. Планшайба станка СТД-120м представляет собой металлический диск, в центре которого выступает бобышка с внутренней резьбой для навертывания на шпиндель.
В зависимости от формы и назначения будущей детали заготовку устанавливают в центрах передней и задней бабок или на шпиндель передней бабки. Во всех случаях заготовку следует установить так, чтобы она воспринимала вращательное движение шпинделя. Для этих целей существует много приспособлений, которые можно разделить на следующие группы: для закрепления заготовки в центрах, для закрепления заготовки за наружную поверхность и для закрепления заготовки за отверстия.
Для закрепления заготовки в центрах наибольшее распространение получил трезубец. Один конец трезубца имеет форму конуса соответственно конусу в шпинделе передней бабки, а другой конец — форму трезубой вилки. При закреплении заготовки один ее конец с намеченным пазом вставляют в трезубец, а второй поджимается центром пиноли задней бабки.
Для закрепления заготовки за наружную поверхность служат следующие приспособления: чашечные, тисочные и кулачковые патроны, планшайба.
Чашечный патрон имеет с одной стороны цилиндрическую полость, а с другой — конический хвостовик для установки в шпиндель передней бабки. Округленную часть заготовки плотно вставляют (заколачивают) в полость патрона или зажимают болтами.
Тисочный патрон применяют в тех случаях, когда часть изделия имеет форму четырехугольника (граненую поверхность). Для обработки заготовку вставляют в тиски патрона и зажимают винтом. Чашечные и тисочные патроны иногда вместо конических хвостовиков имеют винтовые нарезки для установки на наружной части шпинделя.
Для закрепления изделий за наружную поверхность применяют, также, трехкулачковые самоцентрирующиеся и четырехкулачковые патроны с независимым перемещением кулачков. Трехкулачковый патрон обеспечивает быстрое и надежное зажатие и центрование заготовки благодаря одновременному радиальному перемещению кулачков. Каждый трехкулачковый патрон может служить для закрепления изделия как за наружную, так и за внутреннюю поверхность. Для этого такие патроны снабжают двумя комплектами кулачков.
Для задней бабки целесообразно применять самовращающийся центр (на подшипниках) с конусом Морзе.
На планшайбе обрабатывают большие заготовки и плоские диски, для чего в ней предусмотрены отверстия, через которые винтами крепят заготовку. Необходимо учитывать, что винты не должны выходить на обрабатываемую поверхность заготовки. Планшайбу навинчивают на шпиндель после закрепления заготовки.
Массовое применение для крепления изделий из отверстия имеют различные оправы. Конструкции оправ выбирают в зависимости от назначения изделия, они бывают в основном двух типов — рифленые и цанговые.
Для изготовления на токарном станке по обработке различных деталей применяют резак-пилу. Данное приспособление можно использовать и для отрезания колец от алюминиевых и латунных трубок (на токарном станке по обработке металла) и для отрезания заготовок из пластмасс, оргстекла и других материалов.
При работе резак-пила устанавливается на подручник станка так, чтобы планка опиралась на обрабатываемую поверхность заготовки. Затем резак равномерно подается вперед. Ограничитель дает возможность установить необходимую глубину протачивания в тех случаях, когда заготовка не отрезается совсем.
Приспособление просто в изготовлении. Резак-пила изготовляется из ножовочного полотна. Остальные детали — из поделочной стали.
Приспособление для шлифования токарных изделий применяется при шлифовании готовых изделий на токарном станке. Оно позволяет добиться хорошего качества шлифовки, удобно и безопасно в работе. Это приспособление легко изготовить в любой мастерской. На планку наклеивается пластинка из пористой резины или войлока, поверх которой накладывается шлифовальная шкурка (желательно на основе из материи). Края зажимаются между планками при помощи гайки-барашка. Крючки-ограничители обеспечивают безо-пасную работу. Крючки крепятся к основанию при помощи заклепки. Приспособление можно применять и при полировке изделий.
Задняя бабка токарного станка СТД-120М
Задняя бабка токарного станка СТД-120М
Задняя бабка станка СТД-120 служит опорой при обработке длинных заготовок, поддерживая их задним центром, и для закрепления в ее пиноли патрона для сверл, самих сверл и других инструментов при обработке отверстий. Задняя бабка СТД-120 состоит из корпуса с пинолью, который скользит по направляющим станины. Задняя бабка станка СТД-120 закрепляется на направляющих станины.
С одной стороны пиноль имеет отверстие, расточенное на конус Морзе, в которое вставляется задний центр, патроны или сверла, имеющие хвостовик с тем же конусом. С другой стороны запрессована втулка с внутренней резьбой. Пиноль свободно перемещается в отверстии верхней части корпуса. От вращения вокруг своей оси пиноль предохраняет установочный винт, который входит в паз на наружной поверхности пиноли.
С резьбовой втулкой спарен винт пиноли (подачи), на одном конце которого на шпонке насажен маховик, закрепленный гайкой. Вращаясь вместе с маховиком, винт пиноли через резьбовую втулку перемещает пиноль.
Закрепление пиноли в нужном положении осуществляется рукояткой зажима. Задняя бабка закрепляется гайкой на станине с сухарем и болтом, для завинчивания которой прилагается комбинированный ключ. Для смазки пиноли и винта в корпусе бабки и пиноли имеются маслопроводящие отверстия.
Подручник с держателем станка токарного СТД-120
Подручник с держателем станка токарного СТД-120
Подручник с держателем станка СТД-120М служит опорой для режущего инструмента. Держатель подручника состоит из прямоугольного бруска с приливом, в отверстие которого вставляется стержень подручника. Подручник станка СТД-120 закрепляется на нужной высоте и в определенном положении рукояткой. Держатель подручника закрепляется на направляющих станины станка СТД-120М специальным винтом и рукояткой через шайбу. Для работы с короткими и длинными заготовками станок комплектуется двумя подручниками длиной 200 мм и 400 мм.
Станина станка токарного СТД-120м
Станина станка СТД-120м литая чугунная на двух ножках устанавливается на подставке и является основанием, на котором монтируются основные узлы станка СТД-120М. Слева на станине закреплена передняя бабка станка. По направляющим станины передвигаются и закрепляются в определенном положении держатель с подручником и задняя бабка станка.
Ограждение зоны резания станка СТД-120М
Ограждение зоны резания на станке СТД-120м служит для защиты работающего от отлетающей стружки и снижения концентрации образующейся пыли в зоне дыхания работающего до установленных санитарных норм. Оно состоит из металлического кожуха и откидных экранов.
Приспособления для установки и крепления заготовок станка токарного СТД-120
Режущие инструменты
Станок комплектуется двумя видами режущих инструментов: рейврами и майзолями. Рейеры для станка СТД-120 представляют собой желобчатый резец, по форме похожий на полукруглую столярную стамеску. Майзели для станка СТД-120 представляют собой резцы, имеющие форму плоской стамески с лезвием.
Схема электрическая принципиальная токарного деревообрабатывающего станка СТД-120М
Электрическая схема токарного станка СТД-120М
Электрооборудование станка токарного деревообрабатывающего СТД-120М
Электрооборудование станка токарного СТД-120 рассчитано для подключения его к сети трехфазного переменного тока напряжением 380 В с глухозаземленной нейтралью. В шкафу управления станка токарного СТД-120 находятся также трансформатор освещения 380/24 В. В качестве привода станка служит асинхронный двигатель. Управление станком производится с поста управления, расположенного на передней бабке станка. Подключение электрооборудования токарного станка СТД-120М к трехфазной сети напряжением 380 В и его заземление производит Заказчик. Включение станка без подключения его к магистрали заземления не допускается.
Читайте также: Производители деревообрабатывающих станков и оборудования
СТД-120М, стд-120 Станок токарный по дереву. Видеоролик.
Технические характеристики токарного станка СТД-120М
| Наименование параметра | СТД-120М | |
|---|---|---|
| Основные параметры станка | ||
| Высота центров, мм | 120 | |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 500 | |
| Наибольший диаметр обрабатываемых заготовок, мм | 190 | |
| Наибольшая длина точения заготовки, мм | 450 | |
| Число скоростей вращения шпинделя, об/мин | 2 | |
| Частота вращения шпинделя, об/мин | 2350/ 2050 | |
| Электрооборудование станка | ||
| Род тока питающей сети | 380В 50Гц | |
| Количество электродвигателей на станке, шт | 1 | |
| Электродвигатель — номинальная мощность, кВт | 0,4 | |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 1250 х 575 х 550 | |
| Масса станка, кг | 100 |
- Станок токарный по дереву (учебный) СТД-120М. Паспорт, 1990
- Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
- Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
- Бобиков П.Д. Мебель своими руками, 2004
- Борисов И.Б. Обработка дерева, 1999
- Джексон А., Дэй Д. Библия работ по дереву, 2015
- Золотая книга работ по дереву для владельца загородного участка, 2015
- Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
- Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
- Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
- Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Список литературы:
Связанные ссылки. Дополнительная информация
Токарный станок по дереву СТД 120м: характеристики, схемы
ТокарныйНастольный токарный станок СТД-120м по дереву. Создан для использования в школьных мастерских. Технические характеристики, назначение и эксплуатация.
Токарный станок СТД-120М по дереву является последней модификацией линейки учебного токарного оборудования, выпускавшегося в советские времена на кировском предприятием «Завод №2 “Физприбор” им. А.В. Луначарского», подчиненного Министерству просвещения РСФСР.
От первого станка этого семейства ТСД-120 он отличается отсутствием долбежного приспособления, которое располагалось на левом торце передней бабки, а от своего прямого предшественника СТД-120 — конструкцией опоры приводного шкива. Кировские учебные токарные станки практически в неизменном виде выпускаются уже более пятидесяти лет. Но теперь уже не заводом «Физприбор», который обанкротился и был ликвидирован в 2012 году, а частным ООО, продолжающим их производство на заводских мощностях.
Технические характеристики
СТД-120М — это малогабаритная модель, предназначенная для токарной обработки небольших деревянных деталей со следующими техническими характеристиками:
- высота межцентровой оси — 120 мм;
- межцентровое расстояние — 500 мм;
- размеры зоны обработки (длина × макс. диаметр, мм) — 450 × 190;
- габариты (д×ш×в) — 125 ×5 × 55 см;
- масса без подставки — 100 кг.
На СТД-120М применяется двигатель мощностью 400 Вт, который развивает скорость до 2300 об/мин.
Назначение и рекомендации по эксплуатации
Токарный станок СТД-120М разрабатывался и создавался для использования на школьных уроках труда и в учебных мастерских межшкольных учкомбинатов. В его паспорте прямо указано, что он предназначен для обучения учащихся средних школ основам токарной обработки изделий из древесины мягких пород с нормальной влажностью.
Поскольку СТД-120М предназначался для использования несовершеннолетними, в его документации очень подробно расписаны указания по охране труда и безопасности при выполнении токарных работ.
Конструкция СТД-120М очень проста, поэтому в его паспорте указания по эксплуатации и техническому обслуживанию не занимают много места. В большинстве своем они относятся к соблюдению правил выполнения токарных работы и содержания в порядке оборудования и рабочего пространства, а также смазке немногочисленных вращающихся элементов. Один раз в год или через пятьсот часов работы необходимо производить замену смазки подшипников шпиндельного узла. Пиноль один раз в шесть месяцев смазывается машинным маслом и как минимум один раз в год — солидолом. При возникновении биений или вибрации следует проверить и при необходимости отрегулировать осевой люфт шпинделя.
Комплектация
Токарный станок СТД-120М имеет традиционную компоновку и включает следующие узлы и механизмов:
- передняя и задняя бабки;
- подручник;
- электродвигатель с натяжным устройством;
- шкаф электрооборудования;
- светильник;
- защита рабочей зоны.
На СТД-120М предусмотрено крепление патрубка воздушной системы удаления древесной пыли и стружек, которую пользователи должны приобретать отдельно.
Фронтальная бабка агрегата
Передняя бабка СТД-120М состоит из двух основных компонентов: чугунного корпуса и выполненного в форме фасонного вала шпинделя, который вращается на двух радиальных подшипниках. На левом конце шпинделя крепится приводной шкив, а на правом — различные приспособления для зажима заготовки во время ее обработки. Его главное конструктивное отличие от предыдущих кировских моделей состоит в том, что шкив расположен снаружи корпуса бабки, не между опор.
Задний элемент
В состав задней бабки токарного станка СТД-120М входят: корпус, пиноль, механизм ее подачи и фиксирующие устройства. Она установлена на правом конце направляющих, может передвигаться по ним вручную и крепиться в нужном месте с помощью болта. Пиноль выдвигается вперед посредством вращения маховичка, расположенного на ее задней части, и фиксируются в требуемой позиции с помощью зажимного рычага.
Основные и съемные приспособления
В стандартную поставку токарного станка по дереву СТД-120М входят только основные приспособления, используемые при обработке самых распространенных заготовок: два подручника (малый и большой), центр задний, планшайба, корпус с трехзубой вилкой и патрон. Остальные виды приспособлений и оснастки можно приобрести в профильных предприятиях, торгующих токарными принадлежностями. К ним относятся различные виды токарных патронов (самоцентрующиеся, чашечные, зубчатые, тисочные), а также корпусов и центров.
Электрооборудование и технические параметры
Электрооборудование токарного станка СТД-120М запитывается от трехфазной сети 380 В и состоит из следующих элементов:
- приводной электродвигатель;
- магнитный пускатель;
- комплект плавких вставок;
- кнопки включения и выключения;
- понижающий трансформатор на 24 В;
- светильник с выключателем;
- выпрямительный диодный мостик;
- реле включения динамического торможения;
- концевой выключатель.
Включение СТД-120М осуществляется кнопкой «Пуск», а выключение — кнопкой «Стоп», размыкающей цепь питания электродвигателя. Одновременно с этим происходит включение системы динамического торможения главного привода: включается реле и замыкается цепь, подающая напряжение на диодный мостик, от которого постоянный ток поступает на обмотку статора. Это сделано для того, чтобы ускорить остановку вращения детали и таким образом избежать травмирования рук станочника.
После установке станка его нельзя включать до того, как будет подсоединена линия заземления. Болт для подключения заземляющего провода находится на боковой стенке электрошкафа. Напряжение 24 В подается в цепь освещение рабочей зоны станка от вторичной обмотки трансформатора, первичная обмотка которого включается контактами кнопки «Пуск» и запитывается напряжением 220 В.
На ограждении ременной передачи смонтирован концевой выключатель, размыкающий цепь питания электродвигателя при ее снятии во время работы станка. Все электрооборудование СТД-160М, кроме кнопок включения и выключения, светильника и концевого выключателя, смонтировано в электрошкафу, который расположен на его задней части.
Кинематическая схема
Электрическая схема
9. Устройство токарного станка для точения древесины
Изготовление вручную цилиндрической детали хорошего качества является сложной задачей. Гораздо быстрее и точнее можно сделать такую деталь на токарном станке.
Токарные станки предназначены для изготовления (точения) деревянных изделий, имеющих в поперечном сечении форму круга.
Токарные станки различных конструкций с ножным и ручным приводом применяли еще в далекие времена (рис. 29). На них вытачивали из древесины детали прялок, столов и стульев, посуду и многие другие изделия.
В России один только механик А. К. Нартов разработал и изготовил около 40 конструкций различных токарных станков. Один из них приведен на рис. 30.
На современных промышленных предприятиях применяют токарные станки различных конструкций и назначения, в том числе станки-автоматы и станки с числовым программным управлением.
В школьных мастерских применяют токарные станки моделей ТД-120 (рис. 31) и СТД-120 М (рис. 32).
Станок ТД-120 имеет станину с направляющими 1 (рис. 31). На направляющих станины размещена передняя бабка 2, в которой установлен шпиндель 3, соединенный клиноременной передачей 4 с электродвигателем 5. На направляющих станины установлена каретка с подручником 6 и задняя бабка 7. Задняя бабка состоит из выдвижной втулки (пиноли), винтовой передачи, маховика и центра задней бабки.
Шпиндель станка установлен в передней бабке на шарикоподшипниковых опорах.
Включают и выключают станок кнопками 8 «пуск» и «стоп».
На рис. 32 изображено устройство станка СТД-120М. На шпиндели станков навинчивают патрон (рис. 33, а), планшайбу (рис. 33, б) или трезубец (рис. 33, в), в которых крепят обрабатываемые заготовки. Патрон применяют для крепления коротких и небольшого диаметра заготовок. Заготовку крепят в патроне винтом (рис. 34, а).
Трезубец применяют для крепления длинных заготовок с поджатием их центром задней бабки (рис. 34, б). Поджатие осуществляют вращением маховика задней бабки, который перемещает пиноль с центром при помощи винтовой передачи.
Закрепленные в патроне и трезубце заготовки точат путем перемещения стамески вдоль оси вращения заготовки. Такое точение называют продольным.
Если необходимо точить заготовку небольшой длины и большого диаметра, например для изготовления тарелок, шкатулок, дисков, то ее крепят шурупами к планшайбе (рис. 35, а). («Планшайба» в переводе с немецкого означает «плоский диск».) Под шурупы вначале размечают, а затем прокалывают шилом или просверливают глухие (несквозные) отверстия на длину ввинчиваемой части шурупа.
Для разметки положения шурупов заготовку прикладывают к планшайбе и через отверстия на ее обратной стороне очерчивают места расположения шурупов (рис. 35, а).
Шурупы не должны входить в обрабатываемую часть заготовки, для чего на заготовке очерчивают, а затем стамеской надрезают линию глубины расположения шурупов (рис. 35, б).
Плоские заготовки на планшайбе обрабатывают перемещением стамески перпендикулярно оси вращения заготовки. Такое точение называют поперечным (торцовым, лобовым), так как заготовку обрабатывают с торца.
Детали конической формы точат при одновременном перемещении стамески вдоль и перпендикулярно оси вращения заготовки. Такое точение называют продольно-поперечным.
Вращательное движение заготовки при точении называют главным движением резания, так как без него вообще невозможно точение. Поступательное движение стамески называют вспомогательным движением, т. е. движением подачи. Главное движение резания на кинематических схемах обозначают V, вспомогательное — Vs.
Вначале заготовку обтачивают на малой частоте вращения (n = 710 для ТД-120 и n = 770 для СТД-120М), пока не уменьшится ее биение. При небольшой частоте вращения шпинделя обрабатывают также заготовки большого диаметра.
Окончательно и начисто обработку заготовок проводят на большой частоте вращения (n = 1000 для ТД-120 и n = 1450 для СТД-120М). Необходимую частоту вращения шпинделя получают, устанавливая ремень ременной передачи на шкивы различных диаметров.
На кинематической схеме токарного станка (рис. 31, б) изображены электродвигатель «М», клиноременная передача, ведущий шкив, насаженный на вал электродвигателя, и ведомый шкив, находящийся на шпинделе. Как видно из схемы, шпиндель приводится во вращение от электродвигателя через клиноременную передачу.
Винтовой механизм задней бабки, изображенный на кинематической схеме, преобразует вращение ручки маховика в поступательное движение центра задней бабки.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Не включать станок без огражденной ременной передачи.
3. Не опираться на части токарного станка.
4. Не класть инструменты и другие предметы на станок.
5. О всех неисправностях в станке и электропроводке немедленно сообщать учителю.
Токарный станок по дереву википедия
Предыстория появления первых станков начинается с древнейших исторических периодов, когда наши предки, обладавшие примитивными орудиями-инструментами (главным образом из камня), просверливали отверстия, например, для насаживания молота или топора на палку. И уже тогда возникло устройство, которое сооружалось примерно следующим незамысловатым образом. Из прочного дерева вырезался стержень, один конец которого заострялся. Этим заостренным концом стержень упирался в углубление в камне, наполненное мелкозернистым песком. Вокруг стержня спирально закручивалась тетива лука. При приведении лука в движение стержень начинал вращаться (как сверло), что обеспечивало шлифование углубления с помощью песка. В результате в камне просверливалось отверстие.
В древние века в Греции и Риме также существовали приспособления для обработки керамики и дерева. По утверждению историка Плиния, некий Феодор, житель острова Самоса (в Эгейском море), за 400 лет до нашей эры с успехом применял устройство, на котором обтачивались механически вращавшиеся (от ножного привода) изделия из металла. Сохранились до нашего времени свидетельствующие об этом древние украшения.
Трудно судить, в какой мере Плиний правдиво описал достижения Феодора, отнеся на его счет изобретение механического приспособления для вращения укрепленной между двумя бабками металлической детали, подвергаемой точению. Однако и другие исторические памятники подтверждают факт применения таких устройств в древнем мире. Наиболее древними и наиболее распространенными являлись устройства и станки для токарной обработки и процессов сверления. Все остальные группы и виды станков являлись как бы производными от этих двух основных видов орудий обработки.
Так, еще в древнем Египте применялся токарный «станок» с лучковым ручным приводом. На этом устройстве обтачивались каменные и деревянные изделия. В этом далеком прообразе современных станков уже фигурировали в зародыше такие основные конструктивные элементы станка, как станина, бабки, подставки для резцов и др. В работе «станка» активное участие принимали обе руки рабочего. Возвратное вращение изделия, подача резца требовали приложения больших физических усилий человека. Эти «станки» с небольшими модификациями в течение многих веков применялись в разных странах мира.
В дальнейшем устройство для точения претерпело ряд конструктивных изменений. Оно приводилось в движение уже ногой человека и привязывалось бичевой к двум соседним деревьям. Обрабатываемое изделие крепилось между двумя, привязанными к стволам деревьев, отточенными колами.
Вращение изделия осуществлялось веревкой, верхний конец которой был привязан к пружинящей ветке дерева, посередине веревка обвивала изделие, а нижний конец веревки заканчивался петлей. Человек вставлял ногу в петлю, и, нажимая и отпуская веревку, приводил изделие во вращательное движение. Это токарное устройство применялось очень долго в самых разнообразных модификациях.
В начале XV века основание токарного станка представляло собой деревянную скамейку. На скамейке-станине находилось две бабки, соединенные бруском, служившим опорой для резца. Это избавляло токаря от необходимости держать резец на весу. Детали станка изготовлялись из дерева. Над станком свешивалась укрепленная на столбе гибкая жердь. К концу жерди прикреплялась веревка. Веревка обвивалась вокруг вала, спускалась вниз и привязывалась к деревянной педали. Нажимая на педаль, токарь приводил во вращение деталь. Когда токарь отпускал педаль, гибкая жердь тянула веревку назад. При этом заготовка вращалась в обратную сторону, так что токарю приходилось, как и в лучковых станках, попеременно то прижимать, то отодвигать резец.
До нашего времени сохранился токарный станок XVI века императора Максимилиана I. Станок в основном был изготовлен также из дерева, но центры для установки изделия у него были металлические. Этот станок (изготовленный в 1518 г.) уже имел люнет с рамкой для направления изделия. Подвижная рамка регулировалась винтом. Люнет станка был изготовлен из бронзы. Ножной веревочный привод с пружинящей жердью ничем не отличался от описанного выше.
В сохранившихся записях Леонардо да Винчи имеется ряд чертежей токарных станков, хотя все эти станки построены не были.
В 70-х годах XVI века французским королем Карлом IV была выдана мастеру Жаку Бессону привилегия на токарный станок для нарезания резьбы. В этом станке имелись три бабки. Две малые бабки давали направление коробке с ходовым винтом. Сама коробка, проходя через третью (левую на рисунке) бабку, держала вертикальную стойку с резцом. Изделие устанавливалось между левой стойкой станка и большой бабкой. Средняя бабка являлась гайкой ходового винта. На рисунке видна подвеска вертикального стержня с резцом на продольной бабке, подвешенной через две системы блоков на грузах. На холостом ходу нижняя бабка опускалась и резец отходил от изделия. При одновременном вращении рабочими ветвями веревок ходового винта и изделия резец нарезал резьбу на последнем. По мере нарезания резьбы ставились резцы с постепенно увеличивающимися коленами.
Результат работы на таких станках всецело зависел от умения и глазомера токаря.
В начале XVII века начинают применяться станки с непрерывным канатным ручным приводом от маховика, расположенного за станком. На следующем рисунке показан токарный станок, описанный в книге Соломона де Ко, изданной во Франции в 1615 г. На этом станке обрабатывались торцы изделия, причем опора каретки прижималась к копиру грузами.
На следующем рисунке изображен другой станок, также относящийся к XVII веку. Этот станок, описанный в книге Шерюбена (издана во Франции в 1671 г.), имел ряд конструктивных улучшений. Привод у станка был ножной, с тетивой, но вращение передавалось уже через коленчатый вал. В этом станке был применен ступенчато-шкивный привод.
Наиболее распространенным типом металлообрабатывающего оборудования можно назвать токарно-винторезные станки. Они могут использоваться для проведения точения и многих других операций. Универсальный токарно-винторезный станок имеет определенные конструктивные особенности, о которых поговорим далее подробно.
Основные конструктивные элементы
Принципиальные схемы токарного винторезного станка не существенно отличаются друг от друга. Практические все модели, входящие в эту группу, могут использоваться для проведения следующих операций:
- Развертывания отверстий.
- Выполнения операций по обтачиванию и растачиванию поверхностей. Токарно-винторезный станок имеет устройство, которое позволяет изменять как наружную, так и внутреннюю цилиндрическую поверхность. При этом тело вращения может быть коническим или фасонным.
- Рассматривая токарно-винторезные станки и их назначение следует уделить внимание возможности подрезки и обработки торцевых поверхностей.
- При установке соответствующей оснастки и режущего инструмента можно выполнять операции, связанные со сверлением и зенкированием.
- Многие токарно-винторезные станки имеют технические характеристики, позволяющие проводить нарезание резьбы на самых различных поверхностях.
Основные узлы токарно-винторезного станка
Токарно-винторезный станок может иметь описание с указанием того, для решения каких задач может проводится установка данного оборудования. Несмотря на отношение к одной группе, токарно-винторезные станки по металлу могут иметь различную конструкцию. Практически все модели имеют следующие конструктивные элементы:
- Передние и задние бабки, в которых помещают основные системы: коробку скоростей, подач и электроснабжения.
- Суппорт, предназначающийся для крепления режущего инструмента.
- Детали токарного-винторезного станка образуют систему передачи вращения от электрического двигателя, которую называют коробкой скоростей.
- Шпиндель. Кинематическая схема токарно-винторезного станка передает вращение шпинделю, в котором крепиться заготовка.
- Несущая станина. Для того чтобы все узлы могли точно позиционироваться относительно друг друга, они крепятся жестко или подвижно, на станине. Данный элемент конструкции также предназначается для гашения вибрационной и иной нагрузки.
- Токарно-винторезный станок имеет область применения в сфере нарезания резьбы, предусматривает наличие сменных гитарных шестерен. Путем подбора сменных колес проводится настраивание наиболее подходящего режима резания.
- Электрический блок для управления оборудованием.
- Фартук. Эта конструкция позволяет защитить зону резания, предотвратить разброс стружки и СОЖ. Кроме этого фартук может иметь и дополнительную оснастку.
Рассматривая основные узлы токарно-винторезного станка следует учитывать, что он отличается наличием ходового винта, а также возможностью проведения операции нарезания резьбы.
Модели токарно-винторезных станков могут быть предназначены для проведения самых различных технологических процессов, но зачастую имеют схожую компоновку. При этом разница заключается в качестве сборки и размерах основных силовых агрегатов.
Типовой блок управления
Рассматривая современный универсальный токарно-винторезный станок следует уделить внимание блоку управления. Для указания основных параметров обработки устанавливаются рычаги и рукоятки, кнопки и другие блоки управления. К основным особенностям отнесем следующие моменты:
- Как правило, устанавливается рукоятка для указания количества оборотов. Универсальный токарно-винторезный современный станок может изменять данный показатель, который выбирают в зависимости от требуемых режимов резания.
- Токарно-винторезный станок имеет устройство, позволяющее образовывать резьбовую поверхность. Ее параметры устанавливаются при помощи специального блока управления. Не стоит забывать о том, что некоторые параметры можно задать исключительно путем установки требующихся сменных колес.
- Есть и рукоятки, которые позволяют управлять суппортом. Токарно-винторезные станки имеют основные узлы, которые позволяют обеспечивать механическую подачу для быстрой установки позиции и обработки с неизменяемым показателем скорости перемещения.
Органы управления токарно-винторезных станков на примере модели 16К20
Токарно-винторезный станок с ЧПУ имеет более сложную компоновку. Это связано с тем, что подобное оборудование может работать без вмешательства оператора на промежуточных этапах.
Классификация
Токарно-винторезные станки имеют классификацию, которая позволяет определить основные параметры. Многие токарно-винторезные станки имеют чертежи, которые позволяют определить сложность конструкции, ее ремонтопригодность и другие параметры. Различные виды токарно-винторезных станков имеют самую разную компоновку. Установленные правила определяют то, что токарно-винторезный станок должен иметь паспорт. Именно в нем указывается вся важная информация об оборудовании.
Основными параметрами, по которым проводится классификация, можно назвать нижеприведенный список:
- Масса конструкции.
- Максимальные размеры устанавливаемой заготовки.
Устанавливаемые детали-токарного винторезного станка могут несколько отличаться, что и отражается на классификации оборудования.
Вариант внешнего вида универсального токарно-винторезного станка
По признаку диаметрального размера заготовки прецизионный токарно-винторезный станок или другого типа делятся на несколько групп. Этот показатель может варьировать в диапазоне от 100 до 4 000 мм. Что касается длины заготовок, то показатель варьируется в достаточно большом диапазоне.
Рассматривая вес конструкции можно выделить то, что прецизионный токарно-винторезный станок относят к следующим группам:
- Тяжелые модели имеют массу до 400 тонн. Токарно-винторезные современные станки повышенной точности с подобным весом устанавливают для обработки заготовок, диаметр которых варьируется в пределе от 1 600 до 4 000 миллиметров. Токарно-винторезный станок высокой точности в этой группе встречается довольно редко.
- Вес до 15 тонн. В этой категории встречаются токарно-винторезные станки моделей, на которых могут обрабатываться заготовки с диаметральным размером от 600 до 1 250 мм.
- Масса до 4 тонн. Токарно-винторезный станок настольного типа также относится к этой группе. Как правило, диаметр поперечного сечения составляет 250-500 мм.
Следует учитывать, что прецизионный токарно-винторезный станок легкой группы устанавливается в домашних условиях, особой подготовки помещения проводить не нужно. Модели токарно-винторезных станков этой группы могут работать и от стандартной домашней сети 220В, для чего на новом оборудовании устанавливаются современные электрические двигатели.
Еще одним важным параметром классификации можно назвать производительность. Различные модели токарно-винторезных станков могут применяться в различных условиях производительности. По данному критерию выделяют:
- Для штучного или мелкосерийного производства. Токарно-винторезный станки в паспорте имеют информацию, касающуюся производительности. Область применения по данному признаку учитывается при наладке производства по выпуску штучных партий.
- Для среднесерийного и массового производства. Современный прецизионный токарно-винторезный станок этой группы устанавливается на различных заводах и производственных линиях в случае, когда нужно получить большую партию деталей за короткий срок.
- Крупносерийное производство, установка на конвейерных линиях. Станки по металлу с ЧПУ или станок по металлу с УЦИ этой группы могут обеспечивать бесперебойное производство. Довольно часто кинематическая схема токарно-винторезного станка высокой производительности имеет возможность быстрой настройки под заданные параметры. Также в эту группу можно включить модели с ЧПУ.
Общий вид токарно-винторезного станкаКонструкция некоторых винторезных станков имеет устройство с УЦИ.
Проведенная классификация позволяет подобрать наиболее подходящую модель под определенные условия работы. Так есть виды, подходящие для установки в заводах машиностроительной отрасли, другие в большей степени подходят для изготовления деталей, которые используются при изготовлении бытовых приборов. Многие варианты исполнения с УЦИ и ЧПУ появилось относительно недавно.
Какие могут проводится операции?
Крупногабаритный или настольный токарно-винторезный станок устанавливается для образования деталей типа вал или фланец. Режущим инструментом выступает проходной резец, который подбирается под условия резания.
Кроме этого есть и подрезные резцы, которые можно использовать для обработки торцевых поверхностей. Образование канавок проводится при установке резцов упорного типа. Различные типы резцов применяются для проведения определенных операций. При этом уделяется внимание форме, а также виду используемого материала при изготовлении. Прецизионный токарно-винторезный станок также позволяет проводить основные виды работ.
Некоторые виды данного оборудования могут применяться и для выполнения сверлильных операций. Но стоит учитывать, что в данном случае сверло расположено вдоль оси заготовки. Принцип действия данной схемы сверления следующий: инструмент крепиться в специальной оснастке на задней бабке, находится в неподвижном состоянии, а вращение получает сама заготовка. Задняя бабка может перемещаться в продольном направлении для осуществления подачи.
Технические характеристики
При выборе наиболее подходящей модели всегда рассматриваются технические характеристики. Они определяют особенности работы и возможность применения в той или ной ситуации.
Основные технические характеристики заносятся в описание. К ним можно отнести:
- Количество оборотов: минимальный и максимальный показатель. Основные технические характеристики определяют возможность обработки по заданным параметрам. Создавая чертеж технолог указывает то, при какой скорости вращения должно проходить резание.
- Класс точности. В чертеж заносятся данные о том, с какой точностью должна проводится обработка. В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.
- Для того чтобы можно было регулировать показатель скорости вращения шпинделя устанавливается коробка передач. Установленные стандарты ГОСТ требуют указания в паспорте число передач.
- Деталь может иметь самые различные размеры, что определяет возможность установки.
- Вес и габаритные размеры.
- Величина подачи и максимального перемещения по оси.
Все технические характеристики можно узнать их паспортных данных и другой документации.
Общий вид токарно-винторезного станка
Особенности УЦИ
Рассматривая прецизионный токарно-винторезный станок следует отметить его применимость в самых различных сферах.
Довольно большое распространение получили варианты исполнения с УЦИ. Данные виды токарного оборудования имеет высокую точность работы благодаря отображению осей основных органов на индикационном дисплее. Существует довольно большое количество моделей с УЦИ, каждая обладает своими особенностями. Прецизионный токарно-винторезный станок снабжается узлами, которые свойственны и остальным моделям, относящимся к этой группе. Токарно-винторезный станок с УЦИ обходится дешевле, чем токарно-винторезный станок с ЧПУ, что определяет рентабельность их установки в определенных случаях.
Для чего предназначен рассматриваемый блок? Этот цифровой блок позволяет контролировать положение различных элементов конструкции, а также вычислять требуемую информацию, к примеру, расстояние, на которое должен перемещаться суппорт или другой элемент. Производство подобных блоков началось относительно недавно, назначение некоторых моделей расширяется за счет их оборудования данным блоком управления.
Варианты с ЧПУ
Токарно-винторезный станок с ЧПУ
Современным подходом можно назвать установку оборудования с числовым программным управлением. Электрическая схема с принципиальной измененной конструкцией основных узлов позволяет добиться высокой точности обработки. К особенностям электросхемы и всей конструкции данного типа можно отнести нижеприведенные моменты:
- Токарно-винторезный станок ЧПУ производится в соответствии с ГОСТ: класс точности и другие параметры также указываются в паспорте. В ГОСТ установлены и другие стандарты, которые стоит учитывать при выборе оборудования.
- Все подвижные органы работают от мини блока управления. Это определяет то, что токарно-винторезный станок имеет сложную электрическую схему.
- Многие модели мини, могут устанавливаться в домашних условиях по причине небольшого веса. При этом подобные токарно-винторезные станки с высокой точностью мини типа могут выдерживать большую нагрузку.
- У конструкции есть блок индикации и ввода основной информации. Государственный стандарт и ГОСТ определяет применение определенных языков программирования, которые применяются для указания пути обработки и основных режимов.
- Настольный токарно-винторезный станок по металлу (мини тип) применяется для высокоточной обработки и получения малогабаритных деталей. Токарно-винторезные станки повышенной точности широко используются при производстве деталей различной электроники и бытовой техники. Мини оборудование имеет высокую точность и небольшую потребительскую мощность, что определяет рентабельность установки.
Многие производители создают токарно-винторезные станки по ГОСТ, но стоит учитывать, что самое современное оборудование производится за границей, где не учитывается данный стандарт.
Мини токарно-винторезный станок обойдется намного дешевле, но у них есть ограничение по размерам заготовки.
В заключение отметим, что рассматривая типы токарно-винторезных станков, следует уделять внимание возможности установки самой различной оснастки. Токарно-винторезные станки по металлу имеют классификацию, которая указывается в маркировке. Каждая цифра и буква обозначают самую различную информацию, применяется маркировка с учетом принятых норм.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Большую часть станочного парка составляют металлообрабатывающие токарные станки. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Токарные станки с ЧПУ могут дополняться устройствами для фрезерования, шлифования. По устройству шпинделя станки делятся на оборудование с вертикальной и горизонтальной компоновкой. Главные параметры токарных станков — максимальные диаметр заготовки и расстояние между центрами.
Также предлагаем широкий ассортимент режущего инструмента, предлагаемого в продажу в компании СтанкоМашКомплекс, можно ознакомится по ссылке.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).
Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Токарно-револьверные станки
Служат для серийного производства деталей из штучных заготовок или пруткового материала. На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.
Револьверные головки могут быть с вертикальной или горизонтальной осью вращения. Револьверные головки с вертикальной осью вращения, как правило, обладают более высокой жесткостью. Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Токарно-револьверные станки с ЧПУ могут иметь две револьверные головки, способны вести обработку по четырем координатам. В револьверных головках, расположенные на верхнем и нижнем суппортах, может быть установлено большее количество инструментов для изготовления деталей сложной формы.
Обработка заготовок, ведущаяся по замкнутому циклу, полностью автоматизирована. Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Токарные станки с ЧПУ
Современные высокопроизводительные станки, постепенно вытесняют универсальные токарные станки. Упрощенная кинематика, высокоточные перемещения, возможность многоинструментальной обработки. Закрытая зона резания предотвращает разброс стружки и разбрызгивание СОЖ. Возможность установки гидравлического патрона повышает производительность. См ТС1625Ф3, ТС16К20Ф3
Опции противошпиндель, приводной инструмент, ось Y и прочее превращают станки в токарные обрабатывающие центры. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Токарно-карусельные станки
Такие станки обрабатывают детали весом в несколько тонн, имеющие большой диаметр при малой высоте. Горизонтально расположенный рабочий стол (планшайба) существенно облегчает загрузку и центрирование тяжелых заготовок.
На карусельных станках обработка цилиндрических и конических поверхностей (наружных и внутренних) проводится резцом. Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Главным движением станка является вращение планшайбы. Два суппорта: вертикальный и боковой — осуществляют движения подачи инструментов. Основными характеристиками данных станков являются размеры обрабатываемых заготовок: диаметр и высота.
Токарно-карусельные станки изготавливаются промышленностью с одной или двумя стойками. На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
Установка системы ЧПУ позволяет вести обработку деталей, имеющих сложный, криволинейный профиль. Основные механизмы станков с ЧПУ имеют сходство со станками, имеющими ручное управление. Обычно с применением системы ЧПУ, цифровых приводов подач и многопозиционной резцедержки и защиты кабинетного типа станок переименовывается в вертикальный токарный станок
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.
Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.
По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.
Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
основные узлы и назначение, фото, видео
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Общий вид токарного станка по металлуОсновными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.
Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.
Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.
Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.
Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.
Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Открытие токарного цеха — Деревообработка | Блог | Видео | Планы
Если вы думаете начать токарную обработку дерева, вот несколько отличных рекомендаций. Наш эксперт отделяет «необходимые» инструменты от «приятных» и даже включает несколько из своих любимых инструментов из «магазина мечты».
Часто задаваемые вопросы в конце любого из моих занятий или лекций касаются создания токарного цеха. Токарная обработка — это особая ветка дерева деревообработки, требующая уникальных навыков и оборудования.Имея это в виду, вот несколько мыслей (и краткое описание) о том, что человеку нужно с точки зрения пространства и инструментов, чтобы стать эффективным токарём.
Необходимое место и инструменты
Для токарного цеха не нужно много места. Достаточно всего лишь 8 на 8 футов. На этих 64 квадратных футах вы должны уместить основные предметы первой необходимости — токарный станок, шлифовальный станок и буфер, последний — для заточки ваших инструментов. Я не хочу вдаваться в подробности, какой токарный станок вам следует купить, потому что это само по себе обсуждение.Я скажу, что если вы хотите повернуть только детали мебели, вам нужно 30 дюймов между центрами, но диаметр поворота и шпинделя не имеет большого значения. Напротив, если вы хотите перевернуть миски. Расстояние между центрами не требуется, но диаметр поворота и шпинделя очень важны. Для поворота больших и тяжелых чаш вам потребуется не менее 12 дюймов поворота и не менее 1 дюйма шпинделя.
Освещение имеет решающее значение: у автора есть и лампа на гусиной шее, и стоматологическая лампа. Вместе они позволяют фокусировать свет именно там, где это необходимо.Освещение очень важно, и какая-то лампа на гусиной шее, которую можно разместить где угодно над станиной токарного станка, почти необходима. Пыль опасна, поэтому маска от пыли абсолютно необходима. Минимум — это бумажная маска, которую можно приобрести в автомобильных магазинах для кузовных работ. Лучше респиратор с бумажным или даже угольным фильтром.
Установка для фильтрации воздуха — отличное вложение. Он фильтрует весь воздух в моем магазине от мелкой пыли и летучих органических соединений каждые пять минут.
Вам также понадобится верстак и немного места для хранения вещей, но их легко собрать самостоятельно. Скамейка не обязательно должна быть красивой, это просто прочная ровная поверхность с недорогими тисками. Ящики и шкафы — лучшее место для хранения вещей, потому что они не пропускают пыль.
Как только ваш кошелек поглотит эти предметы, вам понадобится ленточная пила для резки заготовок и заготовок чаш. В токарной ленточной пиле высота пропила гораздо важнее, чем ширина горловины (расстояние от полотна до опоры).Вам нужна глубина резания не менее 4 дюймов, желательно от 6 до 10 дюймов. Съемная электрическая дрель подходит для сверления отверстий для монтажа работ на лицевых панелях и для привода оправки для шлифования. Если вы переворачиваете много мисок, вы можете начать мечтать о добавлении бензопилы в свой арсенал, но в ближайшее время вы можете купить заготовки для чаш.
Токарный инструмент
Вам понадобятся токарные инструменты для вращения шпинделя и чаши. У наборов инструментов есть большие подводные камни. Хотя они кажутся экономными, у них, как правило, есть посредственная выемка шпинделя, перекос, слишком узкий для новичков, некачественный отрезной инструмент и лишние скребки — подумав, я не могу придумать никаких хороших моментов.
Намного лучше приобретать инструменты из высококачественной быстрорежущей стали (HSS) индивидуально, так как вы можете их себе позволить. На рынке есть и другие варианты, но для начала HSS представляет собой самую лучшую цену.
Комплектующие для токарных станков
Помимо токарного станка, вам понадобятся кусочки и кусочки. Большинство токарных станков поставляются с лицевой панелью, приводным центром и центром задней бабки. В то время как лицевая панель в целом в порядке, центров часто бывает недостаточно.В конечном итоге вы захотите заменить их. Что касается передней бабки, мне нравятся центры Steb, а не обычные приводные центры с 2 или 4 зубцами.
Снабжение металлообрабатывающими предприятиями предлагает 60 различных токарных станков, которые дешевле (но лучшего качества), чем большинство, предлагаемых поставщиками токарных станков по дереву. Я использую такие центры для всего, кроме разъемной токарной обработки с бумажным соединением, для которой требуется чашечный центр. Все токарные станки поставляются с одной или двумя подставками для инструмента, но вы можете купить более длинный для шпинделей и несколько изогнутых, если вы планируете сосредоточиться на токарной обработке чаши.Есть ряд сторонних поставщиков высококачественных остатков по разумным ценам.
Сверлильный патрон 1/2 дюйма очень удобен для сверления отверстий по центру и может быть установлен в передней или задней бабке. Высококачественные образцы без ключа можно купить за 35 долларов, а с типами с ключом — гораздо дешевле. Последнее удерживающее устройство, которое вам в конечном итоге понадобится, особенно если вы переворачиваете чаши или полые формы, — это четырехкулачковый спиральный патрон. Я действительно рекомендую вам научиться хорошо обращаться с лицевыми панелями, приводами и рабочими центрами, прежде чем вкладывать средства в этот инструмент.
Измерительные и компоновочные инструменты
Хотя я предпочитаю складную деревянную линейку, рулетка подойдет. Эти инструменты сегодня настолько дешевы, что я думаю, вам стоит купить оба. Для начала проведите линии между углами квадратной заготовки шпинделя, чтобы найти центр. В конце концов, вам захочется приобрести искатель центра. Недорогих примеров из пластика предостаточно, но мне нравится V-образная насадка для моего комбинированного квадрата. Разделители удобны для разметки кругов, уменьшения расстояний и поиска центра круга.Штангенциркуль незаменим при дублировании шпинделей и сохранении однородности стенок чаш.
Вам понадобится кернер для вдавливания центров шпинделей для быстрого и точного зажима. Большой гвоздь или стандартный кернер подойдут, но автоматический кернер очень удобен, его цена варьируется от 10 долларов (очень пригодный к эксплуатации) до 39 долларов за Starrett (его будут использовать ваши внуки).
Большая пара тисков, большой гаечный ключ или ленточный ключ сантехника удобны для снятия лицевых панелей с токарного станка.Изделие крепится к лицевым панелям с помощью винтов, а обычные отвертки не имеют достаточного рычага, чтобы легко ими управлять. Поэтому шуруповерт или кривошипное устройство, называемое спидером, — долгожданное дополнение к магазину. Мои ученики редко снимают винты с помощью спидера; они делают это регулярно с помощью шуруповерта. Я использую винты для листового металла с шестигранной головкой из-за положительного привода, который я получаю либо от спидера, либо от шуруповерта.
Всего Магазин
У каждого токаря есть набор «must have» инструментов.Оттуда он становится немного расплывчатым. В этой статье автор использовал слова «приятно иметь» и «магазин мечты» для следующих двух категорий. Мясорубка просто необходима.Если вы обнаружите, что токарная обработка — это просто ваша чашка чая, вам следует подумать о добавлении пылезащитного кожуха или кожуха, чтобы всасывать стружку и пыль во время поворота. Из этого короткого списка инструментов, которые «обязательно иметь» и «приятно иметь», нет предела!
Приятно иметь ленточную пилу, и однажды бензопила попадет в магазин вашей мечты!Тернеры очень похожи на игроков в гольф: вы можете играть несколькими клюшками, но большинству нужна тележка, чтобы нести сумку.Это означает, что вы вполне можете планировать пополнение магазина!
Как сделать токарный станок по дереву
«Зачем вам строить токарный станок по дереву?» Это был невысказанный вопрос, который я слышал от многих людей, когда рассказывал друзьям и семье о моем предстоящем проекте.
Ответ на этот вопрос действительно очень прост. В то время как токарная обработка дерева давно была моей страстью, я давно ускользнул от целого ряда инструментов, необходимых для покупки «хорошего» токарного станка. Да, к тому же был друг машинист, который сказал: «Сделать токарный станок будет довольно легко, да, я помогу.«Ну, он немного соврал. Возможно, это было легко, но не быстро. Ах да, он действительно помог… немного 🙂
Без дальнейших промедлений, вот мой рассказ о создании самодельного токарного станка по дереву.
О, пока мы не зашли слишком далеко. Если вас интересуют планы на этот токарный станок, у меня есть их здесь для продажи!
Конструирование токарного станка по дереву
Прежде всего, это список желаемых функций и спецификаций. Я хотел что-то, на чем можно было бы в основном включать миски и полые формы. Поэтому главными приоритетами были большой поворот и регулируемая скорость.Мне не понадобился другой токарный станок с длинной станиной, так как у меня был меньший токарный станок со станиной 30 дюймов, поэтому я позволил приобретаемым материалам управлять этим параметром. Помимо этого, я планировал включить многие современные функции, такие как кулачковый фиксатор для банджо и задней бабки, и не использовать точки регулировки для ежедневного использования, требующие гаечного ключа.
Как и некоторые из вас, кто читает этот пост о создании токарного станка, я затем погрузился в исследования. Я пролистал Интернет и проверил все ресурсы, которые смог найти, чтобы узнать о конструкции и методах изготовления токарного станка по дереву.Я даже исследовал токарные станки старых мастеров и токарные станки по металлу.
Когда я был на ранних стадиях проектирования, я начал искать материалы, подходящие для моих черновых набросков и заметок. Я более или менее знал, что ищу, так что теперь мне просто нужно было найти это.
За это время я посоветовался с одним из моих дядей, с которым у меня есть общие родственные связи. Мы оба любим старинную технику и работаем своими руками. Кларк за эти годы приобрел отличный набор излишков машин, оборудования, материалов, компонентов и много знает о том, как заставить вещи работать.По сути, находиться в подвальном магазине Кларка для меня все равно, что бросать сегодняшних детей в магазин LEGO. Так или иначе, после визита я ушел с грузовиком стали, передней бабкой от старого токарного станка по металлу Logan model 400, пинолью и гильзой для сверлильного станка mystery, частотно-регулируемым приводом 90-х годов и двигателем мощностью 2 л.с.! Это отняло огромную часть стоимости этого проекта!
Теперь, когда у меня много необработанного инвентаря, пришло время задуматься. Как конструктор-механик, я снова начал рисовать, а затем все моделировал в САПР и делал распечатки для работы.Биг Блю, как ее вскоре назвали, шла полным ходом.
Сварка, обработка и др.
Единственное, о чем я сожалею в связи с этим проектом, — это то, что я не сделал много снимков процесса, так что большую часть этого я собираюсь показать и рассказать, не слишком много показывающей части… Ну что ж.
Сначала было много грубой заготовки. После этого я отправился сначала заваривать кровать. Я использовал угловое железо, квадратную трубу и участок С-образного канала, чтобы создать кровать. Квадратная труба в конечном итоге будет заполнена песком для увеличения массы и уменьшения вибрации.
После того, как станина была сварена и покрыта поверхностью, я подвесил ее к мельнице с помощью угловой пластины, чтобы Пол Баньян чувствовал себя маленьким человеком. Эта операция заключалась в том, чтобы выровнять конец относительно верха кровати. Затем к этой поверхности приваривается большая пластина, которая используется для крепления станины к основной стойке, которая поддерживает переднюю бабку.
Назад к сварке! На этом этапе я приварил пластину диаметром 1 дюйм к одному концу «Mr. Балка », чтобы стать поверхностью, поддерживающей переднюю бабку.У меня нет фотографий мистера Бима до того, как он набрал пару сотен лишних фунтов, но если вы представите двутавровую балку с пластиной толщиной 1 дюйм и перегородкой 3/4 дюйма, которая составляет примерно 9 дюймов в квадрате, вы только что видел мистера Бима. Этой вещью было неинтересно манипулировать во время обработки, но она наверняка компенсировала изначально присущие ей качества PITA. 🙂
С приваренной верхней пластиной я (и пара друзей) поместили мистера Бима на мельницу с головкой под углом 90 °, чтобы сопоставить эту поверхность с местом, где будет крепиться станина токарного станка.Пока мистер Бим все еще работал на стане, я просверлил и нарезал резьбой отверстия под штифт и болты, которые должны были соединить кровать и мистер Бим.
Теперь, когда обработка была закончена, я вывел мистера Бима на улицу, чтобы сварить несколько стальных пластин с двух открытых сторон, эффективно превратив его в закрытую опору.
На этом этапе я изготовил ножку для безопорного конца кровати. Сварив вместе две части С-образного канала вместе с монтажной пластиной, я получил конструкцию ножки. Затем я добавил несколько вырезов, чтобы сформировать точки крепления для рычагов машин с резиновыми ножками.Последним делом было засыпать ступню песком, а затем приварить пластину ко дну, чтобы станину и ножку можно было скрепить болтами. Я успешно сделал ногу на 100 фунтов!
Я собрал три части и поставил их рядом с фрезерным станком. Пришло время просверлить верхнюю пластину и постучать по ней, чтобы установить переднюю бабку Logan. Это единственный раз, когда я использовал фрезу для сверления чего-либо, не прикрепленного к столу. Это был интересный процесс, мягко говоря, и довольно много времени, чтобы установить головку фрезы в нужное место перед тем, как каждое отверстие будет просверлено и нарезано резьбой.Хорошая новость заключается в том, что после того, как весь токарный станок был собран, все выровнялось абсолютно верно!
Если вы не можете сказать, название игры — массовое. 🙂
А теперь перейдем к более тонким деталям, которые, вероятно, не требуют так много времени на рассказ. После изготовления «корпуса» токарного станка я перешел к изготовлению банджо и упора для инструмента. Я сделал распредвал длиной около 32 дюймов из стали 4041 1 1/4 дюйма. Эта штука отличная и отлично работает! Банджо изготовлено из куска С-образного канала с пластиной, приваренной к каждому концу, а также к «открытой» стороне, которая движется вдоль станины.Сверху банджо находится 18-дюймовый стержень диаметром 3 дюйма, который удерживает опору для инструмента с замком, аналогичным тем, что есть на пиноли фрезерного станка.
Пришло время приступить к работе над силовой установкой для этой машины. Я купил пластину для крепления двигателя вместо того, чтобы ее изготовить, и прикрепил ее к нижней части Mr. Beam на задней стороне токарного станка. Учитывая ограниченность моих материалов, я решил использовать промежуточный вал и изготовил для него опору с помощью двутавровой балки 1/4 дюйма и стальной пластины.Два блока подушек сидят на узле 80/20, в котором поддерживается промежуточный вал. Эта конструкция, хотя и не очень красивая, позволяла быстро производить и легко натягивать ремень, соединяющий шкивы промежуточного вала и передней бабки.
На изготовление задней бабки! После того, как я приварил пластину толщиной 1 дюйм ко дну квадратной трубы 6 x 6, я отфрезеровал пластину 1 дюйм, чтобы сформировать шип, который располагается на станине токарного станка и удерживает заднюю бабку точно относительно передней бабки по всей длине станины. .Я фрезеровал монтажные отверстия для кулачкового замка и изготовил необходимые детали, чтобы зафиксировать заднюю бабку на месте вдоль станины. Когда это было сделано, пришло время просверлить установочное отверстие в задней бабке, когда бабка снята с токарного станка. Но сначала надо было завести мотор…
Вот краткое видео о том, как токарный станок впервые ожил!
Для этой операции (которую у меня на самом деле есть изображение) я слегка зажал заднюю бабку на токарном станке и установил несколько домкратов, чтобы задняя бабка стабильно продвигалась к передней бабке.Это эффективно просверлило отверстие, которое находилось в мертвой точке передней бабки.
После этого я повернул гусиную втулку и фрезеровал необходимые детали, чтобы прикрепить втулку к задней бабке. Перо на моем токарном станке продвигается через зубчатую рейку и шестерню. В это время я также отфрезеровал необходимый материал, чтобы шестерня могла зацепиться с зубчатой рейкой на пиноли, а также просверлил отверстие для фиксатора пиноли.
Закончив гильзу, я поставил заднюю бабку на фрезу и указал на установочный штифт, который был запрессован в заднюю бабку.Я открыл это отверстие, чтобы вставить гусиную втулку с наиболее плотной посадкой, просверлил и нарезал резьбой соответствующие отверстия для болтов, чтобы надежно прикрепить гусиную втулку к задней бабке. Через несколько минут сборки задняя бабка готова!
Этот снимок был сделан до завершения сборки задней бабки. Это была немалая победа, когда выстроились центровые!
Привозя домой мой новый токарный станок по дереву!
Была поздняя ночь в магазине, где я делал последние дела, прежде чем я смог принести токарный станок домой.Самым забавным было загружать и выгружать эту штуку из моего грузовика без какой-либо помощи, но я без проблем садился и выгружался, и это здорово!
Было так приятно видеть, как токарный станок загружен в грузовик, готовый ехать домой!
Наконец-то пора красить!
Наконец-то пора красить. Я думал о сером металле, оранжевом, желтом, ярко-зеленом, но в конечном итоге остановился на синем. Краска для тракторов и грунтовка, которую я взял в Agri Supply, — это то, что использовалось на Big Blue.Я добавила в краску отвердитель, из-за чего она затвердела бесконечно, но теперь она крепкая, как гвоздь!
Вот несколько снимков того, как Big Blue достраивают.
Показывает задние шестерни в отличной форме.
Установлен промежуточный вал, двигатель и шкивы
Корпус для частотно-регулируемого привода и модуля торможения постоянным током
Краткий обзор внутри корпуса, показывающий, как я расположил компоненты.Читайте подробнее о взломе корпуса компьютера, чтобы увидеть все подробности этого мини-проекта.
Похоже, они похожи на лучших друзей, не так ли? Это было так чисто!
Новый мотор!
Мне не потребовалось слишком много больших чаш из гикори, чтобы рассмотреть новый двигатель для Big Blue. После некоторых дебатов я решил остановиться на 2-сильном двигателе с меньшей скоростью. Оригинальный мотор имел мощность 2 л.с. при 1800 об / мин. Новый — 870 об / мин, что означает намного больший крутящий момент. Кроме того, поскольку этот токарный станок предназначен для БОЛЬШИХ вещей, необходимость вращать ручки или мелкие предметы на 3000 об / мин практически отсутствует.Вот лишь несколько кадров из фильма «Новое сердце для Big Blue».
Старый мотор, встречайте новый мотор!
Этот гигант замедляется только при самых тяжелых порезах от долота 3/4 дюйма!
Характеристики:
- Качели 54 ″
- 18 ″ между центрами
- 2 л.с. 870 об / мин 3-фазный двигатель
- с ЧРП
- 1300 фунтов
- 1 1/2 x 8 шпиндель с # 3 MT
- Шестерни задние
- # 2 MT в задней бабке
Первая обточка
На всякий случай я начал с небольшого блюда из гикори.Все прошло хорошо, теперь пора заняться более серьезными делами!
Большая чаша из гикори
Я подумал, что пора пойти ва-банк и бросить самую большую и тяжелую деталь, которая у меня была на токарном станке. Он был примерно 17 x 6 дюймов и легко весил более 50 фунтов.
Я должен любить все цвета гикори. Это было великолепное произведение.
Это идеальная высота для точения полостей.Я могу удобно стоять на конце токарного станка и хорошо контролировать работу, не сгибаясь весь день.
Теперь, если я смогу заставить Биг Блю убраться, я буду готов!
Хотите узнать, как я сделал вакуумную зажимную систему для этого токарного станка? Ознакомьтесь со статьями ниже!
Надеюсь, вам понравился пост, и спасибо, что прочитали. Дайте мне знать, если у вас возникнут вопросы, и я буду рад помочь.
Обязательно подпишитесь и следите за мной в социальных сетях!
СвязанныеВаш дом для деревообработки — установка и сборка собственного токарного станка по дереву
Отверстия большого диаметра, требующие точной и точной центровки, такие как корма и рулевые трубы, лучше всего вырезать на токарно-карусельном станке или расточной оправке.Они идеально подходят для работы, поскольку просверлить такие отверстия может быть сложно. Обычно обрабатываемую поверхность непросто увидеть, так как обрезки остаются в отверстии во время резки. Это также препятствует получению поверхности с правильной шероховатостью. Такие проблемы устраняет использование токарного станка.
Настройка токарного станка по дереву: соображения
Как только токарный станок по дереву попадает в деревообрабатывающий цех, необходимо учесть несколько моментов при настройке его для работы. Скорее всего, он будет использоваться довольно много времени, и удовольствие от этого инструмента будет зависеть от настройки и установки.Вот шесть вещей, над которыми нужно поработать, чтобы сделать ремесло более эффективным и приятным.
Настройка мини-токарного станка
Большим преимуществом мини-токарного станка является то, что его может легко перемещать один человек. Для больших токарных станков обычно требуется вилочный погрузчик, магазинный кран или другие средства, а также 2-3 человека для их перемещения. Следующие фотографии иллюстрируют правильную и неправильную технику перемещения тяжелых предметов.
Когда токарный станок по дереву перемещается в деревообрабатывающий цех или когда новый цех создается вокруг самого токарного станка, большое внимание уделяется освещению.Как и большинство стационарных инструментов, токарные станки по дереву тяжелые, мощные и опасные. Это только усугубляется плохим освещением. С сегодняшними альтернативами адекватное освещение недорого и легко.
Настройка токарного станка по дереву: очистка от стружки
Одной из серьезных проблем токарной обработки древесины, а также других видов обработки древесины является сложность удаления большого количества пыли и стружки. Это, конечно, усугубляется, если мастерская находится в подвале другой части дома, как и многие мастерские токаря-любителя по дереву.Здесь уделяется внимание уменьшению количества стружки, а пыль будет рассмотрена в следующих статьях.
Начало работы — создание деревообрабатывающего цеха
Начало работы — совет Гленна Лукаса о том, что вам нужно для токарной обработки древесины
- Рабочее место — желательно с бетонным полом
- садовый сарай
- гараж
- специализированная мастерская
- Токарный станок по дереву — новый или б / у
- мини-токарный станок
- токарный миди
- профессиональный токарный станок
- Принадлежности для токарных станков
- лицевая панель
- патрон
- сверлильный патрон
- центров
- Защитная одежда
- лицевой щиток
- защита от пыли
- комбинезон / куртка woodturner
5.Инструменты.
- ОБРАБОТКА ПЛАСТИН ИЛИ ЧАШЕК (длинные ручки)
- Штанга ⅝ ”долбежка чаши (GL4)
- Скребок с отрицательным углом наклона по французской кривой 1 ⅜ ”x ⅜” (GL1)
- Зубило со скосом по краю с радиусом 1 ″ (GL9)
- Инструмент для ТОКАРНОГО ШПИНДЕЛЯ (рукоятки на 10 дюймов короче)
- ¾ ”Шпиндель для черновой строжки (HCT064)
- ⅛ ”Инструмент для отрезки (HCT090)
- Зубило со скосом по краю с радиусом 1 ″ (GL9)
- ⅜ ”Инструмент для снятия кромок и отрезки (HCT095)
- Строжка шпинделя ⅜ ”(GL8)
- Система заточки
- Медленная система водяного охлаждения (Tormek T4 или T7)
- настольный шлифовальный станок — с плоской опорой для инструмента и приспособлением для заточки
- Дерево
- обрезки от местного краснодеревщика
- деревообрабатывающий цех
- другие фрезы для дерева
- хирург дерева
- поваленный штормом
- Чистовая
- наждачная бумага на тканевой основе
- масло — минеральное ореховое
- воск
Я с нетерпением жду возможности приветствовать вас в моей мастерской на уроке.
Видео — файлы для загрузки или диски для полнометражного обучения токарю по дереву.
Урок токарных станков — Extreme How To
«Экстремальный» электроинструмент для многих серьезных плотников — токарный станок по дереву. Токарный станок также является одним из старейших инструментов деревообработки. Считалось, что токарный станок с луковым приводом возник в Древнем Египте. У меня есть сундук, сделанный предком задолго до появления механических инструментов, и в нем есть красиво повернутые столбы, свидетельствующие об умениях первых мастеров.К счастью, много лет назад я унаследовал полный набор «старинных» токарных инструментов. Токарный станок можно использовать для создания множества различных предметов, от ножек мебели до подсвечников и других предметов декора. Токарный станок также можно использовать для поворота больших предметов, таких как столбы, крошечные причудливые ручки для письма, или его можно использовать для поворота деревянных мисок и других предметов. Токарная обработка требует определенных навыков и практики, но ее легко выучить, и это один из самых приятных методов обработки дерева.
Знакомство с токарными станками
Все токарные станки имеют одинаковую базовую конструкцию, хотя размеры и качество различаются.Токарный станок поворачивает кусок дерева, в то время как инструмент, удерживаемый против вращающегося инструмента, удаляет дерево, создавая симметричную форму. Размер токарного станка зависит от длины и диаметра заготовки, которую можно переворачивать на станине токарного станка. Вам понадобится токарный станок с 36 дюймами между центрами, чтобы повернуть большинство ножек стола. Размеры могут варьироваться от «мини» 10-дюймовых моделей до моделей с расстоянием между центрами до 40 дюймов. Большинство токарных станков обозначаются «качелями» или заготовкой с наибольшим диаметром, которую можно перевернуть через станину.Это означает, что 15-дюймовый токарный станок будет вращать предмет диаметром 15 дюймов с зазором 7 1/2 дюймов между станиной и центром шпоры. Обычно доступны токарные станки с диапазоном поворота от 10 до 17 дюймов. Размер качелей наиболее важен для токарных станков и других токарных станков большого диаметра.
Некоторые старые токарные станки имели внешний шпиндель, позволяющий вращать внешний конец головки. Сегодня многие качественные токарные станки оснащены поворотной бабкой. Это позволяет поворачивать переднюю бабку наружу и переворачивать чаши большого диаметра.Некоторые более экономичные модели токарных станков оснащены трубками для удержания передней и задней бабки. Токарные станки могут создавать сильную вибрацию, особенно на этапе черновой обработки. Токарные станки с чугунной станиной обеспечивают большую опору, чем трубчатые модели. Для разных операций нужны разные скорости. В более экономичных моделях используются ступенчатые шкивы и ремни. Для изменения скорости вы перемещаете ремни на шкивах. Модели более высокого качества имеют регулируемую скорость, что позволяет вам выбрать желаемую скорость.
Для разных операций требуются разные скорости вращения.Токарный станок с регулируемой скоростью позволяет мгновенно изменять скорость.
Основные этапы токарной обработки
Базовая токарная обработка состоит из двух операций; точение шпинделя и токарная обработка планшайбы. Токарная обработка шпинделя осуществляется между центрами для ножек мебели, подсвечников и других предметов. Токарная обработка планшайбы осуществляется прикладом, установленным на планшайбе, которая вставляется в главный шпиндель. Для обеих этих операций используются два конкретных типа методов; резка и соскабливание.
Индексирующая головка на токарном станке Craftsman позволяет индексировать токарную обработку для таких работ, как фрезерование колонн.
Долота для деревообработки доступны в шести распространенных конфигурациях — долото, косое, отрезное, острие, плоское и круглое. К долотам, используемым для резки, относятся инструмент для долбления, перекоса и отрезки. Долота, используемые для соскабливания, включают плоский нос, круглый нос и наконечник копья. Острые и качественные долота необходимы для производительной, простой и безопасной токарной обработки древесины.
Также необходимы качественные токарные инструменты. Показаны как новейшие современные инструменты, так и некоторые из унаследованных мною. Токарные инструменты практически не изменились с годами.
Базовая токарная обработка шпинделя
Убедитесь, что вы прочитали и поняли руководство оператора, прилагаемое к токарному станку, и соблюдаете все правила техники безопасности. Если у вас нет опыта, следует изучить основы токарной работы на маленьком шпинделе. Выберите кусок приклада длиной 2 на 2 на 12 дюймов.Используя линейку и карандаш, нарисуйте диагональные линии от угла к углу на обоих концах ложа. Сделайте пропил глубиной примерно 1/8 дюйма на каждой диагональной линии одного конца. Это позволяет центру шпоры удерживать приклад.
Первым шагом при точении шпинделя является нанесение диагональных меток по углам на каждом конце. Сделайте пропил по меткам на одном конце для центра шпоры.
Расположите центр подшипника прямо над пересечением двух линий на противоположном конце и постучите по нему деревянным или пластиковым молотком.Конец центра можно также держать деревянным бруском, чтобы защитить его, когда вы будете нажимать на него на месте. Снимите центр подшипника и вбейте центр шпоры на место на противоположном конце, убедившись, что шпоры совпадают с пропилами. Затем удалите центр шпоры.
Постучите по центру шпоры и центрам подвижных подшипников на месте, чтобы создать «посадку» для центров.
Поместите центры на место, прямую втулку в переднюю бабку и центр подшипника в заднюю бабку.Используйте кусок дерева, чтобы слегка закрепить их на месте. Не загоняйте их плотно на место. (Некоторые токарные станки имеют фиксированные центры вместо центров подшипников. В этом случае поместите немного воска или масла в центральное отверстие ложи, чтобы смазать его.) Поместите ложу между центрами и зафиксируйте заднюю бабку на месте. Затем переместите центр подшипника в древесину, повернув маховик задней бабки. Убедитесь, что оба центра правильно вошли в сделанные ранее отверстия. Вручную поверните приклад, чтобы убедиться, что он правильно отцентрирован.
Вставьте центры в переднюю и заднюю бабки, а затем поместите заготовку шпинделя между ними. Поверните колесо на задней бабке, чтобы затянуть заготовку между двумя центрами.
Отрегулируйте упор для инструмента так, чтобы его внешний край находился на расстоянии примерно 1/8 дюйма от внешних углов ложи. Остальная часть также должна быть примерно на 1/8 дюйма выше центральной линии ложа. Поверните приклад вручную, чтобы убедиться, что он не касается упора для инструмента. Важно вращать с правильной скоростью.Черновая обработка требует малой скорости. Например, черновая обработка 2-дюймового квадрата длиной около 18 дюймов должна выполняться при 1100 об / мин. Для этого размера чистовая обработка может выполняться на более высоких скоростях — 2000 об / мин. На показанном токарном станке Craftsman значения скорости указаны на лицевой стороне шкалы скоростей, а наверху — таблица размеров и скоростей.
Важно правильно расположить опору для инструмента для безопасной и простой работы.
Различные инструменты можно удерживать одним из двух способов, в зависимости от того, используется ли для резки техника резки или соскабливания.Одна рука, в зависимости от того, левая или правая, используется для удержания инструмента на опоре для инструмента, направляя конец инструмента вдоль полки опоры пяткой руки. Противоположный конец стамески придерживаем ладонью вниз. Убедитесь, что вы крепко держите долото обеими руками. Зубила могут быть «вырваны» из рук, повреждая обрабатываемую деталь или создавая опасность для оператора.
Важное значение имеют правильное положение опоры для инструмента и угол резца.Фаска на конце долота всегда должна быть расположена напротив обрабатываемой детали. Если упор расположен слишком низко, а угол долота удерживается более горизонтальным, острие долота врезается в него, вызывая вибрацию. Если опора находится слишком низко, а долото удерживается слишком высоко, существует опасность того, что долото вылетит из ваших рук.
В большинстве случаев строжка используется для черновой доводки заготовки до округления. Разместите долото чашкой вверх и слегка повернув ее к другому концу подставки.Осторожно и медленно введите конец канавки в заготовку, пока он не начнет касаться заготовки и не удалит немного материала. Затем равномерно перемещайте долот по остальной части. В конце мазка слегка поверните бороздку к противоположному концу, но с поднятой чашкой, и потяните ее обратно в противоположном направлении. Повторяйте эти шаги, пока ложа не станет круглой. Переместите опору для инструмента по мере необходимости для черновой обработки различных частей заготовки и для поддержания расстояния 1/8 дюйма между кромкой опоры для инструмента и кромкой заготовки.
Первый шаг — придать заготовке скругление, отрезая углы. Для этого шага используйте инструмент для долбления и расположите руки, как показано.
После того, как заготовка находится в круглом состоянии, ее калибруют на различные диаметры. Для этих методов соскабливания инструмент держится несколько иначе, потому что требуется больший контроль. В этом случае инструмент держится ладонью руки с упором для инструмента вверх. Запястье все еще удерживается, а сторона указательного пальца скользит по упору для инструмента в качестве направляющей.Это позволяет вам использовать пальцы руки с упором для инструмента для помощи в установке инструмента.
Отметьте расположение бусинок, бухт и поворотов. Используйте отрезной инструмент, удерживаемый в режущем положении, чтобы прорезать канавки в заготовке в желаемых местах. Используйте пару внешних штангенциркулей в каждом месте, чтобы убедиться, что измерения верны. Скорость может быть увеличена для более плавного реза после того, как заготовка будет шероховатой.
Как только заготовка окажется в круге, прочным карандашом отметьте расположение различных бусинок, выступов, конусов и других конструктивных факторов.
После того, как вы определите размер заготовки для каждого диаметра, используйте скребковые инструменты, чтобы придать заготовке нужные диаметры. Косым зубилом можно скруглить стороны бусинок, а круглым носиком — вырезать бухты. Для придания формы вогнутым и выпуклым формам используйте перекос и закругленный нос по мере необходимости.
Используйте токарные инструменты различной формы, чтобы придать прядильной заготовке желаемую форму. Часто меняйте опору для инструмента, чтобы поддерживать правильное положение.
Куски малого диаметра и длинные должны быть подкреплены люнетом, чтобы предотвратить их взбивание.Вы можете изготовить свои собственные или приобрести искусственные остатки. Woodcraft Supply имеет отличный люнет для шпинделя.
После формовки детали можно быстрее и легче шлифовать на токарном станке. Будьте осторожны, так как наждачная бумага может сильно нагреться, а при шлифовке на токарном станке образуется много пыли, поэтому не забудьте надеть респиратор.
После создания желаемой формы отшлифуйте и отполируйте ее, вращая на токарном станке.
Дублирующие токарные операции
Если вам нужно повернуть несколько деталей одинаковой формы, сделайте шаблон из жесткого картона, тонкой фанеры или тонкого куска дерева.Затем вы можете удерживать его против поворота (при выключенном токарном станке) и проверить правильность формы. Более быстрый и точный способ — использовать токарный дубликатор. Копировальный станок Craftsman Wood Lathe Copy Crafter дублирует точение шпинделя или неглубокой чаши и может дублировать прототип или шаблон. Его также можно использовать для работы с конусом длиной до 38 дюймов.
Разрезная токарная обработка
Одной из необычных технологий токарной обработки является токарная обработка резанием. Ложа приклеивается, образуя квадратную заготовку, между частями которой приклеена бумага.После того, как ложа повернута, куски разделяются по бумажной линии с помощью острого долота. Таким образом получают половину или четверть оборота. Одно из распространенных применений — это старинная мебель, где одна повернутая на четверть и рифленая колонна используется в таких предметах, как филадельфийская высокая обувь. Опять же, делительная головка на токарном станке может упростить раскладку канавок.
Лицевая панель
Токарная обработка планшайбы выполняется путем первой установки ложи на лицевую пластину, имеющую конус для установки в переднюю бабку.С помощью этой техники можно повернуть деревянные бляшки, тарелки и миски или даже круглые ножки в форме шара. Пока ложа все еще находится в квадрате, отметьте по диагонали от угла до угла, чтобы найти центр задней части ложи. Затем с помощью циркуля отметьте внешнюю окружность детали, которую нужно повернуть. Используя ленточную пилу, обрежьте заготовку нужной формы и размера. Большой квадратный приклад опасен, и его трудно обработать круглым. Использование ленточной пилы в первую очередь делает этот шаг проще, безопаснее и быстрее.Используйте винты, чтобы прикрепить ложу к лицевой панели (с задней стороны лицевой панели). Оставьте дополнительную глубину сзади, чтобы отрезать отверстие для винта. Другой метод — приклеить массу к отходам с бумагой между ними, повернуть в нужную форму, а затем отделить отходы. Начните токарную обработку с черновой обработки ленточной пилы снаружи до идеальной круглой формы. Затем вы можете использовать инструмент для соскабливания, чтобы сделать различные надрезы, например, разрезать внутреннюю часть, закруглить губу, создать бусинки или углубления вокруг внешней стороны или другие формы.
Чаши, ящики и другие формы вращаются с помощью заготовки, прикрепленной к планшайбе, закрепленной в токарном станке.
Чрезвычайно важно продолжать перемещать опору для инструмента, чтобы обеспечить надлежащую опору для каждого положения инструмента. Закругленная подставка для поворота чаши лучше всего подходит для точения глубоких чаш и других форм, особенно для внутренней части. У них есть закругленная опора для инструмента, которая позволяет приблизиться к ложи с инструментом. Система упора для инструмента токарного станка Woodcraft Supply имеет маленькую и большую подставку для чаши со стойками разного размера, чтобы соответствовать разным опорам токарного инструмента. У мастера также есть подставка для токарного станка.
Подвесной поворотный механизм
Более крупные предметы, которые нельзя переворачивать через станину токарного станка, можно обрабатывать на токарном станке с выносным двигателем. Передняя бабка повернута на 90 градусов к станине. Ложа устанавливается на лицевую пластину, а техника такая же, как и при точении лицевой пластины над станиной. Для этой техники требуются подставки для поворота чаши. Они выходят из опоры для инструмента, установленной на станине токарного станка, и переходят к передней части ложи. Из-за большого объема работы, часто используемой в этой технике, будьте осторожны, действуйте медленно и держите скорость на минимуме.Поэкспериментируйте с мягкой древесиной меньшего размера, прежде чем приступать к более крупным проектам из твердой древесины. Если вы действительно заинтересованы в повороте мисок, ваз, шкатулок и других подобных изделий, ознакомьтесь со специальными инструментами, доступными в Woodcraft Supply. Lee Valley LTD также предлагает полную линейку внутренних полостей, а также полную линейку качественных токарных инструментов и оборудования.
Некоторые токарные станки можно поворачивать на 90 градусов для наружной токарной обработки. Поворотный упор Woodcraft Supply Bowl Turning Rest упрощает отслеживание округлых форм чаш с инструментами.
Специальные токарные приемы
Одна забавная тактика — приклеить шпиндели или плоскую заготовку для тарелок или мисок из контрастных цветов дерева. При повороте разные сегменты образуют необычный узор. Мелкие предметы, такие как шахматные фигуры или мебельные ручки, можно поворачивать на винтовой пластине. Также доступен ряд токарных патронов, которые позволяют захватывать более мелкие детали для токарной обработки. Сначала приклад имеет размер шипа, чтобы поместиться в патрон. Вы также можете сделать свой деревянный патрон для такой токарной обработки.Снова сделайте шип на заготовке и вбейте его в деревянный патрон, который прикручен к лицевой пластине. Поверните деталь и вытолкните шип из патрона.
Деревянные заготовки можно склеить, поместив между ними лист бумаги, перевернуть, а затем разделить на части для создания декоративных резных поворотов для мебели и отделки корпусов.
Токарный станок также может быть оснащен шлифовальными машинами, сверлильными патронами, полировальными кругами и другими принадлежностями, чтобы расширить возможности использования инструмента и сделать его более универсальным.
Однако у меня есть предупреждение — токарная обработка дерева вызывает привыкание. Как только вы это почувствуете, вы будете искать оправдания, чтобы делать больше проектов.
Правила безопасности
1. Не носите свободную одежду.
2. Используйте защитное покрытие для волос, чтобы удерживать длинные волосы.
3. Надевайте защитные очки, соответствующие стандарту США ANSI Z81.7.
4. Наденьте маску для лица или респиратор от пыли.
5. Держите руки подальше от патрона, центров и других движущихся частей.
6. При замене навесного оборудования отсоединяйте инструмент.
7. Не применяйте силу к режущим инструментам.
8. Никогда не оставляйте работающий токарный станок без присмотра.
9. Убедитесь, что заготовка надежно закреплена, выключите токарный станок, если заготовка расколется или
БОКОВОЕ ПРИМЕЧАНИЕ
Мастерский токарный станок с регулируемой скоростью
Токарный станок, представленный в этой колонке, представляет собой 15-дюймовую модель Craftsman с регулируемой скоростью.Эта сверхмощная модель имеет цельную чугунную основу, а также чугунные переднюю и заднюю бабки, в которых размещен асинхронный двигатель максимальной мощности 2 лошадиных силы. Маховик на передней бабке позволяет изменять скорость от 400 до 2000 об / мин. Передняя бабка поворачивается на угол от 0 до 90 градусов для подвесного точения диаметром до 20 дюймов. Одна из функций, которые мне особенно нравятся, — это индексирующая головка. Двадцать четыре упора для индексации с интервалом в 15 градусов блокируют головку для резки канавок с помощью фрезера. Устройство поставляется с 6- и 12-дюймовым упором для инструмента, 4-дюймовой лицевой панелью, шпорами и центрами подшипников.Токарный станок показан установленным на стенде токарного станка Craftsman.
Производители токарных станков
Мастер
craftman.com
Кузница
(800) 476-4849
www.smithy.com
Поставки деревянных изделий
(800) 225-1153
www.woodcraft.com
Рекомендуемые статьи
Как выбрать лучший токарный инструмент по дереву и токарный станок для начинающих
Инструментальная сталь для токарной обработки дерева: высокоуглеродистая сталь vs.Быстрорежущая сталь (HSS)
Мне нравится разделять инструменты для токарной обработки дерева на два основных типа стали: традиционные токарные инструменты из высокоуглеродистой стали и современные токарные инструменты из быстрорежущей стали (HSS). Мои старинные токарные инструменты по дереву сделаны из традиционной углеродистой стали, а мои современные токарные инструменты по дереву — из быстрорежущей стали. Основное преимущество токарных инструментов из быстрорежущей стали состоит в том, что режущая кромка остается дольше между заточками, чем токарные инструменты из углеродистой стали по дереву, что важно, потому что токарный инструмент по дереву касается прядильной древесины намного больше, чем обычное долото по дереву.Кроме того, токарные инструменты по дереву из быстрорежущей стали не теряют закалку так же легко, как инструменты из углеродистой стали при шлифовании.
Благодаря этим преимуществам большинство современных токарных инструментов по дереву, которые вы найдете сегодня на рынке, изготовлены из быстрорежущей стали. Но не волнуйтесь, токарные стамески из быстрорежущей стали доступны по цене и обычно не дороже, чем новые качественные стамески для деревообработки. И, на мой взгляд, вам понадобится всего четыре стамески по дереву.
Однако, если вы унаследовали или приобрели недорогой винтажный набор токарных инструментов по дереву из углеродистой стали, не выбрасывайте их.Научитесь затачивать и использовать эти инструменты и со временем добавляйте в свой набор некоторые инструменты из быстрорежущей стали, если вы чувствуете в этом необходимость. Помните, что до того, как HSS была представлена на рынке, было сделано много красивой точеной мебели. Просто убедитесь, что ваши инструменты имеют хорошую кромку, и регулярно охлаждайте токарные инструменты по дереву из углеродистой стали водой при шлифовании.
Инструменты для токарной обработки древесины из современной быстрорежущей сталиподразделяются на несколько различных типов, включая M2, Kryo M2, M4 и PM. Если вы только начинаете, не беспокойтесь о всех различных типах быстрорежущей стали, а просто приобретите самый распространенный (и, следовательно, более доступный, но не худший) токарный инструмент M2 из быстрорежущей стали.Если вас интересует сравнение различных современных типов стали, я оставлю это людям из Craft Supplies USA, которые знают о инструментальной стали больше, чем я: