Подсоединение кухонной вытяжки к вентиляции
Во время приготовления пищи в воздух попадают частички жира. Смешиваясь с пылью, жир оседает на обоях, потолке и всех открыто стоящих предметах. Естественно, что через небольшой промежуток времени ремонт на кухне, кухонный гарнитур и прочая мебель теряют свой первоначальный вид. Решение проблемы одно – установить вытяжку. Однако сама по себе вытяжка, даже при наличии угольного фильтра, вряд ли справится с проблемой. Повысить эффективность вытяжки можно подключив ее к вентиляции.
Так как кухня относится к категории жилых помещений с значительным загрязнением воздуха, то на ней обязательно имеется вытяжное вентиляционное отверстие. Именно к нему и подключается кухонная вытяжка. Соединение кухонной вытяжки с вентиляцией осуществляется по средствам вентиляционных коробов-каналов.
Рис.1. Наибольшая эффективность кухонной вытяжки достигается подключением ее к системе вентиляции здания. К вентиляционному каналу вытяжка подключается по средствам специальных вентиляционных коробов.

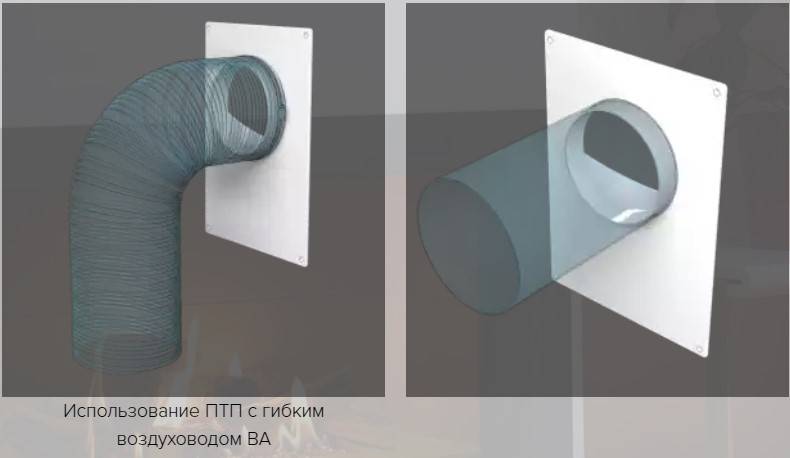
Вентиляционные короба-каналы бывают различные, для бытового применения наибольшее распространение получили 2 вида: гофрированный и пластиковый вентиляционный короб-канал.
Гофрированный вентиляционный канал представляет собой гибкую трубу-гофру, которая имеет возможность растягиваться. Для установки гофры не требуется никаких промежуточных элементов. Ее проводят от кухонной вытяжки непосредственно к вентиляционному отверстию. Недостатком гофры является ее неказистый внешний вид, поэтому часто ее скрывают в специальном гипсокартонном коробе.
Рис.3. Чтобы гофрированная труба не портила внешний вид кухни ее размещают в гипсокартонном коробе. Этот короб может использоваться и для установки подсветки кухонного гарнитура.

Пластиковый вентиляционный короб представляет собой трубу прямоугольного или круглого сечения. Этот тип вентиляционных каналов может устанавливаться как скрыто, так и открыто, благодаря своему привлекательному внешнему виду. Часто канал пропускают по поверхности кухонных шкафов, где он совершенно незаметен. Для соединений элементов пластикового вентиляционного короба существуют специальные переходники.
Рис.4. Более сложный, но более практичный вариант подключения вытяжки к вентиляции – это применения специальных вентиляционных коробов. Если их уложить на верх кухонного гарнитура, то они будут не заметны.
Подключение кухонной вытяжки к вентиляции начинают с определения диаметра фланца вытяжки. Для разных вытяжек этот размер может быть различен. Это самый важный геометрический размер, на втором месте по важности является длина вытяжного канала. Зная указанный параметр можно идти в магазин и приобретать нужные компоненты системы вентиляции.
Рис.5. При подключении вытяжки к вентиляции основную сложность создает место соединения вентиляционного канала и вытяжки. Для этого используется фланец, как правило он идет в комплекте с вытяжкой. Важно правильно подобрать диаметр переходника между вытяжкой и вентиляционным каналом.
Если Ваш выбор пал на гофрированный вентиляционный канал, то порядок действий следующий. Необходимо подобрать гофру диаметром равным диаметру фланца кухонной вытяжки. Сделать это не сложно, так как гофры имеют широкий спектр диаметров. Так же вам потребуется 2 хомута для закрепления гофры и накладка на вентиляционное отверстие. Важно отметить, что присоединительный диаметр накладки должен соответствовать диаметру гофры.
Соединение кухонной вытяжки и вентиляции гофрой очень простое. Сначала устанавливаете накладку на вентиляционный канал, затем прокладываете гофру по выбранному маршруту, после чего закрепляете гофру на кухонной вытяжке и канале с помощью хомутов. В принципе можно обойтись и без хомутов, однако существует вероятность, того что гофра будут плохо держаться и может сорваться как с фланца, так и с накладки.
В принципе можно обойтись и без хомутов, однако существует вероятность, того что гофра будут плохо держаться и может сорваться как с фланца, так и с накладки.
Рис.6. Если в качестве вентиляционного канала используется гофрированная труба, то в местах соединения с вентиляцией и вытяжкой необходимо установить хомуты. Таким образом гофрированная труба будет хорошо закреплена.
Соединение вытяжки с вентиляцией по средствам пластикового короба несколько сложнее, однако вряд ли вызовет затруднения. Важно правильно подобрать переходник между фланцем вытяжки и вентиляционным коробом. Так же необходимо правильно рассчитать количество переходников и соединителей. Если короб будет проходить по стене или потолку важно не забыть приобрести специальный крепеж.
Рис.7. Для соединения пластиковых вентиляционных каналов с вытяжкой и вентиляцией, а также для прокладки каналов и стыковки их между собой необходимо использовать специальные переходники.

Одним из важнейших элементов вентиляционный системы является накладка на вентиляционное отверстие. Для подсоединения кухонной вытяжки к вентиляции необходимо выбирать накладку, которая имеет, помимо отверстия под вентиляционный короб, решетку. Эта решетка будет обеспечивать естественную вентиляцию в случае, когда кухонная вытяжка выключена. Если решетка отсутствует, то естественной вентиляции не будет, что не допустимо для кухни.
Рис.8. При подключение вентиляционных каналов к вентиляционной шахте необходимо использовать специальную накладку на вентиляционное отверстие. Накладка состоит из места соединения с вентиляционным каналом и решетки. Если вытяжка будет выключена, то решетка обеспечит естественную вентиляцию кухни.
Как вы смогли убедиться, подсоединить кухонную вытяжку к вентиляции просто. Важно правильно подобрать переходник, который обеспечит герметичность вытяжки и короба, а также установить накладку обязательно с решеткой на вентиляционное отверстие, обеспечив возможность работы естественной вентиляции.
Вытяжка деталей с широким фланцем
При вытяжке деталей с широким фланцем вследствие того, что фланец в процессе работы не выходит из-под прижима и нет опасения образования гофр в конце вытяжки, радиусы закруглений матрицы / . ф могут быть взяты в 1,5—2,0 раза больше по сравнению с приведенными выше значениями г для материалов толщиной S до 3 мм они составляют (20- 10) s. [c.214]Зазор между стенками полой заготовки и прижимом должен быть небольшим, только лишь достаточным для обеспечения свободного вхождения прижима в заготовку. При вытяжке деталей с широким фланцем во избежание чрезмерного возрастания давления [c.44]
При вытяжке деталей с широким фланцем вследствие того, что фланец в процессе работы не выходит из-под прижима и нет опасе- [c.
 232]
232]Вытяжка цилиндрических деталей с широким фланцем более затруднительна, чем вытяжка деталей без фланца или с малым фланцем. При вытяжке деталей с широким фланцем деформация происходит не только за счет перемещения металла заготовки, а частично и за счет его утонения. Вследствие этого в полых цилиндрических деталях с широким фланцем глубина и диаметр вытяжки лимитируются относительным удлинением штампуемого материала и толщиной. При вытяжке деталей с широким фланцем наблюдается значительное утонение материала в зоне сопряжения дна и стенок, склонность к складкообразованию, причем как утонение, так и складкообразование увеличиваются с увеличением отноше-
Особенность построения переходов при вытяжке деталей с широким фланцем заключается в том, что диаметр заготовки будет изменяться лишь на первом переходе вытяжки, а на последующих переходах наружный диаметр фланца не изменяется (рис. 62).
Отсюда следует, что диаметральные размеры границы пластически деформируемой части заготовки на последующих переходах вытяжки деталей с широким фланцем должны быть больше размеров границы между плоской частью фланца и торообразной частью заготовки, контактирующей со скругленной кромкой матрицы на предыдущем переходе вытяжки. [c.173]
[c.173]
Учитывая сказанное, можно отметить, что размеры очага деформации на последующих переходах вытяжки деталей с широким фланцем значительно изменяются. Вначале, когда заготовка с фланцем начинает втягиваться в матрицу, размеры очага деформации увеличиваются (по аналогии с начальным периодом деформирования на последующих переходах вытяжки цилиндрических деталей). В случае вытяжки деталей с фланцем при достаточной высоте цилиндрической части мон ет наступить этап установившегося деформирования, когда размеры очага деформации, граничащего с цилиндрической частью исходной заготовки и цилиндрической частью, образованной в данном переходе, остаются постоянными. После того как верхняя граница очага деформации подойдет к торообразной части заготовки, образованной по кромке матрицы на предыдущем переходе вытяжки, размеры очага деформации опять начнут увеличиваться увеличение происходит до тех пор, пока верхняя граница очага не подойдет к плоской части фланца заготовки, деформируемой на данном переходе.
Так как при вытяжке деталей с широким фланцем обычно применяют матрицы с торообразной рабочей поверхностью (радиусные матрицы), то напряжение Ор ,ах на этапе установившегося деформирования может быть найдено по формуле (207). [c.174]
Следует отметить, что определение величины напряжения Ор, необходимого для спрямления торообразного участка заготовки, переходящего в плоскую часть фланца, представляет значительные трудности. Исходя из анализа процесса изгиба полосы с растяжением, можно было бы считать, что для полного спрямления заготовки могут потребоваться напряжения, близкие к напряжению текучести. Однако, учитывая, что спрямление сопровождается элементами втягивания заготовки (деформация ед является деформацией сжатия), можно полагать, что действие сжимающих напряжений Од будет способствовать уменьшению величины Ор, необходимой для спрямления торообразной части заготовки.
 Кроме того, следует учитывать, что при вытяжке деталей с широким фланцем последний в заключительной стадии деформирования подвергается обычно правке, т. е. сжатию между матрицей и прижимом, что также способствует уменьшению напряжения Ор, необходимого для спрямления.
[c.174]
Кроме того, следует учитывать, что при вытяжке деталей с широким фланцем последний в заключительной стадии деформирования подвергается обычно правке, т. е. сжатию между матрицей и прижимом, что также способствует уменьшению напряжения Ор, необходимого для спрямления.
[c.174]Однако имеются некоторые специфические особенности, которые следует учесть при установлении формулы для определения Орп,ах в заключительной фазе вытяжки деталей с широким фланцем. К ним относятся, во-первых, меньшее влияние трения под прижимом вследствие того, что толщина заготовки в очаге деформации меньше, чем по краю фланца, который не получает пластических деформаций на последующих переходах вытяжки 174 [c.174]
Вытяжка деталей с широким фланцем чаще всего (на многопозиционных прессах — как правило) осуществляется с так называемым проталкиванием, при котором на краевую фланцевую часть заготовки действуют осевые силы, заталкивающие заготовку в матрицу. Усилие заталкивания создается пружинным или резиновым устройством (буфером) или же пневматической подушкой (рис. 63).
[c.176]
63).
[c.176]
Исследование последующих переходов вытяжки деталей с широким фланцем при наличии заталкивающей силы позволило В. И. Вершинину установить еще одно интересное обстоятельство. При определенной величине заталкивающей силы наблюдается потеря устойчивости в цилиндрической части вытягиваемой заготовки с образованием кольцевой выпуклости на переходе от участка свободного изгиба к недеформируемой цилиндриче-ской части заготовки. [c.177]
Построение переходов в данном случае сходно с построением переходов при вытяжке деталей с широким фланцем, где каждый последующий переход увеличивает ширину фланца без изменения его наружного диаметра. При вытяжке конических деталей по третьему варианту наружные размеры заготовки также не изменяются, но на последующих переходах вытяжки увеличиваются размеры конической поверхности, причем угол наклона образующей к оси симметрии равен углу, заданному в готовой детали. Этот вариант вытяжки позволяет получить лучшее качество поверхности, чем предыдущий, так как спрямление торообразного участка при его переходе в конический может быть осуществлено при наличии достаточно больших меридиональных растягивающих напряжений, и вместе с тем угол поворота при спрямлении меньше, чем в предыдущем варианте. [c.187]
[c.187]
При вытяжке деталей с широким фланцем опасность образования гофров в конце вытяжки не возникает, так как фланец не выходит из-под прижима. Следовательно, в данном случае радиусы закруглений могут быть взяты большей величины по сравнению с вытяжкой деталей без фланца. [c.147]
В случае вытяжки деталей с широким фланцем упругое увеличение размеров значительно уменьшается, благодаря чему допуски могут быть взяты меньшими, примерно равными допускам после калибровки (табл. 134). [c.279]
Коэффициенты вытяжки деталей без фланца нельзя применять для расчета вытяжки деталей с широким фланцем и т. п. Обязательным условием является геометрическое подобие деформируемых заготовок, выражаемое отношением SiD. Разным значениям S D соответствуют разные величины допустимой степени деформации и коэффициентов вытяжки, обусловливаемые различной устойчивостью фланца одних и тех же размеров при равной толщине материала. [c.117]
[c.117]
Технологические расчеты вытяжки цилиндрических деталей с фланцем имеют ряд отличительных особенностей. При вытяжке деталей с широким фланцем следует строго соблюдать основные правила [c.130]
При вытяжке деталей с широким фланцем (рис, И 1,6) обычный коэффициент первой вытяжки т = d D не дает правильного представления об общей степени деформации, так как эта зависимость сохраняется при любой глубине вытяжки из заготовки диаметром D и может быть отнесена к любому промежуточному положению. [c.130]
Площадь поверхности металла, втянутого на первой операции в матрицу, постепенно уменьшается в процессе вытяжки. Поверхность каждого перехода (по средней линии толщины заготовки) разбивают на элементы, имеющие геометрически простую форму поверхности. Затем подсчитывают их площади по формулам табл. 31. Неизвестной величиной остается высота (глубина) вытяжки, которую находят, приравнивая сумму площадей элементарных поверхностен площади поверхности заготовки.
 Схема подсчета остается той же, что и для вытяжки деталей с широким фланцем. Так же, как и в первом случае, совсем не обязательно производить эти геометрические подсчеты.
[c.138]
Схема подсчета остается той же, что и для вытяжки деталей с широким фланцем. Так же, как и в первом случае, совсем не обязательно производить эти геометрические подсчеты.
[c.138]В случае вытяжки детали ступенчатой формы за несколько операций (рис, 130, б) их количество и последовательность определяются числом ступеней, если при этом коэффициенты вытяжки на каждой ступени не выходят из пределов, приведенных в табл. 45. Технологические расчеты вытяжки таких деталей основаны на строгом соблюдении правил перераспределения металла, аналогично вытяжке деталей с широким фланцем. [c.155]
При вытяжке ступенчатых деталей с широким фланцем должны быть соблюдены приведенные ранее правила, относящиеся к вытяжке деталей с широким фланцем. [c.156]
В табл. 154 приведены приближенные значения отклонений по диаметру цилиндрических полых деталей без фланца при обычной точности изготовления штампа. В случае вытяжки деталей с широким фланцем упругое увеличение размеров значительно уменьшается, благодаря чему отклонения могут быть взяты меньшими, примерно равными допускам после калибровки. [c.319]
[c.319]
Если радиус фланца вытягиваемой детали больше критического (i > / кр), он считается широким. Вытяжка деталей с широким фланцем возможна с более высокой степенью деформации, чем вытяжка детали без фланца (с полным перетягиванием заготовки в матрицу), или деталей с фланцем, радиус которого меньше критического. Особенность технологии вытяжки деталей с широким фланцем рассмотрена в п. 8.5. [c.127]
Последующие переходы вытяжки могут выполняться как it в конических, так и в радиальных (цилиндрических) матрицах со скругленной (торообразной) заходной частью, например, при вытяжке деталей с широким фланцем или при вытяжке в ленте (см. 8.6). [c.129]
Многопереходную вытяжку деталей с широким фланцем можно осуществлять без прижима заготовки двумя способами втягиванием заготовки в матрицу пуансоном передающим давление донному ее участку с последующей правкой фланца в отдельном штампе или вытяжкой с одновременным проталкиванием заготовки в матрицу силой, приложенной к торцовому участку заготовки, и правкой фланца в конечный момент вытяжки (рис 8 27). Второй способ вытяжки более предпочтителен, так как при проталкивании создаются осевые сжимающие напряжения, которые разгружают опасное сечение детали и это позволяет вести многопереходный процесс без межоперационных отжигов с высокой степенью итоговой деформации на многопозиционных листоштамповочных автоматах.
[c.146]
Второй способ вытяжки более предпочтителен, так как при проталкивании создаются осевые сжимающие напряжения, которые разгружают опасное сечение детали и это позволяет вести многопереходный процесс без межоперационных отжигов с высокой степенью итоговой деформации на многопозиционных листоштамповочных автоматах.
[c.146]
Особенность технологии вытяжки деталей с широким фланцем заключается в том, что после первой операции получают диаметр фланца, предусмотренный чертежом детали (с припуском на обрезку). На всех последующих операциях этот диаметр ос- [c.146]
При вытяжке деталей с широким фланцем проталкивание заготовки осуществляется специально предусмотренным в штампе толкателем, опирающимся на буферное устройство, или пуансоном с заплечиком (буртом). Пуансон с заплечиком не только проталкивает заготовку в матрицу, но и на заключительной стадии процесса разгибает и правит фланец. Этапы формоизменения детали при вытяжке с широким фланцем показаны на рис. 8.29. Излишне большое усилие проталкивания приводит к потере устойчивости полуфабриката, в результате чего появляются кольцевые вы-
[c.147]
8.29. Излишне большое усилие проталкивания приводит к потере устойчивости полуфабриката, в результате чего появляются кольцевые вы-
[c.147]
Вытяжку в ленте можно выполнять по схеме вытяжки деталей с широким фланцем (см. рис. 8.28). [c.154]
Если вытяжку в ленте ведут по схеме вытяжки деталей с широким фланцем с одновременным проталкиванием заготовки в матрицу, итоговая (суммарная) степень деформации без межоперационных отжигов может быть очень высокой, предельно допустимые итоговые коэффициенты вытяжки составляют для низкоуглеродистой стали 7,14 для алюминия — 6,25 для латуни Л62 и Л63 — 5,0—3,7. [c.155]
В случае вытяжки деталей с широким фланцем, когда нет угрозы складкообразования при выходе фланца из-под прижима, радиус можно увеличивать по сравнению с расчетным в 1,5—2 раза и довести его значение до (10 -т-20) 5. Однако для выполнения последней операции Гм, естественно, должен быть принят равным соответствующему радиусу на детали или следует ввести операцию калибровки. [c.291]
[c.291]
При вытяжке деталей с широким фланцем во избежание чрезмерного возрастания усилия прижима необходимо уменьшить контактную площадь прижима, что достигается выполнением буртика (рис. 19, д, слева), на матрице или выемки на прижиме (справа). Высота буртика или выемки е = (0,2 0,5) 5. [c.295]
Вытяжка цилиндрических деталей с фланцем. При малом размере фланца число вытяжек и их размеры рассчитываются так же, как и для вытяжки без фланца. Для деталей с широким фланцем значения относительной глубины при первой вытяжке приведены в табл. 61. [c.851]
Вытяжка деталей с широким фланцем. Цилиндрическая деталь с фланцем представляет собой продукт незавершенной вытяжки, когда заготовка не полностью протягивается через матрицу. В тех случаях, когда коэффициент вытяжки, определяемый как отношение диаметра заготовки к диаметру цилиндрической части вытягиваемой детали, меньше или равен допустимому коэффициенту вытяжки на первом переходе изготовления цилиндрического стакана, изготовление детали с фланцем не представляет затруднений. Действительно, в этом случае напряжение оГршах в опасном сечении на протяжении всего процесса вытяжки не достигает величины, способной вызвать разрушение заготовки. Следовательно, процесс вытяжки может быть остановлен в любой промежуточной фазе деформирования и при любом значении диаметра фланца (в пределах d [c.170]
Действительно, в этом случае напряжение оГршах в опасном сечении на протяжении всего процесса вытяжки не достигает величины, способной вызвать разрушение заготовки. Следовательно, процесс вытяжки может быть остановлен в любой промежуточной фазе деформирования и при любом значении диаметра фланца (в пределах d [c.170]
При сопоставлении формулы (214 ) с формулой (207), которая при Rlr = определяет величину Ор ах на этапе установившегося деформирования, можно заметить, что напряжение Орщах в заключительной фазе деформирования на последующих переходах вытяжки деталей с широким фланцем значительно больше Ортах на этапе установившегося деформирования. В связи с этим для оценки возможности формоизменения, определяемого коэффициентом вытяжки k = d ld , следует пользоваться формулами (214) и (214 ). [c.175]
На рис. 112 приведена зависимость наибольшей высоты вытяжкн Л от исходного диаметра заготовки Оц (при d = 50 мм г = 5 мм S = 0,8 мм). На рисунке разграничены отдельные области / — вытяжка цилиндрических деталей без фланца (линия А—В) 1 — вытяжка деталей с широким фланцем (линия В—С), причем в точке С диаметр фланца равен )ф i= 25G им /// — вытяжка деталей с весьма большим фланцем без увеличения высоты вытяжки h.
[c.130]
На рисунке разграничены отдельные области / — вытяжка цилиндрических деталей без фланца (линия А—В) 1 — вытяжка деталей с широким фланцем (линия В—С), причем в точке С диаметр фланца равен )ф i= 25G им /// — вытяжка деталей с весьма большим фланцем без увеличения высоты вытяжки h.
[c.130]
Более корректное решение задачи по определению диаметра технологического отверстия получают при использовании условия неизменности объема детали до и после деформации. Однако результаты измерений высот горловин, полученных отбортовкой, показали, что отклонения расчетных [по формуле (9.5) ] и опытных данных (при (s/D) 100 практического использования. Высота борта обычно не превышает 0,3 диаметра горловины D. Если технологическое отверстие подвергнуть зачистке, высота борта увеличивается до (0,3—0,4) D. В том случае, когда требуемая высота горловины больше предельно возможной (Л > Лтах), горловину получают предварительной вытяжкой цилиндрического углубления (за одну или несколько операций по схеме вытяжки деталей с широким фланцем) высотой h с последующей пробивкой технологического отверстия и отбортовкой его (см. рис. 9.3,6). Высота углубления. Л, обеспечивающая получение требуемой высоты горловины после отбортов- от ки, определяется зависимостью
[c.187]
рис. 9.3,6). Высота углубления. Л, обеспечивающая получение требуемой высоты горловины после отбортов- от ки, определяется зависимостью
[c.187]
Основная цель интенсификации формоизменения заготовок за-ключается в сокращении длительности технологического цикла и, следовательно, повышении производительности труда, сокращении числа занятого прессового оборудования и, соответственно, операторов. Отдельные способы интенсификации формоизменения нами уже рассматривались. К их числу относятся удаление зачисткой нагартованного слоя металла по кромке пробитого отверстия при отбортовке, проталкивание заготовки при. вытяжке деталей с широким фланцем, применение скользящих втулок — подпоров в штампах для обжима и раздачи трубчатых заготовок и пр. [c.228]
Вытяжка заготовки
Вытяжка без утонения стенки — операция, превращающая плоскую заготовку в полое изделие (полуфабрикат), без обусловленного
изменения толщины стенок.
Исходную плоскую заготовку для вытяжки получают с помощью вырубки. Заготовка для изготовления детали, имеющей форму тела вращения, представляет собой диск.
Схема операций вытяжки приведена на рис. 179. Нажимая пуансоном на заготовку, последняя постепенно вдавливается в отверстие матрицы. Центральная часть заготовки тянет за собой остальную кольцевую часть (фланец) до тех пор, пока вся заготовка не пройдет через отверстие матрицы (рис. 179, а).
Рис. 179. Схема операции вытяжки: а — первая вытяжка; б — образование складок; в— с прижимом заготовки; г — без прижима; д — с прижимом.
Для снижения концентрации удельных давлений на металл заготовки кромки пуансона и матрицы делают скругленными. Для первой вытяжки
стальной заготовки толщиной менее 3 мм радиусы закругления пуансона и
матрицы принимают равными rn = rm — (6 ÷ 10) S, а
для других материалов несколько меньшими. Радиус закругления пуансона для
промежуточных вытяжек
Радиус закругления пуансона для
промежуточных вытяжек
rn = 1/2 ּ (dn + 1 – dn)
,где dn+l — диаметр полуфабриката после n + 1 операции; dn — диаметр полуфабриката после n-й операции.
Для уменьшения потребного усилия вытяжки и вероятности разрушения заготовки величину одностороннего зазора между пуансоном и матрицей устанавливают равным Z = (1,1 ÷ 1,3)S.
Для того чтобы произвести вытяжку детали цилиндрической формы, необходимо, чтобы коэффициент вытяжки
К = Dзаг/dд = (1,5 ÷ 2).
Большие значения принимаются для более пластичных материалов.
В процессе вытяжки фланец заготовки претерпевает растяжения в радиальном направлении и сжатие в тангенциальном, при этом толщина заготовки изменяется.
В вытянутом стакане толщина распределяется следующим образом: по краю детали
толщина больше толщины исходной заготовки, а у донной части получается
утонение. Вследствие сжатия фланца заготовки в тангенциальном направлении при
определенном соотношении между шириной фланца и толщиной
заготовки может начаться процесс складкообразования (рис.
179, б).
Вследствие сжатия фланца заготовки в тангенциальном направлении при
определенном соотношении между шириной фланца и толщиной
заготовки может начаться процесс складкообразования (рис.
179, б).
В целях избежания образования складок фланец заготовки с помощью прижимного кольца прижимают к рабочему торцу матрицы с усилием, достаточным для предотвращения складкообразования (рис. 179, в). Этим обеспечивается качественная вытяжка.
Вероятность образования складок тем больше, чем больше отношение ширины фланца к толщине заготовки.
В процессе холодного деформирования металл упрочняется и пластичность его понижается. Поэтому при необходимости изготовления детали за несколько вытяжных операций полуфабрикат подвергают межоперационному отжигу с последующими травлением, промывкой и сушкой.
При вытяжных операциях имеет место внешнее трение между металлом заготовки,
матрицей и пуансоном, вызывающее в металле внутренние напряжения, способствующие
обрыву донышка, поэтому вытяжку ведут со смазкой, которая снижает коэффициент
трения. Для смазки применяют минеральные масла как чистые, так и с наполнителями
в виде чешуйчатого графита, мела и талька. Для простых случаев вытяжки применяют
мыльные эмульсии. Если за одну операцию нельзя изготовить деталь, то ее
изготовление осуществляется за несколько вытяжных операций.
Для смазки применяют минеральные масла как чистые, так и с наполнителями
в виде чешуйчатого графита, мела и талька. Для простых случаев вытяжки применяют
мыльные эмульсии. Если за одну операцию нельзя изготовить деталь, то ее
изготовление осуществляется за несколько вытяжных операций.
Схема последующей вытяжки представлена на рис. 179, г и д. Коэффициент вытяжки для последующих переходов берется меньше, чем для первой вытяжки, так как пластичность металла в процессе деформирования уменьшается.
Диаметр заготовки при вытяжке находится из равенства поверхности детали и исходной заготовки. Усилие вытяжки (приближенно) определяется по формуле Р = Fσпчn, где F — площадь поперечного сечения вытягиваемого стакана, σпч — предел прочности, n — отношение диаметра заготовки к диаметру стакана.
Выхлопные фланцы — универсальные | O’Reilly Auto Parts
Фланцы выхлопных газов — универсальные | O’Reilly АвтозапчастиСравнивать
- Номер детали:
- 31878
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31879
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31890
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31891
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31905
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31914
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31918
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31924
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31944
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31946
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31947
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31952
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31965
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31805
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31807
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31850
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31854
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31921
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31926
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31930
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31934
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31855
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31864
- Линия:
- WAL
Сравнивать
- Номер детали:
- 31876
- Линия:
- WAL
FX8041 Ремонтный комплект фланца выхлопной трубы глушителя 2 1/8 дюйма с полупрямой посадкой с преобразователями Bear River
Заявки:
Nissan Sentra 2. 0L ’07 -’12
0L ’07 -’12
Ремкомплект фланцевых труб с полупрямой посадкой
Резонатор к фланцу глушителя; Обе стороны фланцевого соединения
Включает прокладку и крепеж
В некоторых случаях может потребоваться отрезать трубу до нужной длины и приварить ее
Гарантия 5 лет / 50,000 миль
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ !!
Мы не несем ответственности за неправильную установку.
Внимательно прочтите описание, чтобы убедиться, что данный ремонт фланцевой трубы подойдет вашему автомобилю.
Поскольку это комплект с полупрямой установкой, могут потребоваться незначительные изменения для обеспечения подгонки.
Например, в некоторых случаях может потребоваться отрезать трубу до нужной длины.
Bear River Converters не несет ответственности за любые дополнительные расходы, которые могут возникнуть в результате этого.
Размеры:
Внутренний диаметр трубы: 2 1/8 «
Наружный диаметр трубы: 2 7/32 «
Ширина фланца: 4 7/8 «
Высота фланца: 3 «
Толщина фланца: 1/4 «
Внутренний диаметр фланца: 1 7/8 «
Центр отверстия под болт к центру: 3 5/8 дюйма
Диаметр отверстия под болт: 15/32 «
Материал фланца: низкоуглеродистая сталь
OAL Может варьироваться
Вес: 1 фунт. 12 унций.
12 унций.
Гарантия
Мы настолько уверены в качестве наших ремонтных комплектов, что предлагаем гарантию, что наши ремонтные комплекты не выйдут из строя из-за коррозии, растрескивания или раскола в течение 5 лет / 50 000 миль, в зависимости от того, что произойдет раньше. Эта гарантия не распространяется на повреждения, которые могут быть результатом неправильного использования, включая, помимо прочего: повреждение дороги, перегрев, отсутствие подвесов, сломанные крепления двигателя и т. Д. Если по какой-либо причине наш ремонтный комплект выйдет из строя при нормальном использовании, мы обязуемся замените его бесплатно.Ваш оригинальный счет-фактура и фотография неисправного ремонтного комплекта, который все еще установлен, потребуются для гарантии. Наша гарантия не покрывает расходы на доставку, оплату труда или другие затраты на установку. Он также не распространяется на случайные или косвенные убытки.
Изделие произведено и собрано в Канаде
Принцип работы выхлопных фланцев в автомобиле
Большинство людей не понимают назначения выпускных фланцев , если только они не нуждаются в замене одного из них. Поверхностное понимание того, что делает фланец, может быть очень важно при строительстве или обслуживании вашего автомобиля. Для начала вам необходимо понять назначение фланца и его расположение в автомобиле.
Поверхностное понимание того, что делает фланец, может быть очень важно при строительстве или обслуживании вашего автомобиля. Для начала вам необходимо понять назначение фланца и его расположение в автомобиле.
Выхлопные фланцы — небольшая, но важная часть для построения хорошо функционирующей выхлопной системы. Если бы вы увидели фланец, это был бы небольшой плоский кусок металла, который выглядел бы совсем несущественным.Однако этот небольшой кусок металла позволяет выхлопным газам беспрепятственно проходить через выхлопную систему вашего автомобиля. Эти фланцы важны для соединения выпускного коллектора с выхлопной трубой. Если фланец не подходит для вашей марки и модели, потенциально возможна утечка выхлопных газов. Многие фланцы предназначены для использования с резиновыми прокладками. По мере того как фланец затягивается на место с помощью резиновой прокладки, фланец сжимает резину. После сжатия резины образуется уплотнение между выхлопной трубой и коллектором. Чтобы прояснить это как можно более ясно, нам нужно сделать паузу и объяснить, что делают выпускной коллектор и выхлопная труба.
Чтобы прояснить это как можно более ясно, нам нужно сделать паузу и объяснить, что делают выпускной коллектор и выхлопная труба.
Выпускной коллектор собирает выхлопные газы автомобиля из разных мест и централизует их в одном месте. Эти коллекторы чаще всего изготавливаются из нержавеющей стали или чугуна. После того, как выхлопные газы попадают в коллекторы из разных мест, газ выходит из коллектора через выхлопную трубу, а затем выходит за пределы вашего автомобиля.
Газ поступает в результате сгорания двигателя. Коллектор необходим для удаления выхлопных газов из системы автомобиля, чтобы освободить место для большего количества выхлопных газов. Удаление газа из баллона называется продувкой. Очистка чаще всего происходит под давлением. Эти коллекторы сконструированы таким образом, что газы извлекаются или всасываются из цилиндра. Тогда, как упоминалось выше, коллектор станет воротами для выхода газов из автомобиля.
Выхлопная труба создает свободный путь для выхода выхлопных газов вашего автомобиля.Это важно для правильной работы вашего автомобиля. Забитые трубы могут вызвать множество проблем, мешающих вашему автомобилю функционировать должным образом.
Хотя выхлопные фланцы являются небольшой частью выхлопной системы, они необходимы для правильного функционирования системы. Без правильного фланца или даже без хорошо построенного фланца выхлопная система вашего автомобиля может быть повреждена. Производительность вашего автомобиля будет снижена из-за утечки в выхлопной системе. Эти утечки также могут представлять опасность для пассажиров автомобиля.Выхлопные газы чрезвычайно токсичны и опасны. Качественные фланцы необходимы для работы вашего автомобиля, а также для вашего здоровья и безопасности.
Подобрать фланец подходящего размера не составит труда. Кроме того, поиск качественного фланца должен быть одним из ваших главных приоритетов при поиске замены. Hells Gate Hot Rods предлагает отличные фланцы для многих марок и моделей.
Hells Gate Hot Rod предлагает множество выхлопных фланцев для ваших нужд.Эти фланцы разработаны с использованием САПР для обеспечения идеальной посадки и уплотнения. Эта посадка и уплотнение необходимы для эффективной работы вашего автомобиля и предотвращения любых опасностей, связанных с токсичными выхлопными газами.
При заказе фланцев у Hells Gate Hot Rods вы получите одну пару фланцев. После проектирования в САПР для обеспечения максимальной точности, они затем отправляются на установку плазменной резки высокой четкости с ЧПУ для поддержания этой точности. Используемая сталь — ⅜ ”маринованная и промасленная сталь. Этот тип стали представляет собой горячекатаный прокат, который легко чистить и обслуживать.Травление удаляет все загрязнения из стали. Затем, когда он будет смазан, это предотвратит коррозию стали. Эти два процесса позволят создать чистый фланец, устойчивый к коррозии. Использование этого типа стали позволит создать фланец, который служит дольше и выдерживает суровые условия под капотом.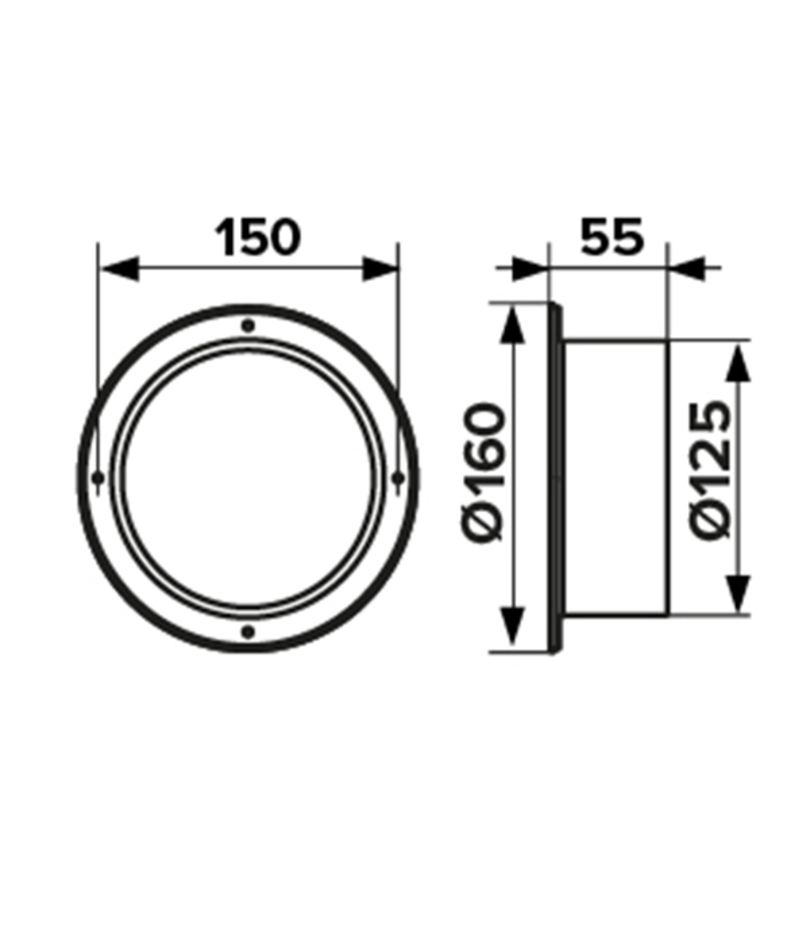
Предлагается множество фланцев, которые идеально подходят для ваших нужд. Если вам нужна помощь в определении подходящего фланца для вашего автомобиля, не стесняйтесь звонить в Hells Gate Hot Rods.Ниже приведены многочисленные фланцы, которые они доступны на Hells Gate Hot Rods :
.- Buick (гвоздь 264-322, гвоздь 364-425, прямой 8 248-263, прямой 8320)
- Cadillac (Cadillac 331 (ранний), Cadillac 331 (поздний), Cadillac 365-429, Cadillac Big Block 425-500)
- Chevrolet (Chevrolet 348-409, Chevrolet 4.3L V6, Chevrolet Big Block 396-454 (2,25 дюйма с круглым портом), Chevrolet Big Block 396-454, Chevrolet Early 6-цил. 216-261, Chevrolet Late 6-цил. 194-292, Chevrolet LS1-LS6, Chevrolet Small Block 265-400 (прямоугольный порт)
- Крайслер (Крайслер Хеми 331-392, Крайслер Поли 301-354)
- DeSoto (Desoto Hemi 276-345)
- Додж (Додж А серии 277-326, Додж Хеми 241-325)
- Ford (Ford 351C, 351M, 400, Ford Big Block 429-460, Ford FE 332-390, Ford Flathead 221-239, Ford Flathead V8-60, Ford Model A, B, Ford Small Block 221-351W, Ford Y -Блок 239-312)
- Mopar (Mopar Big Block 350-440, Mopar Slant 6 170-225, Mopar Small Block 318-360, Mopar Small Block W-2)
- Oldsmobile (Oldsmobile 238, Oldsmobile 303, Oldsmobile 324-374 (Split Port), Oldsmobile 324-374, Oldsmobile Big Block 350-455)
- Понтиак (Понтиак 326-455)
Теперь, когда у вас есть выхлопные фланцы, что вы собираетесь с ними делать? Знать, как заменить фланцы, может быть несложным процессом. Здесь мы собираемся предложить несколько шагов по замене этих фланцев. Сделай сам создал простую пятишаговую инструкцию о том, как заменить выпускной фланец. После того, как вы приобрели план, вы можете выполнить этот простой процесс, чтобы заменить старый или деформированный фланец:
Здесь мы собираемся предложить несколько шагов по замене этих фланцев. Сделай сам создал простую пятишаговую инструкцию о том, как заменить выпускной фланец. После того, как вы приобрели план, вы можете выполнить этот простой процесс, чтобы заменить старый или деформированный фланец:
- Найдите болты — Эти болты можно легко найти, когда автомобиль будет поднят домкратом. Эти болты будут расположены на выхлопном отверстии.
- Снимите болты -Вы должны удалить все болты, кроме двух болтов, которые находятся с обеих сторон жатки.
- Ослабьте выпускной фланец и прокладку. -Этот фланец может застрять. Чтобы удалить его, вам, возможно, придется использовать нож или другой плоский кусок металла, чтобы поддеть фланец. Если использовалась резиновая прокладка, вам, возможно, придется соскрести всю резину, чтобы убедиться, что есть надлежащее уплотнение. У некоторых автомобилей будет только фланец, а у других — фланцевая прокладка и фланец.

- Снимите фланец -Убедитесь, что каждая часть прокладки была удалена, если она есть.Это обеспечит правильную посадку.
- Замените фланец -После снятия фланца и фланцевой прокладки замените их, убедившись, что уплотнение в порядке. После этого вы можете вставить болты и снова затянуть их в исходное состояние.
Выполнение этих простых шагов может позволить вам заменить большинство фланцев. Фланец является важной частью вашего автомобиля, даже если он кажется незначительным. Очень важно правильно подобрать фланец для вашего автомобиля. Глядя на хот-роды Hells Gate, вы сможете найти фланец правильного размера и фланец, разработанный САПР из превосходных материалов.
Что такое выпускной фланец? (с иллюстрациями)
Выхлопной фланец — это устройство, используемое для присоединения выхлопной трубы к выхлопному коллектору или другому участку выхлопной трубы. Выпускной фланец, обычно предназначенный для размещения выпускной прокладки между выпускным коллектором и выпускной трубой, изготавливается с точным углом, чтобы исключить вероятность любых утечек выхлопных газов при затяжке. В современных выхлопных системах используется патрубок шарового типа, который устраняет необходимость в прокладке, поскольку выхлопной фланец прижимается к предварительно отформованной выхлопной трубе, создавая герметичное уплотнение.
В современных выхлопных системах используется патрубок шарового типа, который устраняет необходимость в прокладке, поскольку выхлопной фланец прижимается к предварительно отформованной выхлопной трубе, создавая герметичное уплотнение.
Почти все типы выхлопных газов, от коллекторов до трубчатых коллекторов, включают в себя выпускной фланец в той или иной форме для предотвращения утечек выхлопных газов.В некоторых версиях фланца используется так называемая кольцевая прокладка, которая помогает герметизировать систему. Кольцевая прокладка представляет собой круглую прокладку, в которой используется плоское и гладкое центральное отверстие для надежной фиксации выхлопной трубы.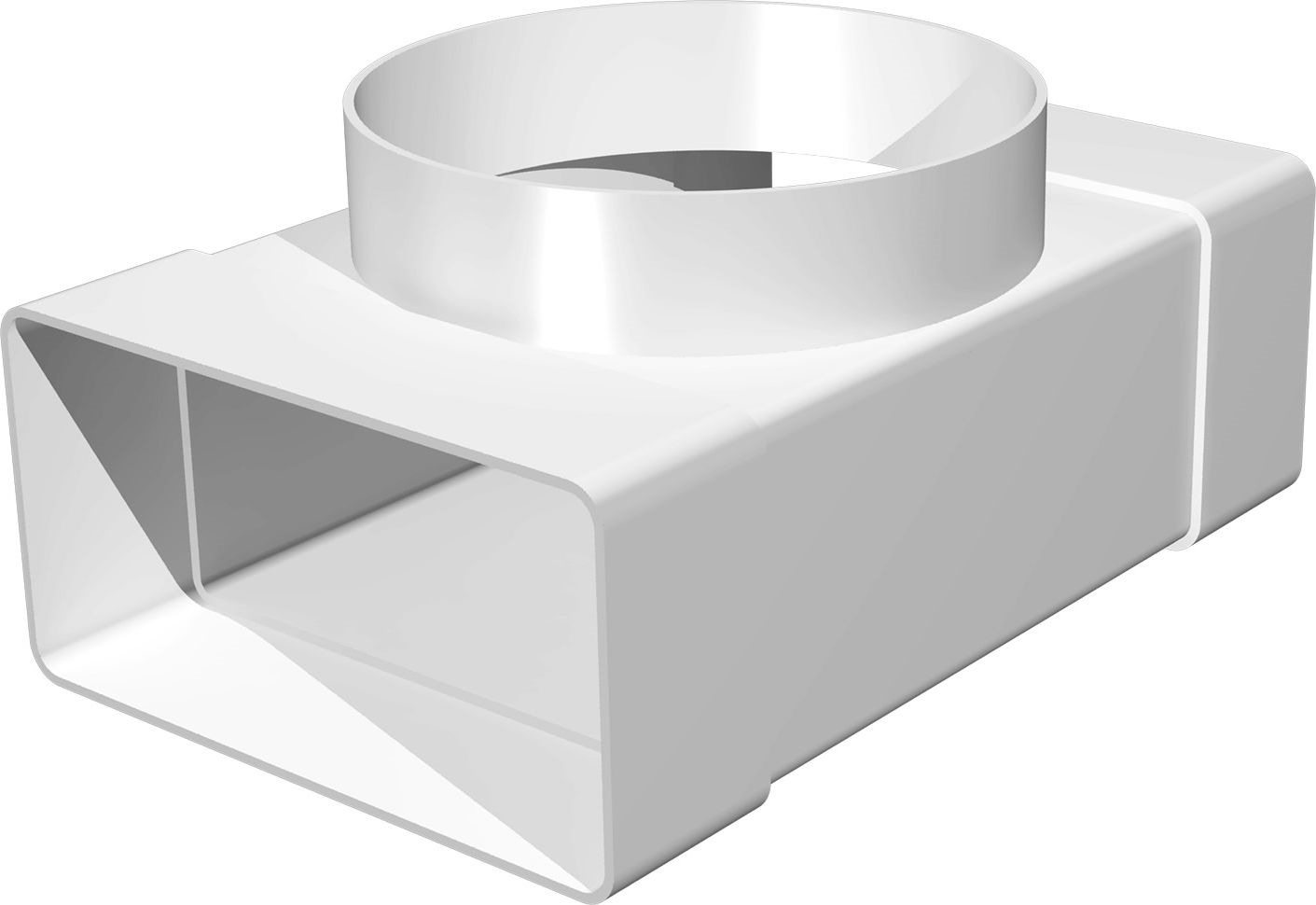 Внешний диаметр кольцевой прокладки изготовлен с небольшим углом с каждой стороны, который вставлен во фланец на выпускном коллекторе и выпускной трубе. Когда выпускной фланец затягивается, кольцевая прокладка втягивается во фланец и создает прочное уплотнение, которое сдерживает звук выхлопа, дым и тепло.
Внешний диаметр кольцевой прокладки изготовлен с небольшим углом с каждой стороны, который вставлен во фланец на выпускном коллекторе и выпускной трубе. Когда выпускной фланец затягивается, кольцевая прокладка втягивается во фланец и создает прочное уплотнение, которое сдерживает звук выхлопа, дым и тепло.
Типичный выхлопной фланец представляет собой не что иное, как штампованную стальную манжету, которая удерживается на выхлопной трубе за счет небольшого раструба на выхлопной трубе.Обычно для фиксации фланца при затяжке используются два или три болта. В некоторых фланцевых болтах используется тяжелая цилиндрическая пружина для поддержания некоторого давления на фланец, даже если болт может ослабнуть. Эта цилиндрическая пружина помещается поверх фланцевого болта и вокруг него, прежде чем она будет ввинчена во фланцевую гайку. После затяжки пружина прижимается к пластине фланца и оказывает давление на фланец.
Эта цилиндрическая пружина помещается поверх фланцевого болта и вокруг него, прежде чем она будет ввинчена во фланцевую гайку. После затяжки пружина прижимается к пластине фланца и оказывает давление на фланец.
Частично из-за высокой температуры, с которой болты фланца расположены в непосредственной близости от выхлопной трубы, а также из-за суровых условий под автомобилем на ежедневной основе, болты фланца выхлопной системы обычно крайне трудно сохранить при ремонте или модернизации. к выхлопной системе.Болты обычно срезаются горелкой, а затем снимаются с выпускных коллекторов с помощью плоскогубцев. Новые фланцевые болты устанавливаются в коллектор с использованием покрытия из противозадирного компаунда, чтобы облегчить снятие при следующей дате технического обслуживания или интервале ремонта.
Новые фланцевые болты устанавливаются в коллектор с использованием покрытия из противозадирного компаунда, чтобы облегчить снятие при следующей дате технического обслуживания или интервале ремонта.
Фланцы выхлопной трубы
Что такое выпускной фланец и для чего он нужен?
Мелочи имеют значение.Это мелочи в двигателе автомобиля, которые скрепляют все это. Показательный пример: выпускные фланцы.
Выхлопные фланцы — одна из тех маленьких, но важных деталей, о которых многие люди даже не думают, пока они не сломаются. Они отвечают за соединение и герметизацию различных точек выхлопной системы.
Между выпускным коллектором и коллектором имеются фланцевые соединения. Хотя в наши дни многие автомобили используют этот тип соединения для соединения других деталей выхлопной системы, таких как глушители, водосточные трубы и каталитические нейтрализаторы.
Фланцы выхлопных труб постоянно подвергаются резким перепадам температур. Эти детали изготовлены из прочных материалов (нержавеющая сталь). Эти перекрестки также могут со временем стать жертвами ржавчины, особенно в штатах, где зимой дороги покрыты солью — если посмотреть на вас, Юта.
Выхлопные фланцы необходимы для предотвращения утечек в выхлопной системе. Они проходят между прокладками и вашими коллекторами, а затем в ваших трубах и, в конечном итоге, в глушителях.
Выпускной коллектор — или коллекторы — в вашем автомобиле может быть набором труб или чугунным коллектором в сборе.Эквивалентен водопроводу, эти трубы удаляют сгоревший газ из цилиндров и выбрасывают выхлопные газы через выхлопную систему, которая, в зависимости от вашего автомобиля, издает приятные хлопки и потрескивания. Выпускной фланец предназначен для уплотнения поверхности коллектора по отношению к головке блока цилиндров для предотвращения утечек в системе. Выхлопные газы горячие, и любая утечка в моторном отсеке может вызвать более серьезные проблемы, кроме менее эффективного дыхания.
Выпускной фланец предназначен для уплотнения поверхности коллектора по отношению к головке блока цилиндров для предотвращения утечек в системе. Выхлопные газы горячие, и любая утечка в моторном отсеке может вызвать более серьезные проблемы, кроме менее эффективного дыхания.
Выхлоп — это система, в которой утечки недопустимы, поэтому следует вовремя позаботиться о хрупких соединениях.
Vivid Racing предоставляет все необходимое для завершения ремонтных работ, включая фланцы глушителя, фланцы коллектора и многое другое!
Если вам нужны выхлопные фланцы для конкретных автомобилей или универсальные, мы поможем вам. Мы поставляем детали самых распространенных размеров, включая 2-дюймовые выпускные фланцы и 3-дюймовые выпускные фланцы. Каким бы ни было ваше приложение, здесь вы найдете подходящие компоненты для него.
Купите онлайн или позвоните одному из наших профессионалов мирового уровня по телефону 1-480-966-3040.
Выпускной фланец — что нужно знать
Что такое выпускной фланец?
Выхлопной фланец — это кусок металла, который крепится болтами непосредственно к двигателю вашего автомобиля и позволяет изготавливать специальные коллекторы.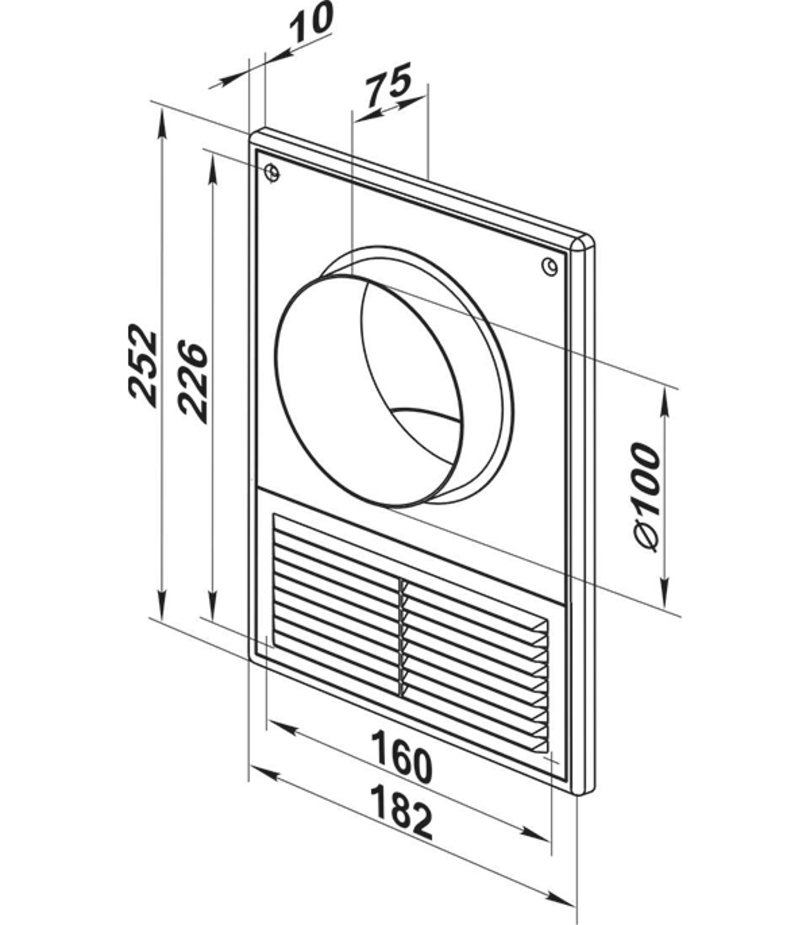 Им по-прежнему требуется выпускная прокладка между фланцем коллектора и двигателем / головкой. Выпускной фланец, как правило, конструируется таким образом, чтобы соответствовать форме и размеру порта для каждого применения, а также расстоянию между отверстиями для болтов и рисунку, чтобы обеспечить хорошее прилегание и уплотнение по отношению к двигателю.
Им по-прежнему требуется выпускная прокладка между фланцем коллектора и двигателем / головкой. Выпускной фланец, как правило, конструируется таким образом, чтобы соответствовать форме и размеру порта для каждого применения, а также расстоянию между отверстиями для болтов и рисунку, чтобы обеспечить хорошее прилегание и уплотнение по отношению к двигателю.
В Hells Gate Hot Rods все фланцы созданы для каждого конкретного применения, как указано в описании продукта, и сделаны настолько универсальными, насколько это возможно. И они по-прежнему подходят правильно. Это отличное решение для вас создать набор нестандартных коллекторов для размещения необходимого пространства в моторном отсеке, чтобы избежать таких предметов, как рулевое управление, рельсы рамы, опоры двигателя и т. Д. Это самая обширная линейка выхлопных фланцев, доступная от одиночная компания.
Как заменить выпускной фланец?
Вам нужны новые выпускные фланцы для вашего двигателя? Хотите сэкономить, заменив выхлопной фланец самостоятельно? Хорошая идея. Замена выпускного фланца может быть довольно простым процессом.
Замена выпускного фланца может быть довольно простым процессом.
Вот несколько шагов по замене выхлопного фланца. Сделай сам создал простую пятишаговую инструкцию о том, как заменить выпускной фланец. После того, как вы приобрели свой план, вы можете выполнить этот простой процесс, чтобы заменить старый или деформированный фланец выхлопной системы:
- Найдите болты: Эти болты можно легко найти, когда автомобиль будет поднят домкратом.Болты будут расположены на выхлопном отверстии.
- Снимите болты: Вы должны удалить все болты, кроме двух болтов, которые находятся с обеих сторон жатки.
- Ослабьте выпускной фланец и прокладку: Ваш фланец может застрять. Чтобы снять его, вам, возможно, придется использовать нож или другой плоский кусок металла, чтобы поддеть выхлопной фланец. Если использовалась резиновая прокладка, вам, возможно, придется соскрести всю резину, чтобы убедиться, что есть надлежащее уплотнение.
 Некоторые автомобили будут иметь только фланец, в то время как другие автомобили будут иметь фланцевую прокладку и выпускной фланец.
Некоторые автомобили будут иметь только фланец, в то время как другие автомобили будут иметь фланцевую прокладку и выпускной фланец. - Снимите фланец: Убедитесь, что каждая часть прокладки была удалена, если она есть. Это обеспечит правильную посадку.
- Замените фланец: После снятия фланца и фланцевой прокладки замените их, убедившись, что уплотнение в порядке. После этого вы можете вставить болты и снова затянуть их в исходное состояние.
Следуя этим простым шагам, вы можете заменить большинство фланцев, которые являются важной частью вашего двигателя.Очень важно найти правильный фланец для вашего автомобиля. Вот где вы захотите связаться с Hells Gate Hot Rods . Вы сможете подобрать выхлопной фланец подходящего размера, купив фланец, разработанный в САПР из превосходного материала.
Как определить, выходит из строя выпускной коллектор
Если вы хотите иметь отличный ходовой хотрод, вам нужна отличная выхлопная система. Как узнать, что с выхлопом что-то не так? Следите за этими симптомами :
Как узнать, что с выхлопом что-то не так? Следите за этими симптомами :
- Двигатель очень шумный: Это один из первых симптомов, которые могут возникнуть.Вы можете услышать звук, похожий на шипение или постукивание, исходящий от вашего двигателя. Этот шум, вероятно, будет более заметен при холодном пуске или при ускорении.
- Снижение мощности и ускорение: Еще одна вещь, на которую следует обратить внимание, — это любые проблемы с производительностью двигателя. Неисправность прокладки выпускного коллектора может привести к этим проблемам с двигателем. Хотя изначально падение производительности двигателя может быть небольшим, оно будет ухудшаться, если о нем не позаботиться.
- Потеря эффективности использования топлива: Потеря мощности и ускорения приведет к снижению эффективности использования топлива. Для того, чтобы ваш двигатель работал таким же образом, он должен работать интенсивнее, что требует больше топлива. Стоимость ремонта вашего выхлопа будет ничем по сравнению с увеличением расходов на бензин, если вы его не почините.
- Запах гари в моторном отсеке: Неисправность прокладки, вызывающая утечку возле любых пластмассовых деталей или проводки, может привести к нагреву выхлопных газов, вызывающему возгорание этих компонентов.Это может быть причиной запаха гари из моторного отсека. Если это ваша проблема, вы также можете увидеть небольшое количество дыма в дополнение к запаху. Запись никогда не бывает хорошей, поэтому проверьте это как можно скорее.
- Подвешивание выхлопной трубы : Если какая-либо часть трубы сломается, она может начать висеть под автомобилем. Если у вас свисает выхлопная труба, почините ее как можно скорее. Это опасность для вас и других водителей на дороге.
- Запах газа : Запах газа во время вождения является признаком возможных проблем с выхлопом.Вероятно, это означает, что одна из выхлопных труб или трубок повреждена и протекает. Когда это происходит, пары бензина попадают в кабину вашего автомобиля.
Если вы заметили один или несколько из этих симптомов и считаете, что проблема в выхлопной системе, не ждите, пока она будет проверена и / или заменена.
Как это исправить
Утечка в выпускном коллекторе может нанести серьезный ущерб вашему двигателю, если ее не устранить. Это может даже привести к сгореванию выпускного клапана, что может привести к тому, что выхлоп из камеры сгорания не будет течь во впускной коллектор.Хорошая новость заключается в том, что довольно легко заменить на в большинстве автомобилей.
- Что нужно: Чтобы сделать самому, вам понадобится пара гаечных ключей или глубоких головок для снятия коллектора. Кроме того, нужно удалить следы старой прокладки. Вы можете использовать наждачную бумагу или наждачную бумагу с легким зерном, но лучше всего подойдет небольшой скребок из-за плотных границ.
- Стоимость труда: Этот тип ремонта в магазине, вероятно, займет 2-3 часа и в большинстве магазинов будет стоить от 160 до 270 долларов.Если вы пойдете в дилерский центр, ожидайте, что диапазон будет больше примерно 220–330 долларов.
- Стоимость запчастей: Она будет варьироваться в зависимости от марки, модели и года выпуска автомобиля, а также от количества цилиндров в двигателе. Вы можете купить новую прокладку всего за 20 долларов. Поэтому, если вы сделаете ремонт самостоятельно, общая стоимость может составить всего 20 долларов, или это может обойтись вам примерно в 400 долларов, если вы пойдете в дилерский центр.
Если вам нужен новый выхлопной фланец или какие-либо другие детали для выхлопной системы, обратите внимание на Hells Gate Hot Rods для всех ваших потребностей в выхлопе.
Преимущества использования правильных фланцевых пластин выхлопных газов
Одними из самых маленьких и простых, но важных, как и любая другая часть выхлопной системы, являются пластины выхлопных фланцев. Они обеспечивают соединение между сегментами трубы и выпускным коллектором, обеспечивая тем самым беспрепятственный путь для потока выхлопных газов. Многие люди уделяют этим деталям очень мало внимания, по крайней мере, до тех пор, пока они не выйдут из строя и не потребуют замены. Чтобы выбрать правильный фланец, необходимо учитывать размер и материал.
Стандартные пластины фланца выхлопной системы OEM идеально подходят для автомобиля, если в нем не было каких-либо модификаций послепродажного обслуживания. Втулка на фланце имеет два или три отверстия, разнесенных по разному, в зависимости от модели, которые должны совпадать с отверстиями на коллекторе.
Когда дело доходит до размеров и идеальной подгонки, диаметр фланца не обязательно должен совпадать с диаметром выхлопной трубы. То, что ему действительно нужно, чтобы он имел такой же диаметр, так это отверстие на коллекторе.Трубки с другой стороны пластин выхлопного фланца можно регулировать. Пять измерений фланца, которые вам необходимо понять, — это внутренний диаметр, высота, ширина, толщина и окружность болтов.
Обычные размеры внутреннего диаметра — 50, 63 и 76 миллиметров. Они бывают разных диаметров окружности болтов, поэтому убедитесь, что окружность болта и внутренняя окружность соответствуют вашему коллектору. Ширина и высота менее важны, поскольку они обычно совместимы, если совпадают два предыдущих. Ни одно из этих измерений не имеет значения, если вы имеете дело с овальным выхлопным фланцем.Рынок овальных фланцев выхлопных газов значительно меньше, поэтому найти подходящий вариант намного проще.
Когда дело доходит до материала, зачастую самым дешевым выбором являются стальные фланцы. Они подвержены коррозии и обладают низким пределом прочности. Усовершенствованием стальных фланцев являются фланцы из нержавеющей стали, которые обеспечивают лучшую коррозионную стойкость по более высокой цене. Над фланцами из нержавеющей стали расположены алюминиевые фланцы, которые в целом обладают гораздо лучшими характеристиками.Вам следует выбрать фланец, изготовленный из того же материала, что и ваша выхлопная система, поскольку каждая цепь настолько же прочна, насколько и ее самое слабое звено.