Самодельный электрогидравлический пресс: изготовление своими руками
Такое оборудование, как электрогидравлический пресс, благодаря своей универсальности и высокой эффективности активно используется как на крупных производственных предприятиях, так и в небольших мастерских, а также на станциях технического обслуживания автомобилей. Применяя гидравлический пресс, оснащенный электроприводом, можно решать многие технические задачи, к которым относятся:
- запрессовка, выпрессовка шестерней, подшипников и валов;
- штамповка, правка и гибка изделий из металла;
- прессование изделий, изготавливаемых из деревянной стружки, пластика и металла.
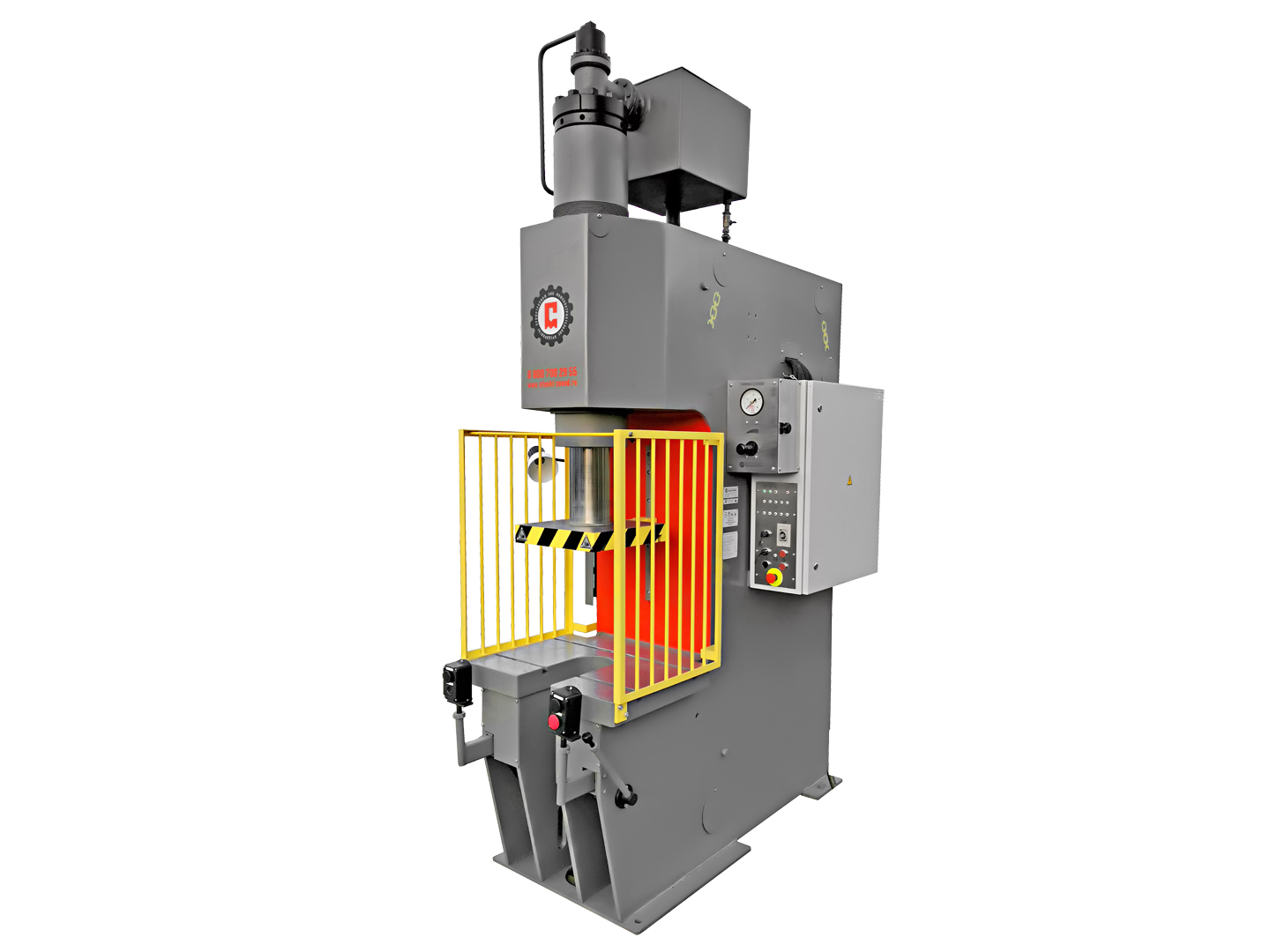
Пресс электрогидравлический Р-342М предназначается для выполнения работ по выпрессовке, правке и запрессовке в ремонтных мастерских
Серийный электрогидравлический пресс обойдется достаточно дорого, но можно не приобретать его, а изготовить своими руками.
Принцип работы
Гидравлические прессы, оснащенные электрическим приводом, способны развивать огромные усилия, что объясняется особенностями конструкции такого оборудования.
- Двигатель, работающий от сети электрического питания, приводит в действие гидравлический насос.
- Гидронасос в свою очередь поддерживает давление рабочей жидкости в первой камере пресса.
- Поршень первой камеры передает давление во второй цилиндр электрогидравлического пресса, где оно увеличивается в разы.
- Давление, создаваемое во второй камере гидроцилиндра, передается непосредственно на рабочий орган электрогидравлического пресса.
Схема гидравлического пресса рамного типа (нажмите для увеличения)
Таким образом, величина рабочего давления, которое будет сообщаться рабочему органу электрогидравлического пресса, зависит от того, насколько отличаются площади поршней в двух его цилиндрах. В основу работы пресса, основным рабочим органом которого выступает гидравлический насос, положен закон Паскаля, который состоит в том, что сила, действующая на какую-либо площадь, передается по всему объему, и она имеет равное значение по всем направлениям.
Виды и сферы применения
Как самодельные, так и серийно изготавливаемые гидропрессы классифицируются по нескольким параметрам:
- размерам;
- максимально производимому усилию;
- конструктивным особенностям оборудования (в частности, высоте штока).
Самыми мощными считаются гидравлические прессы, относящиеся к оборудованию напольного типа. Пресс гидравлический напольного типа, отличающийся и значительными габаритами, способен создавать в одной точке давление, значение которого может достигать десятков мегапаскалей. Сфера использования оборудования данного типа, которое может оснащаться дополнительными приспособлениями, достаточно широка. Напольные гидравлические прессы необходимы для решения таких технических задач, как:
- установка и снятие втулок, валов, подшипников;
- гибка труб;
- прессование изделий, изготовленных из различных материалов, в том числе и из металла.
В отдельных моделях электрогидравлических прессов напольного типа предусмотрена возможность изменения высоты расположения рабочего стола.
Пресс электрогидравлический 2135-1М, усилие 40 тонн
Настольные гидравлические прессы, наряду с небольшими размерами, отличаются меньшей мощностью. Давление, которое создается таким оборудованием, устанавливаемым на рабочий стол или верстак, редко достигает 20 т. Компактность электрогидравлических прессов настольного типа позволяет использовать их в небольших автомобильных и домашних мастерских.
Важным параметром электрогидравлических прессов, кроме усилия, которое они способны создавать, является высота их штока. От данного параметра, в частности, зависит то, с деталями каких размеров способно работать оборудование. Если у прессов настольного типа данный параметр может достигать 100 мм, то у напольных моделей он доходит до полуметра.
Электрогидравлические прессы благодаря своей универсальности используются во многих сферах деятельности. Такими сферами деятельности, в частности, являются машиностроение, деревообрабатывающая и пищевая промышленность. Однако чаще всего подобное оборудование можно встретить на станциях по ремонту автотранспортных средств.
Как самостоятельно изготовить гидравлический пресс с электрическим приводом
Серийные гидравлические прессы с электроприводом стоят достаточно дорого, поэтому есть смысл задуматься над тем, как сделать электрогидравлический пресс своими руками. Для этого вам понадобятся нижеперечисленные инструменты и оборудование:
- сварочный аппарат;
- токарные станок;
- сверлильный станок;
- болгарка;
- электрическая дрель.
Этот пресс сможет выдать максимальное давление в 35 тонн
Несущей конструкцией электрогидравлического пресса, подвергаемой основным механическим нагрузкам, является каркас, прочности которого и следует уделить особое внимание. Хорошо подойдет для этих целей тавровая балка, изготовленная из металла такой толщины, чтобы он смог выдерживать нагрузки, создаваемые гидравлическим прессом, и при этом не прогибаться.
Хорошо подойдет для этих целей тавровая балка, изготовленная из металла такой толщины, чтобы он смог выдерживать нагрузки, создаваемые гидравлическим прессом, и при этом не прогибаться.
Каркас пресса из двутавровой балки
Конструктивно каркас самодельного электрогидравлического пресса представляет собой П-образную станину, сваренную из тавровых балок и установленную на основание, для изготовления которого можно использовать более тонкие швеллеры и уголки. В средней части такого каркаса (по его высоте) в него вваривается рабочая площадка, для изготовления которой применяются толстостенные швеллеры.
Особенно внимательно следует отнестись к креплению гидроцилиндра на станине самодельного электрогидравлического пресса. Для того чтобы такое крепление было максимально надежным, лучше зафиксировать гидронасос на 20-миллиметровой металлической плите, используя для этого фланец. Сама металлическая плита, которая и будет воспринимать на себя все механические усилия, монтируется на двух тавровых балках.
Жесткость конструкции обеспечивают качественно выполненные сварочные швы
Установка гидроцилиндра на станине
Процесс монтажа гидроцилиндра на станине самодельного гидропресса выполняется в определенной последовательности.
1. Подгонка гидроцилиндра, фланца и плитыФланец, для изготовления которого можно использовать автомобильную ступицу, также проходит обработку на токарном станке.
Для того чтобы проточить отверстие в металлической плите, которая будет использоваться в качестве основания для установки гидроцилиндра, к ней необходимо приварить круглую бобышку. При помощи последней такая плита и будет фиксироваться в патроне токарного станка.
Плита толщиной 20 мм с наваренной в центре бобышкой
После того как отверстие в плите будет расточено, ее приваривают к балкам станины-основания.
Фланец, в котором уже подготовлено посадочное отверстие, надевают на гидроцилиндр и обваривают по кругу.
Фланец, приваренный на гидроцилиндре
Очень важно, чтобы фланец и гидроцилиндр были соединены максимально ровно, для этого прилегающую поверхность фланца необходимо обработать на токарном станке.2. Монтаж верхних балок и гидроцилиндра
Плита, которая уже соединена с балками, устанавливается на станину и соединяется с ней при помощи сварки.
Через отверстия на посадочной части фланца в плите просверливаются отверстия, которые необходимы для размещения крепежных болтов.
Установка верхней балки производится строго перпендикулярно опорам
Гидроцилиндр не должен крепиться только в одной точке, поэтому необходимо изготовить еще один фланец, надеть его на верхнюю часть цилиндра и приварить его к балкам.
Установка верхнего фланца
Тавровые балки, установленные в верхней части станины, соединяются между собой при помощи сварки.
Чтобы пресс гидравлический, который вы изготовили, мог полноценно функционировать, на него необходимо установить маслостанцию и соединить ее при помощи шлангов с гидроцилиндром.
Монтаж станины и двухпоточной гидростанции, выдающей давление в 700 Бар
Таким образом, сделать гидравлический пресс с электроприводом своими руками несложно. При этом вы получите в свое распоряжение оборудование, способное решить многие технические задачи.
ПРЕССЫ ГИДРАВЛИЧЕСКИЕ С ЭЛЕКТРОПРИВОДОМ Bernardo | Пресса электро гидравлические в Днепре от компании «BERNARDO UKRAINE | Бернардо Украина
по порядкупо росту ценыпо снижению ценыпо новизне
16243248
 muQXtAGl5tdRV6-5sUgdDOnxyJplGGpO69VfG2yGGZ4″ data-advtracking-product-id=»730277036″ data-tg-chain=»{"view_type": "preview"}»>06-1745XL
muQXtAGl5tdRV6-5sUgdDOnxyJplGGpO69VfG2yGGZ4″ data-advtracking-product-id=»730277036″ data-tg-chain=»{"view_type": "preview"}»>06-1745XLПерезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1778XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
 eyJwcm9kdWN0SWQiOjczMDI3NzAzOCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzA0NDU3MiwicGFnZUlkIjoiNDJhZmZlZmUtZDhiNy00YTk1LTkyODYtNTYwYjI0MzA4MGNlIiwicG93IjoidjIifQ.qG4a53s_QPFNzKhNbnX-XAS2h-jiRVt96MlvgM7ZLlI» data-advtracking-product-id=»730277038″ data-tg-chain=»{"view_type": "preview"}»>06-1779XL
eyJwcm9kdWN0SWQiOjczMDI3NzAzOCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzA0NDU3MiwicGFnZUlkIjoiNDJhZmZlZmUtZDhiNy00YTk1LTkyODYtNTYwYjI0MzA4MGNlIiwicG93IjoidjIifQ.qG4a53s_QPFNzKhNbnX-XAS2h-jiRVt96MlvgM7ZLlI» data-advtracking-product-id=»730277038″ data-tg-chain=»{"view_type": "preview"}»>06-1779XLПерезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1780XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1784XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
 tKtY9bIOLd_4iOFwqplMYxoTIs-p2PG5o-_jaBmMmno» data-advtracking-product-id=»730277774″ data-tg-chain=»{"view_type": "preview"}»>06-1738XL
tKtY9bIOLd_4iOFwqplMYxoTIs-p2PG5o-_jaBmMmno» data-advtracking-product-id=»730277774″ data-tg-chain=»{"view_type": "preview"}»>06-1738XLПерезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1739XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
eyJwcm9kdWN0SWQiOjczMDI3Nzc3NiwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzA3NzE0NywicGFnZUlkIjoiMzkzNjc0NGEtZTY0YS00Yzk4LWI3ZWYtN2JhNDVmNGU0ZjE0IiwicG93IjoidjIifQ.LMlXc7w7qJpm3LtqOzQPQSo5WoRe4qgUh41Hn6u0_qc» data-advtracking-product-id=»730277776″ data-tg-chain=»{"view_type": "preview"}»>06-1740XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1741XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.

- 06-1742XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
fBXwdAa0XIAVAT88ZbD6SdO7CTCBqUipP8Bx5C5BrRg» data-advtracking-product-id=»730277779″ data-tg-chain=»{"view_type": "preview"}»>06-1743XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1744XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
 eyJwcm9kdWN0SWQiOjczMDI3Nzc4MSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzAwMDQ3MiwicGFnZUlkIjoiNzRkMWY4NjYtYTEyZi00ODIyLWI0NDQtNzdmNGJmYWRmNzdmIiwicG93IjoidjIifQ.L6Z9B2N97DmdB0K6E1kukoQVMGIZ5cLQ5z11wRAs1K4″ data-advtracking-product-id=»730277781″ data-tg-chain=»{"view_type": "preview"}»>06-1750XL
eyJwcm9kdWN0SWQiOjczMDI3Nzc4MSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzAwMDQ3MiwicGFnZUlkIjoiNzRkMWY4NjYtYTEyZi00ODIyLWI0NDQtNzdmNGJmYWRmNzdmIiwicG93IjoidjIifQ.L6Z9B2N97DmdB0K6E1kukoQVMGIZ5cLQ5z11wRAs1K4″ data-advtracking-product-id=»730277781″ data-tg-chain=»{"view_type": "preview"}»>06-1750XLПерезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1755XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.

- 06-1765XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
 vZHbQ89negRWCGU_HFFY0QFQV-V431ZWfKyccXuFXXk» data-advtracking-product-id=»730277784″ data-tg-chain=»{"view_type": "preview"}»>06-1770XL
vZHbQ89negRWCGU_HFFY0QFQV-V431ZWfKyccXuFXXk» data-advtracking-product-id=»730277784″ data-tg-chain=»{"view_type": "preview"}»>06-1770XLПерезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1775XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
 eyJwcm9kdWN0SWQiOjczMDI3Nzc4NiwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzAzMTE0LCJwYWdlSWQiOiI4OGRiMGVhMS00NTBhLTQyYzgtOTFjYy01ZGE5MmIzNDhlNGMiLCJwb3ciOiJ2MiJ9.0M4iCfjHnxrSqIeq0zmINYzXhyhnQQMrbJ1kRMIaN6c» data-advtracking-product-id=»730277786″ data-tg-chain=»{"view_type": "preview"}»>06-1777XL
eyJwcm9kdWN0SWQiOjczMDI3Nzc4NiwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzAzMTE0LCJwYWdlSWQiOiI4OGRiMGVhMS00NTBhLTQyYzgtOTFjYy01ZGE5MmIzNDhlNGMiLCJwb3ciOiJ2MiJ9.0M4iCfjHnxrSqIeq0zmINYzXhyhnQQMrbJ1kRMIaN6c» data-advtracking-product-id=»730277786″ data-tg-chain=»{"view_type": "preview"}»>06-1777XLПерезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-1781XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.

- 06-1782XL
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
 Ry2QeDB80isscDZhraiuGaqygaryiZ_U24YlZ1mj64E» data-advtracking-product-id=»730277789″ data-tg-chain=»{"view_type": "preview"}»>06-1783XL
Ry2QeDB80isscDZhraiuGaqygaryiZ_U24YlZ1mj64E» data-advtracking-product-id=»730277789″ data-tg-chain=»{"view_type": "preview"}»>06-1783XLПерезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-6656
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
 eyJwcm9kdWN0SWQiOjczMDI3NzIwMywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzAwMzY4NSwicGFnZUlkIjoiNmU4YjdhOWYtNDNlZS00MTQxLTk3YWQtMWI4OTIxMzdiNzNmIiwicG93IjoidjIifQ.Zsv6_RNambxr5opJo97hmoWGDSg0UwQ27M62qXZysoA» data-advtracking-product-id=»730277203″ data-tg-chain=»{"view_type": "preview"}»>06-6651
eyJwcm9kdWN0SWQiOjczMDI3NzIwMywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Mzc2NzM1MzguMzAwMzY4NSwicGFnZUlkIjoiNmU4YjdhOWYtNDNlZS00MTQxLTk3YWQtMWI4OTIxMzdiNzNmIiwicG93IjoidjIifQ.Zsv6_RNambxr5opJo97hmoWGDSg0UwQ27M62qXZysoA» data-advtracking-product-id=»730277203″ data-tg-chain=»{"view_type": "preview"}»>06-6651Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
- 06-6652
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.

Пресс гидравлический 100 тонн с электроприводом, TS0502-3
Пресс гидравлический 100 тонн с электроприводом, TS0502-3
Электрогидравлический пресс напольный, с двухскоростным насосом усилием 100 тонн. Мощность мотора 3 кВт. Напряжение 380В. Ход поршня 300мм. Рабочее окно 690х820 мм.
Электрогидравлический напольный пресс служит для выпрессовки и запрессовки подшипников, а также для проведения работ по ремонту транспортных средств. Возможность автоматического возврата поршня позволяет максимально оптимизировать рабочий процесс. Наличие предохранительного клапана в конструкции модели гарантирует безопасность работы и защищает систему от перегрузки. Возможность регулировки высоты рабочего стола позволяет выполнять операции с деталями различных размеров. Работа насоса осуществляется за счет электрического привода.
Технические особенности:
Надежная сварная конструкция рамы
Горизонтальное смещение гидравлического цилиндра
Регулируемый стол
Две пластины-трапеции
Гидравлический цилиндр с усилием 100 тонн.
Гидравлический насос с электрическим приводом.
Автоматический возврат поршня.
Предохранительный клапан для защиты от перегрузок.
Глицеринозаполненный манометр для контроля силы нагрузки.
Мощность электродвигателя, кВт | 3 |
Емкость гидравлического агрегата, л | 21 |
Усилие штока, т | 100 |
Рабочее окно, мм. | 690х820 |
Ход штока, мм | 300 |
Ширина пресса в собранном виде, мм | 1450 |
Глубина стойки в собранном виде с основанием, мм | 950 |
Высота в собранном виде, мм | 2013 |
Расстояние между стойками, мм | 820 |
Габаритные размеры (Ш x Г x В), мм | 1230x630x2100 |
Масса, кг | 790 |
MEGA K100E Пресс 100 т.
Описание
В любом автосервисе, автомастерской или даже гараже постоянно требуется проведение операции по выпрессовке/запрессовке таких деталей, как ступичный подшипник или сайлентблоки рычагов. Ранее проведение данной операции вручную требовало значительных трудовых и временных затрат. С появлением гидравлических прессов этот трудоемкий процесс значительно упростился и стал безопаснее, а широкая линейка прессов с различным максимальным усилием позволяет подобрать наиболее подходящий для выполнения тех или иных задач.
Принцип работы гидравлического пресса заключается в создании давления гидравлического масла в рабочем цилиндре при помощи насоса. Создаваемое насосом давление перемещает шток цилиндра в вертикальной плоскости, который в свою очередь давит на деталь, расположенную между штоком и рабочим столом. Усилие, с которым давит шток контролируется по манометру, установленному на гидроцилиндре.
Несмотря на общий принцип работы, гидравлические прессы имеют три основных различия:
Максимальное развиваемое усилие
Тип корпуса настольный или напольный
Привод насоса ручной, ножной, пневмогидравлический, электрогидравлический
Гидравлические прессы MEGA изготавливаются на современном и высокоточном оборудовании исключительно из высококачественных материалов и в строгом соответствии с европейскими нормами безопасности и стандартами качества, что гарантирует длительный период эксплуатации и безопасность при работе. Каждый узел и элемент оборудования проходит строгий контроль качества путем проведения испытаний. Качество всей линейки оборудования подтверждено сертификатами EAC и CE.
Каждый узел и элемент оборудования проходит строгий контроль качества путем проведения испытаний. Качество всей линейки оборудования подтверждено сертификатами EAC и CE.
Пресс K100E напольный с электрогидравлическим приводом обладает следующими функциональными и конструктивными особенностями:
Поставляется полностью собранным и готовым к работе
Максимальное развиваемое усилие 100 тонн
Полностью сварной корпус рамы напольного типа
Регулируемый по высоте рабочий стол
Лебедка для перемещения рабочего стола в стандартной комплектации
Электрогидравлический насос двухстороннего действия (возврат штока производится переключением джойстика управления в обратную сторону).
Асинхронный четырехполюсной двигатель 1400 об/мин
Манометр установлен на гидростанции
Контроль уровня масла
Аварийный выключатель
Предохранительный клапан-ограничитель нагрузки
V-образные блоки с фиксаторами по бокам
Хромированная поверхность штока
Гидравлика против электричества: выбор правильного листогибочного пресса | Изготовление
Щелкните изображение, чтобы увеличить
Мэри Шианна
Если листогибочным прессам в вашем производственном цехе более десяти лет — что не редкость, учитывая прочную конструкцию большинства листогибочных прессов, — и вы ищете новое оборудование на замену, вы можете быть удивлены технологическими разработками в сегодняшних прессах. тормоза.
тормоза.
С одной стороны, стандартные тяжелые гидравлические рабочие лошадки прошлого оснащены функциями энергосбережения, новыми насосными механизмами и энергоэффективными электродвигателями, а также существует более широкий выбор гибридов и электрических моделей, которые обещают более высокую энергоэффективность и более высокие скорости. и более высокая точность.
Итак, если все современные листогибочные прессы предлагают улучшения в обработке, одна технология лучше другой или есть место — и необходимость — для гидравлики, гибридов и электричества?
«В гидравлических листогибочных прессах используются шестеренчатые насосы, которые мягко перемещают масло из стороны в сторону. Они надежны, но работают весь день, пока машина включена, даже если вы не ездите на ней на велосипеде», — объясняет Кейси Шлактер, пресс менеджер по продажам тормозов для Mitsubishi, Вуд-Дейл, Иллинойс. «Машина работает на холостом ходу, а шестеренчатые насосы непрерывно потребляют около 1600 Вт энергии. И в зависимости от того, где вы живете, стоимость этой энергии может быть высокой.
И в зависимости от того, где вы живете, стоимость этой энергии может быть высокой.
Другие поставщики гидравлических листогибочных прессов говорят, что это не относится к сегодняшним современным агрегатам, которые предлагают усовершенствования в области энергосбережения.
«К прямым гидравлическим листогибочным прессам можно добавить усовершенствования по энергосбережению», — говорит Пол ЛеТанк, менеджер по продукции для гибки LVD Strippit, Акрон, штат Нью-Йорк. Для остановки главного двигателя, чтобы сократить время простоя, можно использовать таймеры. Насосы с регулируемым рабочим объемом могут улучшить гидравлический КПД.Приводы с регулируемой скоростью могут повысить электрический КПД ».
Действительно, Джон Кемп, менеджер по приложениям и обучению в Bystronic, Элгин, Иллинойс, добавляет, что электрические листогибочные прессы на самом деле потребляют примерно вдвое больше электроэнергии, чем гидравлический листогибочный пресс, для выработки того же объема тоннажа.
«Преимущество электрической машины в том, что двигатели используются только во время гибки и отключаются в режиме ожидания. Если вы примените такой же подход к гидравлической машине и запустите гидравлику только во время гибки, вы потребляете примерно половину электроэнергии, чем электрический листогибочный пресс такой же мощности.”
Bystronics использует гидравлический насос и регулирующие клапаны, которые отключаются, когда гидравлика не используется. «Чтобы произвести 150 тонн, мы используем электродвигатель мощностью 11 кВт. При использовании только листогибочного пресса с электроприводом вам потребуется около 22 кВт, чтобы произвести те же 150 тонн.
Гибриды также используют гидравлику, но вместо шестеренчатых насосов гибриды обычно используют сервоэлектрический привод для управления потоком гидравлической жидкости в цилиндры. На электрических листогибочных прессах электродвигатели управляют движением ползуна с помощью ремня или зубчатых передач, которые приводят в движение шарико-винтовые пары. Сторонники гибридов и электричества говорят, что основными преимуществами этой технологии являются экономия энергии, более высокие скорости и более высокая точность.
Сторонники гибридов и электричества говорят, что основными преимуществами этой технологии являются экономия энергии, более высокие скорости и более высокая точность.
Хотя все поставщики с готовностью согласны с этим, современная гидравлика предлагает и другие преимущества, помимо функций энергосбережения. Они по-прежнему являются лучшими машинами для более крупных деталей в диапазоне от 300 и более тонн. Электрооборудование и гибриды лучше подходят для небольших грузов, от 30 до 80 тонн для электрики и от 90 до 250 тонн для гибридов.
«Как правило, гибридный или электрический листогибочный пресс может быть на 20–30% более энергоэффективным, чем традиционный гидравлический листогибочный пресс.Электрические машины имеют относительно высокую скорость гибки, но они не такие быстрые, как гидравлические машины по скорости приближения или отвода », — говорит Джон Кемп из Bystronic.
Гибриды: лучшее из обоих миров?
Кажется, что каждый тип машины предлагает некоторые преимущества в зависимости от размера изгибаемой детали, поэтому неудивительно, что некоторые поставщики предпочли сосредоточиться на гибридной машине
.
Mitsubishi — один из примеров. Компания запускает новое поколение гибридных листогибочных прессов серии BH, которые будут представлены на предстоящей выставке FABTECH в ноябре в Чикаго, штат Иллинойс.
«У нас есть шарико-винтовые пары и гидравлика на одной машине, и никто никогда не делал этого раньше, — говорит Кейси Шлактер из Mitsubishi. подъемник на высокой скорости. Но только когда вы поднимаетесь на 1 мм выше точки касания инструмента и материала, который вы хотите сформировать, машина переходит на медленную скорость гибки, включается гидравлика, и вы изгибаете с гидравлической силой. Таким образом, вы можете сгибать сколь угодно большие с помощью гидравлики, но скорость подъемника молниеносная, потому что он приводится в движение шариковинтовой передачей.”
Bystronic
LVD Strippit
Мицубиси
Эффективные гидравлические системы питания для электромобилей
Отдельные управляющие кромки в клапане LVS12 снижают потери мощности и делают движения более динамичными.
ЕС с инициативой «Зеленая этикетка» и правительство Германии с «Стратегией энергоэффективности 2050» политически постановили, что выбросы CO 2 должны быть значительно сокращены. Эти положения окажут серьезное влияние на техническое развитие в ближайшие несколько лет.Все чаще используются высокоэффективные приводные системы, альтернативные и гибридные приводы. Эти изменения коснутся и мобильных машин. Скорее всего, они будут оснащены аккумуляторными электроприводами, топливными элементами или дизельными генераторами. Гидравлическая система требует более эффективных компонентов и систем для точных перемещений.
Проблемы, связанные с приводной техникой
Для того, чтобы операторы работали экономично, мобильные машины с электрическим приводом должны соответствовать некоторым важным критериям.Они разработаны для обеспечения достаточно продолжительного времени работы без утомительной подзарядки, а также для надежной и быстрой работы на высоких уровнях мощности, как и в прежних машинах. Эксплуатирующая компания также требует низкого уровня шума и низких затрат с точки зрения потребления энергии и технического обслуживания.
Эксплуатирующая компания также требует низкого уровня шума и низких затрат с точки зрения потребления энергии и технического обслуживания.
Эффективность — главный фактор
Достаточное время работы может быть достигнуто с помощью источника энергии большого размера или системы с малым рассеиваемым мощностью. Однако это приводит к большим затратам на комплектующие.Использование эффективных компонентов или систем может оказаться полезным. Кроме того, они снижают потребность в дорогостоящей энергии. Электроприводы уже обладают высоким КПД в широком рабочем диапазоне. Тем не менее гидравлическая система, используемая сегодня в мобильных машинах с дизельными двигателями, недостаточно эффективна. Необходимо установить улучшенные системы.
Пределы существующих гидравлических систем
Гидравлические системы, которые адаптируются к текущим требованиям по объему и давлению с помощью насосов переменного рабочего объема, так называемые системы измерения нагрузки (LS-системы), не оптимальны для электрифицированных машин. Уровень шума обычных аксиально-поршневых насосов с регулируемым рабочим объемом слишком высок. Они будут особенно заметны в электрифицированных машинах из-за отсутствия шума дизельного двигателя. Уровень эффективности систем LS не является оптимальным во всем рабочем диапазоне. Отклонение от регулирования приводит к ненужным потерям в большинстве рабочих точек. Иногда необходимо значительное демпфирование для работы системы LS без колебаний. Это значительно увеличивает время отклика.
Уровень шума обычных аксиально-поршневых насосов с регулируемым рабочим объемом слишком высок. Они будут особенно заметны в электрифицированных машинах из-за отсутствия шума дизельного двигателя. Уровень эффективности систем LS не является оптимальным во всем рабочем диапазоне. Отклонение от регулирования приводит к ненужным потерям в большинстве рабочих точек. Иногда необходимо значительное демпфирование для работы системы LS без колебаний. Это значительно увеличивает время отклика.
Следовательно, нецелесообразно заменять дизельный двигатель электродвигателем и оставлять существующую гидравлическую систему без изменений.
Несоответствующая электромеханика
Замена гидроцилиндров на электромеханические линейные приводы оказалась непрактичной. Механические редукторы не подходят для высоких нагрузок строительной машины. Кроме того, каждый электромеханический линейный привод требует наличия электродвигателя соответствующей высокой мощности.Суммарная установленная мощность будет довольно высокой, даже если она никогда не понадобится одновременно.
Рисунок 1: Электрическая и гидравлическая система
Более эффективная гидравлическая система «Поток по требованию»
В качестве благоприятного компромисса между высокой эффективностью и низкой стоимостью может использоваться оптимизированная гидравлическая система. Замкнутая система управления буйком — отличный выбор для высокоэффективных функций с высоким потенциалом рекуперации энергии. Это те, у которых самые низкие потери энергии.Каждая линейная функция требует комбинации электродвигателя и насоса, сравнимой с электромеханическими линейными приводами. Это не имеет смысла для всех функций.
Для прецизионных перемещений экономичной альтернативой является управление клапанами с «потоком по требованию» (FoD). Гидравлические блоки управления с отдельными кромками управления, такие как клапан LVS12 от Bucher Hydraulics, снижают потери мощности и позволяют движениям быть более динамичными; следовательно, эффективность машины еще больше увеличивается. Возможно оптимальное сочетание вариантов электроприводов и гидравлических систем в электрической системе с промежуточной цепью постоянного тока. Например, гидравлический насос может работать как насос с фиксированным зазором и переменной скоростью. Соответственно необходимо настроить скорость электродвигателя. Программное обеспечение Bucher Hydraulics FoD делает это возможным без дополнительных усилий для пользователя гидравлики. Система рассчитывает требуемую оптимальную скорость на основе характеристик срабатывания клапана. Результатом использования системы FOD всегда является минимально возможное давление в насосе.Это зависит от текущей нагрузки и потерь давления. Потери давления можно минимизировать за счет оптимизации конструкции системы. Особенно предпочтительно, чтобы в системе LS исключалась необходимая разница управляющего давления.
Возможно оптимальное сочетание вариантов электроприводов и гидравлических систем в электрической системе с промежуточной цепью постоянного тока. Например, гидравлический насос может работать как насос с фиксированным зазором и переменной скоростью. Соответственно необходимо настроить скорость электродвигателя. Программное обеспечение Bucher Hydraulics FoD делает это возможным без дополнительных усилий для пользователя гидравлики. Система рассчитывает требуемую оптимальную скорость на основе характеристик срабатывания клапана. Результатом использования системы FOD всегда является минимально возможное давление в насосе.Это зависит от текущей нагрузки и потерь давления. Потери давления можно минимизировать за счет оптимизации конструкции системы. Особенно предпочтительно, чтобы в системе LS исключалась необходимая разница управляющего давления.
В системе FoD открытие клапана и скорость насоса регулируются одновременно.
В результате реакция очень быстрая и прямая, сравнимая с характеристиками электрических ходовых приводов. Система управления стабильно работает без колебаний.Это позволяет оператору более эффективно управлять машиной. Система FoD также предлагает дополнительные преимущества для управляемых функций, таких как вспомогательные системы управления.
Система управления стабильно работает без колебаний.Это позволяет оператору более эффективно управлять машиной. Система FoD также предлагает дополнительные преимущества для управляемых функций, таких как вспомогательные системы управления.
Программное обеспечение Bucher Hydraulics FoD содержит дополнительные функции, недоступные в традиционной системе LS.
Эффективность насоса имеет решающее значение
При работе с регулируемой скоростью насос особенно важен для удовлетворения особых требований системы FoD. Насос — это сердце системы.Сравнимый с эффективностью высококачественных электродвигателей, он должен работать с КПД от 92 до 94% в широком рабочем диапазоне. Это сводит к минимуму потребность в дорогостоящих батареях и продлевает срок их службы. Снижение рассеиваемой мощности на гидравлическом насосе, например, с 5 до всего 2,5 кВт, в значительной степени способствует энергоэффективной работе машин. Цепочка эффективности еще больше усиливает этот эффект. Для таких комбинаций приводов особенно подходят гидравлические насосы серии AX компании Bucher Hydraulics.Даже при высокой производительности уровень шума низкий и приятный, как и ожидают конечные пользователи. Насосы могут запускаться при высоком давлении и работать на очень низкой скорости без преждевременного и чрезмерного износа. Благодаря малой утечке и большому количеству поршней можно добиться плавного движения цилиндра даже на низких скоростях. Это особенно удобно при позиционировании и больших стрелах. Принцип конструкции с постоянным гидростатическим разгрузкой компонентов делает эти насосы особенно надежными.
Благодаря насосам AX и программному обеспечению FoD гидравлические системы Bucher Hydraulics полностью соответствуют требованиям электрифицированных машин.
Гидравлические насосы серии AX имеют более низкий уровень шума, что позволяет использовать их в электромобилях.
Amazon.com: Электрический гидравлический листогибочный пресс 100 тонн Станок для гибки металла и стали: Промышленный и научный
В настоящее время недоступен.

Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- Емкость: 100 тонн (1000кн); Давление: 30 МПа
- Максимальное давление цилиндра 32MPA, ТОННАЖ: 1005KN; Масляный бак: 88 литров (22,3 галлона); Ход поршня: 9,84 дюйма (250 мм) + 15,94 дюйма (405 мм)
- Размер рабочего стола: 38-1 / 2 «x 17-1 / 2» x 1-1 / 2 «; Макс. Длина: 38-5 / 8″; Толщина изгиба: (10 мм) 25/64 »
- Гидравлический мотор: 220 Вольт; 3 кВт; 1720 об / мин; 3-фазный; 11,6 ампер
- Количество: 1; Габаритные размеры: Пресс: 60 «x 24» x 75-1 / 2 «(ящик: 69» x28 «x 86») * только оценка *; Гидравлическая станция: 23-3 / 4 «x 19-3 / 4» x 30 «(ящик: 28» x24 «x 38») * только оценка *; Вес G.
 W. / N.W. : Давление: 3018 фунтов / 2812 фунтов * только оценка *; Гидравлическая станция: 284 фунта / 220 фунтов * только оценка *
W. / N.W. : Давление: 3018 фунтов / 2812 фунтов * только оценка *; Гидравлическая станция: 284 фунта / 220 фунтов * только оценка *
Электрический, гидравлический или гибридный? Какой инъекционный пресс вам подойдет?
Формование тонкостенных электронных и медицинских деталей с жесткими допусками — это задача для полностью электрических машин в Tessy Plastics, которая отказывается от гидравлических прессов, чтобы добиться экономии энергии, более быстрых циклов и повышения качества деталей.
Компания Bemis Mfg. Использует гидравлические прессы для изготовления больших, сложных многокомпонентных деталей для тракторов, грузовиков и другого оборудования. Bemis рассчитывает на гидравлику, обеспечивающую достаточное усилие, чтобы поддерживать согласованность короткого цикла с крупными выстрелами и несколькими вытягиваниями стержней. (Фото: Milacron)
Предыдущий Следующий Если вы покупали машину для литья под давлением 20 лет назад, вам приходилось выбирать между рычажным или полностью гидравлическим зажимом, и это было почти все.Сегодня ваш выбор намного сложнее. Почти каждый крупный производитель оборудования для литья под давлением предлагает одну или несколько альтернатив «традиционным» прессам, полностью работающим от гидравлики. Начиная с 1984 года, полностью электрические машины начали поступать на рынок из Японии. Изначально они выглядели как дорогая специальность, которая займет нишу на рынке высокоточного, медицинского или электронного формования на небольших прессах. Затем струйка превратилась в наводнение. Электрические машины теперь охватывают весь диапазон размеров от микро до мега и доступны для всего, от универсального до многокомпонентного и вертикального литья под давлением.
Изначально они выглядели как дорогая специальность, которая займет нишу на рынке высокоточного, медицинского или электронного формования на небольших прессах. Затем струйка превратилась в наводнение. Электрические машины теперь охватывают весь диапазон размеров от микро до мега и доступны для всего, от универсального до многокомпонентного и вертикального литья под давлением.
Существует не только большое разнообразие полностью электрических конструкций, но и электрогидравлические гибриды различных типов, которые стремятся достичь промежуточного баланса стоимости и производительности. Они варьируются от гидравлических машин только с электрическим винтовым приводом до в основном электрических машин, которые сохраняют гидравлику для зажима под высоким давлением или высоких скоростей впрыска.
Теперь, когда гидравлические машины уступили значительную часть рынка электромобилям и гибридам, можно ли определить, где подходит каждый тип? Ответ, который дают многочисленные интервью с машиностроителями и формовщиками: это зависит от обстоятельств. Это может зависеть от типа литья, который вы делаете, от размера машины, от того, сколько вы платите за электричество, а также от личных предпочтений в таких вопросах, как зажим «под прямым давлением» по сравнению с тумблером. Короче говоря, простых ответов не существует.
Это может зависеть от типа литья, который вы делаете, от размера машины, от того, сколько вы платите за электричество, а также от личных предпочтений в таких вопросах, как зажим «под прямым давлением» по сравнению с тумблером. Короче говоря, простых ответов не существует.
Наезды на электрооборудование
Согласно данным Общества производителей пластмасс, в США полностью электрические машины для литья под давлением составили около 47% продаж в прошлом году (хотя неясно, включены ли в это число некоторые гибриды).Это огромное проникновение произошло, несмотря на то, что цены, которые вначале были примерно на 40% выше, чем у гидравлических машин, а теперь, по мнению большинства источников, на 10-20% выше.
То, что способствовало вторжению электричества, был длинный список разрекламированных преимуществ:
- Экономия энергии от 30% до 70%.
- Повышенная точность и повторяемость — например, точность позиционирования ± 0,0001 дюйма, что может снизить процент брака.

- Скорость впрыска до 800 мм / сек или более, а также более быстрое движение зажима.
- Более быстрый отклик, например, время разгона / замедления всего 0,2 миллисекунды.
- Способность перекрывать восстановление винта и движения зажима для ускорения циклов до 20%.
- Более быстрый запуск и более короткое время для достижения стабильного процесса, не дожидаясь, пока масло нагреется.
- Меньшие затраты на техническое обслуживание, отсутствие масла для очистки и обслуживания.
- Более тихая работа (<65 дБА).
- Операция очистки (без масла) для литья медицинского оборудования и электроники в чистых помещениях.
Согласно источникам в Milacron, который сотрудничал с Fanuc из Японии, первым из которых представил электрические машины в США, экономия энергии является основным оправданием для их покупки, за которой следует повышение точности и повторяемости. (В Таблице 1 представлены некоторые сравнения электрических, гидравлических и гибридных характеристик. )
)
В Японии, где электрические машины, как сообщается, занимают не менее 80% рынка, машиностроители говорят, что главной причиной являются высокие затраты на электроэнергию, за которыми следует стремление к большей точности формования и меньшему техническому обслуживанию.Однако в Западной Европе формовщики более устойчивы к более высоким ценам на электрические машины, которые, как говорят, занимают не более 8% рынка. По-видимому, там больше формовщиков считают, что они могут добиться достаточно жестких допусков с помощью гидравлических прессов.
Хотя гидравлические машины по-прежнему доминируют в ассортименте большинства производителей прессов, некоторые OEM-производители вообще отказались от гидравлики. Ниигата прекратила производство гидравлических прессов в 2005 году и сегодня продает только полностью электрическое оборудование. Toshiba также прекратила выпуск гидравлических машин грузоподъемностью менее 200 тонн в 2005 году, а Sumitomo прекратила производство гидравлических прессов в январе этого года. «Девяносто девять процентов нашего бизнеса полностью электрическое, а 1% — гибридное», — говорит Джефф Хикс, вице-президент. технических продаж в Sumitomo. «Не имело смысла переносить гидравлическую линию», — сказал он.
«Девяносто девять процентов нашего бизнеса полностью электрическое, а 1% — гибридное», — говорит Джефф Хикс, вице-президент. технических продаж в Sumitomo. «Не имело смысла переносить гидравлическую линию», — сказал он.
JSW сейчас продает в Северной Америке только электрические прессы. «Продажи полностью электрических машин составили 95% наших продаж здесь в прошлом году», — говорит Роберт Коламбус, генеральный менеджер по продажам.
Подавляющее большинство машиностроителей сегодня предлагают на выбор гидравлические модели, а также гибридные или полностью электрические альтернативы.К ним относятся такие фирмы, как Absolute Haitian, Battenfeld, Boy Machines, Chen Hsong, Dima, Engel, Fortune, Husky, Kawaguchi, Meiki, Negri Bossi, Netstal, Sandretto и Toyo. Между тем OEM-производители, такие как Arburg, Demag, Krauss-Maffei, MHI (Mitsubishi), Milacron, Nissei, Toshiba и Ube, предлагают все три типа и планируют продолжать делать это.
Не все машиностроители верят в дарвиновскую борьбу между электрикой и гидравликой, а скорее видят сегментацию рынка. Например, компания Haitian из Китая нацелит свой новый полностью электрический пресс HTD на более высокоточные задачи, чем ее гидравлические модели, согласно Glenn Frohring, v.п. отдела продаж и маркетинга Absolute Haitian в США. Milacron, например, не согласен с этой точкой зрения и продвигает свои электрические, гибридные и гидравлические линии на все сегменты рынка.
Не все согласны с тем, что полностью электрическое оборудование является обязательным для определенных работ по формованию, даже среди производителей таких машин. «Примерно 95% приложений, выполняемых сегодня, гидравлические, гибридные и электрические машины работают примерно одинаково», — говорит Маркус Бетше, менеджер по продукции Krauss-Maffei в Мюнхене, Германия. Он говорит, что преимущество, полученное за счет высокой точности позиционирования и повторяемости электрического или гибридного двигателя, может быть необходимо лишь в небольшом количестве приложений.
«Очевидно, что нет универсального ответа», — соглашается Брайан Бишоп, президент Demag Plastics Group, которая продает все три типа машин. «У каждого типа машин есть свои уникальные преимущества. Гидравлика предлагает такие скорости впрыска, которые не могут быть достигнуты с полностью электрической машиной, но полностью электрическая может быть лучшим решением для небольших прецизионных компонентов и медицинских изделий ».
«У каждого типа машин есть свои уникальные преимущества. Гидравлика предлагает такие скорости впрыска, которые не могут быть достигнуты с полностью электрической машиной, но полностью электрическая может быть лучшим решением для небольших прецизионных компонентов и медицинских изделий ».
«Поставщики учатся создавать электрические прессы более рентабельно, поэтому в ближайшем будущем мы не увидим такой значительной разницы в цене», — добавляет Иоахим Крагль, менеджер Engel по технологическим технологиям.«Возникает вопрос: насколько точной должна быть машина? Мы видели некоторые электрические машины, которые более точны, чем могут воспроизвести пользовательские формы ».
Остальные видят реальную выгоду. «Электрический пресс позволяет точно контролировать, измерять и контролировать несколько функций одновременно, в режиме реального времени», — говорит Коламбус из JSW. «Это система с обратной связью, которую мы искали 15–20 лет назад с гидравлическими сервоклапанами». И это еще не все: «Мы также можем ускорить впрыск до 350 мм / сек за 36 миллисекунд, чего гидравлическая система просто не может коснуться. ”
Энди Стирн, национальный менеджер по продукции Milacron, называет сверхчувствительную защиту от плесени его полностью электрических машин Roboshot еще одним ключевым преимуществом. По его словам, для формовщиков, работающих в разных странах, «защита пресс-форм становится критически важной из-за разного уровня квалификации наладчиков и операторов машин. У нас много клиентов, которые утверждают, что экономия только за счет защиты от плесени покрывает любую надбавку к первоначальной стоимости машины ».
Есть контраргументы в пользу гидравлики.Согласно некоторым источникам, их высокая точность позиционирования может сделать работу с электрической машиной менее щадящей, чем с гидравлическим прессом. Это требует от технических специалистов более точного программирования пресса, чем они привыкли к гидравлическим машинам. Хотя электрику часто приписывают более быстрое движение зажима, по сообщениям, гидравлические прессы могут восполнить разницу с газовыми аккумуляторами.
| ТАБЛИЦА 1 — ЭЛЕКТРИЧЕСКИЕ, ГИДРАВЛИЧЕСКИЕ И ГИБРИДНЫЕ СРАВНЕНИЯ | |||||||
Поставщик | Усилие зажима | Материал, масса дроби, Время цикла | Энергопотребление | ||||
| Электрический | Гидравлический | Гибрид | Электрический | Гидравлический | Гибрид | ||
| Энгель | 220 | 220 | 220 | 15% GF PBT 12,2-секундный цикл | 0,259 кВтч / кг материала | 0. 353 кВтч / кг материала 353 кВтч / кг материала | 0,465 кВтч / кг материала |
| Milacron | 935 | 880 | – | Деталь весом 29 унций, цикл 17,9 с | 99.6 кВт | 167 кВт | – |
| Sumitomo | 198 | 198 | – | 16-секундный цикл (расчетный) | 6.23 кВт | 23,1 кВт | – |
Похоже, существует консенсус в отношении того, что гидравлический пресс остается предпочтительным прессом для толстостенных деталей, требующих длительного времени выдержки, поскольку последнее было проблемой для многих электрических машин.(Некоторые новые модели утверждают, что преодолели это, как указано ниже.) Гидравлика также, по-видимому, все еще предпочтительнее, чем электрическая, для приведения в действие тяги сердечника, эжекторов и заслонок клапана. Производители электрических прессов говорят, что многие покупатели добавляют гидравлический силовой агрегат для этих дополнительных функций. С другой стороны, все больше поставщиков инструментов предлагают функции электрических форм, и источники Milacron говорят, что они были приняты многими производителями укупорочных средств и медицинских форм.
С другой стороны, все больше поставщиков инструментов предлагают функции электрических форм, и источники Milacron говорят, что они были приняты многими производителями укупорочных средств и медицинских форм.
Движущиеся мишени
Одним из факторов, затрудняющих сравнение типов машин и, несомненно, объясняющим некоторые расхождения во мнениях, являются продолжающиеся изменения технологических возможностей гидравлики, электрики и гибридов.Как отметил Джон Уорд, национальный менеджер по продажам компании Arburg, некоторые считали, что электрические прессы ранних поколений имеют ограниченную пропускную способность для заданного усилия зажима, а также скорость впрыска, силу касания сопла, усилие выталкивателя и время выдержки. . Все эти ограничения были устранены в некоторых недавних полностью электрических разработках. (В таблице 2 представлены некоторые ключевые характеристики современных электрических и гибридных машин в диапазоне 100 тонн.)
| ТАБЛИЦА 2 — отдельные характеристики электрических и гибридных машин a | |||||
| Машины и производство | Винт диам. , , мм | Макс. Вес дроби, унция | Макс. Давление впрыска, фунт / кв. Дюйм | Контактное усилие сопла, т | Макс. Скорость впрыска, мм / с |
| Arburg Allrounder 420A, 110 тонн | 40 | 6,5 | 29 000 90 200 | 6,6 | 300 |
| 45 | 8,2 | 22 900 90 200 | 6.6 | ||
| Battenfeld EM 1100/450, 121 тонна | 40 | 7,25 | 28 780 90 200 | 6,6 | 300 |
| Boy 90Ae, 99 тонн (H) | 42 | 6,8 | 25 000 90 200 | 7,3 | 168 б |
| Demag Intelect, 110 тонн (В) | 40 | 6,8 | 27 100 90 200 | 3.4 | 300 |
| Demag El Exis-S, 110 тонн | 40 | 7,4 | 26 900 90 200 | 8,9 | 875 |
| Дима Про-ЕС, 100 тонн | 36 | 4,95 | 25 500 90 200 | NA | 300 |
| Engel E-Motion, 110 тонн | 45 | 9,0 | 22,350 | 3. 15 15 | 250 |
| Engel Victory Electric, 100 тонн (H) | 40 | 6,5 | 22 200 90 200 | 3,15 | 330 |
| Fortune V-Alpha, 110 тонн | 36 | 5 | 20 675 | 2,2 | 166 |
| Серия Haitian HDT, 116 тонн | 36 | 5.5 | 29 000 90 200 | 2,75 | 330 |
| Husky Hylectric, 100 тонн (В) | 35 | 5,2 | 23,490 | 6,1 | 1170 |
| JSW J-AD, 94 тонны | 40 | 4,8 | 24 900 90 200 | 2,2 | 350 |
| Krauss-Maffei EX, 88 тонн | 50 | 11 | 27 440 90 200 | 3.3 | 300 |
| Milacron Fanuc Roboshot, 110 тонн | 40 | 6 | 24 655 90 200 | 1,65 | 200 |
| Mitsuibishi 110MEtII, 110 тонн | 40 | 5,9 | 22,750 | 2,75 | 290 |
| Negri Bossi Canbel, 99 тонн | 40 | 7.7 | 24 670 | 5,5 | 175 |
| Netstal Elion, 88 тонн | 40 | 5,7 | 24 520 90 200 | 5,5 | 250 |
| Niigata MD-X, 110 тонн | 40 | 5,7 | 22 480 90 200 | 3,25 | 264 |
| Nissei NEX, 88 тонн | 32 | 3.4 | 32 420 90 200 | NA | 270 |
| Sodick Plustech TR-EH, 110 тонн (H) | 40 | NA | 24,335 | NA | 400 |
| Sumitomo SE-DU, 110 тонн | 40 | 6,8 | 24,320 | 1,3 | 300 |
| Toshiba EC-N, 110 тонн | 45 | 8.1 | 22 900 90 200 | 2,5 | 180 |
| Toyo Si-III, 110 тонн | 46 | 8,9 | 24,165 | 2,75 | 149 |
| Ube Ultima UN, 110 тонн | 40 | 5,7 | 22 480 90 200 | 3,25 | 300 |
| a H = гибрид. Остальные полностью электрические.бБез аккумулятора. | |||||
Таков опыт Tessy Plastics, производителя медицинских и потребительских товаров с оборотом 135 миллионов долларов в Элбридже, штат Нью-Йорк. У него 155 прессов от 30 до 500 тонн, по крайней мере 100 из них электрические. Как говорит президент Рональд Бек: «Мы приобрели одну из первых электрических машин Sumitomo, когда они вышли около 10 лет назад, и изначально покупали ее за постоянство от кадра к выстрелу. Первые модели были не такими быстрыми, как гидравлические для впрыска. Они были дорогими, и у них были ограничения по размеру выстрела, силе касания сопла и скорости выброса по сравнению с.сопоставимая гидравлическая машина. Но они улучшились и приносят Тесси солидную отдачу по двум направлениям: качество продукции и экономия энергии. В настоящее время наша электрика для некоторых работ работает так же быстро, как и гидроаккумулятор ».
Технология серводвигателей продвинулась вперед за последние пять лет. Согласно некоторым источникам, пределы рабочей температуры поднялись со 100 F до 150 F. Машиностроители разработали технологии управления для предотвращения перегрева во время длительных циклов удержания давления за счет быстрого включения и выключения двигателей.
Этот подход используется Niigata для своей функции длительного выдерживания давления (LP) в линейке полностью электрических машин MDW, которая позволяет выдерживать время простоя до 200 секунд при давлении 19 575 фунтов на квадратный дюйм для формования толстых деталей. Электромеханическое тормозное действие предотвращает откручивание винта во время упаковки / удержания, не требуя усилий со стороны серводвигателя.
В прошлом некоторые источники не рассматривали электрическую машину для литья под давлением. Сегодня для этих целей используются электрические прессы Ube, Mitsubishi, Milacron, Niigata и др.Ниигата недавно представила возможность «чеканки» больших, плоских, тонкостенных изделий, таких как пластины рассеивателя для экранов телевизоров или световодные пластины для компьютеров. По словам Ниигаты, такие продукты раньше были возможны только посредством «экструзионного формования». 715-тонная электрическая модель MD650S-IV AP с новой функцией чеканки позволяет достичь положения зазора формы с точностью до ± 0,02 микрона с помощью системы Active Press Control от Niigata.
Гидравлическая техника тоже не остановилась, а стала более эффективной и надежной.Конструкции зажимов с двумя плитами стали более популярными в более широком диапазоне размеров, снижая расход масла и время зажима, а также длину машины. Некоторые машиностроители утверждают, что заявления об экономии энергии преувеличены, сравнивая новейшие электрические машины с гидравлическими прессами 10-15 лет назад. Компания Boy Machines, например, настаивает на том, что ее небольшие двухплитные гидравлические прессы могут быть более энергоэффективными по сравнению с полностью электрическими (см. Ниже).
Гибридный компромисс
Некоторым гибридные модели обещают лучшее из обоих миров, объединяя точность и энергоэффективность электродвигателя с проверенной способностью гидравлики создавать давление — и все это по цене, промежуточной между ними.Они также предлагают альтернативу рычагам для формовщиков, которые предпочитают «ощущение» прямого гидравлического зажима. (Говорят, что некоторые нерегулируемые электрические зажимные системы «прямого давления» предлагают аналогичные преимущества.)
Гибридные конструкции начались просто с «электрификации» пластика винта, «самого большого потребителя энергии», по словам Хикса из Sumitomo. Поставщики всех типов машин говорят, что это утверждение верно для всех типов машин. На типичном гидравлическом прессе «меньше 21% энергии расходуется на впрыск».Около 7% приходится на зажим и 5% на выброс », — поясняет Хикс. «Остается 66% энергии, используемой для рекуперации шнеков. Электротехника позволяет сэкономить на каждом этапе технологического процесса ». Однако очевидно, что наиболее рентабельным отдельным шагом является «электрификация» вращения шнека, что, по словам источников в Баттенфельде и других производителях оборудования, также улучшает повторяемость от кадра к выстрелу и контроль скорости вращения шнека и противодавления.
По этим причинам Boy Machines, стойкий защитник гидравлических технологий, предлагает вариант с электрическим приводом.А Husky заявляет, что на ее гибридные прессы Hylectric и Hypac, которые являются гидравлическими, за исключением винтового привода, сегодня приходится 70% ее продаж (без учета преформ из ПЭТ).
Категория гибридных автомобилей расширилась и включает несколько конструктивных конфигураций с переменным сочетанием гидравлических и электрических функций. В частности, некоторые машины от Demag, Meiki, Mitsubishi и Sodick имеют электрическую траверсу зажима, но автономную гидравлическую систему внутри движущейся плиты для приложения давления зажима. В них используется небольшое количество масла и короткоходовой зажимной цилиндр для достижения скорости и энергоэффективности.Однако Krauss-Maffei отказалась от этой конструкции из-за ее относительно высокой стоимости.
В некоторых так называемых гибридных машинах используется технология, которая была доступна в течение 20 лет, для повышения энергоэффективности гидравлических прессов — замена двигателя насоса постоянного тока с фиксированной скоростью на привод переменного тока с регулируемой скоростью. Таким образом, насос работает только при необходимости — как электрический серводвигатель — и перекачивает столько масла, сколько необходимо. Гибриды таких фирм, как Mitsubishi, Milacron, Nissei и Demag, используют эту технологию.
Фактически, новая серия «гибридов» Nissei FNX — это в основном серия гидравлических насосов FN с сервоприводом X-Pump. Сообщается, что эта модификация гидравлического пресса потребляет на 55% меньше масла и на 40% меньше энергии, чем обычная гидравлическая система серии FN от Nissei. Он обеспечивает время отклика впрыска 40 миллисекунд, что сопоставимо с быстродействующим электрическим прессом, а скорость впрыска 300 мм / с на 50% выше, чем у гидравлической машины. И, в отличие от заявлений некоторых других поставщиков, Nissei заявляет, что их гибрид имеет преимущество в обслуживании по сравнению с электрическими моделями, поскольку в последних есть детали, такие как шариковые винты, которые изнашиваются чаще.На FNX уже приходится 15% мировых продаж Nissei по сравнению с 47,5% для электрики и 37,5% для гидравлики.
Экономика энергетики
Экономия энергии всегда считалась первым оправданием покупки полностью электрических прессов. Дэвид Бернарди, старший менеджер по продажам и маркетингу Ube, полагает, что в последнее время этот фактор привлек еще больше внимания из-за роста цен на нефть и природный газ.
Бек из Tessy Plastics говорит, что экономия энергии за счет использования электрических машин стала значительным преимуществом.Его фирма использовала пресс-форму для соединителя из полипропилена в 385-тонной электрической машине и аналогичном гидравлическом прессе. «Мы приняли во внимание все, что связано с потреблением энергии», — говорит Бек. «Мы проверили силовую нагрузку, включая нагрузку на кондиционер, чтобы нейтрализовать тепло, рассеиваемое машиной. Мы изучили потребление энергии чиллером, используемым для охлаждения гидравлических насосов ». Тесси обнаружила, что гидравлическая машина использовала эквивалент 8 долларов в час для запуска продукта, в то время как электрическая машина требовала всего 3 доллара в час.«Если мы будем эксплуатировать эту деталь в течение 8400 часов в год (7 дней в неделю, 24 часа в день в течение 50 недель), это будет стоить нам 67 200 долларов с гидравлической машиной и всего 25 200 долларов с электрической. «Это составляет 42 000 долларов ежегодной экономии», — заключает Бек.
Машиностроители утверждают, что экономия энергии может компенсировать надбавку за электрическую машину. Дэвид Вуазар, менеджер по специальным проектам в Mitsubishi, говорит, что эта экономия достигается не только за счет более низких затрат на электроэнергию в расчете на один цикл, но и за счет более быстрых циклов, которые позволяют завершить работу за меньшее количество часов, экономя рабочую силу и накладные расходы, а также энергию.Voisard отмечает, что вам следует прибавить к экономии за счет снижения требований к градирням и меньшего количества обслуживания. Точно так же таблица сравнения затрат, подготовленная Milacron, показывает вклад исключения гидравлического масла, трудозатрат на замену масла, затрат на утилизацию масла и сокращение брака за счет повышения качества деталей с помощью электрического пресса.
Еще один способ, которым экономия энергии может компенсировать стоимость электрической машины, — это скидки за сокращение энергопотребления. Apex Resource Technologies Inc., формовщик по индивидуальному заказу из Питтсфилда, штат Массачусетс, получил такую скидку от своей коммунальной компании на покупку электрической машины. Apex приобрела электрическую машину за 150 000 долларов и получила от коммунального предприятия чек со скидкой на 35 000 долларов. Гидравлическая машина такого же размера стоила от 110 000 до 120 000 долларов. Таким образом, скидка стерла ценовую надбавку. Президент Apex Дон Рочело говорит: «Скидка не является для нас стимулом покупать электрическую машину. Это бонус ». Лиам Бернс, генеральный директор Negri Bossi USA, отмечает, что скидки на коммунальные услуги в других штатах, включая Коннектикут и Нью-Джерси, могут «снизить разницу в цене между электрическими и гидравлическими машинами почти до нуля.”
Бернс также отмечает, что цена на местную электроэнергию может иметь большое значение при выборе машины. «Средний Запад по-прежнему покупает много гидравлических машин, потому что цена за киловатт все еще низкая, тогда как на Северо-Востоке и в Калифорнии затраты на электроэнергию могут быть в два-три раза выше. Эти различия в ценах на электроэнергию резко изменят окупаемость электрических машин ».
Боб Кох, президент Boy Machines, оспаривает широкие утверждения об экономии энергии для электрических машин и спрашивает, почему формовщик должен платить надбавку к цене.«Мы пришли к выводу, что экономия энергии не является важным критерием для небольших прессов, потому что разницы недостаточно, чтобы оправдать премию, уплаченную за электрическую машину». В испытании, проведенном его компанией семь лет назад, Кох говорит: «Окупаемость инвестиций, основанная только на потреблении энергии, для машин грузоподъемностью от 60 до 100 тонн составит от 20 до 30 лет». Бой испытал свою 88-тонную гидравлическую машину на 110-тонном электрическом прессе. У 88-тонной машины Boy было общее потребление электроэнергии 17,4 кВт / ч.
«При цене 10 центов / кВт · ч потребление электроэнергии в час составит 1,74 доллара. Если бы машина работала 16 часов в день, пять дней в неделю, 50 недель в году, затраты на электроэнергию составили бы 6960 долларов, а начальная стоимость пресса — 69 100 долларов. 110-тонный электрический пресс имел общее потребление электроэнергии 13,4 кВт / час при стоимости 1,34 доллара в час. Если бы эта машина работала 16 часов в день, пять дней в неделю в течение 50 недель, общие затраты на электроэнергию составили бы 5360 долларов. «Первоначальная стоимость электрической машины составляет 119 750 долларов», — говорит Кох.Он говорит, что экономия энергии в размере около 1600 долларов в год займет 31 год, чтобы возместить премию в размере 50 650 долларов, уплаченную за электрическую машину. Кох говорит, что тесты, проведенные совсем недавно, год назад, показали окупаемость инвестиций примерно от 10 до 15 лет.
«Поскольку смола обычно составляет 50% общих затрат на формование, а электричество обычно менее 4%, подавляющее внимание следует уделять минимизации использования смолы и ее стоимости при одновременном максимальном увеличении количества хороших деталей в коробке в конце дня», — говорит Джим Стюарт, внутренний менеджер по продажам гибридных машин Hylectric в Husky.Это делает ставку на точность формования и высокую скорость впрыска.
Следующими по важности преимуществами, заявленными для электрики, являются большая скорость и повторяемость. Клиент Toshiba в США отливает потребительский товар из нейлона в форму с 48 гнездами, время цикла 8,3 секунды и процент брака 12%, используя 120-тонный гидравлический пресс последней модели. Как сообщает Майкл Вернер, технический менеджер по продажам Toshiba, этот заказчик осознал, что время цикла составляет 5,8 с и процент брака составляет менее 2%, когда деталь эксплуатировалась на 110-тонной гибридной машине Toshiba.«Уменьшение времени цикла в основном связано с тем, что они могут впрыскивать быстрее, а экономия лома достигается за счет более точного движения зажима», — говорит он. Более быстрый цикл и меньшее количество брака побудили формовщика рассмотреть вопрос о замене 40 гидравлических машин на 27 электрических.
Но более высокая скорость может не приводить к выполнению всех типов формовочных работ. «Если у меня тонкостенная деталь, и мне нужно заполнить полость за определенное время, это может определить тип используемой мной машины», — говорит Марк Элсасс, технический директор Milacron.Если я производю стаканчик для йогурта в пресс-форме с 32 или 48 гнездами на 400-тонной машине, мне может потребоваться большой размер порции, а также возможность заполнить форму за 0,3–0,4 секунды. Это может быть невозможно с полностью электрическим. Другое дело с гидроаккумуляторной гидравликой ».
Эльзасс приводит следующий пример: «У нас был один клиент, который управлял тонкостенным гастрономом толщиной от 0,024 до 0,026 дюйма на полностью электрическом прессе. Пресс-форма заполнилась за 0,5 секунды, но формовщик почувствовал, что пресс был почти на пределе своих возможностей.Мы опробовали деталь на гибридном прессе, где инжекционная часть приводилась в движение гидроаккумулятором. Он заполнил полости менее чем за 0,3 секунды.
У Tessy plastics был другой опыт. «Для некоторых работ наша электрика работает так же быстро, как и гидроаккумулятор», — говорит Бек. Тесси приобрела 385-тонную полностью электрическую машину Niigata для производства электрических соединителей из полипропилена в многогнездной пресс-форме. «Они хрупкие, у каждого по 50 лезвий шириной 0,011 дюйма, и повторяемость от выстрела к выстрелу должна быть чрезвычайно точной», — говорит Бек.«Это был довольно приличный размер кадра и агрессивное время цикла — менее 6 секунд». Тесси смогла отлить продукт на гидравлическом прессе аналогичного размера, но с ограниченным успехом. «С помощью электрической машины мы могли бы производить более сложные соединители с большим количеством ножей и более тонкими стенками», — сообщает Бек.
Впрыск — не единственная область, где важна скорость. «Зажимное действие инструмента — это мертвая зона в процессе, поскольку с материалом или деталью ничего не происходит», — отмечает Бетше из Krauss-Maffei.«Если вы можете сократить время зажима, это будет плюсом. Наши электрические машины работают с зажимом на 60% быстрее, чем раньше ».
Электрические прессычасто имеют более быстрые циклы из-за их способности перекрывать функции пресса. Но Кох из Boy Machines отвечает, что перекрывающиеся функции машины являются преимуществом только в том случае, если время охлаждения короткое. «Если время охлаждения больше, чем время восстановления шнека, тогда нет никакой пользы от одновременного наложения более чем одной операции», — отмечает он.
Но Боб Хэйр, генеральный менеджер американского подразделения Ferromatik Milacron Europe, видит растущую тенденцию, которая использует преимущества дублирования функций машин. «Рост дополнительных операций между стяжками — таких как нанесение этикеток, декорирование и сборка — делает независимые перемещения осей еще более ценными».
Можно утверждать, что ни одно из преимуществ, заявленных для того или иного типа пресса, больше не является однозначным. Высокотоннажные прессы больше не являются запретом для электрических сервоприводов.Даже такой специалист по крупным машинам, как Ube, продает 40% полностью электрических машин (30% в США) размером до 3300 тонн. Электрические прессы теперь можно рассматривать для многокомпонентного формования. Производители гидравлических прессов обсуждают утверждения о том, что безмасляные электрические машины больше подходят для чистых помещений. Утверждается, что ременные передачи электрических машин со временем выбрасывают в воздух твердые частицы по мере их износа. Этот аргумент также приводят производители электрооборудования с прямым приводом без ремня.
Если различия в производительности между типами прессов сейчас труднее отличить, какие критерии могут помочь формовщику выбрать одну машину из другой? «Каждый формовщик отвечает на этот вопрос по-своему, — говорит Вуазар из Mitsubishi.«Некоторым трудно оправдать первоначальные затраты на электрическую машину и выбрать гидравлическую, потому что она соответствует их бюджету, даже если это означает отказ от более быстрых циклов и более низкое потребление энергии в течение срока службы машины».
«Нет четких различий в выборе того или иного типа машины», — соглашается Боб Стрикли, менеджер по маркетингу Milacron. «Некоторым формовщикам просто нравится гидравлический переключатель, но они могут не знать, почему».
С другой стороны, Milacron’s Hare говорит, что стремление получить все возможные конкурентные преимущества — экономия энергии, отсутствие масла в цехе, более низкие страховые ставки и меньшее обслуживание машин — подталкивает все больше и больше формовщиков в Северной Америке к принятию того, что они воспринимают. быть новейшей технологией »—i.е., полностью электрические машины. Некоторые формовщики по индивидуальному заказу покупают электрооборудование отчасти потому, что хотят, чтобы их клиенты видели в них самое качественное оборудование на рынке.
Заедание с гидравликой
Bemis Manufacturing Co., Шебойган-Фоллс, Висконсин, твердо стоит за своими гидравлическими прессами. Bemis — крупный поставщик косметических деталей среднего и большого размера для грузовиков, автомобилей, прогулочных транспортных средств, лодок, тракторов, садового и газонного оборудования и бытовой техники. Более 75% ее бизнеса связано с применением различных материалов.Bemis имеет 28 многоствольных прессов Milacron от 55 до 6600 тонн (крупнейшие в отрасли).
Это область, в которую электрические машины только начинают входить. По словам Гэри Ванде Берг, технического директора, они, возможно, еще не дотягивают до того типа сложной обработки, который является хлебом с маслом Бемиса. «Многие из наших работ включают как минимум три последовательности вытягивания стержня, а некоторые — целых шесть. И большинство наших инструментов имеют вентили. Эти системы имеют гидравлический привод и управление, поэтому имеет смысл использовать гидравлическую машину.Оба узла впрыска питаются от одной общей гидравлической системы с использованием дополнительных клапанов, что делает весь процесс более управляемым », — объясняет Ванде Берг.
Еще одна проблема — узкие технологические окна даже для больших деталей. «Мы можем увидеть дробь массой 50 фунтов из материала инженерного качества. Скорость инъекции должна быть достаточно высокой. У нас может быть 15-секундное время заполнения детали, но оно может варьироваться не более чем на 1 или 2 секунды. Если вы наполняете слишком быстро, сдвиг приведет к потере механических свойств.Если вы вводите слишком медленно, мы не заполняем деталь. Это означает потенциальную потерю крупного кадра. Гидравлическая система с гидроаккумулятором помогает нам доставлять расплав в форму при постоянном давлении, скорости и температуре », — говорит он.
Защитники электрические
Tessy Plastics продается на электротехнике, основываясь на своем опыте работы с машинами на своем заводе в Элбридже, штат Нью-Йорк. Электрические машины будут использоваться в расширении, которое будет включать микролитье и чистую комнату класса 100000, а также новое отдельное помещение, выделенное для работы по контракту. медицинское литье.На других заводах Tessy в Линчбурге, штат Вирджиния, и в Шанхае, Китай, есть гидравлические прессы, но на этих заводах отливаются детали с менее критическими допусками. Даже в этом случае, по словам Бека, компания в конечном итоге откажется от гидравлики.
Рочело из Apex говорит: «Мы продолжаем закупать почти исключительно электрические машины из-за их проверенного опыта работы с нами — точности, экономии энергии и чистоты». Фирма начала с полностью электричества еще в 1999 году, когда она приобрела 55-тонный пресс Niigata, чтобы улучшить качество литого суппорта для камеры.У него было узкое окно процесса. Использование электрического пресса сократило потребность в качественном отборе проб до одной детали каждые 3 часа из 25 деталей, отбираемых каждый час с помощью гидравлической машины аналогичного размера.
Более половины из 20 машин Apex теперь электрические. «Гидравлические машины, которые мы используем на немедицинских и менее ответственных работах», — говорит Рочело. Фирма претендует на расширение медицинского бизнеса и расширяет свои мощности по формованию в чистых помещениях. «Некоторые клиенты-медики говорят, что они не будут работать с нами без использования электрических машин», — отмечает он.
Крупнейший производитель гидравлических прессов в Латинской Америке указывает электрические панели управления WEG
Hidral-Mac, крупнейший производитель гидравлических прессов в Латинской Америке, заключил партнерство с WEG на поставку электрических панелей управления для всех своих линий гидравлических прессов. Hidral-Mac производит около 600 машин в год; они подходят практически для всех промышленных сегментов, обеспечивая резку, гибку и формовку деталей от ключей до вентиляторов, холодильников и автомобилей.
Сегодня около 10% машин Hidral-Mac имеют панели WEG. Цель — достичь 30% в течение следующих шести месяцев и 100% в течение года. «Электрическая панель управления — это мозг машины: это панель, которая определяет работу и обеспечивает безопасность … и стандартом наших серийных машин теперь является WEG», — сказал Марсело Лопес Невоа, менеджер отдела электротехники Hidral-Mac
.Hidral-Mac предлагает ряд прессов от 5 до 1000 тонн в дополнение к специальным проектам.Компания использует двигатели и программируемые логические контроллеры WEG более пяти лет, но ранее собирала собственные панели самостоятельно. Однако это увеличивало производственные затраты и отнимало драгоценное время, которое можно было бы лучше использовать в другом месте. В 2008 году через свой отдел продаж для начинающих по индивидуальному заказу WEG пришла в голову идея создать прототип полной панели Hidral-Mac. Продукт был разработан на основе спецификаций, предоставленных Hidral-Mac; затем он был протестирован и одобрен. «Раздел Customized Starters был создан специально с целью предоставления решений для машин клиентов», — сказал Манфред Питер Йоханн, менеджер по продажам WEG Automação.
По словам Марсело Невоа, поставки WEG позволили повысить качество и надежность панелей. «Они поставляются с отличной отделкой и готовы к эксплуатации с гарантией эффективного послепродажного обслуживания: мы их устанавливаем и просто включаем», — сказал он. В дополнение к преимуществам качества и надежности, Hidral-Mac также выигрывает от сокращения производственного процесса на 20% в результате экономии времени и рабочей силы. «Наша цель — иметь самую большую сборочную линию гидравлических прессов в мире.Когда панели уже собраны, мы можем сконцентрироваться на нашей основной работе », — сказал Невоа.
Что такое гидравлический пресс?
Гидравлический пресс — это механический инструмент, который сыграл важную роль в промышленной революции. Раньше формовка рулонных материалов требовала их ковки и придания окончательной формы вручную с помощью деревянного молотка и долота. Результаты, аналогичные гидравлическим прессам, могут быть достигнуты — до определенной степени — с помощью винтовых прессов, но они имеют значительные ограничения, особенно в отношении давления, которое они могут достичь.Такие ограничения преодолевает современный гидравлический пресс с усилием давления более 2000 тонн.
Источник: Википедия
Гидравлический пресс Электродвигатель для резки по цене 400000 рупий за единицу | сэр позади стороны Манди Гобиндгарх пенджаб | Mandi Gobindgarh
Гидравлический пресс для резки с электродвигателем по цене 400000 рупий за единицу | сэр позади стороны Манди Гобиндгарх пенджаб | Манди Гобиндгарх | ID: 22682224430Спецификация продукта
| Материал | Низкоуглеродистая сталь | ||
| Марка | Mankoo Engg | ||
| Использование / применение | Промышленное | ||
| Класс автоматизации | Страна происхождения | Полностью из | Сделано в Индии |
| Мощность | 5 кВт | ||
| Вес | 2 тонны |
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2000
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот До рупий.50 лакх
Участник IndiaMART с июля 2017 г.
GST03ABEFM2915K1ZF
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Лучшая цена
Типы прессов (со схемой)
Доступны прессы различной конструкции и формы, в зависимости от требований работы.Эта статья проливает свет на шестнадцать основных типов прессов. Вот некоторые из типов: 1. Пресс с ручным приводом (Fly) 2. Пресс с приводом от электродвигателя 3. Гидравлический пресс 4. Наклонный пресс 5. Наклонный пресс 6. Щелевой пресс 7. Арочный пресс 8. Прямой пресс и другие.
Тип № 1. Ручной пресс (Fly):Пресс управляется руками человека. Это настольный пресс, обычно используемый для производства мелких деталей. Это простой и недорогой пресс, подходящий для легких операций, таких как прошивка, вырубка, гибка и т. Д.Как показано на рис. 6.2. Как показано, рычаг вращается вручную, гидроцилиндр перемещается вверх и вниз для выполнения необходимой операции. Плунжер оснащен пробойником, и работа лежит на станине.
Тип # 2. Пресс с приводом от электродвигателя:Пресс приводится в действие электродвигателем. Двигатель приводит в движение коленчатый вал, который преобразует вращательное движение в возвратно-поступательное движение плунжера. Плунжер оснащен пуансоном для работы с штампом и надрессорной балкой.
Электродвигатель подает энергию на маховое колесо, и эта энергия передается на гидроцилиндр через муфту и коленчатый вал.
Различные типы прессов с приводом от электродвигателя:
(а) Тип без редуктора (маховик).
(b) Одноступенчатый редуктор.
(c) Двойной редуктор.
(d) Многоступенчатый редуктор.
Тип # 3. Гидравлический пресс:Гидравлический пресс использует давление воды или масла для перемещения ползуна и трамбовки вверх и вниз.Насос используется для подачи жидкости под высоким давлением в цилиндр.
Аккумуляторная система используется для хранения жидкости, а затем для внезапной подачи большого объема жидкости при постоянном давлении в считанные секунды. В гидравлических прессах автономного типа аккумулятор не используется. Вся энергия передается насосом непосредственно в цилиндр.
Гидравлические прессы доступны мощностью до 15000 тонн. Следовательно, эти прессы специально используются для волочения, экструзии, прошивки и вырубки металлов толщиной более 3 мм.
Некоторые преимущества гидравлических прессов:
(i) Может быть создано большее количество силы.
(ii) Равномерное распределение давления.
(iii) Более медленная и равномерная скорость трамбовки.
Тип # 4. Наклонный пресс:Как видно из названия, он имеет наклонную раму, как показано на рис. 6.4.
Преимущества наклонного пресса:
(i) Рабочая часть может автоматически скользить в контейнерный ящик под действием силы тяжести.
(ii) Выгрузка лома из заготовки происходит автоматически.
Тип # 5. Наклонный пресс:Наклонный пресс показан на рис. 6.5, имеет регулируемую раму. Его можно использовать как в вертикальном, так и в любом наклонном положении.
Преимущества данного пресса:
(i) Очень высокая производительность.
(ii) Рабочие части автоматически опускаются в контейнер, и оператору не нужно прикладывать руку, чтобы поднять обрабатываемую деталь.
(iii) Исключается опасность травмирования пальцев оператора.
(iv) Эти прессы используются для производства мелких деталей, включая операции гибки, вырубки и штамповки.
Тип # 6. Щелевое прессование:Пресс с зазором, также называемый C-Press, показан на рис. 6.6 (a). У него открытая горловина, обеспечивающая отличный зазор вокруг штампов. Такой тип пресса позволяет использовать очень длинные и широкие рабочие детали.
Тип # 7.Arch Press:Арочный пресс показан на рис. 6.6 (б). Имеет арочный каркас. Используется для легких работ. Некоторые продукты, производимые этим прессом: Банки с краской, лопаты и др.
Тип # 8. Прямой пресс:Прямой пресс показан на Рис. 6.6 (c). Обладает высокой производительностью. Он имеет жесткую раму и используется в механических и гидравлических прессах, где возникают большие нагрузки. Эти типы прессов используются для штамповки тяжелых и толстых металлов, шлифовки, глубокой вытяжки и т. Д.
Тип # 9. Рупорный пресс:Рупорный пресс показан на Рис. 6.6 (d). Он используется для цилиндрических объектов, включая такие операции, как сшивание, отбортовка кромок, тиснение, клепка и штамповка.
Тип # 10. Пресс с кривошипно-шатунным приводом:Кривошипный пресс показан на рис. 6.7 (а). Он использует кривошип, чтобы преобразовать вращательное движение вала в движение поршня вверх и вниз. Ползун проводится между направляющими.
Тип # 11. Пресс с эксцентриковым приводом:Пресс с эксцентриковым приводом показан на Рис. 6.7 (b). В нем используется эксцентрик для преобразования вращательного движения вала в движение подъемника и опускания поршня. Он используется там, где требуется меньшая длина хода. Преимущества этих прессов: лучшая жесткость и меньшая склонность к прогибу по сравнению с кривошипно-кривошипным прессом.
Тип # 12. Пресс с реечной передачей:A Пресс с реечной передачей показан на рис.6.7 (в). В нем используется рейка и небольшая шестерня (шестерня) для обеспечения движения гидроцилиндра вверх и вниз. Эти прессы используются там, где длина хода очень велика. В этих типах прессов длину хода можно регулировать по мере необходимости. Для движения гидроцилиндра вверх может использоваться механизм быстрого возврата.
Тип # 13. Гидравлический пресс:Пресс с гидравлическим приводом показан на рис. 6.7 (d) Гидравлические прессы используются для работы с большим усилием и низкой скоростью.
Тип # 14. Пресс простого действия:Пресс одинарного действия состоит из одного ползуна и ползуна. Он используется для одиночной операции за один ход.
Тип # 15. Пресс двойного действия:Пресс двойного действия имеет две направляющие. Один слайд (внешний) используется для опускания держателя заготовки, который удерживает заготовку по его окружности.