Станок для холодной ковки своими руками + чертежи
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Содержание статьи:
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. | |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.

Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Описание | |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.

Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.

Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля.
 Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным. - Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.

Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом.
 Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия. - Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
- Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл.
 С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы. - Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.
Заключение
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души. Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Но определенная термообработка все-таки должна происходить между этапами работ.Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит.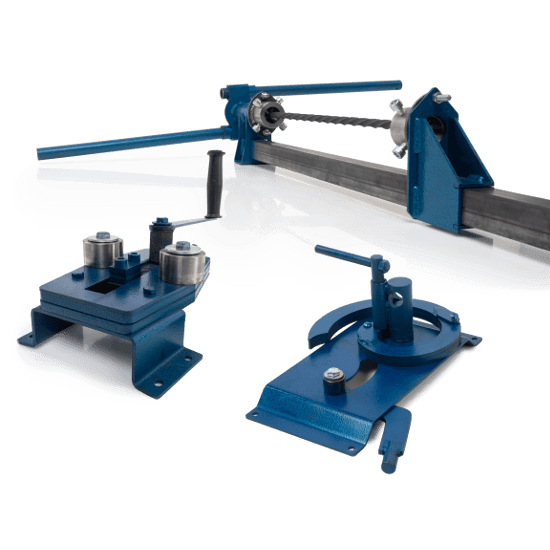 Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Оцените статью: Поделитесь с друзьями!Станок для холодной ковки своими руками (фото+видео)
Для основания собственной мастерской по обработке металла достаточно основной шестерки станков: гнутика, твистера, фонарика, объемника, улитки, и волны.
Производство металлических деталей требует специального оборудования, способного создавать усилие, формирующее конфигурацию предмета. Как вариант, можно приобрести относительно недорогие приспособления. Однако, нетрудно самостоятельно сделать практически любой станок для холодной ковки своими руками.
Что потребуется для этого мы рассмотрим по ходу нашей статьи.
Особенности оборудования
Конечно, если позволяет бюджет, можно особо не осложнять себе жизнь и приобрести универсальное оборудование для холодной ковки металла. Причем такой станок в себе совмещает все отдельные ручные приспособления. Но довольно не маленькая стоимость такого верстака делает его недоступным для многих домашних мастерских.
Какие можно сделать приспособления для холодной ковки своими руками и что на них производить?
Для основания собственной мастерской по обработке металла вполне достаточно основной шестерки станков: гнутика, твистера, фонарика, объемника, улитки, и волны.
Эти станки-самоделки способны обрабатывать основные типы материалов, использующихся в технологии холодной металлообработки: квадраты, прутки (сечением до 14 миллиметров) и стальную полосу, толщиной 3-6 мм с шириной в диапазоне 25-ти миллиметров.Приспособления, сделанные самостоятельно, осуществляют те же операции, как и заводское оборудование: гибку, кручение или прессование без потери качества.
Также на самодельном ручном станке вполне реально производить основные элементы изделий холодной ковки: завитки, волюту, корзинки,требуемые для дальнейшей сборки готовой продукции. Причем само кузнечное оборудование компактно, его можно без проблем разместить в гаражной мастерской.
Обучиться работать, имея инструмент для холодной ковки, очень просто. Здесь не требуются специальные знания о свойствах металла и его дальнейшей обработке (отжига, отпуска или закалки). Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.

Единственный недостаток в холодной ковке металла и работе на ручном оборудовании — это возможность брака при допущенных ошибках. Но главная проблема заключается в том, что дефекты очень трудно исправить. Бракованные элементы можно будет подправить лишь путем разогрева металл в горне или на горелке.
Самыми простыми для самостоятельной сборки будут: улитки, гнутики и твистеры. Они не требуют наличия дорогостоящих инструментов. Потребуется лишь сварка, инструмент для резки, чертежи с материалами и немного понятия в механике.
Итак, как сделать самодельные станки для холодной ковки своими руками?
Сборка разных типов оборудования
Для начального этапа обустройства мастерской по холодной металлообработке потребуется три основных приспособления: гнутик, твистер и улитка. Какие элементы можно производить на них?
Гнутик — это устройство, намного упрощающее гибку детали и производство изгибов любой формы.
Он с легкостью обрабатывает прокат в виде стальной полосы и прутка с размерами 12×12 миллиметров. Кроме угловых деталей гнутик может создавать детали с конфигурацией в виде дуги.
Кроме угловых деталей гнутик может создавать детали с конфигурацией в виде дуги.
Твистер служит для закручивания длинной заготовки вокруг своей оси в продольную спираль. В горячей ковке есть подобный инструмент — вороток. Твистер похож на это приспособление по своему устройству. Это станина, на которой закреплен ворот с крутящейся головкой и ползунок, ограничивающий и фиксирующий нужную длину детали. Закрученные на таком оборудовании детали — частый элемент, использующийся для сборки оконных решеток, заборов, перил и прочих видов ограждений.
Если на твистер установить дополнительные приспособы в виде вала, то он будет способен производить объемные корзинки.
Улитка, пожалуй, самый известный ручной станок для холодной ковки. На ее кондукторе производят волюту и различные закрученные вокруг оси детали. Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.
Главное при изготовлении ручного оборудования для холодной ковки металла — соблюдение трех основных принципов:
- Длина рычажного привода рассчитывается так, чтобы создавалось достаточное усилие на металл.
- Комплектующие установок лучше всего делать сборными или подвижными, тогда можно будет без проблем регулировать размеры производимых элементов.
- Все детали кондукторы изготавливаются с достаточным запасом прочности, а соединения должны быть качественными.
Соблюдая такие принципы, изготовить нормальное оборудование для металлообработки с отличной работоспособностью вполне осуществимо.
Перечисленные три установки с механизмом, работающим вручную, позволяют производить большинство наименований продукции без разогрева металла.
Сборка гнутика
Такой станок для холодной ковки имеет широкое применение. С помощью его можно изгибать детали любой конфигурации. Устройство довольно простое, состоит из основы, на которой смонтированы ролики, клина (задающий изгиб) и рычагов управления.
 Сам станок может быть выполненным в вертикальном или горизонтальном исполнении.
Сам станок может быть выполненным в вертикальном или горизонтальном исполнении.- Горизонтальное исполнение станка
- Вертикальное исполнение гнутика
Самостоятельно проще сделать горизонтальный тип.
- Нужно подготовить станину, в которой сверлятся посадочные отверстия под крепление роликов, клина и рычага.
- Клин должен двигаться вдоль станины (управляется нажатием на нижний рычаг). Его положение должно быть сменным, так можно будет регулировать угол и крутизну изгиба. Для этого его лучше сделать на винтовой резьбе, ввинчивая которую меняют расстояние клина.
- Верхний рычаг используется для придания заготовке формы дуги.
Посмотрев видео, можно понять как работает такой станок и принцип его устройства
Изготовление улитки
На фото показаны основные части приспособления холодной ковки улитки. Формирование элемента происходит за счет специального кондуктора, завитого спиралью (улитки). Эта часть, желательно, должна быть двусоставной. Изготовление станка следующее.
- Подготавливается станина круглой, либо квадратной, формы. На ее изготовление лучше использовать металл 5-6 мм.
- В основании сверлятся отверстия под крепление кондуктора (двух его частей) и рабочего рычага.
- Сбоку монтируется вращающийся ролик, который будет задавать движение заготовке.
- Рычаг должен обладать достаточной прочностью, его можно изготовить из соответствующего профиля или трубы (с толстыми стенками).

- Кондуктор делается из толстого металла, изогнутого по спирали. В нем делают отверстия под крепежные болты.
Ниже представлены фото чертежей кондуктора и самого устройства.
- Двусоставная улитка с посадочными отверстиями
- Схема устройства улитка
Для более понятного принципа работы такого оборудования посмотрите предоставленное видео:
Сделанные ручные станки для холодной ковки своими руками с такой конструкцией вполне способны изгибать прутки и квадраты разного сечения вплоть до 14 миллиметров.
Стоит помнить, что большее усилие на толстую заготовку можно создать при помощи более длинного рычага, поэтому можно предусмотреть дополнительно удлинитель для такого привода.
Существуют и другие варианты улитки. Например, с приводом в виде ворота, расположенного в горизонтальной плоскости. Схематические чертежи такого устройства приведены на фото ниже.
Улитка с приводом в виде ворота
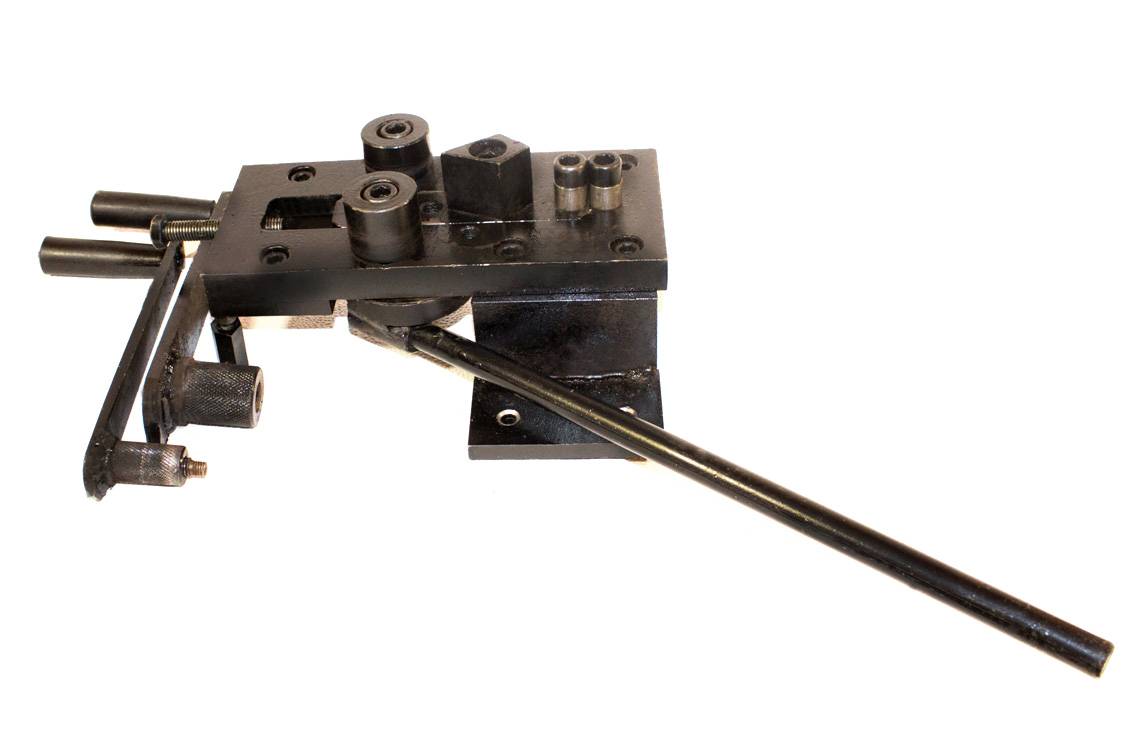
Как сделать твистер
Твистер (или торсион) имеет горизонтальное расположение частей. Состоит из станины, на которой крепят вороток с вращающейся головкой, и ползунка, жестко фиксирующий заготовку и регулирующий длину изделия.
- Сначала нужно подготовить верстак (стол), где будет закреплено устройство.
- Станину можно изготовить из прочной двутавровой балки или любого другого материала, обладающего достаточной прочностью. Ее длина выбирается в зависимости от параметров обрабатываемых заготовок.
- По станине изготавливается ползунок.
 Его нижняя часть должна двигаться вдоль устройства и фиксироваться в нужном положении. Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков.
Его нижняя часть должна двигаться вдоль устройства и фиксироваться в нужном положении. Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков. - Ворот с вращающейся головкой можно также сделать под конкретную заготовку или использовать патрон от токарного станка (небольших размеров)
- На стол установка монтируется так, чтобы край стола не мешал крутить вороток.
Как и в случае с улиткой, длина рычага определяет усилие, которое создается на обрабатываемый металл.
Если изготовить дополнительное крепление для вала, то на таком торсионе можно будет производить объемные корзинки, закручивая на шаблон пруток.
Принцип работы станка показан на видео:
Изучив информацию, можно изготовить и такие приспособления, как волна (волнообразные элементы), фонарик (корзинки) или объемник (объемные элементы с изогнутыми в разных плоскостях деталями).
Если есть возможность, то некоторые из этих станков можно сделать с электрическим приводом, установив для этого двигатель с соответствующей мощностью.
А что вы можете добавить к этому материалу из своего личного опыта по изготовлению оборудования для холодной ковки? Насколько проблемно сделать станок холодной ковки своими руками и какие материалы при этом использовать? Присоединяйтесь к обсуждению в комментариях к статье и поделитесь своими наработками.
Станок для холодной ковки из вала от циркулярной пилы своими руками
Здравствуйте, уважаемые читатели и самоделкины!Вероятно некоторые из Вас занимаются изготовлением различных металлоконструкций, в которых применяются декоративные элементы изогнутой формы. Чаще всего их делают при помощи обычной ковки.
В данной статье, автор YouTube канала «Владимир Натынчик» расскажет Вам, как он изготовил специальный станок и кондуктор для изготовления таких элементов без необходимости использования кузнечного горна.
Повторить такую конструкцию сможет почти каждый, однако потребуются сварочные работы.
Материалы.
— Старый вал от циркулярной пилы
— Стальная профильная труба, лист, полоса, квадрат 10Х10 мм
— Винты М8 под шестигранник
— Стальной ролик
— Удлиненные гайки, подшипники, шпилька, саморезы по дереву
— Машинное масло.
Инструменты, использованные автором.
— Шуруповерт, сверла по металлу, биты
— Болгарка
— Отрезной и зачистной диски
— Гейферный захват
— Угольник, линейка, маркер, гаечные ключи.

Процесс изготовления.
Владимир случайно приобрел в пункте приема металлолома старый вал от циркулярной пилы. Он уже снял с него шкивы ременной передачи, и смазал подшипники.
Затем он зачистил вал в том месте, где будет выполняться сварка. К валу нужно будет приварить шайбу.
Также на валу он нанес отметку, по которой нужно будет его обрезать. Причем сделать это нужно будет так, чтобы шайба стала заподлицо с осью.
Используя болгарку с отрезным диском, и одновременно вращая вал, он отрезает ненужную часть. Так получается достаточно плоский срез.
При помощи полуавтоматического сварочного аппарата, шайба приваривается к валу с тыльной ее стороны.
В еще одной такой же шайбе он просверлил два отверстия, и закрепил две шайбы вместе. Затем сделал ответные отверстия во второй, уже приваренной шайбе.
Для усиления конструкции мастер приварил к верхним частям обоих держателей подшипников стальную профильную трубу.
Теперь нужно изготовить сам кондуктор.
 На той же металлоприемке он приобрел вот такой ролик, сделал в нем вырез, и приварил зуб. Получилась вот такая центральная часть улитки.
На той же металлоприемке он приобрел вот такой ролик, сделал в нем вырез, и приварил зуб. Получилась вот такая центральная часть улитки.Из стальной полосы Владимир согнул полукруглую деталь. Все эти элементы он разложил на стальном листе, и приварил их к нему. Излишки листа просто срезаются болгаркой.
В просверленных отверстиях в шайбе фиксируются два болта с головками под шестигранник.
Теперь, найдя на кондукторе центр, и совместив с ним шайбу, он приваривает головки болтов к тыльной части кондуктора.
Вот и все, кондуктор готов, и шайбу можно снимать.
После этого кондуктор фиксируется на фланце станка.
Автор также усилил нижнюю часть станка, приварив между держателями еще один толстостенный профиль 20Х40 мм.
Из шпильки, четырех удлиненных гаек и подшипников он соорудил вот такой упор, и приварил его к краю профильной трубы так, чтобы он находился в одной плоскости с кондуктором. Излишек шпильки автор срезал, а ее край приварил к усиленным гайкам.

Ко второй стороне вала остается приварить рукоятку.
Все готово, станок закреплен, и можно приступать к испытаниям. Край стального квадрата вставляется в центр улитки, и за один оборот вала получается вот такой завиток.
Затем заготовка сдвигается глубже в кондуктор, и делается еще пол-оборота. В итоге получается так называемый декоративный «доллар».
Вот такой гибочный станок получился у мастера. С его помощью можно очень быстро изготовить множество одинаковых деталей с высокой точностью.
Остается только изготовить несколько кондукторов для выполнения различных фигур. Кстати говоря, в одной из статей Андрей Винничук рассказывал про один из способов их изготовления.
Благодарю Владимира за интересную конструкцию гибочного станка для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст.
 Подробнее здесь.
Подробнее здесь.ВКонтакте
ОК
Холодная ковка своими руками: оборудование и приспособления
Оглавление публикации:
Холодная ковка: что это такое
Что можно изготовить, используя технологию холодной ковки
Оборудование для холодной ковки: основные приспособления
Какие приспособления можно сделать своими руками
Что еще не окажется лишним в мастерской
Сделать кованый забор или решетку на окна для мастеровитого человека не так уж и сложно, и обзаводиться собственной кузней для этого не обязательно. Не придется даже приобретать всевозможные кованые элементы, хотя, по сути, они тоже не окажутся лишними. Речь идет о так называемой холодной ковке, декоративной гибке стального прутка, с которой мы и познакомимся в данной статье. Вместе с сайтом stroisovety.org мы ответим на вопросы, что такое ковка на холодную, какое оборудование для нее используется и можно ли сделать его самостоятельно.
Вместе с сайтом stroisovety.org мы ответим на вопросы, что такое ковка на холодную, какое оборудование для нее используется и можно ли сделать его самостоятельно.
Возможности холодной ковки фото
Холодная ковка: что это такое
На самом деле процесс изготовления ажурных завитков на холодную называется ковкой весьма условно, так как никакие кузнечные приспособления в их классическом варианте не применяются. Это процесс гибки и кручения металлического прутка с помощью различных приспособлений. По своему внешнему виду такие завитки мало чем отличаются от кованых, а сам процесс имеет несколько существенных преимуществ.
В отличие от классического кузнечного дела, ковка на холодную:
- не требует наличия серьезно кузнечного оборудования;
- приспособления, применяемые в этом процессе, весьма несложно изготовить самостоятельно;
- продукция, создаваемая на холодную, имеет сравнительно низкую себестоимость;
- сам процесс является безопасным – по крайней мере, ожогов он не предвещает.

Холодная ковка своими руками фото
Что касается недостатков, то самый главный из них заключается в том, что на холодную можно изготовить далеко не каждый декоративный элемент – для осуществления сложных проектов некоторые кованые элементы придется покупать в специализированном магазине или заказывать в кузнечной мастерской.
Что можно изготовить, используя технологию холодной ковки
Практически все самое основное:
- декоративные завитки различной сложности и размера;
- крученый пруток;
- корзинки;
- кольца;
- даже такой элемент, как гусиная лапка, при желании можно изготовить на холодную.
Все остальное по мере необходимости придется приобретать. В принципе, возможностей холодной ковки вполне достаточно, чтобы собрать красивую решетку на окна или забор.
Приспособления для холодной ковки своими руками фото
Оборудование для холодной ковки: основные приспособления
На сегодняшний день в магазине можно приобрести несколько типов станков для ковки металла по холодной технологии:
- Улитка – на нем изготавливают декоративные завитки.
 Станок может быть со съемными приспособлениями или стационарными – первый вариант предпочтительнее, так как имеет более широкие возможности.
Станок может быть со съемными приспособлениями или стационарными – первый вариант предпочтительнее, так как имеет более широкие возможности. - Универсальный станок – используется для клепки, формирования заготовки и даже резки металла.
- Гнутик – применяется для гибки прутка под определенным углом с сохранением плавной дуги поворота.
- Твистер – он же торсионный станок – продольный осевой загиб готового декоративно элемента.
- Волна – по аналогии с названием позволяет создавать волнообразные элементы металлического декора.
- Пресс – нанесение отпечатков на изделие.
- Станок для изготовления колец и арочных элементов.
Улитка для холодной ковки фото
Далеко не каждый указанный выше станок легко можно изготовить своими руками. В принципе, все они и не нужны – для частного производства или для домашней мастерской понадобится парочка основных приспособлений, изготовление которых является несложным делом.
Какие приспособления можно сделать своими руками
Опять-таки, речь идет о самых основных станках, без которых процесс изготовления кованых на холодную изделий практически невозможен.
- Улитка. Чертежей и пояснений в интернете достаточно много, как, в общем-то, и видеоматериалов с процессом сборки – углубляться в эту тему сильно не будем, а скажем только одно. Самое главное в этом станке – это улитка. Шаблон, по которому происходит процесс гибки. Шаблон крепится на жестком неподвижном основании (столе) и позволяет гнуть завитки большого размера практически руками – для мелких завитков понадобится дополнительный рычаг. Кстати, существует два варианта станков этого типа – полностью ручной и электрический, сделать который при желании вполне реально.
- Торсион. Крученный спиральный прут – именно он позволяет создавать подобный декор. В принципе, скрутить квадрат несложно и в ручную, используя тиски и вороток, но получить таким способом ровную деталь не получается – вместе со скручиванием происходит и сгибание в разные стороны. В общем, впоследствии пруток приходится рихтовать, что весьма сложно, особенно если длина скрученного участка большая. Ровную заготовку можно получить только тогда, когда прут не имеет возможности сгибаться в сторону – то есть он должен быть немного натянут.
Станок для холодной ковки своими руками фото
Наличие этих двух станков уже позволяет говорить о производстве любых кованых изделий – скамейки, решетки, ограждения, стулья, столы, сделанные своими руками, становятся реальными.
Что еще не окажется лишним в мастерской
Существует достаточно много изделий со специфическими деталями, изготовить которые с помощью двух указанных выше станков не получится. К примеру, простая дуга в нескольких экземплярах не может быть сделана ни на улитке, ни на торсионном станке. Поэтому чем больше различных приспособлений, тем шире возможности.
- Трубогиб. Да, именно роликовый трубогиб, используемый для гибки профильной трубы, только в миниатюре, позволяет изготавливать не только арочные конструкции, но и делать кольца различного диаметра, как большого, так и малого. Гнуть на нем можно не только пруток, но и полосу. Единственное, что следует учесть, это универсальность – то есть настройку приспособления под определенный радиус изделия.
 Расстояние между неподвижными роликами должно регулироваться – только в этом случае можно будет изменять диаметр колец.
Расстояние между неподвижными роликами должно регулироваться – только в этом случае можно будет изменять диаметр колец. - Штамп – ручной аналог пресса, который позволит делать такой распространенный элемент, как гусиная лапка. Он легко изготавливается из очень толстого прута (диаметр около 50 мм) с помощью болгарки – нарезки делаются на двух заготовках сразу. Предварительно расплющенный или срезанный прут укладывается между двумя цилиндрами, после чего производится несколько ударов кувалдой – и деталь готова!
Как сделать холодную ковку фото
Несложным в изготовлении является станок для кручения корзинок, который, по сути, является некоторой модернизацией торсионного приспособления, предназначенного для скрутки прутка в спираль. Изменения в этом случае касаются исключительно зажимов. В принципе, торсион и без того должен иметь универсальный крепежный арсенал, позволяющий работать с прутками различного сечения – немного подогнать его под корзинки будет несложно.
В заключение темы, холодная ковка своими руками, остается добавить только одно – со временем арсенал различных приспособлений придется расширять. Как и говорилось выше, каждое изделие может потребовать уникального оборудования, поэтому конструкцию некоторых из них придется продумывать самостоятельно.
Автор статьи Александр Куликов
гнутики, оборудование и инструмент для художественной ковки
На чтение 13 мин Просмотров 5.4к. Опубликовано
А давайте-ка сначала разберемся с горячими и холодными ковками, штамповками, гибками и прочими гнутиками. Чтобы затем с чувством и толком решить, нужен ли вам станок для холодной ковки, и если нужен, то какой именно.
Расставим понятия по теме «ковка» по правильным местам и приведем в порядок план своих дальнейших действий. Ковка металла своими руками – дело нешуточное, подойдем к этому вопросу со всей ответственностью.
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие в привычном значении в корне неверное, читайте внимательно, разъясняем.
Сначала что такое ковка: это обработка металлов, нагретых до ковочной температуры, то есть, до температуры, когда металл становится мягким и поддается деформации. Кузнечное дело – это все про ковку – с молотом, наковальней, кузнечным горном и могучими бородатыми кузнецами кожаных фартуках.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – , на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Виды станков холодной ковки
Рассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке.
Берем прут. Есть только два варианта согнуть его:
- Вдоль оси, чтобы прут стал напоминать витой шнур.
- Поперек оси в виде различных завитков, волн и изгибов.
Все станки для холодной ковки делятся на четыре группы по такому же принципу:
- Торсионные станки, делающие продольную винтовую крутку прутьев и различные филаменты, которые мы разберем ниже.
- Твистеры для формирования завитков и спиралей с узкой серединкой.
- для волн и зигзагов.
- Штамповочные станки для расплющивания концов прутьев в виде лапок, хомутиков и других узорчиков.
Какой станок самый нужный?
своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.
Совсем не обязательно иметь все это сразу. Работу вполне можно начинать, имея два станка из первых двух пунктов – твистер и гнутик. У ковки своими руками есть великолепное преимущество: можно выбирать, что делать и с чего начинать. Начнем обзор с самого популярного станка – твистера или знаменитой улитки.
Делаем улитку с рычагом
Чертеж станка для ковки.Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре. К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Лучше всего стойку забетонировать прямо в пол, это будет надежно. Внешне такая конструкция может напоминать табуретку. Как можно крепче – вот главный принцип производства стойки для столешницы. Поэтому металлические детали соединять лучше сваркой.
Столешница
Самодельный станок для ковки.Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице. Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее.
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
- Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, простая статичная станет самым оптимальным вариантом.
- Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
- Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Делаем торсионный станок
Торсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
В одном конце прут должен крепко держаться, в другом – с помощью рычага вращаться. Составные части торсиона – металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. Их можно выполнить из подшипниковых узлов.
В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут.
Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Но есть третий станок после улиток и торсиона, без которого начать холодную ковку не получится. Это гибочный станок. Внешне он кажется самым простым из всех, да и функция у него – самая, казалось бы, простая: гнуть прутья под определенным градусом или делать волны разного размера.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Ручной привод или электрический?
Электрический привод можно установить на любой станок. Другой вопрос – нужно ли? И снова решение зависит от ваших планов. Электрический привод позволит вам сэкономить собственные силы. Но это не главное его преимущество. Вращательный момент при электрической силе будет более равномерным, а это приведет к ровным и одинаковым элементам ковки.
Чертеж станка для холодной ковки.Претендент номер один для электрического привода – торсионный станок, где равномерность винтового скручивания вручную соблюсти чрезвычайно трудно. Выполнить его тоже очень просто. Понадобятся полуось ведущего моста старого автомобиля, зубчатая пара дифференциала, защитный рукав. Мощность самодельного двигателя не должны быть высокой – не больше трех кВт и не выше 900 оборотов в минуту.
Что же касается электрификации остальных станков, решайте сами. Если вы планируете заниматься холодной ковкой для собственных нужд, электрическая тяга вам вряд ли понадобится.
Сделать станок для холодной ковки своими руками – задача непростая и очень увлекательная. Чем качественнее будет его выполнение, тем легче вам будет работать на нем. И тем красивее выйдут ваши металлические кружева.
Желаем прочных улиток, качественных прутьев и настоящих ценителей вашего кузнечного искусства.
Станки и приспособление для холодной ковки в гараже
Станки и инструменты /09-сен,2019,17;48 / 5004Изделия, изготовленные (методом ковки) из металла, уже давно обрели популярность по всему миру. Их большая заслуга в красоте и изысканности. Эти элементы декора стоят не мало, и далеко не у каждого есть возможность прикупить себе все желаемое.
К примеру, украшения для декорирования интерьера загородного дома. На ряду с существованием горячего вида ковки, используемого для создания декоративных металлических конструкций, есть и еще один вид – холодная ковка. Последнюю можно успешно реализовать своими руками. Для этого вам понадобится сделать станок для холодной ковки. После того, как вы его сделаете можно будет начинать реализовывать все свои идеи и задумки.
Суть процесса изготовления
В своем гараже я наткнулся ступицу состояния б/у, ее то я и использовал как основу.
На одной стороне я приварил площадку, на которую потом будут закреплены сменные кондукторы. На другой – фланец. К нему крепится ручка.
Вот так выглядит промежуточный результат.
Вот готовая приспособа или станок.
Уже используя это вы можете изготовить вот такие вот элементы. Используйте полосы 4*20 (25).
Первым я сделал забор на свою дачу.
Первым делом я взял и попытался скрутить квадрат 10*10. Правда после полосы придется приложить немного больше усилий.
Следующая простая приспособа будет использована для изготовления «фонарика». Также я нашел несколько шток диаметром 22 мм (от чего-то) парочку фланцев.
Нужно неподвижно закрепить на столе часть с уголком. По центру надо вставить шток (гладкий), а также кусочки арматуры 6-ки (тоже гладкой), длинною в 200 мм. На другой стороне одеваем фланец с ручками. Затем крутим наш оборот в любую сторону, потом снимаем фаланец. После снятия получится следующее.
Если говорить на чистоту, то стоит отметить, что очень много времени тратится на зачистку арматуры (тонкой), ее нарезку и скрутку, а также сварку. В этом случае проще прикупить готовую. Но если у вас есть огромное желание и свободное время, то почему бы и не заняться этим собственноручно.
Следующее мое творение – это велосипед-цветник.
Для того чтобы изготовить колеса – надо специальный профилегиб.
Велосипеда мне показалось мало, поэтому решил и сделал карету.
Вот и получились у меня следующие изделия. Всего-навсего взял старую ступицу, несколько кусков железа, сварочный аппарат и другие подручные инструменты.
Как это работает — холодное формование позволяет производить крепеж и многое другое
Сегодняшний мировой архив механической обработки: Январь 2008 г., Vol. 4, выпуск 01
Детали без чипов
«Холодная высадка — это, по сути, заливка материала в матрицу и удар по ней», — сказал один отраслевой эксперт. В отличие от горячей ковки, где металл нагревается перед формованием, или литья, где металл плавится и затвердевает, холодная высадка и другие методы холодной штамповки вызывают деформацию металла при комнатной температуре.Хотя в 1794 году в США был выдан патент на «холодную головку» (на самом деле заклепочную машину), холодная штамповка стала практичной технологией производства после Второй мировой войны.
Типичный метод одной штамповки и двух пуансонов широко используется при производстве деталей с головками, особенно крепежных деталей. Первый удар сочетает частичную высадку головки (конусность) с выдавливанием хвостовика. Затем второй удар завершает форму головы. (Иллюстрации любезно предоставлены Capenter Technology Corporation.)
Матрица и пуансон
Современные машины для холодной штамповки, также называемые жатками или формовочными машинами, имеют от одной до семи станций штамповки напротив ряда пуансонов, установленных на салазках, которые обычно перемещаются горизонтально.Распространенным типом, используемым для изготовления болтов или винтов, является насадка с одним штампом и двумя ударами, аналогичная показанному на рисунке примеру. Он имеет одну матрицу, диаметр которой равен диаметру стержня формируемого болта или винта. По материалу матрицы один за другим наносят удары двумя разными пуансонами.
Крупный план пуансонов в многополюсной жатке. (Корпорация Reed & Prince Manufacturing Corporation. Фото Джин Батлер.)
Существует предел того, насколько сильно вы можете деформировать материал одним ударом, поэтому для создания правильной геометрии головки часто необходимы два удара, — сказал Стив Коупленд, вице-президент по продажам и маркетингу Reed Machinery, Inc., Вустер, Массачусетс. Первый удар делает форму тюльпана. Затем механизм переключения перемещает первый пуансон и устанавливает второй на место. Второй пробойник дает окончательную форму головы. После второго удара выбивающий штифт выталкивает деталь из матрицы. На жатке с несколькими штампами есть передаточная стойка с пальцами, которые захватывают деталь и перемещают ее от одной станции штампа к другой. При необходимости механизм переноса может повернуть деталь на 180 градусов, чтобы следующий удар попал в другой конец детали.
Матрица и пуансон
Форма металлической заготовки, наиболее часто используемой при холодной штамповке, — это «проволока», диаметр которой может составлять полдюйма или более. Он поставляется в больших бухтах, удобных для подачи в машины, производящие много деталей в минуту. Когда металл сжимается внутри штампа, важно вводить в штамп только правильное количество материала, часто в пределах плюс-минус один процент или даже меньше. Слишком мало материала не заполнит матрицу, что приведет к плохой детали. Слишком большое количество материала может привести к деформации детали или появлению заусенцев, которые необходимо удалить.Избыток материала может вызвать раскол матрицы при ударе пуансона. Машины для холодной штамповки предназначены для отрезания проволоки определенной длины, но диаметр проволоки также должен быть точным. Чтобы обеспечить это, многие магазины проводят окончательную вытяжку проволоки от 3 до 10 процентов, прежде чем она будет разрезана и сформирована, чтобы получить хороший, жесткий допуск на диаметр, сказал Кевин Хьюз, специалист по изделиям из проволоки, Carpenter Technology Corporation, Рединг, Пенсильвания.
Больше не просто крепеж
Первоначально для изготовления головок крепежа применялась холодная высадка.Кусок проволоки удерживался на месте, и удар по одному его концу вызывал растекание части материала или «грибовидную форму», создавая головку для крепежа без необходимости обработки большого количества материала для формирования стержня. После формирования головки нити можно было обрезать или накатывать. Этот процесс не только быстро сформировал застежку, но и позволил эффективно использовать материал, практически не производя брака.
Пример детали, переведенной с винтовой обработки на холодную штамповку. Первоначально обрабатывалась плоскость на правой стороне хвостовика и просверлялось отверстие.На детали, подвергнутой холодной штамповке, формируется плоскость и создается отверстие путем обратной экструзии. Формовщик деталей с несколькими головками производит их со скоростью 140 штук в минуту. (Фотография любезно предоставлена Reed & Prince Manufacturing Corporation.)
Помимо крепежа, многие виды деталей сложной формы можно изготавливать путем холодной штамповки. Машины можно назвать «заголовками», но они делают гораздо больше, чем просто заголовок.
Инструмент может быть разработан для выдавливания материала. Когда пуансон попадает в каждую станцию, он вдавливает материал вперед в матрицу, создавая суженную секцию, конус или хвостовик.Или пуансон может давить на материал в пределах штампа, так что материал выдавливается назад над пуансоном, создавая стенки отверстия. Кроме того, в инструмент можно встроить формы и контуры для создания шлицев, зубьев шестерен и других элементов.
Высаживание, другой термин для обозначения заголовка включает образование выпуклости в цилиндрической части, а также формирование головки на одном конце.
Используя сложную оснастку, обеспечивающую сочетание осадки и экструзии, когда пуансон ударяет по каждой станции, станок для холодной штамповки может изготавливать сложные детали.Допуски на размеры и качество поверхности могут соперничать с теми, которые достигаются при механической обработке, в зависимости от цеха и точности инструмента.
Таким образом, холодная штамповка позволяет изготавливать детали почти чистой формы, используя минимум материала, с жесткими допусками и со скоростью десятки или сотни в минуту. Кроме того, холодногнутые детали демонстрируют отличную прочность, поскольку материал принимает свою окончательную форму, а не режется, как при механической обработке.
Однако все это добра не дается бесплатно.Затраты на инструмент для холодной штамповки могут быть значительными: от 5000 до 25000 долларов за набор инструментов, в зависимости от сложности геометрии детали. Время разработки и настройки для обработки холодногнутых деталей часто измеряется неделями, что намного больше, чем на программирование и настройку той же детали на токарном станке с ЧПУ или обрабатывающем центре. Для небольших партий холодное формование может оказаться неэффективным.
Какие количества экономичны? Это зависит от цеха холодной штамповки. Компания Reed & Prince регулярно заказывает около 1000 специальных больших шурупов по дереву, используемых в Атлантик-Сити для ремонта дощатого настила, и постоянно производит много миллионов маленьких штифтов с точными канавками и накаткой в год.Другие источники рекомендуют количество в сотни тысяч или миллионы.
Buchanan Metal Forming, Inc., Бьюкенен, штат Мичиган, — это предприятие по холодной ковке, которое производит более крупные детали, в основном от одного до 20 фунтов. диапазон. По словам Криса Таппера, президента и генерального директора компании, для его процесса рентабельные объемы производства могут варьироваться от минимум пары тысяч до максимум 250 000 деталей.
Сравнение холодной штамповки и механической обработки
Обработанная деталь начинается с куска материала, достаточно большого, чтобы вместить желаемую деталь.Затем вы отсекаете все, что вам не нужно. Это производит стружку, которая является бесполезным материалом. Резка также может нарушить зернистую структуру металла.
Однако при холодной штамповке материал используется очень эффективно. Он также имеет тенденцию производить очень прочные детали, поскольку материал принимает желаемые формы, сохраняя свою зернистую структуру. А холодная штамповка производит детали быстро — десятки или сотни деталей в минуту.
Некоторые обрабатываемые детали, производимые в больших количествах, особенно небольшие круглые детали, такие как детали, изготовленные на винтовых станках, могут быть более экономичны при холодной штамповке.По словам Джеймса Ричардсона, президента Reed & Prince Manufacturing Corporation, экономия может быть больше или равна 50 процентам. Если деталь, подвергнутая холодной штамповке, может заменить сборку, состоящую из нескольких частей, экономия может быть еще более значительной.
Таким образом, холодная штамповка часто рассматривается как прямой конкурент механической обработке. Однако механический цех иногда может использовать преимущества холодной штамповки, имея заготовку для детали, подвергнутую холодной штамповке до почти чистой формы, а затем выполняя чистовую механическую обработку. Это позволяет сэкономить на материальных затратах и времени обработки.И Ричардсон из Reed & Prince, и Тэппер из Buchanan Metal Forming сообщили, что у них есть клиенты из механических цехов, которые заказывают заготовки холодной штамповки.
В Buchanan Metal Forming Тэппер обнаруживает, что иногда механические мастерские приходят к нему с деталями, которые особенно сложно обработать, например, с внутренним зубчатым колесом или шлицем в глухом отверстии. «Один клиент, у которого было самое высокотехнологичное формовочное оборудование, раньше занимал пять минут, чтобы вырезать внутреннюю шлицевую шпонку», — сказал Таппер. «Этот клиент смог сократить это время до двух с половиной минут.Мы сделали это за шесть секунд ». Бьюкенен холодно формирует заготовку для клиента, который затем обрабатывает ее. На чертеже изображена холоднокованая заготовка с внутренним шлицем. Пунктирная линия указывает на окончательно обработанную поверхность.
Большинство компаний по холодной штамповке будут работать со своими клиентами в механических цехах, чтобы определить правильный материал и геометрию для заготовок, которые будут подвергаться чистовой обработке.
Материалы для холодной штамповки
Лучшим материалом для холодной штамповки детали может быть не тот материал, который вы использовали бы для ее обработки.Компания по холодной штамповке или поставщик материалов могут вместе с вами определить правильный сплав для вашей детали при холодной штамповке. «Расход материала и пластичность — очень важные вопросы», — сказал Хьюз. Знание поведения материалов может стать решающим фактором между успешным переходом к холодной штамповке и неудачным экспериментом. Специалисты по холодному формованию проконсультируют вас, и вы должны быть открыты для их рекомендаций. Например, любое содержание серы в металле может отрицательно повлиять на процесс заголовка.Свойства, которые сера придает легирующему сплаву, повышают вероятность разрушения материала в процессе холодной штамповки. Таким образом, такой материал, как нержавеющая сталь Тип 303, не подойдет. Однако 302 HQ (качество заголовка) было бы идеальным. Материал должен быть как можно более мягким, после финишной обработки заказывать отжиг.
Еще одна вещь, на которую следует обращать внимание на материал для холодной штамповки, — это высокое отношение предела текучести к пределу прочности. По словам Хьюза, это позволит вам выполнить больше холодных работ до того, как деталь сломается.
Детали холоднокованые. (Фото любезно предоставлено Buchanan Metal Forming, Inc.)
Тот же старый принцип, новые продукты
Современная технология холодной штамповки далеко ушла от простого процесса холодной высадки, используемого в производстве крепежных изделий более ста лет. В то время как холодная штамповка все еще «берет кусок металла и ударяет по нему молотком», теперь этот процесс позволяет экономично производить сложные прецизионные детали в больших количествах.
Чертежи шаблонов для холодной ковки.Как сделать станок для холодной ковки
своими рукамиАрхитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, покрывающие камины или красивые балясины на лестнице.
Если вы умеете выполнять ковку и научитесь этому ремеслу, то сможете создавать оригинальные изделия самостоятельно.
Это занятие подойдет всем, кто любит заниматься физическим трудом и готов познакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка — это процесс обработки специальной заготовки. Его цель — придать металлу нужные размеры с формой. Различают горячую ковку и холодную.
Мастеру необходимо познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Метод горячей штамповки
При горячем способе металлическая заготовка сильно нагревается. В результате металл становится пластичным.Горячая ковка придает заготовке желаемые размеры и желаемую форму. Мастеру доступны различные варианты работы.
Есть и недостатки у нагрева металлической заготовки. В первую очередь необходимо оборудовать специальную комнату. Вам нужно будет купить кузнечную кузницу, для которой придется покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, вы легко можете выбрать нужный тип ковки.
Метод холодной штамповки
Холодная штамповка — трудоемкий процесс. Чтобы получить требуемую форму металлической детали, ее гнут, обжимают и сваривают. Техника выполнения несколько проще по сравнению с горячим методом.
Мастерская не требует много места, и для ее обустройства не потребуется приобретать специальный рог, достаточно купить кузнечный станок.
Производственный процесс продукта предполагает работу с полуфабрикатами заводского изготовления.Если была допущена ошибка, то исправить ее невозможно.
Выбрать металл
Для ручной ковки подходят металлы с определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой снижение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают декоративные элементы ковки из меди, стали, дюралюминия или латуни.Кроме того, также могут использоваться сплавы. Информацию о металлах, которые легко подделать, можно найти в Марочнике стали и сплавов.
Какие инструменты вам нужны для ковки?
Инвентарь варьируется в зависимости от метода ковки. Кузнечная кузница с наковальней, для горячей ковки понадобятся молотки с клещами.
Для холодного метода понадобится инструмент Gnutik, позволяющий сгибать заготовку под углом, и станок Snail для ковки, который можно сделать самостоятельно.Последний станок позволяет создавать декоративные элементы с формой в виде спирали.
Примечание!
Помимо основных инструментов для холодного метода можно использовать «Фонарик», «Волна», «Твистер», станок для кольцевания и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы можете увидеть изделие, изготовленное на станке Master 2 фирмы MAH.
Ручная поковка
Чтобы заготовка приобрела желаемую форму, мастер должен применять в своей работе различные приемы и приемы. Вам нужно будет приобретать различные инструменты и осваивать различные технологии.
Метод холодной ковки не требует от мастера особых усилий. В работе выделяются следующие этапы:
- создание рисунка или эскиза декоративного элемента;
- заготовка заготовок;
- процесс ковки.
Сегодня рисунок можно сделать с помощью компьютерной программы самостоятельно или по заказу профессионалов. Проект позволит перед началом работ рассчитать, сколько металлических заготовок нужно закупить.
Примечание!
Основные кованые элементы представлены следующими группами:
- Лапы. Концу металлического стержня придают определенную форму.
- Кудри. Концы стержня можно загнуть в одну или две стороны.
- Кольца.Элементы декора изготавливаются из прутьев квадратного или круглого сечения.
- Торсион. Характеризуется винтовой закруткой по оси.
Используются 3 общепринятые технологии: волочение, гибка и скручивание.
- Вытяжка позволяет увеличить длину металлической заготовки, уменьшив величину ее поперечного сечения.
- Гибка позволяет согнуть любую часть заготовки под углом.
- Скрутка — технология, при которой заготовка скручивается по оси.Для скручивания используется машина Twister.
Все элементы собираются вместе и фиксируются сваркой. Эти операции выполняются на специальном столе. Самодельная холодная ковка не требует особых навыков.
Фото ковки своими руками
Примечание!
Люди давно заметили, что нагретому в кузнице металлу можно придать практически любую форму. Кованые изделия прекрасно смотрятся в любом интерьере.Они могут быть элементом декора как деревянных, так и каменных коттеджей.
Среди владельцев частных домов вряд ли найдется человек, который не хотел бы иметь кованый забор, перила или лестницу. Но, несмотря на множество преимуществ, изделия, полученные с помощью горячей ковки — процесса, при котором металл становится пластичным под воздействием высокой температуры, доступны далеко не каждому из-за высокой цены. Есть альтернатива — холодная ковка металла. Его главное преимущество — не только невысокая цена, но и доступность техники для самостоятельного повторения.
Холодная ковка металла — это процесс, при котором металл не подвергается нагреву, а форма изделия придается за счет его гибки, опрессовки и сварки из нескольких заготовок.
Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластической деформации горячего металла. Но название этого метода обработки металла прижилось. Более того, пользователи считают, что в некоторых случаях холодная ковка металла может стать достойной заменой горячей ковки.Так ли это на самом деле мы расскажем в сегодняшней статье.
Особенности холодной ковки
Бытует мнение, что изделия, полученные путем гибки, получаются однообразными, больше похожими на заводскую штамповку, установленную на резьбе. Однако практика показывает, что при правильном подходе с помощью холодной ковки можно создавать настоящие авторские произведения.
Чаще всего методом холодной ковки металла делают:
- решетки оконные;
- элементов козырьков, перил и козырьков входной группы;
- элементы декоративные для ворот и калиток;
- фигурные ножки для столов и стульев;
- элементы декора: подставки для цветов, решетки для каминов, обрамление картин, зеркала и т. Д.
Для художественной горячей ковки металла выпускаются изделия, полученные методом холодной деформации на специальном оборудовании, впоследствии свариваемые в одно целое: элементы ограждения, ограждения или калитки. Тем более, что непосвященный человек не сразу поймет, как было подделано это изделие.
Goblin 2 пользователь FORUMHOUSE
На мой взгляд, кованые элементы, изготовленные методом холодной деформации (гибки), выглядят не хуже, чем такие же элементы, сделанные вручную — горячей ковкой.И они дешевле.
Холмофф пользователь FORUMHOUSE
Холодная штамповка металла позволяет на достаточно простом комплекте оборудования создавать типовые элементы — торсионы, катаные пики, спирали, элементы пространственного изгиба. А затем, комбинируя этот набор (примерно из 10-15 типов типовых элементов) для создания сложных узорчатых изделий. Освоить процесс гибки сможет любой человек, владеющий слесарным инструментом, было бы желание.
Обычные геометрические формы в сочетании с завитками и волнами могут очень красиво смотреться в металле, ведь любой сложнейший узор состоит из множества простых элементов.
Существенным преимуществом холодной ковки металла перед горячей ковкой является высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать рог, кузницу, молот на наковальне. Меняя только фурнитуру, можно быстро создавать самые разные элементы, но для соединения узлов потребуется хорошее владение сварочным делом.
Холмофф пользователь FORUMHOUSE
Однажды я сделал холодную ковку и научился готовить в полуавтомате за два дня.
Для получения хорошего результата процесс холодной ковки металла следует разделить на ряд последовательных этапов:
- Идея и постановка задачи.
- Концептуальные зарисовки идей от руки на бумаге.
- Точный рисунок продукта вручную или в графической программе.
- Разбивка всего изделия на отдельные простые элементы .
- Рисование или печать на принтере единиц продукции в натуральную величину.
Некоторые принтеры поддерживают печать плакатов, то есть они печатают части большого изображения на листах A4, тогда их можно только склеить.
- Расчет количества необходимого материала.
- Изготовление отдельных элементов.
- Шлифовка и сборка (сварка) отдельных элементов в единой конструкции.
Несмотря на кажущуюся простоту, практика холодной ковки металла требует вдумчивого подхода и грамотного расчета всех деталей будущего изделия.Специалисты FORUMHOUSE советуют — для визуализации идеи предварительно изготовить отдельные блоки из проволоки реального размера . Это поможет понять, как различные элементы будут сочетаться друг с другом и вовремя исправить ошибки, или найти более удачное сочетание узоров и отдельных элементов.
К основным элементам, полученным методом холодной ковки металла, относятся:
- Лапы и козырьки. Эти элементы выкатываются из металлического прутка.
- Локоны.Включают: завиток, червяк и улитку. У волута, или, как его еще называют, рогалики, концы загибают в одну сторону. Маленький червячок похож на знак $. Улитка похожа на запятую.
- Кольца изготавливаются из прутка круглой или квадратной формы, намотанного на специальную оправку. Получается своеобразная металлическая пружина, которую потом нарезают кольцами.
- Торсион. Один из самых распространенных элементов. Получается скручиванием одного или нескольких стержней.
Все вышеперечисленные элементы можно реализовать, объединив всего три технологических процесса.
1. Вытяжка. Благодаря этому процессу за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Таким образом обычно получаются лапки и пики, для которых металл помещается в специальный прокатный или опрессовочный станок. Пропуская заготовку через ролики и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут наноситься рельефные насечки, которые придают поверхности заготовки определенную фактуру.
2. Торсион. Металл (полоски или стержни) скручивают вдоль своей оси. Вы можете скрутить одну, две, три и более заготовок. Для этого один конец заготовки (или заготовок) помещается в тиски, а другой начинает поворачиваться по оси. Если скрутить несколько стержней, а затем сжать их, прикладывая силу по оси, то они разойдутся по дуге. Получается утолщение из плетеных стержней под названием «Фонарик» или «Корзина».
3. Гибка.Металл гнут на специальном станке по шаблонам.
Для гибки металла в разных плоскостях необходимо простейшее оборудование и простые станки. На рынке имеется множество машин для холодной ковки. Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. Начинающий мастер, занимающийся холодной ковкой «под себя», вполне может согнуть металл.
Сначала можно обойтись простыми кондукторами и оправками, вставленными в обычные настольные тиски.Сделать кручение можно, зажав конец заготовки в тисках, затем надев на него трубу, и, используя хомут, закрутить заготовку вдоль своей оси.
Alexei62 пользователь FORUMHOUSE
Все инструменты для холодной ковки (кроме сварочного аппарата) могут быть изготовлены из подручных средств.
Для холодной ковки металла чаще всего используются следующие инструменты:
- Gnoot. С его помощью заготовка изгибается под определенным углом.
- Улитка.С его помощью заготовка сгибается по спирали. Изменяя шаблоны, вы можете изменить радиус изгиба.
- Фонарик. Он напоминает токарный инструмент. С помощью этого инструмента металлические заготовки переплетаются между собой для получения одноименного элемента.
- Волна. Принцип действия этого средства понятен из названия. С его помощью металлу придается волнистая поверхность. Расстояние между «гребнями» волн и их высоту можно регулировать в зависимости от настроек машины.
- Твистер. Скручивает полосу или брус по продольной оси.
Принцип работы всех вышеперечисленных машин очень прост. Он основан на приложении определенной силы к заготовке через рычаги, приводящей к деформации металла. Гибка металла на станках ручная. Для облегчения труда некоторые машины оснащены электродвигателями, что увеличивает их стоимость. Многие домашние мастера предпочитают изготавливать станки для холодной ковки своими руками.Также с появлением опыта и увеличением сложности изделий необходимо оснащать станки разнообразной фурнитурой — шаблонами, кондукторами, упорами, упорами.
Большой простор для творчества. Каждый мастер вносит приспособления под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать с помощью минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки.«По мнению форумчан, нужно не тратить время и ходить по местным металлобазам, а также знакомиться со списком, который они предлагают. Для холодной ковки используется самый распространенный« черный »металл. Погонный размер для полос шириной 14 и 16 мм, толщиной 2-4 мм. Пруток — квадрат со стороной до 10 мм. Такой материал легче гнуть. Более толстый материал, полоса 20х4 мм и т. д., сначала будет иметь на разрез.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять металлы в своей жизни.До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, домашней утвари и ювелирных изделий.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца оказались очень трудоемкими и уникальными, это несомненный плюс для искусства и столь же очевидный недостаток там, где необходимо большое количество одинаковых изделий.
К недостаткам горячей штамповки относятся:
- высокая сложность
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Метод холодной ковки лишен недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механической силы. Технология применима к круглому и квадратному прутку, металлической полосе, трубам и прокату различного профиля. Несколько основных операций, таких как
- изгиб заготовки под заданным углом и заданным радиусом,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и сочетание полученных деталей позволяет создавать кружевные ограждения, беседки, скамейки, предметы декора и быта в разумные сроки и по доступной цене, в разы и даже в десятки раз ниже, чем при использовании горячей ковки. .
При этом все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет гнуть брус под заданным углом и заданным радиусом, в том числе в виде волны.
- Улитка используется для скручивания конца стержня или трубы в спираль.
- Торсион предназначен для скручивания стержня вдоль его продольной оси.
Если вы планируете выпускать продукцию большими сериями, то вам понадобится станок для промышленного производства. Он обладает высокими характеристиками, достаточным ресурсом, оснащен электроприводом достаточной мощности, сочетающим в себе гнут, улитку и торсион. Продвинутые производители оснащают свои агрегаты полуавтоматическими приставками, а роль сотрудника сводится к установке необходимой оправки, закреплению заготовки и запуску программы.Сама система контролирует скорость подачи, усилие прижима формующего ролика, начало и конец формования.
Если для начала вы планируете просто познакомиться с технологией холодной ковки, потрогать ее руками, то можно сделать устройство начального уровня самостоятельно, сэкономив значительные суммы, так как промышленные агрегаты приближаются к цене автомобиля.
Станок
Одна из несложных конструкций самодельного гнутика состоит из следующих частей:
- Массивное основание с проточкой.
- Подвижный упор, перемещаемый по пазу червячной передачей
- Два фиксированных упора, закрепленных на основании.
Крепление «Гнутик»
Ролики на фиксированных упорах взаимозаменяемы, чтобы можно было гнуть стержни и трубы под разными углами и радиусами. На подвижном упоре также фиксируется съемный ролик или клин, в зависимости от желаемой формы изгиба.
Пока прямая заготовка зажимается неподвижными упорами и, вращая привод червячного механизма загиба, подводят к ней подвижный упор — клин или ролик.Продолжая вращать привод, согните заготовку на нужный угол.
Сделать комара для холодной ковки своими руками вполне реально, достаточно строго следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании высокопрочной стали и сверлении в ней отверстий.
Если такого оборудования в мастерской еще нет, лучше оформить заказ на основные детали гайки в производстве — сверлом и лобзиком этого не сделать.
Соединение и покраска деталей
Для сборки деталей нужной конструкции необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера. Перед сваркой и покраской детали лучше отшлифовать, чтобы удалить ржавчину и очистить поверхность. Пескоструйный агрегат также можно изготовить автономно из использованного газового баллона, пары насадок и кранов. В качестве форсунки можно использовать керамический корпус использованной свечи зажигания. Для этого достаточно владеть навыками сварочного и слесарного дела.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать штанги-накладки. После того, как детали расставлены, стоит еще раз проверить соответствие их расположения чертежу. Далее, зафиксировав хомутами ключевые элементы конструкции, точечная сварка должна прижать их друг к другу. Последний раз проверяя размеры, углы и взаимное расположение, можно приступать к сварке всех необходимых швов.
После сварки необходимо очистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах вручную.Дизайн готов к покраске. В зависимости от выбранных грунтовок и финишного покрытия, а также от способа нанесения, сборка укладывается на амортизирующие планки или устанавливается вертикально с временными упорами.
Конструкции с высокой плотностью деталей удобно красить из пульверизатора, для редкой решетки для уменьшения потерь краски придется вооружиться кистью.
Холоднокованые изделия
Холодной ковкой изготавливают самые разные изделия.Это, в первую очередь, элементы решеток и заборов — как сами штанги, так и поперечины, вершины и украшения. С расстояния в несколько метров ее сложно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обыкновенный забор помимо утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гайка, улитка и торсион.
Кованые подставки для фонарей, перила для мостов через пруды, навесы и веранды, столы и скамейки прекрасно смотрятся на придомовой территории.Да и саму беседку неплохо сделать из кованого бруса. Неожиданная для сурового металла легкость и воздушность придадут ему завитки и спирали, а закрученные опоры подчеркнут желание подняться.
Сегодня широко распространены кованые мангалы, которые эстетически дополняют бытовое назначение. Сам мангал теряется среди навеса, узорчатых стен и опор, украшен завитками крыши.
Очень популярны детали балюстрад, лестничных перил и балконов.Завитки и спирали здесь также широко используются не только как украшение, но и как структурный элемент. Очень уместно смотрится балясина, закрученная по продольной оси, а угловые опоры часто делают из нескольких скрученных между собой стержней. Также на торсионе делают так называемый «фонарик» — несколько изогнутых по спирали стержней, соединенных концами сваркой.
Следующее направление применения холодной ковки — это детали декора помещений и мебели.Дверные ручки и защелки, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер — здесь широко используются мелкие завитки и перекрученные штанги.
Мебель изготавливается как садовая, не боящаяся осадков и смены времен года, так и домашняя, сочетая металл с деревом и тканью.
Кованые изделия в архитектуре и дизайне интерьеров уже давно пользуются большой популярностью. Кованые из металла решетки на окнах и для каминов, ограды или балясины лестниц всегда выглядят элегантно и привлекательно.Сегодня, несмотря на современные технологии обработки металла, изделия из металла ручной ковки пользуются большей популярностью, чем когда-либо. Конечно, ковка металла своими руками — задача не из легких, а без должной подготовки сделать красивое кованое изделие сложно. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелому физическому труду, придется познакомиться с видами и технологией ковки металла, понять, как ковка используется в металлах, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Поковка металлическая
Ковка металла — это процесс обработки металлической заготовки для придания ей определенной формы и размера. На самом деле существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла, необходимо разбираться в обоих видах ковки, поскольку у каждого есть свои достоинства и недостатки.
Во время горячей ковки заготовка нагревается до определенной температуры, при которой металл теряет прочность и становится пластичным.Высокая пластичность — главное преимущество горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на разнообразии вариантов работы.
Но у нагрева металла есть свои недостатки. Прежде всего, это необходимость оборудовать специальный кузнечный очаг и стоимость топлива для него. Это может стать настоящей проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях.К тому же работа с огнем — занятие довольно опасное и требует повышенной пожарной безопасности. Еще один фактор, который может существенно повлиять на выбор типа ковки, — это конкретные знания температурных режимов ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует установки пода для нагрева металла. Вся суть холодной ковки заключается в формовании металлической заготовки путем гибки, опрессовки и сварки. Холодную ковку осуществить несколько проще, а для оснащения цеха не требуется много места.Весь процесс создания готового продукта не требует использования высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Вся работа должна выполняться с определенными полуфабрикатами заводского изготовления без возможности исправить их ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев поврежденная заготовка подходит только для металлолома или учебного пособия.
В любом случае, независимо от типа ковки, необходимо достаточно внимательно ознакомиться с рядом важных моментов.В первую очередь это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они используются в работе.
Поковка металлическая
Ручная ковка металла — довольно трудоемкая и сложная задача, требующая использования определенных металлов, а точнее металлов с определенными характеристиками. Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно понимать характеристики металла и знать состав заготовки.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясин, заборов и т. Д., Нет необходимости акцентировать внимание на износостойкости, устойчивости к покраснению и так далее, а также на легирующих элементах.
Для декоративной ковки используются следующие металлы: медь, латунь, дюралюминий, сталь, а также другие сплавы меди, магния, алюминия и никеля. Фактически, для ручной ковки используется мягкий ковкий металл, которому можно легко согнуть или придать определенную форму. Чтобы выбрать самый легкий пластичный металл, вам нужно присмотреться к Marochnik Steel and Alloys. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самым ковким металлом является медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такая позиция обусловлена дороговизной цветных металлов. Ведь на ковку из металла цена больше зависит от стоимости исходной заготовки, и не каждый может позволить себе приобрести забор или балясины из меди. Выбирая для ковки мягкий черный металл, необходимо ориентироваться на сталь с минимальным содержанием углерода около 0.25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать использования конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и трудны для сварки.
При выборе того или иного металла необходимо использовать Марочник стали и сплавов. Но если к нему нет доступа, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения довольно прост, достаточно поднести заготовку к работающей точилке и посмотреть на сноп искр, а потом сравнить с показателями в таблице.
Сегодня, благодаря промышленному производству металла, отпала необходимость в создании заготовок своими руками. В современных кузницах для холодной ковки используются уже готовые заводские изделия. Чаще всего используются заготовки следующих размеров: 30×45 мм, 40×45 мм, 10×10 мм, 12×12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл с толщиной от 3,5 до 6 мм, круглые трубы 1/2 «, 3/4», 1 «, профильные трубы от 20×20 мм до 30×30 мм.
Инструмент для ковки металла
Любая работа по ковке металла невозможна без специального инструмента.Кузнечное оборудование для горячей штамповки довольно разнообразно и включает в себя наковальню, кузницу, различные молотки, клещи и многое другое. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, шлифовальный станок и шлифовальный станок, используется как в холодной, так и в горячей ковке. Зная предназначение инструмента, вы сможете правильно выполнить любую работу.
Инструмент для горячей штамповки
- Гудок . Без горячей ковки не обойтись. Ведь именно в нем заготовку можно нагреть до температуры 1400 ° С.По большей части печь представляет собой топку, рассчитанную на высокие температуры и с обдувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня бывает нескольких видов, среди которых наиболее популярной является наковальня с двумя рогами массой 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпера . При выполнении различной художественной и декоративной ковки используются шперы. У них много разных видов, и каждый мастер может их изготовить для себя.Общей чертой любых шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные шперы.
- Кувалда и Ручной тормоз . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и используется для нанесения сильных ударов. В зависимости от вида работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0.От 5 до 2 кг. Используется для доработки продукта.
- Клещи . Горновые клещи — второй по важности инструмент. Без них невозможно провести горячую заготовку для обработки. Есть несколько видов клещей под определенный профиль и размер заготовки. На фото ниже представлены клещевые клещи различной формы.
- Молотки фасонные . При выполнении художественной ковки требуется создание криволинейных заготовок или заготовок определенной формы.Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков много и у каждого мастера свои. На фото ниже показан основной вспомогательный инструмент.
В дополнение к описанным выше используются различные измерительные инструменты, такие как обычная рулетка , двойной штангенциркуль , кузнечный уголок , образцы и калибры . Выбор кузнечного инструмента огромен, весь перечень сложен, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Инструмент для холодной штамповки
- Гнутик (фото внизу). Это основной инструмент для холодной ковки. Как следует из названия, он позволяет сгибать металлическую заготовку под определенным углом. Кроме того, гнут позволяет создавать элементы дуги определенного радиуса.
- Улитка . Имя говорит само за себя. С помощью улитки можно создавать различные элементы декора в форме спирали. Спираль изготавливается под определенный узор, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
- Фонарик . Эта машинка предназначена для создания одноименного декоративного элемента.
- Волна . Позволяет создавать волнообразные элементы. При протаскивании стержня через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу действия этот станок похож на Фонарик, но в отличие от него крутилка только скручивает заготовку по оси.
- Кольцевой станок . Как и у всех предыдущих машин, название говорит само за себя.
Помимо вышеперечисленного, существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше машины можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью элементов, созданных с их помощью.Для изготовления машин холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Машины для холодной штамповки могут быть ручными или оснащаться электродвигателями. Несмотря на наличие зубчатых передач, ручная холодная ковка — довольно трудоемкая и длительная задача, и для получения больших объемов кованых элементов лучше оснастить станок электродвигателем.
Отдельно стоит упомянуть промышленные станки для холодной ковки.На аналогичные станки холодной ковки цены порядка 6000 у.е., но на одном таком станке можно выполнять практически все технологические операции холодной ковки. Примером может служить машина Master 2 фирмы MAN. На видео, показывающем холодную ковку, вы можете увидеть возможности этого станка.
Металлическая ковка своими руками
В процессе ковки используются различные приемы и методы ковки, чтобы придать заготовке определенную форму. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла.Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только изгибается. Исходя из этого, выделяют основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Металлическая ковка своими руками
Холодная ковка своими руками достаточно проста и не требует особых усилий. Все работы разделены на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и собственно процесс ковки металла.
Рисунок можно создать в специальной компьютерной программе, купить готовый или нарисовать вручную. Вы можете найти чертежи для холодной ковки. Для этого достаточно обратиться к мастерам, которые занимаются ковкой несколько лет, и попросить один-два чертежа для обучения. На самом деле рисунок преследует несколько целей. Во-первых, чтобы узнать, какие элементы нужно будет изготовить методом холодной ковки. Во-вторых, имея такой проект на руках, можно рассчитать количество и вид металлических заготовок, например прутков, профильных труб и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, составляющие проект. Сегодня можно встретить довольно много разных кованых элементов, но все они могут быть объединены в несколько классических групп.
- Лапы . Этот элемент представляет собой раскатанный в той или иной форме конец металлического стержня. В эту группу входят так называемые Пики. Несмотря на заостренный конец, козырьки выполнены по аналогичной технологии.
- Кудри . В эту группу входят несколько общих элементов: завиток, сердечки и улитки. Улитка или Бублик представляет собой стержень, концы которого загнуты в одном направлении. Червячок — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.
- Кольца . Создается этот элемент довольно просто: на заготовку станка накручивается стержень круглого или квадратного сечения, в результате получается пружина, которую потом разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по закрутке винта по оси. Вариантов торсионов очень много и одним из самых распространенных является такой элемент, как фонарик, а также простой стержень винтовой формы для решетки или забора.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки — гибка, скрутка, волочение.
Вытяжка — это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. При холодной ковке используется один из вариантов вытяжки — прокатка. Именно с его помощью создаются различные лапки и козырьки. Для создания лапок используется специальный вальцовочный станок.Конец заготовки вводится и затем запускается раскаточный механизм, в результате конец выравнивается с разгрузкой или без нее. Для изготовления козырька используют пресс. Процедура такая же, но в результате конец раскатывается и прижимается в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов или другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках для холодной ковки.Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. При холодной ковке этот процесс можно наблюдать при использовании станка Twister, на котором создаются различные кручения. Для этого один конец заготовки помещают в тиски, а второй конец поворачивают вдоль оси.Отдельно стоит выделить элемент фонарик. Для него используются два и более стержня, которые сначала закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является незаменимым инструментом для современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей.Не требует специальных знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видеоурок
Металлическая ковка своими руками
По сравнению с холодной ручной горячей штамповкой намного сложнее и требует большого опыта в обращении с инструментом и хорошей физической подготовки. Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
На самом деле разница между горячей и холодной ковкой заключается в технологических процессах обработки металла.Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать готовые стержни квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лапок, козырька и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия для чеканки изготавливаются с использованием следующих технологий обработки металла: осадки, вытяжки, гибки, скручивания, резки, надрезания, тиснения.
Черновик применяется для ковки металла с целью увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости проводят полный или локальный нагрев заготовки от атмосферных осадков.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее поперечного сечения.Это можно сделать как ударом кувалды или ручного тормоза, так и прокаткой металла между валами на станке. В отличие от холодной ковки, создание козырька с помощью козырька требует точных и аккуратных ударов.
Гибка . Эта операция выполняется для придания заготовке криволинейной формы. При этом следует учитывать, что изгиб толстых заготовок может привести к их перекосу, а для придания первоначальной формы необходимо выполнить черновую тягу. Для гибки заготовок используются различные шпереки, рог для наковальни, фасонные молотки и кондукторы.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. Как и при холодной ковке, заготовка зажимается в тисках и проворачивается. Но, в отличие от холодной ковки, вы можете нагревать заготовку локально, что позволяет легко выполнять локальную скручивание.
Технологии ковки, такие как резка , насечка и рельефная набивка , используемые в художественной ковке с использованием долот. Края горячих заготовок в зависимости от проекта рассекают и скручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается другой узор.
При горячей ковке металла важно знать температурный режим нагрева. Это поможет лучше обработать металл. Ковка черного металла ведется при температуре 800 — 1250 ° С. Конечно, термометром нельзя будет измерить горячую заготовку, а для определения температуры придется ориентироваться по ее цвету. В таблице ниже указаны температура и цвет заготовки из черного металла.
Горячая ковка металла: видеоурок
Ковка металла своими руками — занятие довольно увлекательное, требующее постоянного совершенствования. В первую очередь это касается создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой — это и украшение дома, и дополнительный доход. К сожалению, машины для придания образцам спиральной формы — улитки — в продаже практически нет. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками. Особенности самостоятельного изготовления и сборки мотков для холодной ковки — тема данной статьи.
Характеристики улитки
Автор специально решил обратить внимание читателя на ряд моментов.Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которого будут представлены ниже.
Такой прибор вполне себе (если мы говорим о самодельном оборудовании), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 — 12 мм. Подразумевается модель улитки с «ручным управлением». С более габаритными образцами в повседневной жизни почти никто не занимается.Машину можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная ковка осуществляется на малых оборотах. Резкое изменение геометрии металла приводит к появлению трещин (надрывов).
- Вам нужно будет выбрать не только мощность электродвигателя, но и передаточное число коробки передач. Плюс смонтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее).Все это сильно усложняет изготовление станка.
Вывод — для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Каждый, кто разберется во всех нюансах его конструкции и хоть что-то разберется в электротехнике, сможет самостоятельно установить на него электропривод.
Изготовление улиток
Показаны несколько устройств. Примерно так (в основании) и должно получиться.
Сборка улитки своими руками — один из вариантов самостоятельного проектирования, когда нет смысла давать рекомендации с указанием точных параметров всех комплектующих.Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам придется его усилить. При изготовлении улитки с нуля каркас стола делается только из металла — швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. Во время работы улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный лист железа не подходит. Только пластина, и не менее 4 мм.
Маркировка и установка «навесного» оборудования
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как с учетом перспектив или ограничиться выпуском аналогичных образцов?
Вариант 1.Самый легкий. Смысл операции в том, что на столешнице рисуется спиральный контур.
По сути, это набросок будущих фигурных деталей, например, из бруса. После этого достаточно вырезать несколько отрезков из согнутой по радиусу толстой полосы железа. Их приваривают к столешнице, и механизм загибания в основном готов.
Кому-то такое исполнение будет привлекательнее — с цельной полосой.
Но практика показывает, что работать с такой улиткой сложнее.Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров. Вдоль каждого просверливаются отверстия, в которых нарезается резьба. Осталось только подготовить шаблоны для стоп-сегментов. Своими руками их делают, как правило, из плотного картона или фанеры.
Из них металлические колодки, в которых после очередной разметки также просверливаются отверстия под посадочные «гнезда» в плите.Такая конструкция позволит организовать на одном столе производство спиральных заготовок разного радиуса. Вам нужно только, в зависимости от формы сгиба, установить соответствующие сегменты в определенных местах. Их крепление к основанию — болтовое. Можно поступить иначе. Вместо таких упоров ставьте цилиндрические.
Для фиксации притягиваются болтами (снизу пластины) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее.А если есть, то сделай сам — пару часов сделай.
Вариант 3. Подготовить несколько съемных модулей, которые при необходимости следует менять.
Улитка в сборе
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Все, что есть в сарае (гараже, на чердаке) — отрезы труб, стержни, уголки и тому подобное, пойдет в действие. Если принцип работы улитки понятен, то подсказки больше не нужны.
Проверка здоровья
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Более того, на такие устройства нет единого стандарта. Кто-то скажет — не проще ли купить заводскую модель? Во-первых, как уже было сказано, на поиск уйдет много времени. Во-вторых, не факт, что его возможности совпадают с фантазиями мастера. В-третьих, нужно будет облегчить кошелек примерно на 19000 (ручная) и 62000 (электрическая модель) рублей как минимум.
Удачи в изготовлении улитки своими руками!
Надежный и автоматизированный станок для холодной штамповки
Откройте для себя мощную коллекцию прочных и эффективных. Станок для холодной ковки на Alibaba.com, предназначенный для выполнения различных задач промышленного прессования или ковки металла. Машины оснащены последними достижениями в области технологий и превосходно сконструированы, чтобы выдерживать тяжелые процессы. Эти невероятно сильные и умелые. Станки для холодной ковки оснащены передовыми технологиями для точного выполнения всех видов промышленных работ по металлу.Ведущий. станок для холодной ковки поставщики и оптовые торговцы на сайте предлагают эти впечатляющие продукты по доступным ценам.Продвинутый. Станки для холодной штамповки на месте изготовлены из прочных материалов, которые демонстрируют выдающуюся долговечность и стабильную оптимальную производительность. Они компактны по размерам и конструкции, поэтому их легко разместить в любом месте мастерских. Благодаря полностью автоматической и интегрированной системе эти. Станок холодной ковки отличается высокой производительностью и простотой в эксплуатации.Файл. Станок для холодной штамповки оснащен пневматическими захватными механизмами, которые обеспечивают стабильное усилие зажима во время работы.
На Alibaba.com много возможностей. Станок для холодной ковки различных форм, размеров и конструкций, учитывающий требования различных пользователей. Они оснащены сенсорными элементами управления, а также основными и вспомогательными рычагами, изготовленными из износостойких сплавов. Эти. Станок для холодной штамповки обладает антикоррозийными свойствами и устойчивостью к высоким температурам, а также многофункциональным механизмом захвата, который помогает удобно менять захват.Файл. Машина для холодной штамповки также оснащена гидравлическими устройствами защиты от перегрузки, системой управления ПЛК и вертикальным коленчатым валом.
Просмотрите отдельные. Станок для холодной ковки представлен на сайте Alibaba.com, и вы получите эти продукты в соответствии с вашими экономическими целями. Эти продукты соответствуют высоким стандартам качества и нормативным требованиям по сертификации. Их установка очень проста, а послепродажное обслуживание гарантирует, что они немедленно принесут вам пользу.
Прессы для холодной ковки | K1-E
Часто задаваемые вопросы
- Что такое HOLP
- Тандемные линии механического пресса с щелевой рамой
- Сцепление и тормоз мокрого типа
- Конструкция рамы пресса с ЧПУ
- Конструкция с шариковой чашкой и конструкция пальца на запястье
Мы предлагаем ответы для всех типов общих вопросов — будь то технические по своей природе или такие простые, как поиск карьерных возможностей.Примеры некоторых вопросов: Что такое HOLP? Где находится ближайший центр AIDA? Как мы можем получить копию руководства для нашей печатной машины AIDA? Что такое обратный тоннаж? Посетите наш раздел часто задаваемых вопросов, чтобы найти ответы на свои вопросы.
Посмотреть F.A.Q.Официальные документы AIDA-Tech
Темы, такие как расстояние между соединениями, системы направляющих скольжения, обратный тоннаж и т. Д., Технические документы AIDA-Tech предлагают информацию по различным техническим вопросам, связанным с штамповочными прессами и прессовыми операциями.
Просмотреть официальные документы AIDA-TechОтзывы пользователей
Пользователи прессы AIDA описывают свои компании и бизнес-операции, а также то, как они использовали технологию AIDA для достижения своих производственных целей и расширения своих возможностей и возможностей. Приводятся примеры различных типов компаний, от мастерских до поставщиков оборудования и производителей комплектного оборудования. Читайте дальше, чтобы узнать, как лидеры многих отраслей успешно сотрудничают с AIDA.
Посмотреть отзывы пользователейСтатьи о металлообработке
Мы поддерживаем библиотеку статей о металлообработке из различных отраслевых изданий, охватывающих широкий круг тем, связанных с штамповкой и прессованием. Темы включают в себя технологии печати, тенденции рынка и приложения для печати. Автором многих статей, собранных здесь, являются партнеры AIDA.
Посмотреть статьи о металлообработкеПартнеры по образованию
AIDA не только инвестирует 5% годового дохода во внутренние исследования и разработки, но также активно участвует в исследованиях с образовательными учреждениями, такими как Центр прецизионного формования (OSU), Institut für Умформтехник, Эдисон Свардинг и другие.
Об образовательных партнерахИсследования приложений и испытания штампов
Испытания штампов, предоставленные AIDA, в реальном времени с использованием ваших собственных штампов доказывают, что технология пресса AIDA может иметь множество преимуществ для ваших операций по штамповке, включая повышение производительности, более высокое качество деталей и т. Д. уменьшение количества брака и сокращение затрат на техническое обслуживание.
Исследования по применению и испытания штамповТехнология штамповочных прессов
На протяжении более 100 лет AIDA разрабатывает и производит специализированные изделия для обработки металлов давлением, такие как штамповочные прессы для металла и сопутствующее оборудование для автоматизации, такое как трансферы, роботы и питатели.Эксклюзивная технология штамповки AIDA используется во всем нашем широком ассортименте прессов грузоподъемностью от 30 до 4000 тонн.
Stamping Press TechnologyТермины и глоссарий
В зависимости от оснастки многие различные типы прессов могут выполнять множество функций. В этом разделе нашего веб-сайта объясняются типичные операции печатной машины и другие термины, относящиеся к характеристикам и функциям печатной машины, а также основные характеристики и конструкции печатной машины.
Посмотреть термины и глоссарийРабочий контекст | Процент наиболее популярных ответов | ||||
|---|---|---|---|---|---|
| Личные беседы — Как часто вам приходится проводить личные беседы с отдельными людьми или группами, выполняющими эту работу? | |||||
| Продолжительность стандартной рабочей недели — Количество часов, обычно отработанных за одну неделю. | |||||
| Нехватка времени — Как часто эта работа требует от работника соблюдения строгих сроков? | |||||
| Звуки и уровни шума отвлекают или вызывают дискомфорт — Как часто эта работа требует работы, связанной со звуками и уровнями шума, которые отвлекают или вызывают дискомфорт? | |||||
| Стоять стоя — Сколько на этой работе нужно стоять? | |||||
| Работа с рабочей группой или командой — Насколько важно работать с другими членами группы или команды на этой работе? | |||||
| Связаться с другими — Насколько эта работа требует, чтобы работник контактировал с другими (лицом к лицу, по телефону или иным образом) для ее выполнения? | |||||
| Влияние решений на коллег или результаты компании — Какие результаты обычно имеют ваши решения для других людей, имиджа, репутации или финансовых ресурсов вашего работодателя? | |||||
| Проводите время, используя свои руки, чтобы обращаться с объектами, инструментами или элементами управления или чувствовать их, контролировать или ощущать их. | |||||
| Ответственный за здоровье и безопасность других — Насколько велика ответственность за здоровье и безопасность других на этой работе? | |||||
| В открытом транспортном средстве или оборудовании — Как часто эта работа требует работы в открытом транспортном средстве или оборудовании (например,г., трактор)? | |||||
| Темп, определяемый скоростью оборудования — Насколько важно для этой работы, чтобы темп определялся скоростью оборудования или механизмов? (Это не относится к постоянной занятости на этой работе.) | |||||
| Важность точности или точности — Насколько важно быть очень точным или очень точным при выполнении этой работы? | |||||
| Очень высокая или низкая температура — Как часто эта работа требует работы при очень высоких (выше 90 F градусов) или очень низких (ниже 32 F градусов) температурах? | |||||
| Свобода принятия решений — Насколько свобода принятия решений без присмотра дает работа? | |||||
| Ответственность за результаты и результаты — Насколько работник несет ответственность за результаты работы и результаты других работников? | |||||
| Получены незначительные ожоги, порезы, укусы или укусы — Как часто при выполнении этой работы требуется воздействие незначительных ожогов, порезов, укусов или укусов? | |||||
| Частота принятия решений — Как часто от работника требуется принимать решения, которые влияют на других людей, финансовые ресурсы и / или имидж и репутацию организации? | |||||
| В помещении, не контролируемый окружающей средой — Как часто эта работа требует работы в помещении в неконтролируемых условиях окружающей среды (например,г., склад без тепла)? | |||||
| Координировать или руководить другими — Насколько важно координировать или руководить другими в выполнении рабочих действий в этой работе? | |||||
| Физическая близость — В какой степени эта работа требует, чтобы работник выполнял рабочие задачи в непосредственной близости от других людей? | |||||
| Важность повторения одних и тех же задач — Насколько важно повторять одни и те же физические нагрузки (например,g., ключевые записи) или умственной деятельности (например, проверка записей в бухгалтерской книге) снова и снова, без остановки, для выполнения этой работы? | |||||
| Тратить время на повторяющиеся движения — Насколько эта работа требует выполнения повторяющихся движений? | |||||
| Последствия ошибки — Насколько серьезным будет результат, если бы работник допустил ошибку, которую нелегко исправить? | |||||
| Структурированная и неструктурированная работа — В какой степени эта работа структурирована для работника, а не позволяет ему определять задачи, приоритеты и цели? | |||||
| Проводите время на ходьбе и беге — Насколько эта работа требует ходьбы и бега? | |||||
| Воздействие загрязняющих веществ — Как часто эта работа требует работы, подвергающейся воздействию загрязняющих веществ (таких как загрязняющие вещества, газы, пыль или запахи)? | |||||
| Общение с неприятными или сердитыми людьми — Как часто работник должен иметь дело с неприятными, сердитыми или невежливыми людьми в рамках требований работы? | |||||
| Частота конфликтных ситуаций — Как часто возникают конфликтные ситуации, с которыми сотрудник должен сталкиваться на этой работе? | |||||
| Степень автоматизации — Насколько автоматизирована работа? | |||||
| Уровень конкуренции — В какой степени эта работа требует от работника конкуренции или осведомленности о давлении со стороны конкурентов? | |||||
| Стесненное рабочее место, неудобные позы — Как часто эта работа требует работы в стесненном рабочем месте, требующей попадания в неудобное положение? | |||||
| Телефон — Как часто вы разговариваете по телефону на этой работе? | |||||
| Публичные выступления — Как часто вам приходится выступать публично на этой работе? | |||||
| Воздействие вибрации всего тела — Как часто эта работа требует воздействия вибрации всего тела (например,г., работать отбойным молотком)? | |||||
| Чрезвычайно яркое или недостаточное освещение — Как часто эта работа требует работы в условиях очень яркого или недостаточного освещения? | |||||
| Письма и заметки — Как часто работа требует письменных писем и служебных записок? | |||||
| Потратьте время на сгибание или скручивание тела — Насколько эта работа требует сгибания или скручивания вашего тела? | |||||
| В помещении, с контролем окружающей среды — Как часто эта работа требует работы в помещении в условиях с контролем окружающей среды? | |||||
| Работа в опасных условиях — Как часто эта работа требует воздействия опасных условий? | |||||
| Проводите время, стоя на коленях, приседая, наклоняясь или ползая — Насколько эта работа требует вставания на колени, приседания, наклона или ползания? | |||||
| Проводите время сидя — Сколько времени на этой работе нужно сидеть? | |||||
| Работа с внешними клиентами — Насколько важно работать с внешними клиентами или общественностью в этой работе? | |||||
| Тратьте время на поддержание или восстановление баланса — Насколько эта работа требует сохранения или восстановления баланса? | |||||
| Электронная почта — Как часто вы используете электронную почту на этой работе? | |||||
| В закрытом транспортном средстве или оборудовании — Как часто эта работа требует работы в закрытом транспортном средстве или оборудовании (например,г., машина)? | |||||
| На открытом воздухе, в неблагоприятных погодных условиях — Как часто эта работа требует работы на открытом воздухе в любых погодных условиях? | |||||
| Носите специальное защитное или защитное оборудование, такое как дыхательные аппараты, ремни безопасности, костюмы полной защиты или радиационная защита — Насколько эта работа требует ношения специального защитного или защитного оборудования, такого как дыхательный аппарат, ремни безопасности, костюмы полной защиты , или радиационная защита? | |||||
| Находиться на высоких постах — Как часто эта работа требует пребывания на высоких постах? | |||||
| На открытом воздухе, под прикрытием — Как часто эта работа требует работы на открытом воздухе под прикрытием (например,г., конструкция с крышей, но без стен)? | |||||
| Поднимитесь по лестницам, лесам или столбам — Насколько эта работа требует подъема по лестницам, подмосткам или столбам? | |||||
| Работа с физически агрессивными людьми — Как часто эта работа требует, чтобы работник имел дело с физической агрессией агрессивных людей? | |||||
| График работы — Насколько регулярны графики работы для этой работы? |
| ||||
| Воздействие радиации — Как часто эта работа требует воздействия радиации? | |||||
| Вы подвержены болезням или инфекциям — Как часто эта работа требует контакта с болезнями / инфекциями? | |||||
| Воздействие опасного оборудования — Как часто эта работа требует контакта с опасным оборудованием? | |||||
| Носите обычное защитное снаряжение, такое как защитная обувь, очки, перчатки, средства защиты слуха, каски или спасательные жилеты — Насколько эта работа требует ношения обычных защитных или защитных средств, таких как защитная обувь, очки, перчатки , каски или спасательные жилеты? |
Понимание процесса и его преимуществ
ВведениеХолодная штамповка — это процесс ударного формования, при котором пластически деформируется кусок сырья под действием высокого сжимающего усилия между пуансоном и матрицей в подходящем оборудовании, таком как машинный пресс.
Некоторые базовые методы включают выдавливание (вперед, назад, вперед и назад), чеканку, высадку и обжимку. Эти методы могут выполняться за один ход пуансона или за отдельные операции, в зависимости от требований конкретного приложения.
По сути, холодная штамповка — это процесс вытеснения, который придает существующему материалу желаемую форму; Сравните это с традиционной обработкой, при которой материал удаляется для создания желаемой формы. Как будет показано в следующих разделах, это различие дает несколько существенных преимуществ.В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Обычно при холодной ковке используются два типа штампов:
- Открытая поковка: Материал может улетучиваться после заполнения полости.
- Преимущество: меньшее напряжение и нагрузка
- Недостаток: может потребоваться некоторая последующая обработка в зависимости от требований приложения
- Закрытая поковка: Объем полости штампа точно такой же, как и объем материала, что позволяет достичь конечной формы или почти чистой формы.
- Преимущество: устраняет необходимость в последующей обработке
- Недостаток: повышенное напряжение и нагрузка; матрица может быть серьезно повреждена, если материал превышает
Основная причина, по которой многие компании переходят на холодную штамповку, заключается в том, что им необходимо добиться более высокой производительности производственной линии. Во многих случаях обычные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают в себя многопроходные операции для удаления материала и чистовой обработки детали (например,грамм. вертикальное, горизонтальное, массовое удаление, подкраска деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал в желаемую форму.
В зависимости от параметров детали, экономия времени на единицу продукции может привести к значительному повышению производительности. Например, некоторые детали, обработка которых занимает от 3 до 5 минут, могут достичь производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Возможность повышения производительности более чем в 100–200 раз обеспечивает быструю окупаемость инвестиций в штамп и оснастку для холодной штамповки.Таким образом, многие компании предпочли использовать другие методы только для создания прототипов или на ранних этапах производства, с переходом на холодную штамповку, запланированную для увеличения объемов производства.
Экономия материалов и снижение затратЕще одним ключевым преимуществом холодной ковки является отсутствие потерь материала. Вместо удаления значительного количества сырья в процессе холодной ковки используется все сырье.
Входы в его процесс представлены в виде заготовок материала, которые вырезаются из сырьевого материала (рулонов, балок, листов и т. Д.).). Каждая заготовка — это точное количество материала, необходимое для конечной детали, поэтому нет потерь или потерь материала. Этот безотходный процесс может предложить значительные преимущества при крупносерийном производстве, когда количество отходов на каждую деталь является ключевым фактором затрат, и / или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
Повышенная целостность и прочность деталейОчень важным фактором, который компании принимают во внимание при принятии решения об использовании холодной штамповки, является ее способность значительно улучшить прочность и целостность готовой детали.Ковка позволяет получить гораздо более прочные детали, чем аналогичные изделия, изготовленные литьем, сваркой, методами порошкового металла или механической обработкой необработанного прутка / листового металла.
Высокие силы сжатия при холодной штамповке фактически смещают и переупорядочивают зернистость основного материала, чтобы минимизировать любые внутренние недостатки. Это особенно важно для конструкций деталей, где требуемая форма имеет слабые места вдоль существующей текстуры основного материала — например, длинные выступы, которые пересекают структуру волокон, или узкие точки, которые могут быть подвержены поломке под нагрузкой.Процесс холодной штамповки решает эти проблемы, уменьшая беспокойство инженеров по поводу зернистости исходного материала.
Улучшенный внешний вид и обработка поверхностиХолодная штамповка также может предложить явные преимущества по сравнению с механической обработкой, прогрессивной штамповкой, литьем, сваркой и другими процессами изготовления, поскольку на выходе обычно не требуется дополнительных этапов обработки для достижения презентабельного внешнего вида и / или требуемой гладкости поверхности.
В зависимости от конкретных требований конечного применения, некоторые детали могут нуждаться в очистке для удаления заусенцев, канавок, бороздок или других артефактов в процессе обработки. Это не проблема для готовых деталей, созданных в процессе холодной штамповки.
Рекомендации по применениюХотя холодная ковка подходит не для всех областей применения, в определенных ситуациях она может дать очень значительные преимущества. Учитывая, что для этого требуется специализированное оборудование, а также вложения в инструменты и штампы, использование холодной штамповки должно быть сбалансировано с общими объемами производства, материальными затратами, требованиями к прочности деталей и прогнозами рентабельности инвестиций (ROI).
В некоторых случаях, когда решающее значение имеют прочность, форма и гладкость поверхности, холодная штамповка является единственным процессом, позволяющим эффективно производить детали, отвечающие требуемым спецификациям. Следовательно, некоторые из этих деталей, такие как сложные ведущие шестерни, разработаны специально для процесса холодной штамповки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Передача производства на аутсорсинг опытному партнеру по холодной штамповке может компенсировать инвестиции компании в капитальное оборудование, так что непериодические затраты на проектирование (NRE) могут быть сосредоточены на создании инструментов и штампов.Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком спектре конечных приложений и ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Объем материалаПри закрытой ковке необходимо точно контролировать размер заготовки. Избыточному материалу некуда уйти в закрытую полость матрицы при сжатии; это может вызвать чрезмерно высокое напряжение в штампе, что может привести к серьезному повреждению инструмента.С другой стороны, если используется открытая ковка, дополнительный материал обычно не вызывает подобных повреждений, как упомянуто выше, поскольку пути выхода материала обычно предусматриваются в процессе.
БондеризацияБондеризация — это процесс погружения, при котором поверхности заготовок покрываются фосфатом и мылом, чтобы облегчить поток материала через пуансоны или штампы во время процесса ковки. Это помогает снизить трение, силу и напряжение, а также улучшает качество поверхности.
ОтжигОтжиг — это процесс, который смягчает материал и снижает напряжение течения для облегчения течения материала.Промежуточный отжиг, применяемый между стадиями ковки, необходим, когда холодная ковка вызывает деформационное упрочнение до такой степени, что дальнейшая холодная обработка данного материала практически или возможна.
СмазкаПри холодной штамповке использование высоковязкого масла имеет решающее значение для уменьшения контакта металла с металлом без покрытия. Однако для того, чтобы также рассеивать выделяемое тепло, обычно также требуется добавление нужного количества жидкого масла.
РезюмеПонимание компромиссов при холодной штамповке и выбор партнера с большим опытом в области холодной штамповки, включая вертикальную интеграцию с другими процессами, может предложить конструкторам и инженерам-технологам ценную альтернативу традиционным процессам обработки или литья.
Ключ к успеху — начать оценку на раннем этапе процесса проектирования и рассмотреть общий объем производства и требования к наращиванию мощности, чтобы можно было использовать холодную штамповку для оптимальной рентабельности инвестиций и качественных результатов.
По сравнению с другими конкурирующими технологиями, такими как механическая обработка, литье под давлением, литье пластмасс под давлением , сварка и литье металла под давлением, холодная ковка создает изделия с более высокой ударной вязкостью, улучшенной структурной целостностью и большей точностью при использовании меньшего количества материала.Процесс также высокопроизводительный и оптимален для обработки поверхностей.
Холодная штамповка | MachineMfg
Холодная штамповка — это общий термин для обработки пластмасс, такой как холодная штамповка, холодная экструзия и холодная высадка.
Холодная штамповка — это процесс штамповки при температуре ниже температуры рекристаллизации материала, и это штамповка при температуре ниже температуры восстановления.
Ковка при производстве заготовок без нагрева называется холодной ковкой.
Материалы для холодной штамповки — это в основном алюминий и некоторые сплавы, медь и некоторые сплавы, низкоуглеродистая сталь, среднеуглеродистая сталь и низколегированная конструкционная сталь с меньшим сопротивлением деформации и хорошей пластичностью при комнатной температуре.
Холодные поковки имеют хорошее качество поверхности и высокую точность размеров, которые могут заменить некоторые процессы резания.
Холодная ковка позволяет упрочнить металл и повысить прочность детали.
ОпределениеХолодная штамповка, также известная как холодная объемная штамповка, представляет собой производственный процесс и метод обработки.
Это в основном то же самое, что и процесс холодной штамповки.
Процесс холодной штамповки также состоит из трех элементов: материалов, форм и оборудования.
Только материалы в процессе штамповки — это в основном листы, а материалы в процессе холодной штамповки — в основном диски или проволока.
Базовая концепцияХолодная ковка относится к формованию различного объема, выполняемой при температуре ниже температуры рекристаллизации металла.
Согласно теории металлографии, температура рекристаллизации различных металлических материалов различна; температура рекристаллизации = 0,3 ~ 0,5 температуры плавления.
Температура плавленияT приведена в следующей таблице:
| Металл | Мин. Температура рекристаллизации / ℃ | Металл | Мин. Температура рекристаллизации / ℃ |
| Железо (Fe) и медь | 360 ~ 450 | Олово (Sn) | 0 |
| Медь (Cu) | 200 ~ 270 | Свинец (Pb) | 0 |
| Алюминий (Al) | 100 ~ 150 | Вольфрам (Вт) | 1200 |
Из цифр в таблице известна самая низкая температура рекристаллизации металлического железа и неметалла.
Даже при комнатной или нормальной температуре формовку свинца и олова нельзя назвать холодной ковкой, а горячей штамповкой.
Однако формовку железа, меди и алюминия при нормальной температуре можно назвать холодной ковкой.
Форма холоднокованых деталей становится все более сложной, от первоначальных ступенчатых валов, винтов, гаек и трубопроводов до деталей сложной формы.
Типичный процесс шлицевого вала: принудительное нажатие на стержневую часть — промежуточную часть высадки — сжимающую шлицевую часть;
Основной процесс шлицевой втулки: предотвращение сдавливания чашеобразной части — нижняя часть выполнена в форме кольца — втулка сжимается.
Технология холодной экструзии цилиндрических шестерен также успешно применяется в производстве.
Помимо черных металлов, все большее распространение получают холодные экструзии медных сплавов, магниевых сплавов и материалов из алюминиевых сплавов.
Введение в процессХолодная прецизионная ковка — это (почти) процесс формирования сетки.
Детали, изготовленные этим методом, обладают высокой прочностью и точностью, а качество поверхности хорошее.
В настоящее время общее количество холодных поковок, используемых в обыкновенной иномарке, составляет 40 ~ 45 кг, а общее количество зубчатых деталей — более 10 кг.
Вес холоднокованой шестерни может достигать более 1 кг, а точность профиля зуба может достигать 7-го уровня.
Непрерывные технологические инновации стимулировали развитие технологии холодной экструзии.
С 1980-х годов специалисты по точной ковке в стране и за рубежом начали применять теорию раздельной ковки для холодной штамповки прямозубых и косозубых шестерен.
Основной принцип раздельной ковки заключается в создании разделенного или разделенного канала для материала в формовочной части заготовки или пресс-формы.
В процессе ковки, когда материал заполняет полость, часть материала течет в разделенный или разделенный канал.
Применение технологии раздельной ковки позволило производить высокоточные шестерни небольшого размера и без резки, чтобы быстро выйти на промышленные масштабы.
Для экструзионных изделий с отношением длины к диаметру 5, таких как поршневые пальцы, можно использовать холодную экструзию для однократного формования путем аксиального разделения остаточной массы в осевом направлении, при этом пуансон обладает хорошей стабильностью.
Для формования плоских цилиндрических зубчатых колес холодная экструзия продукта также может быть достигнута с помощью радиальных остаточных блоков.
Окклюзионная ковка — это односторонняя или противоположная экструзия металла за один или два штампа в закрытой матрице для получения точной ковки почти чистой формы без заусенцев.
Для некоторых прецизионных деталей автомобилей, таких как планетарные и полуосевые шестерни, звездообразные втулки, поперечные подшипники и т. Д., Если используется метод резки, не только коэффициент использования материала очень низок (менее 40% в среднем), но и также высоки затраты на рабочую силу и время, а стоимость производства чрезвычайно высока.
Зарубежные страны используют технологию окклюзионной ковки для производства этих поковок с сеткой, что устраняет большую часть обработки резанием и значительно снижает стоимость.
Поделиться — это забота!
.