Основные материалы применяемые для пайки * Алмазное сверление бетона
| Удельный вес при температуре 20°С | 7,31 |
| Температура плавления | 231,9°С |
Олово — мягкий, ковкий металл серебристо-белого цвета. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию («оловянная чума»). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами.
| Удельный вес при температуре 20°С | 11,34 |
| Температура плавления | 327°С |
Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев.
На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев.
| Удельный вес при температуре 20°С | 8,6 |
| Температура плавления | 321°С |
Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев.
| Удельный вес при температуре 20°С | 6,68 |
| Температура плавления | 630,5°С |
Сурьма — хрупкий серебристо-белый металл. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев.
| Удельный вес при температуре 20°С | 9,82 |
| Температура плавления | 271°С |
Висмут — хрупкий серебристо-серый металл. Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
| Удельный вес при температуре 20°С | 7,1 |
| Температура плавления | 419°С |
Цинк — синевато-серый металл. В холодном состоянии хрупок. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
| Удельный вес при температуре 20°С | 8,6 — 8,9 |
| Температура плавления | 1083°С |
Медь — красноватый металл, тягучий и мягкий. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов.
Применяется для изготовления тугоплавких припоев и сплавов.
| Припой | Удельный вес при температуре 20°С | Температура плавления |
|---|---|---|
| Олово | 7,31 | 231,9°С |
| Висмут | 9,82 | 271°С |
| Кадмий | 8,6 | 321°С |
| Свинец | 11,34 | 327°С |
| Цинк | 7,1 | 419°С |
| Сурьма | 6,68 | 630,5°С |
| Медь | 8,6 — 8,9 | 1083°С |
| Температура размягчения | от 55°C до 83°С |
Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Применяется как флюс для пайки мягкими припоями.
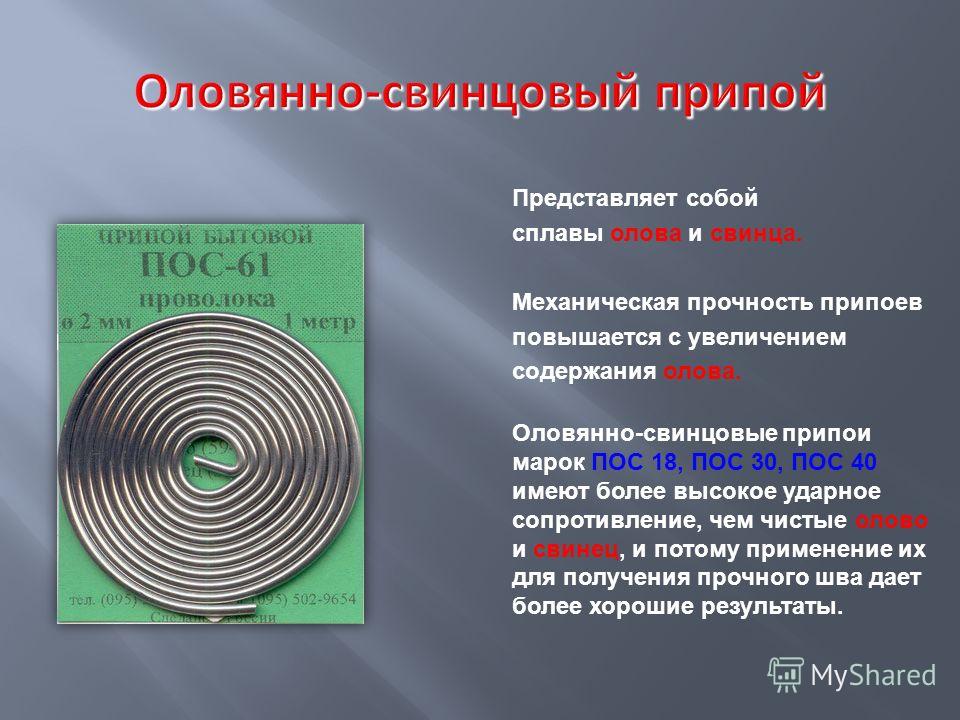
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др. Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах (ПОС-61, ПОС-40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведён в таблице 2.
Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах (ПОС-61, ПОС-40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведён в таблице 2.
Легкоплавкие припои
Таблица 1. Легкоплавкие припои.
| Марка припоя | Темпе- ратура | Область применения |
|---|---|---|
| Сплав Вуда | 60 °С | Пайка, когда требуется особо низкая температура плавления припоя. |
| Cплав д’Арсенваля | 79 °С | Пайка, когда требуется особо низкая температура плавления припоя. |
| Сплав «Розе» | 92-95 °С | Пайка, когда требуется особо низкая температура плавления припоя. |
| ПОСВ-33 | 130 °С | Пайка плавких предохранителей. |
| ПОСК-50 | 145 °С | Пайка деталей из меди и её сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов. |
| ПОСК-47-17 | 180 °С | Пайка проводов и выводов элементов к слою серебра, нанесённого на керамику методом вжигания. |
| ПОС-61 | 190 °C | Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05 — 0,08 мм) обмоточных проводов, в том числе высоко — частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. |
| П-200 | 200 °С | Пайка тонкостенных деталей из алюминия и его сплавов. |
| ПОС-90 | 222 °C | Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
| ПОС-50 | 222 °C | То же, но когда допускается более высокий нагрев, чем при ПОС-61 |
| ПОС-40 | 235 °С | Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС-50 или ПОС-61. |
| ПОС-30 | 256 °С | Лужение и пайка механических деталей не ответственного назначения из меди и её сплавов, стали и железа. |
| ПОССу-4-6 | 265 °С | Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем. |
| ПОС-18 | 277 °С | Лужение и пайка при пониженных требованиях к прочности шва, деталей не ответственного назначения из меди и её сплавов, оцинкованного железа. |
| П-250 | 280 °С | Пайка тонкостенных деталей из алюминия и его сплавов. |
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Флюсы растворяют и удаляют оксиды и загрязнения с поверхности паяемого соединения. Кроме того, во время пайки они защищают от окисления поверхность нагреваемого металла и расплавленный припой. Всё это способствует увеличению растекаемости припоя, а следовательно, улучшению качества пайки. Флюс выбирают в зависимости от свойств соединяемых пайкой металлов или сплавов и применяемого припоя, а также от способа пайки. Остатки флюса, особенно активного, т продукты его разложения нужно удалять сразу после пайки, так как они загрязняют места соединений и являются очагами коррозии. При монтаже электро и радиоаппаратуры наиболее широко применяются канифоль и флюсы, приготовленные на её основе с добавлением неактивных веществ — спирта, глицерина и даже скипидара. Канифоль не гигроскопична, является хорошим диэлектриком, поэтому не удаленный остаток её не представляет опасности для паяного соединения. Данные о флюсах, наиболее часто применяемых в любительской практике, приведены в таблице 2 и таблице 3.
Канифоль не гигроскопична, является хорошим диэлектриком, поэтому не удаленный остаток её не представляет опасности для паяного соединения. Данные о флюсах, наиболее часто применяемых в любительской практике, приведены в таблице 2 и таблице 3.
Неактивные флюсы
Таблица 2. Неактивные (безкислотные) флюсы.
| Состав в % | Область применения | Способ удаления остатков |
|---|---|---|
| Канифоль светлая | Пайка меди, латуни, бронзы легкоплавкими припоями. | Промывка кистью или тампоном, смоченным в спирте или ацетоне. |
| Канифоль — 15-18; спирт этиловый — остальное (флюс спиртоканифольный) | То же, и пайка в труднодоступных местах | Тоже |
| Канифоль — 6; глицерин -14; спирт этиловый или денатурированный — остальное (флюс глицерино-конифольный) | То же, при повышенных требованиях к герметичности паяного соединения. | То же |
Активные флюсы
Таблица 3. Активные (кислотные) флюсы.
Активные (кислотные) флюсы.
| Состав % | Область применения | Способ удаления остатков |
|---|---|---|
| Хлористый цинк — 25-30; концентрированная соляная кислота — 06-07; остальное вода | Пайка деталей из чёрных и цветных металлов. | Тщательная промывка водой. |
| Хлористый цинк (насыщенный раствор) 3,7: вазелин технический 85; вода дистиллированная -остальное (флюс паста) | То же, когда по роду работы удобнее пользоваться пастой. | Тщательная промывка водой. |
| Хлористый цинк — 1,4; глицерин — 3; спирт этиловый -40; остальное вода дистиллированная. | Пайка никеля, платины и её сплавов. | Тщательная промывка водой. |
| Канифоль — 24; хлористый цинк — 1; остальное этиловый спирт. | Пайка цветных и драгоценных металлов (в том числе золото), ответственных деталей из чёрных металлов. | Промывка ацетоном. |
| Канифоль — 16; хлористый цинк — 4; вазелин технический — 80; (флюс паста) | То же, для получения соединений повышенной прочности, но только деталей простой конфигурации, не затрудняющей промывки. | Тщательная промывка водой. |
Пайка сталей с гальваническим покрытием
Пайка сталей с гальваническим покрытием цинком или кадмием возможна оловяно-свинцовами припоями паяльником с применением флюса хлористого цинка. Пайка с канифольными флюсами не даёт качественного соединения.
Пайка алюминия припоями ПОС
Пайка алюминия припоями ПОС затруднительна, но всё же возможна, если оловянно-свинцовый припой содержит не менее 50% олова (ПОС-50, ПОС-61, ПОС-90). В качестве флюса применяют минеральное масло. Лучшие результаты получаются при использовании щелочного масла (для очистки оружия после стрельбы). Удовлетворительное качество пайки обеспечивает минеральное масло для швейных машин и точных механизмов. На место пайки наносят флюс и поверхность алюминия под слоем масла зачищают скребком или лезвием ножа, чтобы удалить имеющуюся всегда на поверхности алюминия оксидную плёнку. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт. При пайке алюминия толщиной более 2 мм место пайки нужно предварительно прогреть паяльником и только после этого наносить флюс.
При пайке алюминия толщиной более 2 мм место пайки нужно предварительно прогреть паяльником и только после этого наносить флюс.
Пайка алюминия припоями
П-200 и П-250 Коррозийная стойкость паяльных швов, выполненных этими припоями, несколько ниже, чем выполненных оловяно-свинцовыми припоями. Флюс представляет собой смесь олеиновой кислоты йодида лития. Йодид лития (2-3 г) помещают в пробирку или колбу и добавляют 20 мл (около 20 г) олеиновой кислоты. В состав флюса может входить от 5 до 17% йодида лития. Смесь слегка прогревают, опустив пробирку в горячую воду, и перемешивают до полного растворения соли. Готовый флюс сливают в чистую стеклянную посуду и охлаждают. Если используется водная соль лития, то при её растворении на дно пробирки опускается слой водной смеси, а флюс всплывает и его осторожно сливают. Перед пайкой жало хорошо прогретого паяльника (температура жала должна быть около 270 — 350 °C) зачищают и лудят припоем, пользуясь чистой канифолью. Соединяемые поверхности деталей смачивают флюсом, лудят и паяют. После охлаждения остатки флюса удаляют тампоном из ткани, смоченным в спирте, ацетоне или бензине, и покрывают шов защитным лаком. Флюс в процессе пайки не выделяет токсичных и обладающих резким запахом веществ. С ткани и кожи рук он легко смывается водой с мылом.
После охлаждения остатки флюса удаляют тампоном из ткани, смоченным в спирте, ацетоне или бензине, и покрывают шов защитным лаком. Флюс в процессе пайки не выделяет токсичных и обладающих резким запахом веществ. С ткани и кожи рук он легко смывается водой с мылом.
Пайка нихрома
Пайка нихрома (нихром с нихромом, нихром с медью и её сплавами, нихром со сталью) может быть осуществлена припоем ПОС-61, ПОС-50 (хуже — ПОС-40) с применением флюса следующего состава в граммах: Вазелин — 100, хлористый цинк в порошке — 7, глицерин — 5. Флюс приготовляют в фарфоровой ступке, в которую кладут вазелин, а затем добавляют, хорошо перемешивая до получения однородной массы, последовательно хлористый цинк т глицерин. Соединяемые поверхности тщательно зачищают шлифовальной шкуркой и протирают ваткой, смоченной в 10%-ном спиртовом растворе хлористой меди, наносят флюс, лудят и только после этого паяют.
При пайке в домашних условиях припой обычно набирают и наносят паяльником. Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и всё же бывает трудно добиться хорошего качества пайки. Облегчить пайку и улучшить её можно с помощью паяльной пасты. Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путём. Если паста получилась слишком густой, в неё добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой. Применение паяльной пасты, кроме того, позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и всё же бывает трудно добиться хорошего качества пайки. Облегчить пайку и улучшить её можно с помощью паяльной пасты. Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путём. Если паста получилась слишком густой, в неё добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой. Применение паяльной пасты, кроме того, позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
«Паяльная лента» незаменима при сращивании проводников, трубок, стержней, когда нет возможности воспользоваться электрическим паяльником. Чтобы изготовить «паяльную ленту», необходимо сначала приготовить пасту из опилок припоя, канифоли и вазелина. Пасту наносят тонким ровным слоем на миткалевую ленту. Место пайки обматывают в один слой «паяльной лентой», смачивают бензином или керосином и поджигают. Предварительно соединяемые поверхности желательно залудить.
Лужение проводов в эмалевой изоляции.
При зачистке выводных концов обмоточного провода ЛЭШО, ПЭЛШО, ПЭЛ и ПЭВ при помощи наждачной бумаги или лезвия нередки надрезы и обрывы тонких жил провода. Зачистка путём обжига также не всегда даёт удовлетворительные результаты из-за возможного оплавления проводов малого сечения. Кроме того, в месте обжига провод теряет прочность и легко обрывается. Для зачистки проводов малого сечения в эмалевой изоляции можно использовать полихлорвиниловую трубку. Отрезок трубки кладут на дощечку и, прижимая провод к трубке плоскостью жала хорошо разогретого паяльника, лёгким усилием 2 — 3 раза протягивают провод. При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой трубки можно воспользоваться обрезками монтажного провода или кабеля в плихлорвиниловой изоляции. Провод в эмалевой изоляции любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалециловой кислоты (аспирина) провод ещё раз лудят, используя чистую канифоль.
Отрезок трубки кладут на дощечку и, прижимая провод к трубке плоскостью жала хорошо разогретого паяльника, лёгким усилием 2 — 3 раза протягивают провод. При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой трубки можно воспользоваться обрезками монтажного провода или кабеля в плихлорвиниловой изоляции. Провод в эмалевой изоляции любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалециловой кислоты (аспирина) провод ещё раз лудят, используя чистую канифоль.
Вместо припоя — клей.
Часто приходится припаивать провод к детали из металла, трудно поддающегося пайке: нержавеющей стали, хрома, никеля, сплавов алюминия и др. Деталь в месте присоединения провода тщательно очищают от грязи и оксидов и обезжиривают. Луженый конец провода обмакивают в клей БФ-2 и жалом нагретого паяльника прижимают к месту соединения в течении 5 — 6 секунд. После остывания на место контакта наносят 1 — 2 капли эпоксидного клея и сушат до полного затвердевания.
Деталь в месте присоединения провода тщательно очищают от грязи и оксидов и обезжиривают. Луженый конец провода обмакивают в клей БФ-2 и жалом нагретого паяльника прижимают к месту соединения в течении 5 — 6 секунд. После остывания на место контакта наносят 1 — 2 капли эпоксидного клея и сушат до полного затвердевания.
Сварка вместо пайки.
Электросварка значительно сокращает время, затрачиваемое на монтажные работы, даёт соединения, выдерживающие высокотемпературный нагрев, не требует припоев, флюсов, предварительного лужения, позволяет соединять проводники из металлов и сплавов, трудно поддающихся пайке, например провода электронагревательных приборов. Для сварки необходимо иметь источник постоянного или переменного тока напряжением 6 — 30 вольт, обеспечивающий ток не менее 1 ампер. Электродом для сварки служит графитовый стержень от использованных батарей КБС или других, заточенный под угол 30° — 40°. В качестве держателя электрода можно использовать щуп от ампервольтметра с наконечником «крокодил». В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыков сварка получается чистой, без окалины. Работать необходимо в светозащитных очках.
В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыков сварка получается чистой, без окалины. Работать необходимо в светозащитных очках.
Как паять алюминий.
Покрываете место пайки тонким слоем канифоли и сразу же натираете таблеткой анальгина. Далее облуживаете поверхность припоем ПОС-50, прижимая к ней с небольшим усилием жало сильно нагретого паяльника. Ацетоном смываете остатки флюса. Снова осторожно прогреваете поверхность и смываете флюс. Теперь можете начать пайку обычным образом.
Чтобы жало паяльника не подгорало.
Чтобы защитить стержень от обгорания, его нужно обмазать тонким слоем смеси силикатного клея и сухой минеральной краски (окись железа, цинка и магния). Перед включением паяльника покрытие нужно хорошо просушить, иначе клей вспенится и покрытие будет осыпаться.
Как зачистить проводники печатной платы.
Кроме уже известных способов зачистки проводников печатной платы перед пайкой или лужением, хорошо себя зарекомендовал способ, описанный ниже. На ватный тампон наносят несколько капель технической соляной кислоты и протирают им поверхность фольги. Кислота хорошо удаляет слой окиси меди, практически не затрагивая металл. После этого плату надо промыть под проточной водой, сначала в горячей, а потом в холодной. Отверстия под выводы деталей лучше просверлить после этой обработки. При работе с кислотой необходимо соблюдать меры безопасности.
Качество паяного соединения не зависит от количества припоя и флюса, скорее наоборот: излишки припоя могут скрыть дефекты соединения, а обилие флюса приводит к загрязнению места пайки. Хорошее паяное соединение характеризуется такими признаками: паяная поверхность должна быть светлой блестящей или светло-матовой, без тёмных пятен и посторонних включений, форма паяных соединений должна иметь вогнутые галтели припоя (без избытка припоя). Через припой должны проявляться контуры входящих в соединение выводов элементов и проводников.
Через припой должны проявляться контуры входящих в соединение выводов элементов и проводников.
«Паяльную кислоту» (хлористый цинк) получают путём растворения металлического цинка в концентрированной соляной кислоте из расчёта 412 г/л. Кислоту осторожно вливают в посуду с кусочками цинка, причём уровень не должен превышать 3/4 глубины посуды. При окончательном растворении цинка прекращается выделение пузырьков водорода. Полученному раствору хлористого цинка дают отстояться до прозрачности и оккуратно сливают в пузырёк.
Вместо «паяльной кислоты» можно использовать флюс, приготовленный из равных по массе долей хлористого амония и глицерина. При этом место пайки не окисляется. Флюс пригоден и для пайки нержавеющей стали.
Вместо флюса при лужении стальных деталей (в том числе из нержавеющих сталей) перед пайкой можно воспользоваться отрезком полихлорвиниловой трубки. Место пайки зачищают и обезжиривают. Жалом хорошо прогретого паяльника с каплей припоя растирают на месте пайки отрезок этой трубки до получения равномерного слоя полуды. Затем ведут пайку как обычно.
Затем ведут пайку как обычно.
Заржавевшие детали из чёрных металлов перед пайкой следует опустить на 10 — 12 ч в хлористый цинк, разведённый наполовину дистиллированной водой.
Ацетоно-канифольный флюс не уступает по качеству пайки спирто-канифольному. Он хорошо смачивает поверхность и легко затекает в зазор между паяемыми деталями. Поэтому при отсутствии спирта можно приготовить флюс и на ацетоне, взяв его в таком же соотношении, которое указано в таблице 3. Однако необходимо помнить, что ацетон токсичен и обладает резким неприятным запахом, поэтому работать с таким флюсом можно только при хорошей вентиляции помещения.
Хранить жидкий и полужидкий флюс (спирто-канифольный, «паяльную кислоту» и др) удобно в полиэтиленовой маслёнке, хоботок которой закрывается специальной пробкой. С помощью такой маслёнки можно легко и быстро наносить требуемое количество флюса на место пайки. При этом флюс расходуется экономно, уменьшается испарение его растворителя, пайка получается более чистой и аккуратной.
Припаять обойму шарикоподшипника к фланцу можно с помощью припоя ПОС-61 и флюса следующего состава: спирт этиловый — 5 г, триэтаноломин — 2 г. Перед пайкой детали следует обезжирить, после пайки — промыть узел в бензине и подшипник смазать.
Для сращивания проводов из сплавов с высоким сопротивлением (нихром, константан, манганин и др.) можно использовать простой способ, не требующий какого-либо специального инструмента. Провода в месте соединения зачищают и скручивают. Затем пропускают высокий ток, чтобы место соединения накалилось докрасна. На это место пинцетом кладут кусочек ляписа, который при нагревании расплавляется, в результате чего образуется хороший электрический контакт.
Тонкие медные провода можно сваривать в пламени спиртовки или спички. Для этого их зачищают на 20 мм, складывают, аккуратно скручивают, и нагревают до тех пор, пока не образуется шарик расплавленного металла, дающий надёжный контакт.
Лудить алюминий легче, если его предварительно покрыть медью. Нужное место зачищают и аккуратно наносят на него две-три капли насыщенного раствора медного купороса. Далее к алюминиевой детали подключают отрицательный полюс источника постоянного тока, а к положительному полюсу присоединяют кусок медного провода, конец которого опускают в каплю купороса, так чтобы провод не касался алюминия. Через некоторое время на поверхности детали осядет слой красной меди, который после промывки и сушки лудят обычным способом. В качестве источника тока можно использовать батарейку от карманного фонаря.
Нужное место зачищают и аккуратно наносят на него две-три капли насыщенного раствора медного купороса. Далее к алюминиевой детали подключают отрицательный полюс источника постоянного тока, а к положительному полюсу присоединяют кусок медного провода, конец которого опускают в каплю купороса, так чтобы провод не касался алюминия. Через некоторое время на поверхности детали осядет слой красной меди, который после промывки и сушки лудят обычным способом. В качестве источника тока можно использовать батарейку от карманного фонаря.
Обнавлено:
Как правильно паять паяльником провода: медные, алюминиевые
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Содержание статьи
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода..jpg) В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые.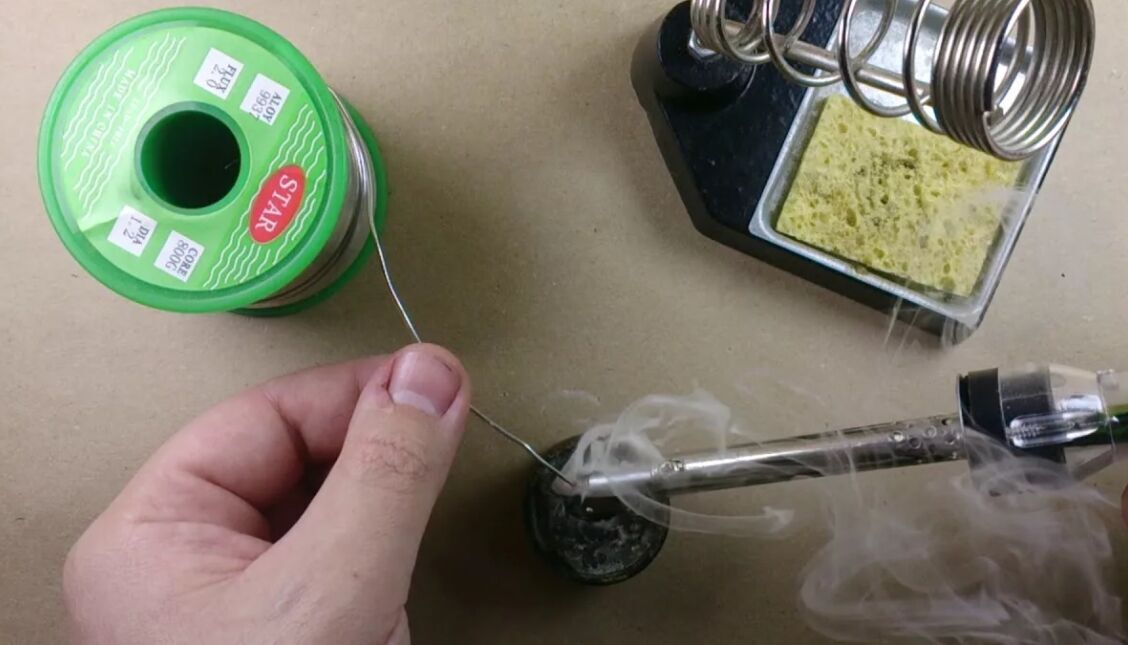 Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника.
 Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому.
 Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и прощеЕсть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
10 вариантов использования паяльника – Chandlertools
Каждый мастер знаком с паяльником. Он расплавляет припой (металлический сплав с низкой температурой плавления) для сплавления двух материалов с использованием тепла, подаваемого через концентрированную точку. Это особенно удобно для таких продавцов, как электронщики, ювелиры, слесари и т.п.
Это также намного безопаснее и точнее, чем плавление с помощью других нагревательных инструментов, таких как горелка, и практически не имеет риска воспламенения или сжигания материалов, которые вы используете. Чтобы узнать больше о том, что может паяльник, вот 10 способов:
1) Пайка в кровельном деле
Кровельщики часто используют припой для сплавления компонентов медной кровли. Он также используется при создании мигающей крыши. Поскольку кровельные работы не требуют такой аккуратности, как работа с мелкими деталями, обычный паяльник для кровельных работ имеет широкое жало, которое может очень быстро нагреваться и часто поддерживается газом для поддержания своего тепла в ветреную погоду.
2) Пайка металлических желобов
Металлические желоба для домов скрепляются пайкой. Это похоже на материалы, которые кровельщик использовал бы для гидроизоляции крыш. Пайка создает постоянное соединение, которое делает желоба герметичными. Однозначно пригодится в дождливую погоду!
3) Пайка витражей и мозаик
Красивые разноцветные узоры, которые вы видите в витражах и мозаиках, скреплены припоем. Обычно для этого требуется более мощный 100-ваттный паяльник, а также другие инструменты, такие как стеклорез или шлифовальный станок.
4) Пайка пластиковых печатных плат
Одним из наиболее распространенных применений паяльника является пайка пластиковых печатных плат в электронике. Металлический сплав припоя обеспечивает продолжение электрического тока при соединении двух проводов. Требуемая для этого точность часто означает необходимость использования более точных инструментов, включая контроль температуры паяльника.
5) Пайка для электриков
Как и в случае с монтажными платами, электрики используют паяльники для сращивания проводов в жилых и коммерческих помещениях. Они также используют их для плавления проводов в электрических терминалах или панелях управления.
Они также используют их для плавления проводов в электрических терминалах или панелях управления.
6) Пайка в авторемонте
Хотя припой недостаточно прочен для ремонта двигателя, он обычно используется для заполнения неровных пространств, сглаживания шероховатых поверхностей или уплотнения соединений. Его также можно использовать для заполнения отверстий, сплавления металлических панелей и лужения краев металлических листов при ремонте кузова вашего автомобиля.
7) Паяльные инструменты для домашних работ
Еще одно распространенное применение паяльника — домашние работы домашних мастеров. Широкая тематика означает, что в дополнение к обычному паяльнику есть несколько инструментов для пайки, таких как паяльник или паяльник.
8) Пайка в ювелирных изделиях
Еще одна профессия, требующая большой точности. Ювелиры, как правило, используют паяльники или паяльники со сменными наконечниками для большей точности при работе с ювелирными изделиями. Припой также имеет высокий процент серебра.
Припой также имеет высокий процент серебра.
Из-за оксидов, которые образуются, когда вы нагреваете металл, ювелиры обычно используют флюс буры для уменьшения окисления, чтобы помочь сохранить качество своей работы.
9) Вакуумные трубки для пайки
Вакуумные трубки можно припаивать для создания герметика и изоляции деталей при выполнении соединений металл-керамика. Это важно в электронике, поскольку почти вакуум обеспечивает свободное прохождение электрического тока.
10) Пайка в сантехнике
В целях безопасности сантехники используют бессвинцовый припой при соединении сантехнических труб. В то время как более крупные проекты обычно можно выполнять с помощью горелки, в некоторых ситуациях они работают в ограниченном пространстве, где паяльник будет безопаснее и проще в обращении.
Вот оно! Мало того, что паяльники имеют несколько различных применений, они также бывают разных типов. Чтобы получить идеальный паяльник для работы, ознакомьтесь с нашим выбором в Chandler Tool! И если вы только изучаете все тонкости пайки, вот руководство для начинающих , которое поможет вам начать работу!
Пайка – определение, процесс, типы
Пайка – это процесс соединения двух или более типов металлов путем плавления припоя. Первый паяльник был изобретен в 189 г.6 Ричарда Шнайдера и Августа Тиннерхола и получил название «Первый электронагревательный аппарат».
Первый паяльник был изобретен в 189 г.6 Ричарда Шнайдера и Августа Тиннерхола и получил название «Первый электронагревательный аппарат».
Пайка широко используется в электронике, так как она проста и безопасна при соединении чувствительных материалов. Кроме того, этот процесс также известен для металлообработки, сантехники, кровли и соединения проводов. Давайте подробно рассмотрим пайку, чтобы узнать больше.
Что такое пайка?
При пайке для соединения металлических поверхностей используется присадочный металл с низкой температурой плавления, также известный как припой. Припой обычно состоит из сплава, состоящего из олова и свинца, температура плавления которых составляет около 235°C и 350°C соответственно.
Но при смешивании олова и свинца температура плавления смеси снижается до 183°C. Сплав плавится горячим утюгом при температуре выше 316 ° C (600 ° F).
При остывании припой создает прочную электрическую и механическую связь между металлическими поверхностями. Соединение позволяет металлическим частям достигать электрического контакта, пока они удерживаются на месте.
Соединение позволяет металлическим частям достигать электрического контакта, пока они удерживаются на месте.
Обратите внимание, что бессвинцовые припои все чаще используются в качестве альтернативы экологически вредным припоям на основе свинца в соответствии с нормативными требованиями.
Процесс пайки
Ручная пайка
Первым шагом в пайке является надевание защитного снаряжения в хорошо проветриваемом помещении.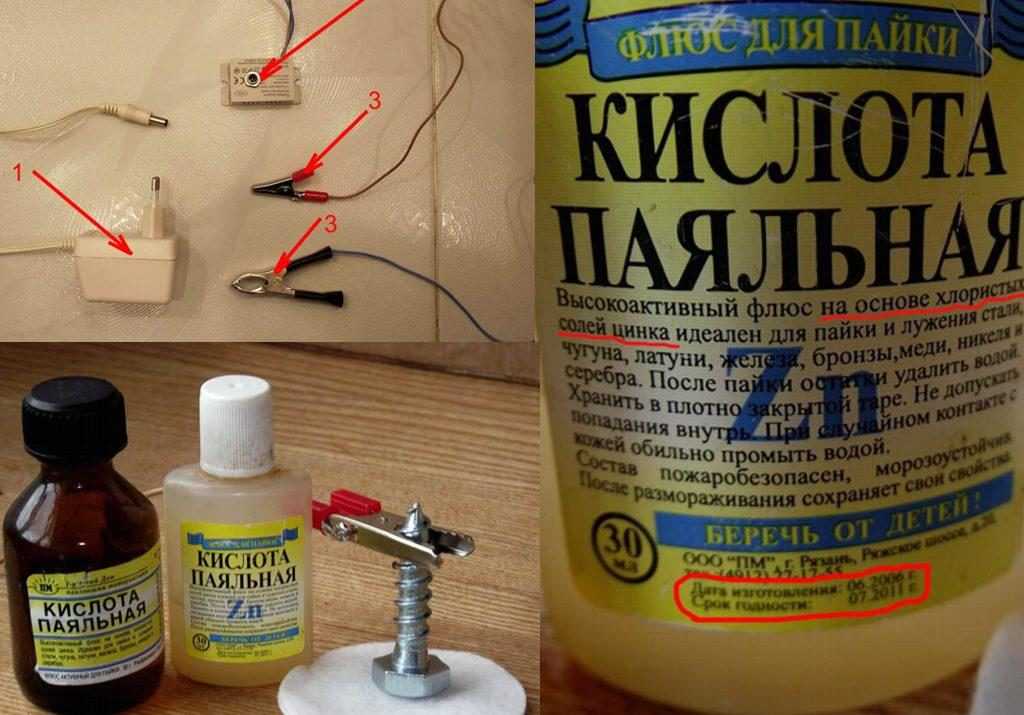 Далее паяльник следует предварительно нагреть. Для очистки жала паяльника можно использовать влажную губку. Аналогичным образом следует удалить все остатки на поверхности заготовки.
Далее паяльник следует предварительно нагреть. Для очистки жала паяльника можно использовать влажную губку. Аналогичным образом следует удалить все остатки на поверхности заготовки.
После окончания подготовки пришло время нагреть основной металл до рабочей температуры с помощью горячего утюга. Это поможет предотвратить тепловой удар, активирует припой и в целом улучшит качество соединения. Хорошим показателем того, что металлы хорошо прогреты, является свободное затекание расплавленного припоя в соединение. Материал наполнителя затвердевает по мере остывания, что делает его наиболее подходящим временем для осмотра.
Ключом к успешной пайке является обеспечение того, чтобы соединяемые металлы были чистыми и не содержали оксидов или других загрязнений.
Демонтаж
Время от времени компоненты выходят из строя и требуют замены. Когда эти компоненты механически удерживаются на месте с помощью припоя, процесс, называемый распайкой, удаляет материал чисто и безопасно.
Для расплавления припоя можно использовать паяльник или тепловую пушку , что позволяет безопасно удалять припаянные компоненты. Чтобы удалить жидкий припой, вы можете использовать 9Оловоотсос 0085 в качестве вакуума или паяльный фитиль для поглощения расплавленного припоя.
В качестве альтернативы можно прибегнуть к агрессивному методу с использованием сжатого воздуха , который может сдуть жидкий припой.
Пайка и сварка
Хотя пайка и сварка представляют собой процессы, при которых соединяются два куска металлического сплава, существуют некоторые ключевые различия в способах соединения металлов.
Пайка использует расплавленные присадочные металлы для соединения нагретых основных материалов. Он работает при более низкой температуре, чем сварка, но требует предварительного нагрева основных материалов для создания эффективного соединения.
Сварка выполняется при более высоких температурах для расплавления присадочного материала и заготовки. Это приводит к более прочной связи с некоторыми изменениями механических свойств металла при нагревании и охлаждении.
Это приводит к более прочной связи с некоторыми изменениями механических свойств металла при нагревании и охлаждении.
Металлы
Пайка хорошо работает со следующими основными металлами:
Золото
Серебро
Железо
Латунь
Медь
Алюминий
Сталь
Титан
В то время как некоторые из этих металлов можно легко припаять мягким припоем, для соединения более твердых металлов могут потребоваться присадочные материалы с более высокой температурой плавления.
Паяльные инструменты
Паяльники — это ручные инструменты, которые нагревают припой выше температуры его плавления. Они предлагают широкий выбор размеров, что отлично подходит для различных приложений. Наконечник утюга имеет разные типы и размеры, которые подходят для самых разных проектов.
Паяльники используются, когда более высокие температуры требуют большей мощности. Паяльный пистолет нагревается быстрее и обеспечивает большую гибкость, поскольку его можно использовать в ограниченном пространстве, с тяжелыми электрическими соединениями и металлоконструкциями.
Паяльный пистолет нагревается быстрее и обеспечивает большую гибкость, поскольку его можно использовать в ограниченном пространстве, с тяжелыми электрическими соединениями и металлоконструкциями.
Паяльные станции — это многоцелевые устройства, в которых есть все для небольших проектов. Они более долговечны, чем обычные паяльники, поскольку оснащены датчиками, предохранителями, оповещениями и регулировкой температуры.
Припои
Припой на основе свинцаБольшинство проектов по пайке обычно выполняются с использованием свинцового припоя, состоящего из олова и свинца в соотношении 60-40. Этот припой плавится в диапазоне от 180 до 190°C и обычно является лучшим выбором для пайки электрических соединений.
Бессвинцовый припой Для уменьшения использования вредных элементов были разработаны бессвинцовые припои. Обычно они представляют собой проволоку для припоя и состоят из металлов с более высокой температурой плавления: олова, меди, висмута, серебра, латуни, индия и сурьмы.
Эти присадочные металлы поставляются в виде пасты или проволоки для пайки, которые содержат сердечник из флюсового припоя. Флюс образует защитный слой вокруг заготовки по мере его расходования, что обеспечивает более чистые электронные соединения и лучшие свойства смачивания.
Флюс
Канифольный флюс (также называемый пассивным флюсом) используется для электроники, так как оставляет осадок, не вызывающий коррозии.
Кислотный флюс Припой обладает агрессивными свойствами, которые эффективно удаляют оксиды с поверхности металла. Это приводит к более прочным и чистым металлическим соединениям по сравнению с канифолью.
Тип флюса можно разделить на две группы в зависимости от его применения. Флюс No-clean изготовлен из натуральной канифоли или других синтетических материалов, не требующих дополнительной очистки, а водорастворимый флюс содержит водорастворимую смолу, которая легко удаляется промыванием.
Методы нагрева
Хотя концепция пайки довольно проста, существуют различные методы нагрева, которые зависят от области применения или проекта. Примитивные методы включают нагревательный элемент огня через бутан, но теперь он превратился в более продвинутые методы.
ЛазерОбычно используемые в тонкой электронике, лазеры мощностью 30-50 Вт могут точно создавать паяные соединения, предотвращая нагрев окружающей среды. Он обычно используется на печатных платах, где компоненты компактны.
ИндукцияМедные катушки нагревают припой с помощью колеблющегося высокочастотного переменного тока. Индукция позволяет равномерно распределять тепловую энергию для нагрева припоя, что очень удобно для цилиндров и труб, сводя к минимуму количество отверстий и сохраняя однородность.
Сопротивление Эта форма для пайки выделяет тепло за счет подачи электрического тока на припой и паяльник. Тепло генерируется в небольшом пространстве и быстро рассеивается, что снижает риск повреждения компонентов.
Тепло генерируется в небольшом пространстве и быстро рассеивается, что снижает риск повреждения компонентов.
Этот метод использует инфракрасный (ИК) свет как способ передачи тепла в целевую область. Это занимает всего несколько секунд, сокращая время воздействия тепла на окружающее пространство.
Типы пайки
Вот три типа пайки, которые используются при различных уровнях температуры, что приводит к разной прочности соединения:
Мягкая пайка (90 °C – 450 °C)
Припой плавит сплавы, содержащие свинец, который имеет низкую температуру плавления. Благодаря более низкой температуре плавления этот тип пайки сводит к минимуму термическую нагрузку, которой подвергаются основные металлы.
Твердая пайка (выше 450 °C)
Латунь и серебро обычно припаиваются твердым припоем с использованием пламени паяльной лампы для расплавления присадочного металла.
 Твердая пайка имеет лучшую механическую прочность, чем мягкая пайка, которая применяется при изготовлении ювелирных изделий и некоторых операциях механической обработки.
Твердая пайка имеет лучшую механическую прочность, чем мягкая пайка, которая применяется при изготовлении ювелирных изделий и некоторых операциях механической обработки.Пайка (выше 450 °C)
При пайкеиспользуются металлы с гораздо более высокой температурой плавления по сравнению с твердой и мягкой пайкой. Он дает самый прочный результат, который идеально подходит для ремонта металла и соединения труб.
Преимущества пайки
Пайка выполняется при более низких температурах по сравнению с обычными методами сварки.
Большинство металлов и неметаллов можно паять.
Простой процесс облегчает обучение.
Основной металл не плавится в процессе, в отличие от таких методов сварки, как сварка электродом, сварка порошковой проволокой и т. д.
Мягкая пайка может быть удалена с помощью инструмента для удаления припоя без повреждения основных материалов.

Недостатки пайки
Более слабые соединения по сравнению с другими методами сварки, такими как MIG и TIG.
Пайка не подходит при высоких температурах, так как припой имеет низкую температуру плавления.
Тяжелые металлы не подходят для пайки.
Расплавленный припой может оставить токсичный остаток флюса.
Неправильный нагрев может привести к деформации или образованию пустот в припое.
Области применения
Электронная промышленность
Наиболее популярным применением этого процесса плавления является пайка электроники, при которой провода соединяются, а электронные компоненты вплавляются в печатную плату. Этот метод позволяет припаивать компоненты вместе с роскошью отпайки, когда это необходимо.
Кровля
Пайка может использоваться для создания герметичных крыш, в которых оцинкованная сталь пропитана припоем. Жало паяльника намного шире при использовании в этом приложении по сравнению с другими применениями.
Жало паяльника намного шире при использовании в этом приложении по сравнению с другими применениями.
Профили
Пайка применяется в производстве труб и сантехники для создания стыковочных секций. Это простой процесс и надежное решение, например, для герметизации соединений в медных трубах.
Искусство
Пайка может быть использована для создания витражей, лепки из проволоки, скульптур, украшений и других творческих работ.
Металлоконструкции
Материал для пайки можно использовать для заполнения полостей и выравнивания шероховатых поверхностей. Этот процесс практикуется для сплавления металлических листов, труб и других изделий, где металлы не подвергаются воздействию высоких температур.
Автоматизация
Технология позволяет автоматизировать процесс пайки с помощью запрограммированных роботов. Он не только создает точные соединения, но и обеспечивает высокую скорость производства.
Важно помнить
Пайка играет жизненно важную роль в электронной промышленности наряду с несколькими приложениями.